
как и где согнуть профильную трубу
- Мы оказываем услуги качественного гнутья профилей и создания арок любой сложности, быстро и качественно воплощая в жизнь новые формы.
- Гибка профилей позволяет обходиться без сварных швов, экономить материалы, время и минимизировать финансовые затраты.
- Мы можем предложить Вам и Вашим клиентам услуги высочайшего качества по демократичным ценам. Оставьте заявку и мы согнем вашу профильную трубу.
Технические особенности
Гибка ПВХ профиля и профильных труб, равно как и сборка арочных изделий, процесс трудоёмкий и требует опыта навыков и знаний.
Минимальные размеры:
- Минимальный радиус определяется шириной профиля и равен его 5-кратной ширине, то есть при ширине профиля 64 мм минимальный радиус арки будет 320 мм, а для профиля 77 мм радиус составит 385 мм.
- При изготовлении минимальных радиусов неизбежны небольшие изменения внешней поверхности, утяжки, неровности.
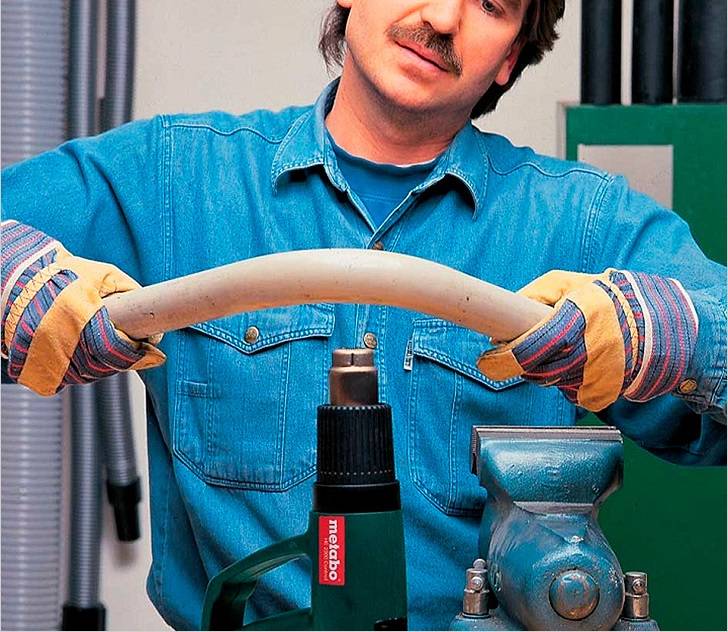
Технология сгибания стальных труб
Для того, чтобы согнуть трубу из металла, изготовленную из нержавеющей или оцинкованной стали, вам пригодятся следующие материалы и инструменты:
- Резиновая киянка;
- Газовая горелка;
- Песок;
- Тиски;
- Деревянные колышки;
Кирпичные или деревянные опоры;
Для сгиба почти любых труб из стали подойдет один и тот же вариант. Порядок действий следующий:
- Изначально металлическая труба тщательно фиксируется в тисках;
- Затем с использованием газовой горелки место сгиба нагревается (показателем достаточной температуры будет красный оттенок металла);
- Производится изгиб.
Либо так:
Заметим, что такая технология не подойдет для труб с оцинкованным покрытием.
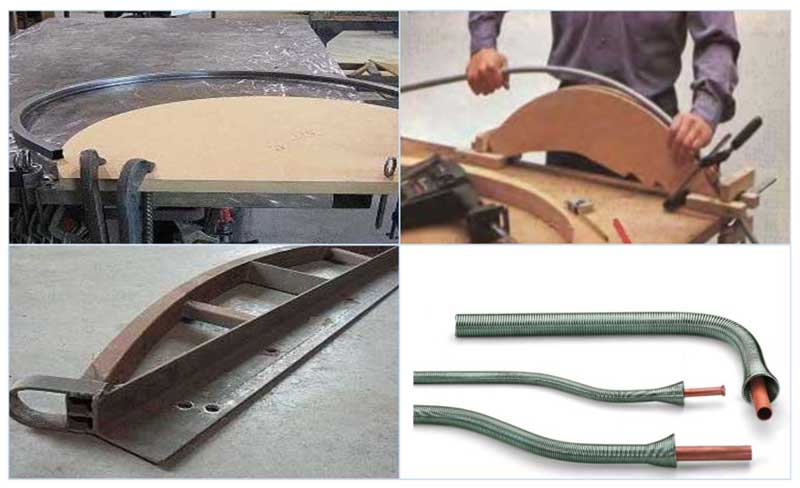
В том случае, если вам нужно загнуть трубу квадратной формы с небольшим диаметром сечения, это можно сделать следующим образом:
- Заготовка заполняется песком (при работе в зимнее время на открытом пространстве можно вместо песка применять воду, она будет выполнять такие же функции после замерзания);
