
Другие комплектующие
Кроме плазмотрона и трансформатора в агрегате плазменной резки есть и другие элементы.
Компрессор
Самый распространенный рабочий газ – это сжатый воздух. Его можно использовать при резке почти всех металлов и сплавов. Источником сжатого воздуха является компрессор. Его можно использовать любой конструкции, минимальная производительность зависит от толщины металла:
- 16 мм – 140л/мин;
- 20 мм – 170л/мин
- 30 мм – 190л/мин.
Для более стабильной работы необходим ресивер емкостью от 50 литров, давление создаваемое компрессором должно быть более 4,5Бар.
Кабели и шланги
Для работы плазмореза с воздушным охлаждением кабель-шланговый пакет состоит из следующих элементов:
- Силовой кабель. Его сечение зависит от номинальной мощности устройства. При токе 50А, достаточным для резки металла толщиной 10 мм и проводе в виниловой изоляции оно составляет 6мм². При использовании кабеля в жаропрочной изоляци сечение соответственно уменьшается. Этих кабелей необходимо 2 – один в кабель-шланговом пакете для электрода и второй для массы.
- Провод для вспомогательной дуги. Сечение достаточно 1,5 мм². По допустимому нагреву кабель допускается более тонкий, но он имеет недостаточную механическую прочность.
- Шланг для подачи воздуха. Внутренний диаметр 10 мм.
- Провода для подключения микровыключателя.
Осциллятор
Это прибор, увеличивающий напряжение ХХ сварочного трансформатора до величины, обеспечивающий появление электрической дуги без предварительного контакта электрода и массы.
Осцилляторы, используемые в агрегатах плазменной резки, подключаются последовательно с трансформатором и добавляют к постоянному напряжению 220В переменное, частотой до 250кГц и напряжением до 6кВ.
Сам по себе этот прибор не выдает ток, опасный для здоровья людей и, тем более, не способен создать дугу для сварки или резки металла. Основное предназначение этого устройства в создании искры между электродами. Эта искра является проводником и “прокладывает путь” для сварочного выпрямителя.
Совет! Вместо осциллятора допускается использование электронного зажигания автомобиля.
Общая конструкция инверторного плазмореза
Для изготовления функционального плазмореза из сварочного инвертора необходимо выполнить правильный подбор основных элементов конструкции, которые будут обеспечивать бесперебойную работу данного оборудования. Чтобы создать полноценный агрегат обязательно требуется наличие:
- плазмотрона — плазменного резака, благодаря которому выполняется основная режущая процедура;
- компрессора — устройства, посредством которого обеспечивается подача мощных воздушных потоков, формирующих плазменную струю;
- источника питания, которым является непосредственно инвертор;
- кабель-шлангов — позволяют подключать отдельные элементы в целостную систему.
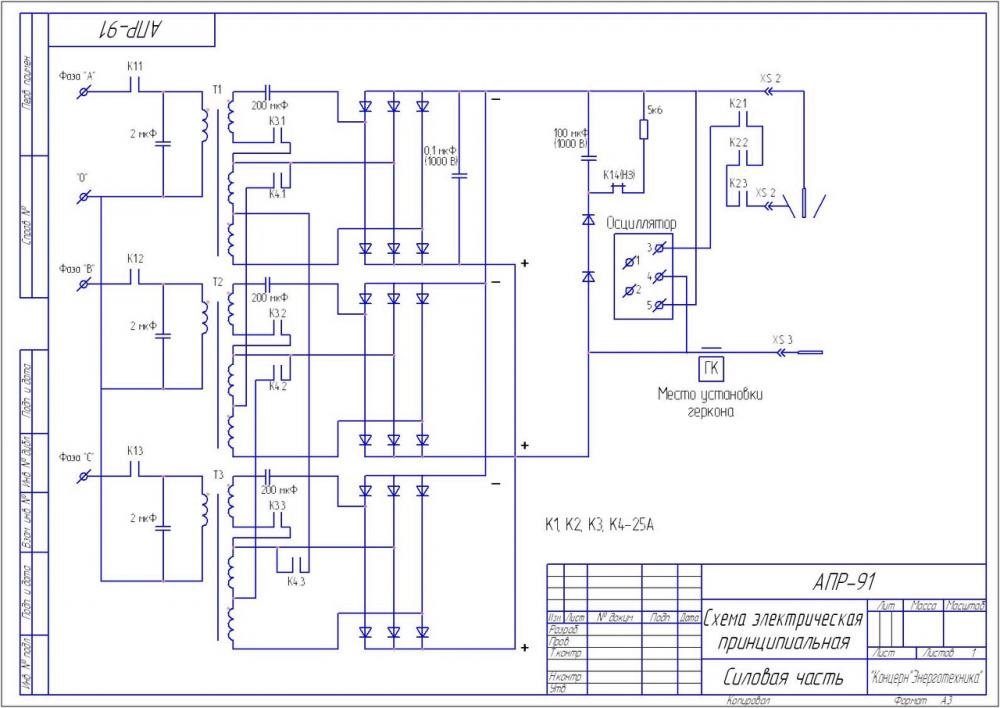
АПР-91 – схема переделки
Подробный чертеж для изготовления плазмореза показан для инвертора АПР-91. Специалисты считают эту модель наиболее удобной для переделки.
