
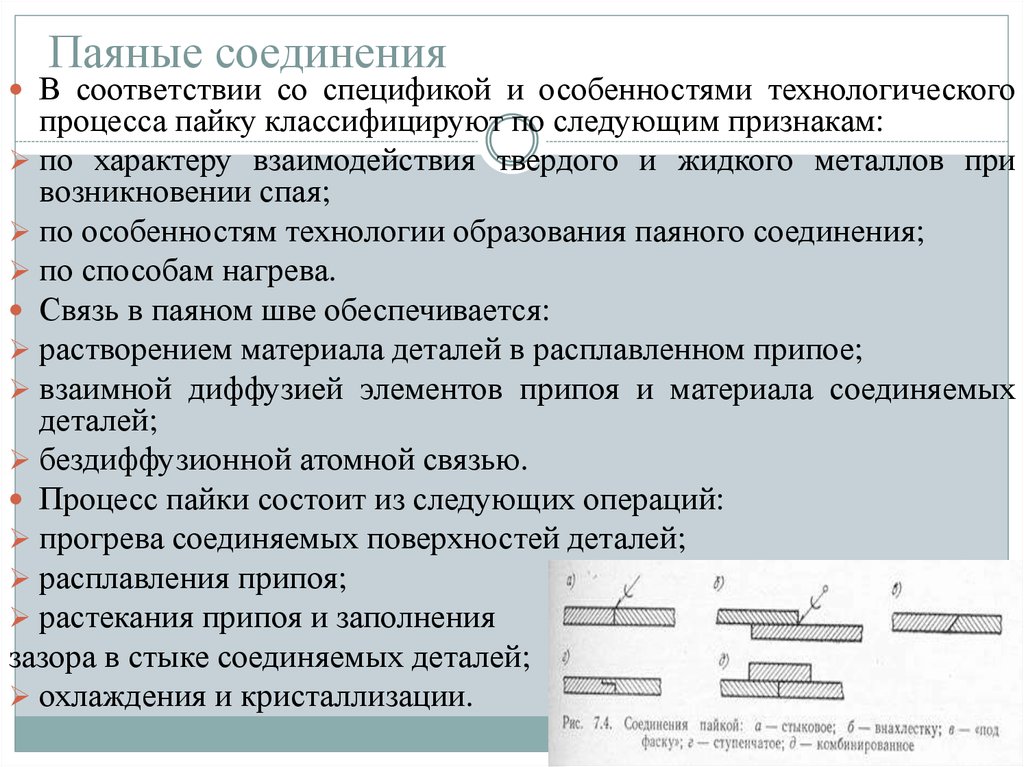
Сущность паяльной технологии
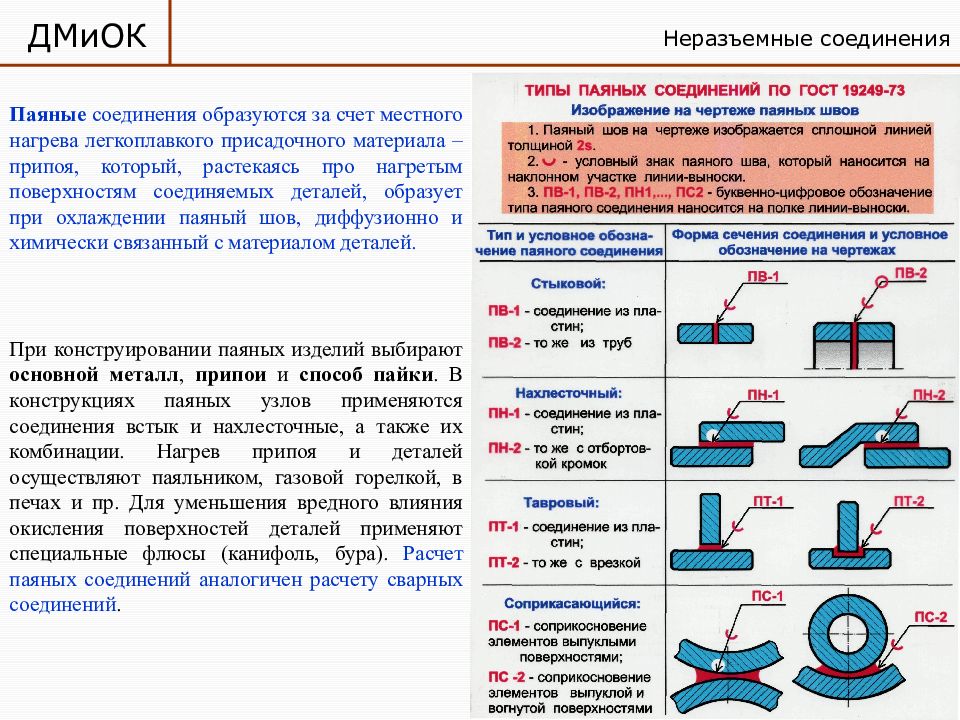
Пайкой называют соединение металлических деталей с помощью припоя, являющегося более легкоплавким металлом, который, будучи расплавленным, смачивает соединяемые поверхности.
Таким образом, процесс паяния связан с нагреванием и протекает при температуре, превышающей точку плавления припоя, но не достигающей температуры плавления соединяемого металла.
В процессе пайки соединяемые детали основного металла не изменяют форму, поскольку сами не подвергаются плавлению.