- Концы трубы затыкаются колышками из дерева;
- Изделие располагается на опорах и медленно изгибается до необходимого угла при помощи резиновой киянки.
Одним из материалов труб, который вы вряд ли сможете согнуть изогнуть самостоятельно, является титан.
Титан давно известен своей прочностью, устойчивостью к воздействию коррозии и химических веществ. Стоит заметить, что чаще всего титановые конструкции используют в промышленных масштабах.
Себестоимость труб из титана крайне высока, поэтому их нецелесообразно использовать в домашних условиях. Зато титановую трубу выгодно использовать при добыче газа, бурении скважин и глубоководной добыче нефти.
Специфика гибки алюминиевого листа
Чтобы настроить станок для серийной гибки листового алюминия в Москве, специалисту обычно требуются две-три “тренировочные” заготовки. Максимально возможный радиус определяется толщиной листа и другими геометрическими особенностями, типом сплава и даже временем, которое прошло с момента выпуска проката до его обработки. Перед гибкой листы металла тщательно очищают, иначе при прохождении через ролики на их поверхности могут возникнуть царапины и задиры. По той же причине мастер следит за своевременной очисткой самих роликов. Показателями правильно выполненной работы становятся параллельность сторон гнутого листа и прямая линия сгиба.
Классификация марок алюминия
Среди марок алюминия различают по способу выплавки и назначению:
- марки первичного алюминия
- марки деформируемого алюминия
- марки литейного алюминия
Марки первичного алюминия
Первичный алюминий подразделяются на:
- алюминий особо высокой чистоты (содержание алюминия выше 99,995%)
- алюминий высокой чистоты (содержание алюминия от 99,95 до 99,995%)
- алюминий технической чистоты (содержание алюминия от 99,00 до 99,85%)