Прочность создаваемого соединения определяется механическими свойствами, которыми обладает припой для пайки. Когда стальные детали припаивают друг к другу, соединение всегда уступает по прочности основному материалу.
Главным препятствием для создания паяных соединений является окисел, образующийся на поверхности любого металла. Слой окисла не позволяет расплавленному припою равномерно смочить поверхность детали, поэтому металл должен предварительно зачищаться.
Для защиты поверхностей от окисления в процессе спаивания, применяются специальные вещества – флюсы. Для соединения разных материалов используются различные флюсы. Например, для того, чтобы спаять нержавейку, применяют буру. Флюсами для стали могут служить канифоль, паяльная кислота.
Основным процессом, сопровождающим создание паяного соединения, является нагрев заготовок. В зависимости от массы спаиваемых деталей и вида применяемого припоя, нагрев может осуществляться следующими способами:
- паяльником;
- газовой горелкой;
- высокочастотным индуктором;
- в специальных печах.
Причины дефектов
 Необходимость во флюсе объясняется тем, что спайка металлических заготовок осуществляется при температурах, значение которых существенно ниже точки плавления самого металла.
Необходимость во флюсе объясняется тем, что спайка металлических заготовок осуществляется при температурах, значение которых существенно ниже точки плавления самого металла.
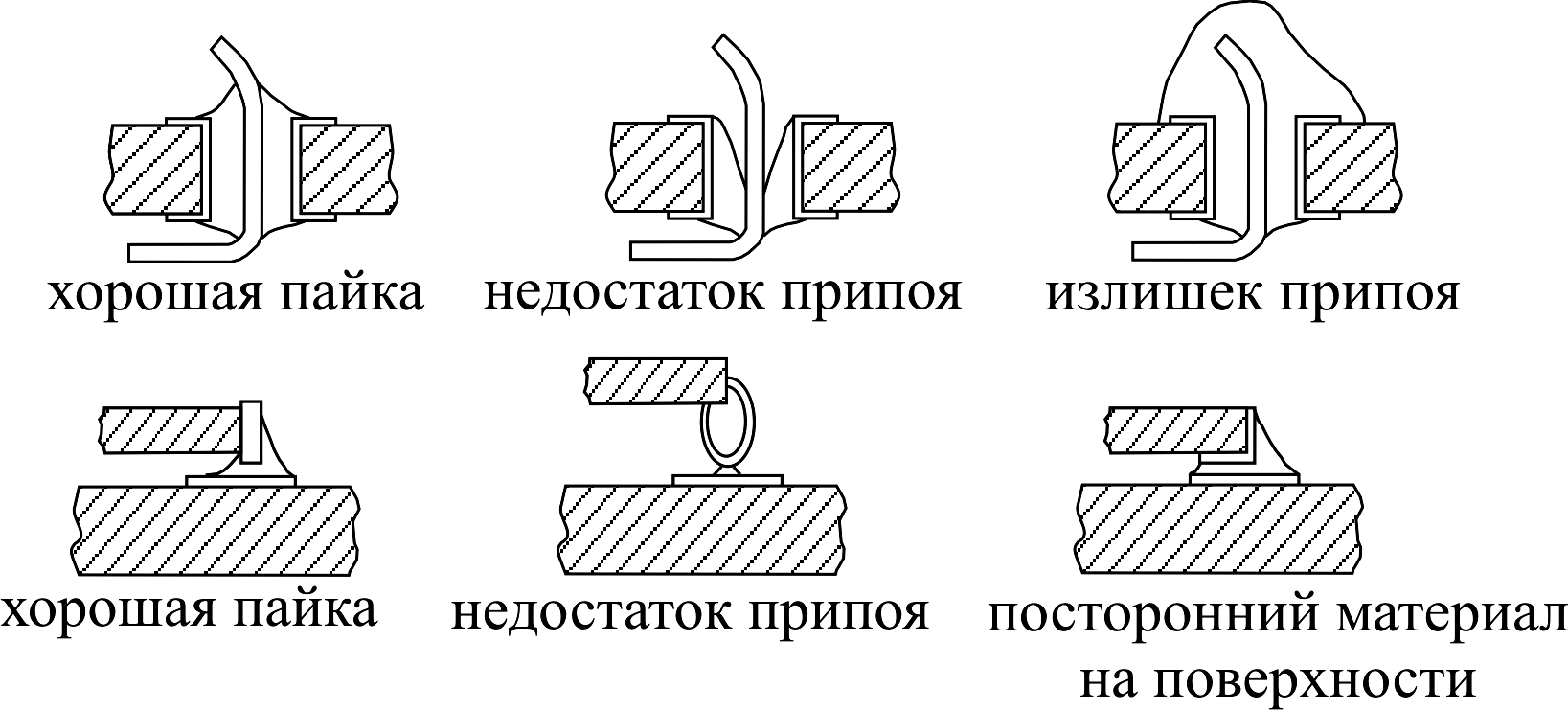
Отсутствие этой составляющей считается нарушением технологии спайки, следствием которого могут образовываться явно различимые дефекты паяных соединений.
Применение специального флюса позволяет поднять температуру в зоне пайки и обеспечить диффузионную активность соединяемых материалов и, как следствие – получить качественное и достаточно надёжное паяное соединение.
Одно из наиболее вероятных следствий этого дефекта – образование некачественных (бракованных) паяных швов, в результате чего изделие подвергается обязательной выбраковке.
Область применения точечной сварки
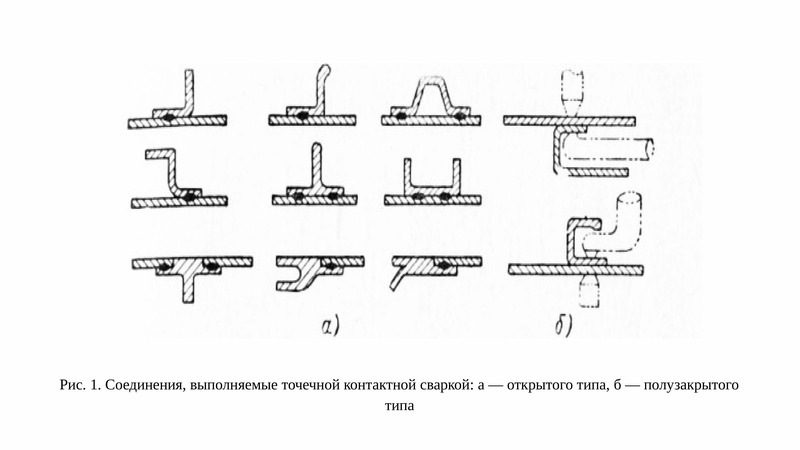
Можно перечислить все существующие отрасли, и все они будут являться теми, где применяется точечная контактная сварка. Но наиболее востребована она при соединении элементов в радиоэлектронике, авиастроении, автомобилестроении, при производстве бытовой техники. Точечная сварка применима:
- Ко всем сталям и сплавам, соединение которых не требует сваривания в защитной среде;
- К заготовкам, размеры которых подлежат свариванию на конкретном оборудовании;
- К тонколистовому железу (менее 3 мм), сварка которого невозможна в других условиях.

Пример применения точечной сварки
Высокое качество шва, относительно возможных дефектов и прочности соединения, используется для соединений в ответственных конструкциях, работающих в сложных условиях:
- при высоком давлении;
- тяжело нагруженных;
- испытывающие постоянные динамические нагрузки;
- трение;
- перепады температур;
- высокие или низкие температуры.
Систематизированный подход к знаниям и выполняемым работам, четкое обозначение контактной точечной сварки дает определенный эффект:
- повышает прочность сварного соединения;
- минимизирует появление брака;
- повышает безопасность при использовании сварных изделий.
Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.
Пример чертежа сварных швов по ГОСТ.
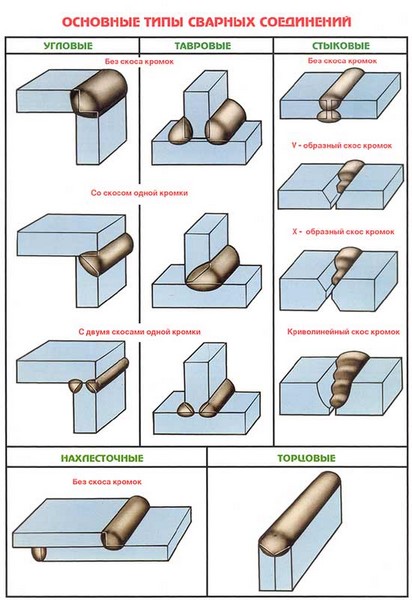
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Методы контроля
Все сварные соединения обязаны проходить контроль. Особенно это касается конструкций, эксплуатация которых несет повышенную ответственность. Контроль с применением специального оборудования позволяет узнать, насколько серьезные изъяны имеются в сварных соединениях. Большинство дефектов приводит к уменьшению плотности. Последствием может служить наступившая неспособность выдерживать тяжелые нагрузки.
Чтобы обнаружить дефекты сварных швов и соединений применяют различные методы контроля:
- Визуальный осмотр. Является обязательным для первоначального выявления отклонений от нормы. Для более точного анализа применяют лупу с большим увеличением.
- Дефектоскопия. Основой является свойство материала изменять свой цвет при взаимодействии с различными жидкостями, в частности с керосином. К преимуществам относятся безопасность метода и быстрота проверки.
- Магнитный метод. Проходящие магнитные волны при встрече с дефектами искажаются. Измерение искажений позволит судить о наличии дефектов.
- Ультразвук. Дефектоскопы, основанные на использовании ультразвуковых волн, измеряют их отражение.
- Радиационный метод. Сварные швы просвечивают рентгеновскими лучами. Полученный снимок проявляют и подвергают расшифровке. Необходимо специальное оборудование. Оно может быть стационарным и мобильным. Недостатком является возможное влияние на здоровье сварщика. Требуется защита в виде специального костюма и маски.
Все применяемые способы контроля должны принадлежать к группе неразрушающих. Механические повреждения и разрушения не приемлемы. Допустимо использование не одного метода, а их совокупности.
При обнаружении брака, если имеется возможность, необходимо его исправить. Для этого используются такие способы:
- заварка способна убрать большие трещины;
- полной зачистке или вырубке подвергают находящиеся внутри небольшого размера трещинки, непроваренные участки и различные посторонние включения;
- наплавка устранит неполноту швов и подрезы;
- абразивом убирают наплывы;
- термическая обработка устранит негативные последствия перегрева металла.