Марки первичного алюминия применяют, главным образом, для переплавки при изготовлении алюминиевых сплавов, деформируемых и литейных. При этом для сплавов общего назначения применяются марки алюминия технической чистоты. Для изготовления специальных сплавов применяют марки алюминия высокой чистоты, например, для авиации и космонавтики. Кроме того, марки высокой чистоты и особо высокой чистоты применяют в различных высокотехничных технологиях, например, при производстве полупроводников.
Марки деформируемого алюминия
Основные марки деформируемого алюминия имеют чистоту от 99,00 до 99,85%. Они предназначены для изготовления продукции методом горячей и холодной обработки металлов давлением, то есть – прокаткой, экструзией, волочением, штамповкой и т. п.
Марки литейного алюминия
Марки литейного алюминия имеют очень ограниченное применение, в основном для изготовления литых роторов электрических двигателей. Они имеют чистоту от 99,00 до 99,70 %.
Как работать с трубогибом в домашних условиях
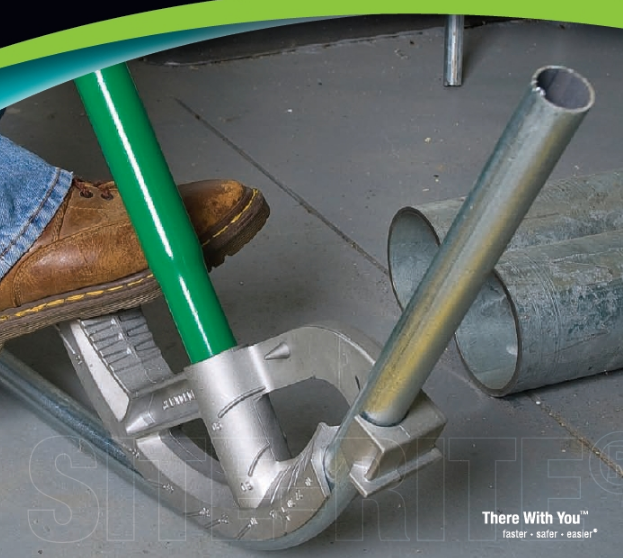
Трубогибами называют специальные механизмы, для которых характерен различный принцип действия. С их помощью реализуется ручная и механическая гибка труб профильного и круглого сечения в условиях производства или дома.
Существуют следующие виды ручных трубогибов, подходящих для сгибания пластичных тонкостенных изделий из алюминия, обладающих малым диаметром:
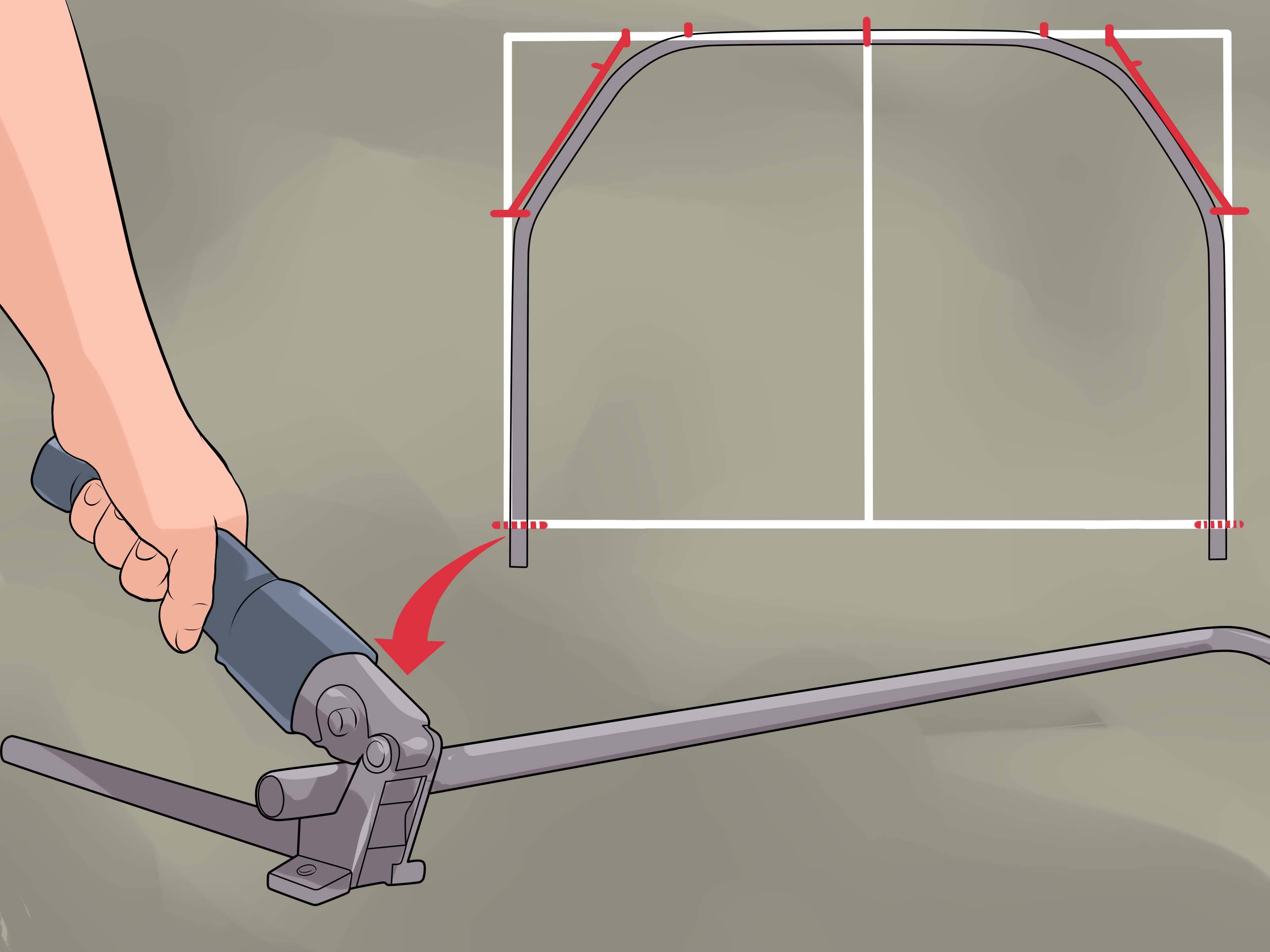
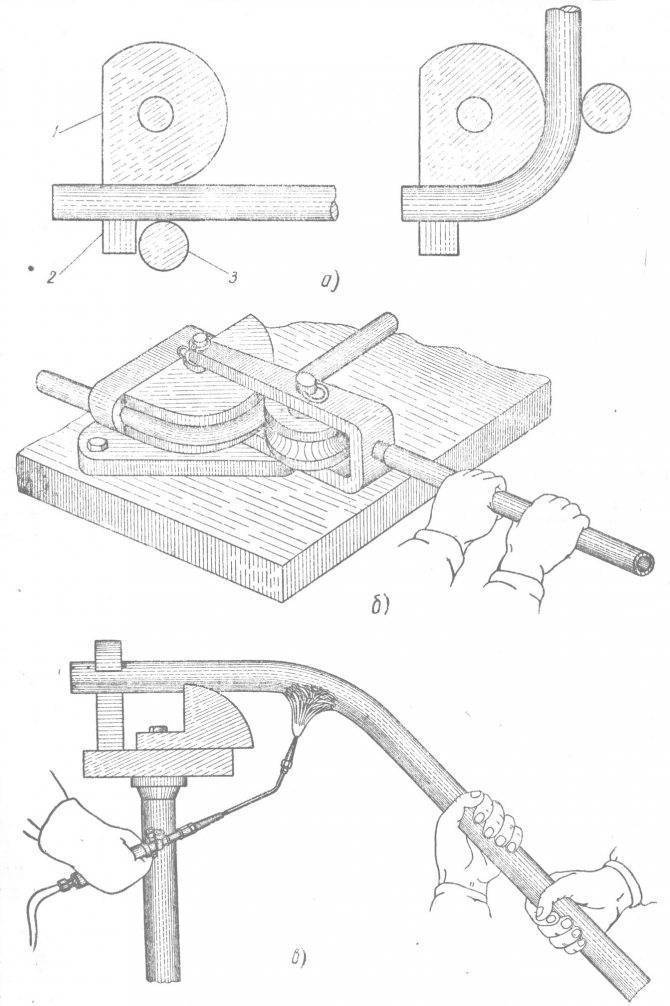
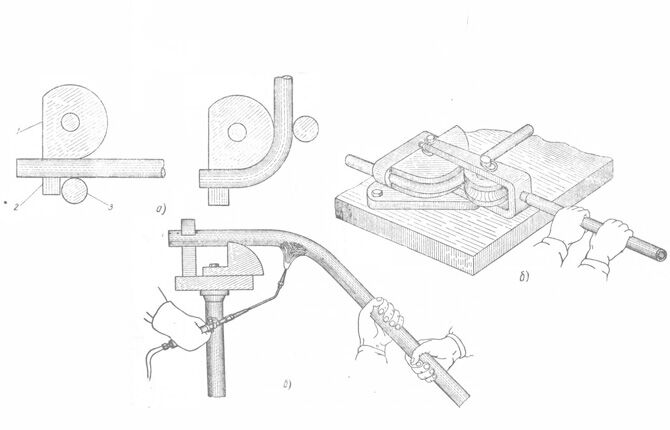
- Рычажный. Этот механизм еще называют станком Вольнова. Для закладки заготовки в нем предусмотрена специальная форма. Сам процесс сгибания не требует нагревания трубы, и осуществляется рычажной силой. Форма соответствует определенному диаметру.
- Арбалетный. Конструкция, в которой закрепляют заготовку, оснащена гнущим сегментом, осуществляющим продавливание середины трубы с противоположной от концов стороне.
- Пружинный. Перед изгибанием труба оснащается пружиной, которую закладывают внутрь изделия. Далее заготовку могут разогревать, или применять холодный метод сгибания. По окончанию процедуры пружину необходимо извлечь.

При помощи станочной гибки существует возможность решения вопроса как согнуть, и как выпрямить алюминиевую трубку самого различного диаметра и формы. Риск ее повреждения сведен практически к нулю.
Данные механизмы могут иметь электромеханический или гидравлический принцип работы, что гарантирует получение точного результата работы, согласно выдвигаемым требованиям. Также есть способы, как загнуть трубу без трубогиба, что весьма удобно, когда под рукой нету необходимого инструмента.
Особенности алюминия как металла

Сгибание алюминия в чистом виде, а также его сплавов, может иметь несколько нюансов:
При получении металла чаще всего проводится процедура искусственного либо естественного старения. Это необходимо для того, чтобы структура исходного материала стала более стабильной. Что касается непосредственно алюминия, то тут подобная термическая обработка требуется также и для создания прочной поверхностной пленки основного оксида AI2O3. Именно эта защита не допускает появления коррозии на изделиях из этого материала. Также пленка усиливает прочность конструкции, но от этого страдает пластичность.
Трубопрокатное производство с использованием алюминия может проходить методом прокатки, горячей экструзии либо выдавливания. В последнее время наибольшей популярностью пользуются последние две технологии, хотя именно благодаря прокату алюминиевая труба становится более прочной, но ее чувствительность к напряжениям при сгибании увеличивается.
Любой метод сгибания профиля за счет особенности процесса предусматривает смену местоположения «нейтральной линии». Это виртуальная кривая, разделяющая зону под напряжением сжатия (которая примыкает к внутренней части обрабатываемой трубы) и растягиваемый участок, расположенный на внешней поверхности изгибаемого изделия. По этой причине алюминиевые конструкции и трубы из сплава этого металла наиболее часто расходятся по внешнему, а не по внутреннему радиусу.
В строительной практике часто используют профили из чистого алюминия таких марок, как АД0, АД33, АД31 и пр. Помимо этого, большим спросом пользуются изделия их дюралюминов, к примеру, Д1 и Д16.Многие выбирают сплавы из алюминия и марганца. Но нужно учитывать, что дополнительные добавки могут снизить пластичность исходного материала
Если гибка алюминиевой трубы проводится в домашних условиях, химический состав заготовки часто не берется во внимание. Это и приводит к неудачам, например, к появлению сложного пространственного контура
По этой причине перед началом работы необходимо тщательно проверить марку сплава, из которого была изготовлена труба. Далее нужно действовать в соответствии с рекомендациями по работе с конкретным металлом.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Если продукция оказалась несертифицированной, можно получить информацию из других источников:
- На торцевой части трубки должна быть маркировка. Расшифровать ее можно по справочнику, к примеру, по первому тому «Справочника конструктора-машиностроителя» Анурьева. Здесь будут указаны уровни пластичности материала.
- Самый доступный способ – это постукивание трубы молотком. Чем более звонкий звук, тем выше твердость металла.
- Можно использовать напильник. Элементы мягкого сплава, такого как АД0 либо АМг6, будут липнуть к инструменту. Твердые материалы отслаиваются от основы.
- Все разновидности дюралюминов, а в особенности Д16, обладают невысокой устойчивостью к коррозии. Поэтому производители выпускают такие трубы с поверхностным покрытием, выполненным методом анодирования. Это неудачные варианты для сгибания. Их можно повернуть лишь на небольшой угол.
- Изделия из дюралюминия будут пачкать руки, поэтому их легко отличить от чистого алюминия.
Способы гибки
В данном оборудовании могут применяться такие способы гибки:
- Проталкивание. В этом случае алюминиевую трубу толкают между роликами станка: на один из роликов возлагается задача отклонять заготовку. Таким образом достигается получение дугообразного изгиба, при очень незначительном радиусе искривления. Величина радиуса изгиба определяется умножением на 6 диаметра трубы.
- Прокат. Алюминиевую трубу диаметром от 10 до 100 мм прокатывают сквозь гибочные ролики, которые должны строго соответствовать диаметру изгибаемой трубы. Для осуществления этой операции применяют трехвалковый трубогиб, который способен выполнять сгибания в виде кольца, спирали и дуги. С его помощью можно обрабатывать как круглый, так и прямоугольный профиль. Прокатка осуществляется в несколько заходов.
- Обкатывание. Для сгибания задействуется обкатная головка трубогиба, которая сгибает заготовку под давлением. На участках без давления происходит прогибание трубы в противоположную сторону. Нагревание обкатывание не сопровождается. Чтобы заготовка не сжималась, нужно следить за соблюдением минимального радиуса сгиба: она равняется умноженному на три радиусу трубы.
- Сгибание давлением. Тут для прессовки применяются штампы, деформирующие заготовки с внешней стороны, или гидроформирование, когда для сгибания изнутри в границах формы труба заполняется водой или маслом под давлением.
Как сгибать трубы из металла
Для того, чтобы изгибать металлические трубы, нужно следовать небольшим инструкциям, приведенным ниже:

Вообще при сгибании труб из металла они могут уменьшиться в диаметре или просто разломаться на две части.

Если речь идет о работе в домашних условиях, то можно просто вбить специальные заглушки из дерева, но при этом нужно следить, чтобы их можно было в любое время с легкостью достать.

Также эти деревянные заглушки не должны как-либо деформировать трубу. После того, как все вышеописанные шаги выполнены, можно смело сгибать изделие.

Если материал, с которым Вы работаете, достаточно мягок, то такая процедура выполняется очень просто своими руками. Более того, для этого можно использовать, к примеру, закрепленную в земле трубу с большим диаметром.










Достаточно лишь подождать некоторое время, когда вода застынет. После этого нагреть трубу, растопив лед обратно в воду.

Если речь идет о работе с алюминиевыми трубами, то тут все тоже достаточно легко. Вам понадобится только горелка, работающая на газу.

Перед началом работы, опять же, необходимо заполнить внутреннее пространство трубы песком и максимально надежно закрепить один из концов изделия.
После этого нужно предельно равномерно прогреть участок, где в ближайшем будущем будет расположен изгиб.

Если Вам нужно проверить, достаточно ли нагрета труба, сделать это достаточно просто. Для этого Вам понадобится лишь небольшой листик бумаги. Поднести его к нагретому месту.

Если он начнет гореть и задымится, то труба достаточно нагрета. Если ничего не произойдет, то нужно нагревать дальше. Чтобы максимально обезопасить себя нужно обязательно использовать перчатки.

Рекомендация! Заранее приготовьте абсолютно все приборы и материалы, которые могут понадобиться Вам в ходе работы. Если во время работы постоянно будете бегать в магазин за той или иной вещью, это достаточно плохо отразится на качестве изогнутого изделия.


Роль магния и кремния в сплавах серии 6ххх
Магний и кремний являются главными легирующими элементами во всех алюминиевых сплавах серий 6ххх. Магний и кремний входят в соединение силицид магния (Mg2Si) в соотношении 1,73 к 1 (рисунок 1). Именно силицид магния делает алюминиевые сплавы 6ххх термически упрочняемыми. Уровень прочностных свойств этих алюминиевых сплавов зависит в основном от количества, величины и однородности распределения кластеров или частиц Mg2Si в алюминии.
По содержанию в сплаве магния определяют количество кремния, которое он «свяжет» в силициде магния: %Si = %Mg/1,73. Например, если содержание магния в сплаве составляет 0,45 %, то для образования силицида магния необходимо 0,45/1,73 = 0,26 % кремния. Часть кремния связывается с железом и марганцем в первичных частицах Al(FeMn)Si, которые образуются еще при разливке столбов. Это количество кремния оценивают как треть или четверть от суммарного содержания железа и марганца: 1/4 (Fe + Mn). Остальной кремний – избыточный.
Минимальный радиус гибки
Минимальный радиус гибки алюминиевого профиля, при котором на нем еще не возникают трещины и другие повреждения, в значительно степени зависит от механических свойств алюминиевого сплава. Основными ограничивающими факторами для достижения малого радиуса гибки, являются относительное удлинение материала профиля и разница между пределом текучести и пределом прочности материала. Чем выше относительное удлинение материала и чем больше разница между его пределом текучести и пределом прочности, тем большую степень пластической деформации он сможет выдерживать без разрушения.
Как происходит гибка алюминиевой трубы
Когда сгибают алюминиевую трубу под любым углом, структура металла деформируется. То есть внутренний слой сжимается, а внешний растягивается. Плотность данного материала достаточно низкая, поэтому при правильном сгибании конструкция не сильно «травмируется». При использовании легированных профилей, которые обладают большей плотностью из-за особенностей производства, получить изогнутое изделие будет сложнее.
Труба из алюминия обладает достаточной гибкостью, чтобы изготовить из нее самую замысловатую конструкцию, сохранив целостность заготовки и сечения. Процедура может проводиться вручную, с использованием несложных устройств или же на специальных промышленных станках. В зависимости от ситуации, сгибание может проходить в холодном либо горячем состоянии. Тут многое зависит от таких моментов, как размер, вид, структура изделия, толщина трубы и сложность задуманной формы.
Существует четыре разновидности процесса сгибания профиля из алюминия в одной плоскости – это скоба, калач, отвод и утка. Два излома в 135° называют «уткой», три сгиба с углом 90° в центре и 135° по краям – это «скобка», сгибание в полуокружность именуют «калачом», а градус от 45 до 135 единиц – это «отвод».
Качественная гибка алюминиевой трубы возможна при соблюдении следующих правил:
- при наличии на профиле сварного шва необходимо следить за тем, чтобы он не оказался ни на вогнутой, ни на выпуклой линии изгиба;
- при сгибании тонких труб диаметром 15–20 мм нужно следить, чтобы радиус изгиба был не меньше значения ее внешнего диаметра, умноженного вдвое;
- если заготовка имеет диаметр более 25 мм, желательный радиус должен составлять не меньше величины внешнего диаметра трубки, увеличенного в три раза.
Вне зависимости от того, какой вариант обработки был выбран мастером, его основной задачей будет создание конструкции без надломов, внутренних сморщиваний, сплющиваний и трещин. Это возможно при правильном выборе профиля, инструментов и метода.
Гибка дюралюминия и деталей из силумина