Такими методами убирается практически неизбежное возникновение дефектов.
Твердые
Среди тугоплавких сплавов различают и широко применяют лишь две группы. В основном это медные или серебряные сплавы.


К первой группе можно отнести припои из меди и цинка. Они хорошо подходят для тех соединений, на которые будут воздействовать лишь статические нагрузки. Хрупкость этих сплавов не позволяет применить их в узлах, которые будут испытывать удары или любые вибрации.
К припоям из меди или составам на цинковой основе можно отнести ПМЦ-36 и ПМЦ-54. Первый – это идеальный припой для пайки латуни и любых других медных соединений. Второй годится для работы по медным деталями, бронзовым или же стальным.
Если необходимо соединить между собой две стальные детали, тогда можно воспользоваться чистой медью, латунью марок Л-62, Л-62, Л-68. Эти припои на основе латуни позволяют создать более прочные и пластичные соединения. Медные сплавы не имеют таких характеристик.
Самыми качественными считаются сплавы из серебра. В составе также может содержаться цинк и медь. ПСр-70 – припой для пайки меди, для работы с латунными или серебряными деталями. Этот элемент подходит в случае, если место соединения должно проводить электричество. ПСр-65 применяют в производстве ювелирной продукции, фитингов, водопроводных труб. ПСр-45 необходим для соединения тех деталей, которые работают в условиях вибрационных и ударных нагрузок.
Разновидности
Скелетная
Скелетной называется технология, при которой под слоем припоя рассматривается базовая поверхность. Характеризуется экономным потреблением металла для пайки и удобством визуального контроля. Применяется при работе в электротехнической сфере, в частности для соединения проводов.
Волновая
Данный вид пайки применяют для крепления элементов на печатные платы. Волновой метод был разработан в 50-х годах ХХ века, с активным внедрением электронных схем в различные приборы бытового и промышленного назначения. На массовом производстве действуют полностью автоматизированные линии.
Одной из разновидностей волновой, является селективная пайка. Она характеризуется избирательностью воздействия припоя. Ее применяют для обработки элементов, монтируемых в отверстия.
Холодная
Холодная пайка – это метод, при котором соединение образуется за счет взаимного проникновения элементов друг в друга. Скорость реакции зависит от температуры и продолжительности контакта. Одна из самых простых схем для пайки. Применяется для соединения полиэтиленовых и полипропиленовых изделий.
В бытовых условиях холодный метод применяются для монтажа линолеума и ремонта труб из полиэтилена.
К рассматриваемой технологии имеет косвенное отношение.
Бессвинцовая
Современная технология, которая начала активно развиваться после ужесточения требований по экологической безопасности. В настоящее время все Японские производители электроники полностью отказались от использования свинцовых припоев. В качестве рабочего сплава в бессвинцовом методе применяют комбинацию олова, серебра, цинка и меди. Соотношение и добавочные элементы зависят от сферы деятельности.
Контактная
Вид пайки, при котором соединяют детали с различными составами. Технологический цикл включает в себя кратковременное изменение агрегатного состояния контактной области. Для надежного скрепления часто используют прослойку, которая помогает добиться нужного результата. Несоблюдение данного правила ведет к тому, что прочность контакта будет очень низкой. Расходные материалы называют эвтектиками. Так можно соединить медь с алюминием, где между деталями будет алюминиево-медный сплав. Отличительная особенность – высокая скорость реакции.
Высокотемпературная
Отличительная особенность данного способа спаивания – высокая температура воздействия на заготовку. В результате соединение будет обладать устойчивостью к перепадам температур, а также высоким показателем крепости. За качестве придется платить – данный метод считается наиболее сложным, с технологической точки зрения.
В отдельных случаях температура должна достигать 1000 Сº. По этой причине при высокотемпературной пайке невозможно использовать обычные паяльники – требуются более мощные генераторы тепловой энергии.
Индукционная
В качестве источника тепла используется высокочастотный ток, который воздействует на соединяемые изделия. Генератор являются специальные индукторы, которые можно изготовить самостоятельно. Существуют установки стационарного и мобильного типа.
Во избежание активации окислительных процессов, работы проводят в вакуумной среде. Разрешено соединять детали при атмосферном воздухе, при условии использования специальных самофлюсующихся припоев.
Инфракрасная
Еще один современный способ, в основе которого лежит принцип нагрева заготовок электромагнитными волнами. Нагревательные элементы изготавливают из кварца или керамики.
Инфракрасная паяльная станция – сложный прибор, стоимость которого не позволяет применять его в бытовых условиях. Основное преимущество заключается в том, что электромагнитные волны невидимого спектра не представляют угрозы здоровью человека.
Капиллярная
Наиболее распространенный способ спайки изделий. Суть технологии заключается в том, что при увеличении температуры пропой, нанесенный на поверхность, расплавляется и занимает все пространство между соединяемыми деталями.
Метод используется как в быту, так и на производстве. В основе любого метода лежит капиллярная технология, как сама идея пайки – нанесение на поверхность горячего припоя.