В конструкции современной техники встречаются детали изготовленные из твердого и хрупкого сплава алюминия. Нередко необходимо выровнять деформированную деталь или изготовить новую.
Как изогнуть, как выровнять, как выправить деталь их твердого и хрупкого дюралюминия и силумина, вопрос который часто задают те, кто сталкивается с ремонтом бытовой и автомобильной техники.
Как известно твердый дюралюминий, например Д16Т не поддается изгибанию, при ремонте приходится использовать крепежные уголки или изготавливать детали из других материалов, что может утяжелить конструкцию.
Между тем есть способ изгибать детали из твердого дюралюминия. Для этого деталь надо сильно нагреть и дать ей остыть на воздухе. Во избежание случайного расплавления детали нагревать ее нужно в темноте до заметного покраснения. После такой термообработки дюралюминий приобретает значительную пластичность и легко принимает нужную форму.
Обрабатывать деталь нужно сразу же после термообработки потому, что примерно через восемь часов металл полностью восстанавливает прежние твердость и хрупкость.
Процесс изгибания
…сложности
Перед изгибанием изделия следует определить марку сплава, условия для его первичной термообработки. При отсутствии сертификата на изделия проверку осуществляют следующими способами:
1.изучают маркировку на концах трубопроката, сверяют со справочником.
2.простукивают молотком, при наличии звонкого звука изделие изготовлено из материала высокой твердости.
3.если материал сплава мягкий, то он налипает на напильник.