Смачиваемость
Прежде всего, любой вид припоя должен иметь отличную смачиваемость. Без этой характеристики спаиваемые детали просто не смогут надежно контактировать друг с другом. Что такое смачиваемость? Это такое интересное явление, когда прочность связей между частицами твердого вещества и жидкости выше, чем у молекул жидкости. Если есть смачиваемость, тогда жидкость растечется по поверхности и попадет во все полости. Итак, если припой для пайки не смачивает, к примеру, медь, тогда его нельзя использовать с этим металлом. Для пайки ее не используют свинец в чистом виде. Его характеристики смачивания очень низкие и нельзя рассчитывать на высокое качество соединения.
Виды сварочных швов
Они описаны в ЕСКД – Единой Системе Конструкторской Документации, своде стандартов, определяющих нормы составления чертежей. Наиболее актуальными для стыков являются следующие ГОСТы:
- 2.312-72 – включает в себя используемые пиктограммы или другие рисунки, условно показывающие определенный параметр;
- 5264-80 – описывает варианты, подходящие для ручных дуговых методов;
- 14771-76 – регламентирует правила для случаев работы в защитной газовой среде.
В соответствии с ними образуется артикул такого вида:Да, на первый взгляд, он кажется громоздким, но только если не знать, как его читать
Для удобства его нужно визуально разбить на блоки – следующим образом:Обратите внимание, у каждого из получившихся 9 квадратов своя роль, объясняющая, какими параметрами обладает сварной шов, обозначения говорят вот о чем (по частям):
- вспомогательные изображения, показывающие характер стыка (монтажный или замкнутая линия);
- ГОСТ, согласно которому сделано соединение;
- тип исполнения и характерные имеющихся конструктивных элементов;
- способ высокотемпературного воздействия;
- размеры составляющих деталей;
- длина непрерывного участка (как одна из ключевых характеристик);
- другие параметры;
- пиктограмма, описывающая специфические особенности.
В обычной ситуации маркировка расположена над полкой, но она также может размещаться под нею, если стык невидимый, то есть сделан с изнанки. Наиболее важные из блоков заслуживают более подробного рассмотрения.
Классификация пайки по температурным режимам
На сегодняшний день применяют мягкую, твердую и высокотемпературную пайку, которая используется в основном на производствах и в строительстве. Первые же две техники во многом схожи – например, в обоих случаях рабочая температура составляет 450°С и ниже. Для сравнения, высокотемпературные соединения выполняются в режиме не менее 600°С, а чаще – выше 900°С.
При этом и низкотемпературная обработка может обеспечить качественное соединение. Наиболее выигрышным будет применение твердого припоя, благодаря которому достигается высокая прочность и тугоплавкость деталей. Добавление меди в зазор или стык будет способствовать и повышению ковкости заготовки. Если же требуется получить гибкую и упругую структуру, то используют мягкую пайку.
ГОСТ с требованиями к обозначениям сварных швов
Сборка конструкции, использующей сварочные соединения, регламентируется следующими видами технической документации:
- технологической инструкцией;
- проектом производства сварочных работ (ППСР);
- отдельными разделами общего проекта производства работ (ППР).
Пример обозначения по ГОСТ.
Основная цель перечисленных документов – обеспечить единообразное чтение и понимание инженерами, рабочими и представителями контролирующих служб чертежей и технологических карт.
При оценке качества сварных работ используется документация:
- исполнительные чертежи с изменениями, внесенными изготовителем или монтажником конструкций;
- одобрение разработчиком или проектной организацией сделанных изменений;
- сертификаты на свариваемые материалы.
Операционный контроль производится исполнителем, мастером на соответствие результатов работы требованиям, указанным в технологических картах, утвержденных инструкциях и государственных стандартах.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.

 Классификация сварных швов.
Классификация сварных швов.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
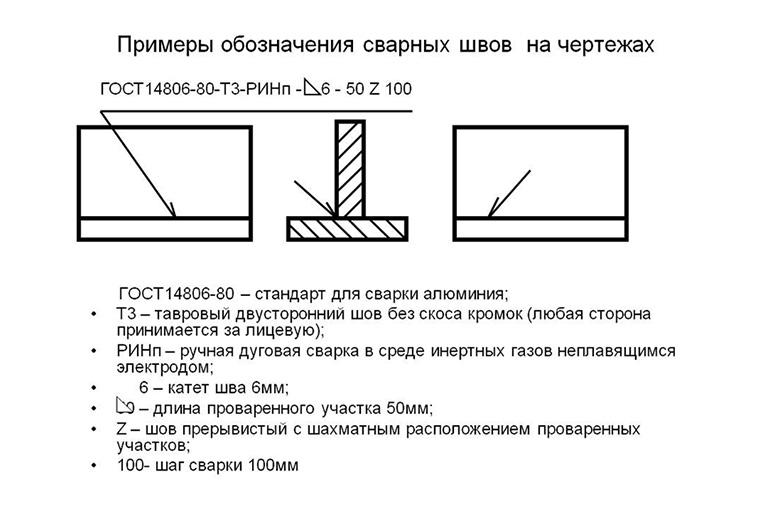
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Что такое флюс для пайки
Если говорить кратко, то флюс для пайки, это средство, помогающее делать качественную спайку. Оно может быть как органического, так и неорганического происхождения, но в большинстве случаев это всегда смесь из нескольких материалов.
Перед использованием этого состава нужно зачищать место спайки, но иногда флюсы и сами могут очистить материал. Других подготовительных работ перед его использованием обычно не предполагается, кроме тех, кто нацелены на защиту от паров, которые средства для пайки почти всегда вырабатывает.
Коротко говоря, без флюса невозможно ни одно качественное паяное соединение
Для чего он нужен
Назначение флюсов понять легко. Чтобы спаять контакты друг с другом, металлу нужно нагреться как минимум до 500 градусов. Но в этот момент на металлах образуется оксидная пленка, которая мешает припою соединять металлические детали. Именно для этих случаев и нужен флюс.
Обычно при комнатной температуре флюс стабилен, и начинает действовать только при нагревании, снижая влияние высоких температур на металлы. Так, флюсы помогают:
- Убирать оксидную пленку, которая появляется при свертывании металла.
- Предотвращать дальнейшее окисление.
- Смачивать поверхность во время пайки.
В первую очередь все флюсы должны выдерживать нагревание и сохранять свои свойства
Но это далеко не все признаки, на которые нужно обращать внимание при поиске вещества для пайки, что даже сложнее, чем его использование
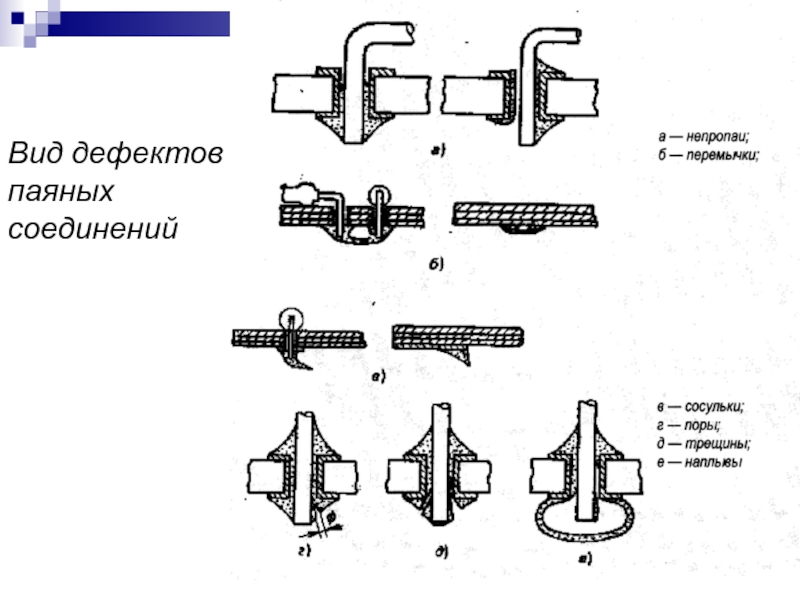
Дефекты и методы их контроля
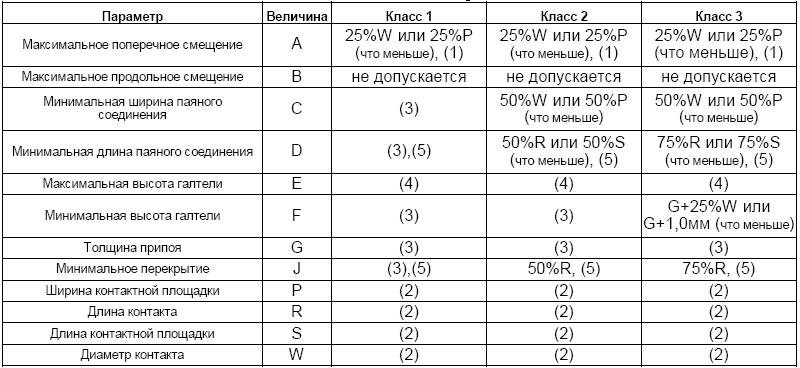
Согласно действующим стандартам образуемые при пайке соединения должны удовлетворять определённым критериям качества, отдельно оговариваемым в регламентирующих документах.
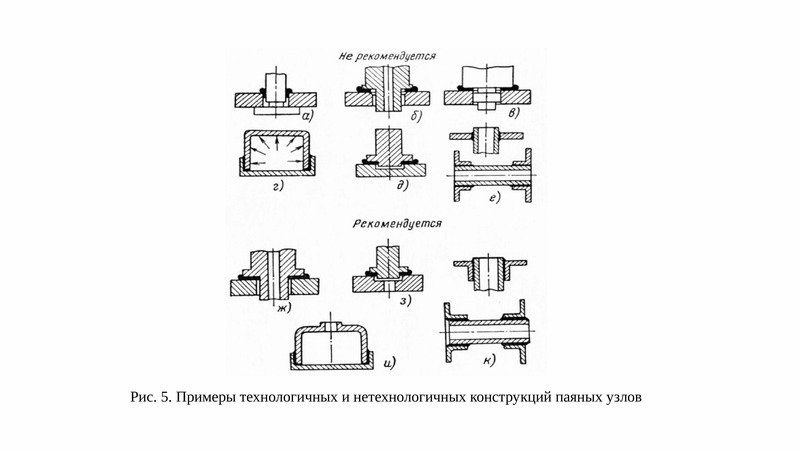
При этом их качество определяется не только возможностями припоя и флюса, но и от соблюдением основных правил этого процесса.
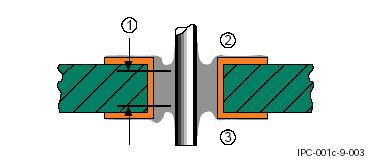
Под правилами понимается грамотный выбор зазоров между соединяемыми заготовками, а также умение заполнять их именно в тот момент, когда расплавленный припой находится в оптимальном агрегатном состоянии.