Способы сгибания
Существуют разные технологии, чтобы изогнуть алюминиевые изделия. К основным относят:
1.изделие можно обработать на трубогибе, который имеет эластичный дорн, к примеру, из резины.
2.с помощью устройства для сгибания холодным методом одним переходом, если диаметр трубы менее двадцати миллиметров.
3.при сгибе трубы большого диаметра, заготовку следует нагреть. Для этого применяют дроны резинового или составного типа.
4.можно уменьшить зону с растягивающим напряжением при помощи перемещающегося ролика.
виде калача (в форме полукруга).
Внимание! Процесс изгиба требует аккуратности, не стоит допускать дефектов, для этого важно правильно выбрать инструмент
Необходимое оборудование
Чтобы изгибать трубы, применяют разные устройства. Трубогибы имеют отличия в принципе действия. Инструмент легко использовать в домашних условиях. С помощью него можно изгибать трубы круглой формы, профильного типа. Выделяют следующие разновидности трубогибов:
 1.пружинный вид. Внутрь пружины вставляют деталь для сгиба. Выбирают способ обработки изделия: холодный, термообработка, под конец процесса удаляют пружину.
1.пружинный вид. Внутрь пружины вставляют деталь для сгиба. Выбирают способ обработки изделия: холодный, термообработка, под конец процесса удаляют пружину.
2.рычажный вид, по-другому называется механизмом Вольнова. В форму, имеющую соответствующий диаметр закладывают заготовку. Трубу не нужно прогревать. Рычажная сила позволяет согнуть трубу.
3.арбалетный вид. Заготовку помещают в устройство, которое имеет гнущий сегмент. Труба продавливается внутри конструкции.
С помощью трубогиба можно нет только сгибать, но и выпрямлять алюминиевые изделия, которые имеют разную конфигурацию, диаметр. Во время процесса повредить деталь практически невозможно.
Трубогиб использует различные способы воздействия на металл. К ним относят:
1.способ проталкивания. Изделие из алюминия проталкивается сквозь ролики, один его отклоняет. В итоге образуется изгиб в виде дуги, имеющая небольшой радиус.
2.способ проката. Если труба имеет от одного до десяти сантиметров в диаметре, то ее можно прокатывать между специальными роликами, которые должны быть равны размеру заготовки. В основе лежит трехвалковый инструмент, с помощью которого изгибают за пару заходов. Инструмент придает форму круга, дуги, спирали. Изгибанию поддается профильная труба и круглая.
3.с помощью давления. Для изгиба применяют штампы, которые придают изгиб изделию снаружи. Способ гидроформирования – второй вариант метода. Под высоким давлением в трубу заливается вода, либо масло.
4.способ обкатывания. В основе лежит обкатная деталь трубогиба, которая может изогнуть изделие под давлением. Деталь не нужно прогревать. На участках с отсутствием давления трубопрокаты прогибаются в другую сторону.
Внимание! При отсутствии специального инструмента алюминиевые изделия легко изгибаются подручными способами
Особенности гибки алюминия
Гибка алюминия проводится двумя способами:
- Свободное сгибание — часто используемая технология сгибания алюминиевых деталей. При использовании этой технологии между металлическим листом и пуансоном присутствует воздушный зазор.
- Калибровочное сгибание — представляет собой метод изменения формы металлической детали, при котором между заготовкой и пуансоном нет воздушного зазора.
Прежде чем начинать работать с алюминием нужно выбрать технологию. Жестянщики рекомендуют свободный метод сгибания. Он имеет сильные и слабые стороны. Преимущества:
- приложение малых усилий при изменении формы заготовки;
- возможность сгибать металлические детали большой толщины;
- малая стоимость станков для проведения работ;
- возможность изгибать заготовки под разными углами.
Недостатки:
- При сгибании металлических заготовок малой толщины возникают сложности с выставлением точного угла.
- Невозможность работать с изделиями сложной формы.
Какие марки можно гнуть, а какие нет?
На производстве выпускаются алюминиевые заготовки разных марок. Они отличаются характеристиками, особенностями материала. Виды алюминия:
- Закалённый — материал с высокими показателями прочности, твердости. При изгибании нужно проводить предварительное нагревание рабочей поверхности. Без нагревания лист трескается. Низкий показатель гибкости требует соблюдения правил работы с материалом.
- Отожжённый — считается мягким видом металла, который чаще других используется при изгибании. Не выдерживает растяжения.
- Нагартованный — листовой металл, который прошёл процесс холодного уплотнения. Выдерживает большие нагрузки, изгибается без трещин.
- Полунагартованный — металл с высоким показателем жесткости. Выдерживает изгибание до угла в 90 градусов. Повышенная жесткость не даёт поверхности проминаться во время ударов.
Марки алюминия для гибки:
- Дюралюминий — обозначается данный материал букой «Д». Считается прочным материалом с высоким показателем износоустойчивости. Используется при штамповке, поскольку плохо изгибается.
- Марки ВД1 и 1105. Материалы с малым удельным весом и хорошими показателями прочности. Часто применяется для гибки.
- Сплавы АМЦ. Материалы, которые используются во время изготовления деталей сложной формы. Обладают высоким показателем пластичности.
- Сплавы АМГ. Составляющими таким материалов являются магний, марганец, алюминий. Хорошо изгибаются, устойчивы к воздействию кислот, щелочей. Из листов делают емкости для хранения химических реактивов, топлива.
- Авиационные сплавы, обозначающиеся буквой «В». Используются в машиностроении. Для их сгибания используются процессы штамповки, прессования.
- Сплавы А5, АД. Металлы используются в пищевой промышленности.
Любая из выпускаемых марок алюминия изготавливается согласно ГОСТу.

Марки алюминия
Состояния профилей из сплавов 6060, 6063 и АД31
Состояние алюминиевого сплава отражает историю обработки материала алюминиевого изделия или полуфабриката (деформационную и/или термическую). Химический состав сплава и его состояние однозначно определяют структуру материала и его механические свойства.
ГОСТ 22233-2001 применяет для сплава АД31 следующие состояния:
- Т – закаленное и естественно состаренное;
- Т1 – закаленное и искусственно состаренное;
- Т5 – не полностью закаленное и искусственно состаренное;
- Т1(22) и Т1(25) – закаленное и искусственно состаренное повышенной прочности.
Для международных сплавов 6060 и 6063 применяются следующие состояния:
- Т4 – закаленное и естественно состаренное;
- Т6 – закаленное и искусственно состаренное;
- Т5 – не полностью закаленное и искусственно состаренное;
- Т64 — закаленное и искусственно состаренное (недостаренное);
- Т66 — закаленное и искусственно состаренное повышенной прочности.
Состояние Т5
Неполная закалка профилей может возникать в следующих случаях:
- при закалке на прессе от температуры ниже температуры полного растворения легирующих элементов;
- при недостаточно высокой скорости охлаждения профиля на выходе из пресса;
- при «щадящем» охлаждении тонкостенных или сложных профилей для предотвращения их коробления.
Состояния Т4 и Т6
Формально состояния Т4 и Т6 включают закалку с отдельного печного нагрева. Однако на практике эти состояния получают путем закалки на прессе. В этом случае, в отличие от состояния Т5, должен производиться контроль температуры профилей на выходе из матрицы и скорости охлаждения профилей.
Состояние Т66
Состояние Т66 – это состояние Т6 с повышенными прочностными свойствами. Эти повышенные механические свойства достигаются за счет специальных мероприятий, например, более строгого контроля скорости охлаждения профилей или более узкого интервала химического состава сплава.