Нарушение хотя бы одного из этих условий может явиться причиной образования дефектных паяных соединений, нередко классифицируемым как «холодна пайка».
Контроль качества получаемых паяных соединений является обязательной составляющей технологического процесса и предполагает два вида обследования: без разрушения и с разрушением образующегося шва.
Советуем изучить — Промышленные инфракрасные обогреватели
К первому из этих методов относится самостоятельное обследование дефектных зон путём их визуального осмотра, просвечивание рентгеновскими лучами, а также проверка герметичности паяного соединения под давлением.
При необходимости для этого могут применяться и более эффективные способы выявления раковин и непропаев, такие, например, как люминесцентная дефектоскопия.
При выявлении брака паяных швов с применением разрушающих методов контроля применяются такие приёмы, как:
- испытание всех без исключения образцов изделий, проводимых с целью исследования свойств образующихся паяных соединений и их микроструктуры. В этом случае швы проверяются на предмет наличия в них микропор и микротрещин, а также включений различных окислов и загрязнений в самом припое;
- выборочная проверка готовых деталей, осуществляемая методом разрушения полученного шва. Указанные действия проводятся с целью выявления коэффициента заполнения шва припоем, который при высоком качестве пайки должен иметь значение не менее 0,8.
Данный коэффициент вычисляется как отношение общей площади закрытия припоем к площади обрабатываемых частей металлических изделий.
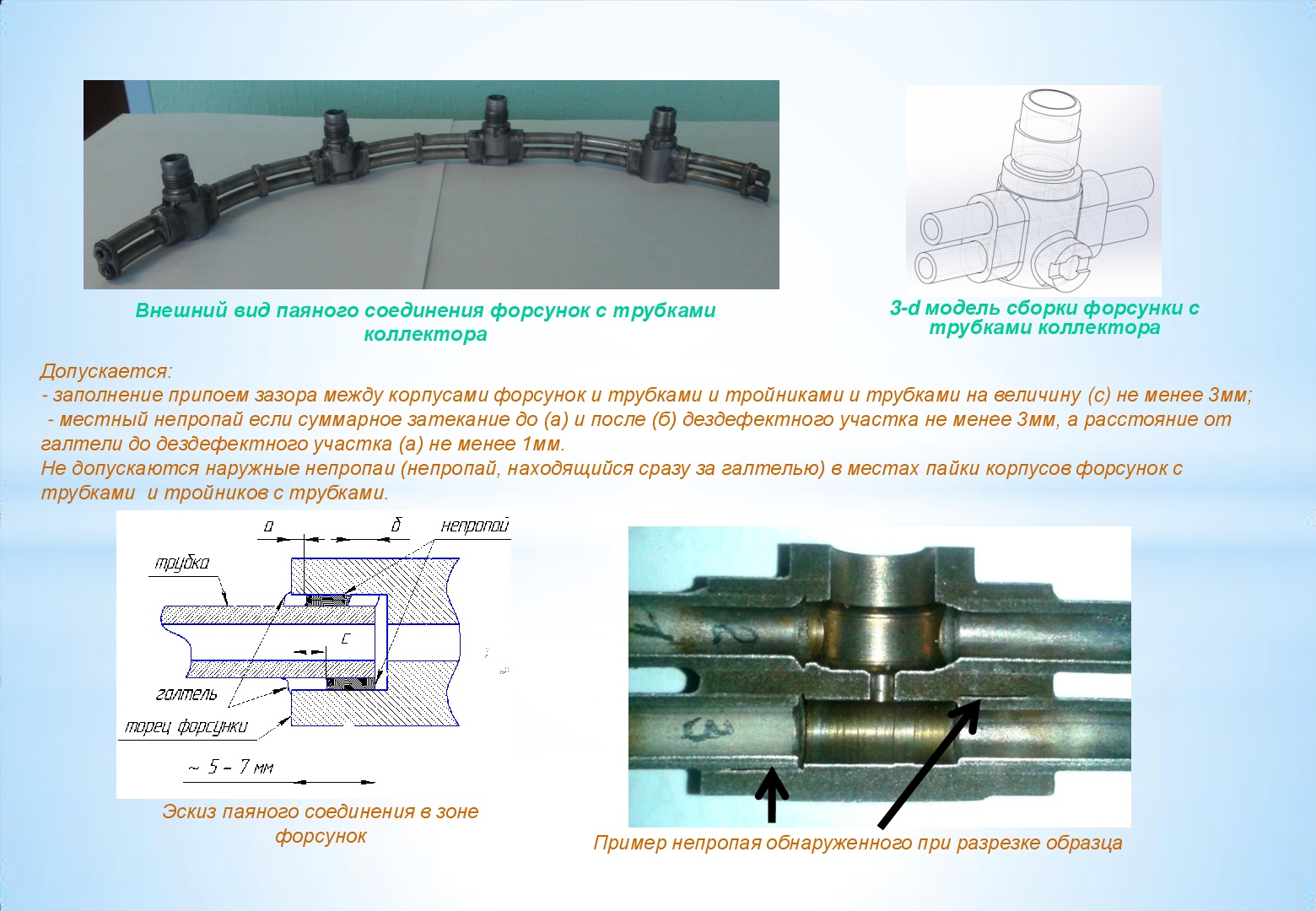
К методу разрушающего контроля также относится выборочное обследование вырезанных из спаянной детали участков.
Появление дефектных образований в паяных швах чаще всего объясняется низкой квалификацией исполнителей этих работ, а также небрежностью при подготовке изделий под пайку.
В отдельных случаях это происходит по причине низкого качества материалов припоя (флюса) или же неисправности отдельных элементов применяемого оборудования.
Отличия от сварки
Неподготовленному человеку очень сложно увидеть разницу между сваркой и пайкой, ведь соединительный шов практически не имеет визуальных различий. Между тем, принципы действия данных технологий кардинально отличается. Итак, чем отличается сварка металлических деталей от паяния?
Основное отличие заключается в воздействии на поверхность. При сварке на заготовку воздействует электрическая дуга, возникающая при разрыве замкнутой цепи. Под действием высокой температуры создается зона расплава, в которой перемешиваются базовый металл и флюс. При застывании образуется сварочный шов. При пайке зона соединения состоит исключительно из легкоплавкого припоя, без фракций основного изделия. Температура плавления расходных материалов недостаточна для изменения агрегатного состояния заготовок.
Для выполнения сварочных работ необходимо дорогостоящее оборудование, которое зависит от типа сварки. В некоторых случаях необходимы вспомогательные приспособления, такие как подающий механизм для полуавтоматических аппаратов. Оборудование для запаивания отличается простой и низкой стоимостью. Этим и обусловлена популярность пайки при выполнении восстановительного ремонта в домашних условиях.
Вот чем сварка отличается от пайки. Несмотря на массу достоинств, рассматриваемая технология не получила должного распространения, ввиду низкой прочности на отрыв. Для надежного крепления детали стыкуют с перекрытием по плоскости.
Размеры шва (пятый квадрат)
В приведенном примере было удобнее всего обозначить длину катета, поскольку рассматривается тавровое соединение с размещением заготовок под углом в 90 градусов. Определяется катет в зависимости от значения текучести
Необходимо обратить внимание на то, что если чертежом указывается соединение стандартных размеров, то указывать катет не нужно. В приведенном примере катет будет равен 6 мм
Виды дополнительных соединений:
- SS – односторонне. Дуга или электрод в таком случае передвигается с одной стороны;
- BS – двухстороннее. В таком случае источник плавления передвигается с обеих сторон.
Согласно ГОСТу 2.312-72 швы делятся на видимые (на чертеже отображаются сплошной линией) и невидимые (пунктир).


Самое время вернутся к рассматриваемому примеру и подать информация простым понятным языком. Речь идет о тавровом двустороннем шве, который выполнен методом ручной дуговой сварки в углекислой среде (газ). Кромки стыков не имеют скосов. Шов прерывистый, нанесен шахматным способом. Размер катета шва составляет 6мм, длина проваренного участка – 50 мм. Шаг составляет 100 мм. Поверхность стыка необходимо выровнять по завершению сварочных работ.
Дефекты и методы их контроля
Согласно действующим стандартам образуемые при пайке соединения должны удовлетворять определённым критериям качества, отдельно оговариваемым в регламентирующих документах.
При этом их качество определяется не только возможностями припоя и флюса, но и от соблюдением основных правил этого процесса.
Под правилами понимается грамотный выбор зазоров между соединяемыми заготовками, а также умение заполнять их именно в тот момент, когда расплавленный припой находится в оптимальном агрегатном состоянии.
Нарушение хотя бы одного из этих условий может явиться причиной образования дефектных паяных соединений, нередко классифицируемым как «холодна пайка».
 Контроль качества получаемых паяных соединений является обязательной составляющей технологического процесса и предполагает два вида обследования: без разрушения и с разрушением образующегося шва.
Контроль качества получаемых паяных соединений является обязательной составляющей технологического процесса и предполагает два вида обследования: без разрушения и с разрушением образующегося шва.
К первому из этих методов относится самостоятельное обследование дефектных зон путём их визуального осмотра, просвечивание рентгеновскими лучами, а также проверка герметичности паяного соединения под давлением.
При необходимости для этого могут применяться и более эффективные способы выявления раковин и непропаев, такие, например, как люминесцентная дефектоскопия.
При выявлении брака паяных швов с применением разрушающих методов контроля применяются такие приёмы, как:
- испытание всех без исключения образцов изделий, проводимых с целью исследования свойств образующихся паяных соединений и их микроструктуры. В этом случае швы проверяются на предмет наличия в них микропор и микротрещин, а также включений различных окислов и загрязнений в самом припое;
- выборочная проверка готовых деталей, осуществляемая методом разрушения полученного шва. Указанные действия проводятся с целью выявления коэффициента заполнения шва припоем, который при высоком качестве пайки должен иметь значение не менее 0,8.
Данный коэффициент вычисляется как отношение общей площади закрытия припоем к площади обрабатываемых частей металлических изделий.
К методу разрушающего контроля также относится выборочное обследование вырезанных из спаянной детали участков.
Появление дефектных образований в паяных швах чаще всего объясняется низкой квалификацией исполнителей этих работ, а также небрежностью при подготовке изделий под пайку.
В отдельных случаях это происходит по причине низкого качества материалов припоя (флюса) или же неисправности отдельных элементов применяемого оборудования.