Преимущества обращения в нашу компанию
- Мастера VT-Metall принимают заказ на гибку алюминия по эксклюзивным эскизам заказчика.
- Высокоточное оборудование позволяет нам максимально приблизиться к требованиям клиента. Гибочные станки, которые мы используем, отличаются большой точностью, они позволяют исключить человеческий фактор из автоматизированного процесса.
- Мы принимаем в работу заказы любой сложности.
- Услуги нашей компании доступны как частным заказчикам, так и руководителям производств.
- Относясь с уважением к своим клиентам, мы стремимся соблюдать сроки заказа и гарантируем высокое качество всего комплекса работ.
Плотность дюралюминия
Этот физический параметр необходим для расчета теоретической массы изделий. Дюраль, плотность которого вычисляется посредством переводного коэффициента, согласно ГОСТ 21488-97, может отклонятся по весу при взвешивании.
Плотность дюралюминия Д16Т соответствует показателю для Д16 и коэффициент перевода 1.03. Из таблицы или рассчитав, получается значение 2.78 г/см3. Что довольно близко к плотности самого алюминия: 2.7 г/см3.
Удельный вес дюралюминия также может использоваться для расчетов окончательной массы изделий или количества материалов необходимых для изготовления.
Для некоторых изделий не понадобится даже удельный вес дюрали. Например, ГОСТ 18475-82 содержит данные по трубам стандартного диаметра с вариативностью по толщинам стенок: одному погонному метру соответствует числовое значение веса в кг.
Если же подойти формально к понятию: удельный вес дюрали Д16Т, то его можно вычислить из следующего выражения:
γ=P/V, – где Р=mg (вес куска металла) и V-объем предмета.
Как изгибать детали из дюралюминия и силумина?
При попытке согнуть алюминий марки Д16Т (дюралюминий) и силумин листы могут трескаться. Чтобы сохранить целостность металлического листа, нужно провести предварительную термообработку. Для этого заготовка из дюралюминия разогревается до появления красного оттенка. Помещение должно быть тёмным, чтобы увидеть изменение цвета и не перегреть сплав. После нагревания нужно дать металлу остыть при комнатной температуре. Далее можно сгибать лист без боязни повредить его. Гибка алюминия считается простым технологическим процессом, который требует знания некоторых особенностей. Если знать разновидности этого металла и использовать правильное оборудование можно избежать нарушения целостности металлических заготовок.
Сгибание металлопластика
Довольно часто металлопластиковые трубы используются при обустройстве системы теплого пола. Эффективность работы этой системы обеспечивается параллельной работой трубопровода и системы отопления.
Система теплого пола предполагает неограниченное количество сгибов металлопластиковой трубы. К сожалению, в торговых сетях такие конструкции приобрести невозможно
Поэтому важно знать, как в домашних условиях согнуть трубу из металлопластика (подробнее: «Виды трубогибов для металлопластиковой трубы, характеристики, преимущества использования»). Для качественного результата необходимо изучить все особенности материала и непосредственный процесс сгибания
Аналогично металлическим заготовкам получить необходимый заворот металлопластиковых элементов можно несколькими способами:
Самым простым и менее затратным способом является сгибание трубы своими руками. Не используя подручные средства
Для выполнения этого действия заготовку зажимают в руках и плавно начинают сгибать, при этом важно исключить сильный перегиб. Нормальный сгиб допускает 150 на каждые два сантиметра трубы.
Другой способ предполагает использование дополнительных кусков проволоки, которыми заполняется полость трубы
С помощью этого способа можно быстро и ровно согнуть металлопластиковую заготовку.
Согнуть трубу из металлопластика можно с помощью песка, выполняя действия, аналогичные тем, что проводятся с металлической трубой. Один конец подготовленного изделия прочно закрепляют и плавно сгибают, нагревая участок сгиба газовой горелкой или паяльной лампой. Проверить готовность металлоконструкции к процессу сгибания можно с помощью бумажного листа.
Основные ошибки при работе
До того, как приступить к работе, надо провести чистку изделия от грязевых отложений. Для этого не рекомендуется применение абразивной щетки. Работы проводят с аккуратностью, чтобы не содралась окисная щетка.
Внимание! После придания изгиба изделие может изменить первоначальную длину. Поэтому необходимый размер отрезка следует формировать после проведения всех мероприятий по сгибанию
Если для сгибания используется газовая горелка, то по достижению нужной пластичности сразу производят изгибание детали, пока она не остынет. Если трубы искривлены полностью, то не стоит обрабатывать данные трубы. Это говорит о низком уровне качества изделия. Изделия для изгиба не должны иметь заусенцы, сколы, трещины.