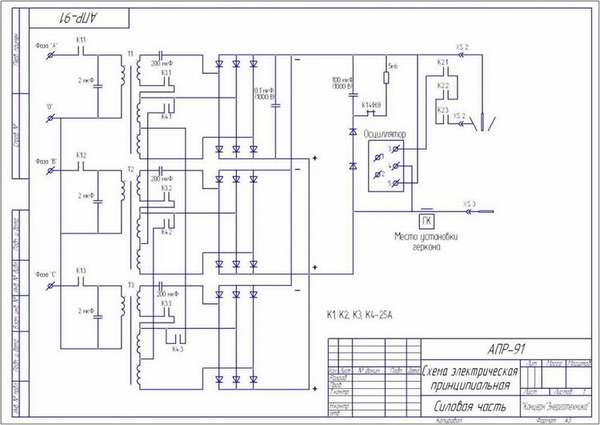
Кроме инвертора и компрессора, в изготовлении плазмореза используется много деталей. От самого плазмотрона, до подведенных к нему кабелей и шланга.
Электроды и кабель
Электроды подбираются их тугоплавких металлов: бериллий, ванадий, вольфрам. Они должны выдерживать температуру дуги и не разрушаться длительное время. Длина их относительно ширины 1,5 – 1,8. Длинные детали будут быстро сгорать.
Кабель обеспечивает равномерную подачу тока в зону образования плазмы. Он должен иметь сечение от 12 мм2, хорошую изоляцию.
Шланги воздушные от компрессора до держака подключаются для высокого давления.
Вентиляция
Инструкция по безопасным приемам работы требует, чтобы вентиляция в обязательном порядке присутствовала. Вытяжку наклонной конструкции должна располагаться на высоте 35 см от плоскости реза. Мощность вытяжного оборудования регулируется таким образом, чтобы весь дым от горящего металла втягивался системой. При этом не должно быть завихрений в рабочей зоне.
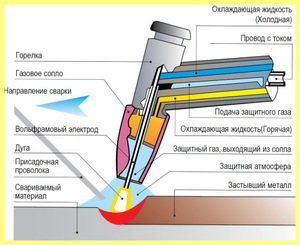
В чем заключается сущность?
Плазма представляет собой ионизированный газ, атомы которого под действием электродуги лишаются одного или нескольких электронов. Такой газ обладает высоким энергетическим потенциалом и способен расплавить даже самые тугоплавкие материалы. Установка создает узко сфокусированный поток пламени с температурой до 30 000оС, это в 5 раз больше, чем может развить аппарат дуговой сварки.
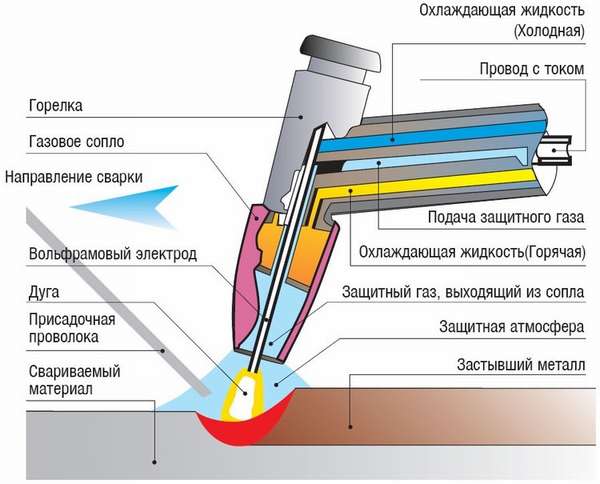
Для создания плазменного факела используется специально сконструированная плазменная горелка, которую называют плазмотроном. В центре ее расположен неплавкий вольфрамовый электрод, сопло для формирования потока плазмы и форсунки подачи горючего и защитных газов. В сопло встроена система жидкостного охлаждения, чтобы защитить его от перегрева.
Такое оборудование позволяет разрезать и сваривать заготовки толщиной до 10 мм, поверхность шва или разреза отличается идеальным качеством и не требует дополнительной механической обработки. Сварочному аппарату на плазме доступны все сварочные положения.
Плазменная сварка применяется везде, где требуется создать неразъемное соединение материалов высокой прочности, в том числе и плохо поддающихся обработке. Свариваются цветные и легкие металлы, нержавеющие, жаростойкие, инструментальные и другие высоколегированные сплавы. В процессе работы расходуется малое количество материалов и минимизируются отходы. Это делает его выгодным для работы с драгоценными и редкими металлами при создании высокотехнологичной продукции.
Метод используется в таких областях, как:
- точное машиностроение,
- аэрокосмическая промышленность,
- оборонная техника,
- ювелирное дело и др.
Дуга при плазменной сварке и резке может быть двух типов:
- между заготовкой и неплавким электродом,
- между проводящим соплом плазмотрона и неплавким электродом.
В качестве рабочего газа, из которого возникает плазменный поток, используют:
- воздух,
- кислород,
- азот,
- аргон.
Упрощённая схема расчётов сварочника
На практике расчёты ведут, основываясь на типе и диаметре используемых электродов. Да, существуют более сложные и точные расчётные формулы, но любителями они применяются редко. Для получения устойчивой и производительной дуги необходимо получить ток со следующими показателями:
- Для электродов диаметром 2 мм достаточно 30 – 80 А.
- При увеличении диаметра до 3 мм сила тока должна возрасти до 70 – 130 А.
- Для электродов 4 мм устанавливают показатель 110 – 170 А.
- 5-мм электродами варят при силе тока 150 – 200 А.
Разница значений силы тока обусловлена работой с металлами различной толщины, физическими свойствами.
При самостоятельном изготовлении сварочного аппарата чаще всего приходится довольствоваться магнитопроводом от других устройств, который имеется в наличии. Поэтому простейший расчёт и будет выполняться исходя из этих двух известных характеристик — сечение магнитопровода и требуемая сила тока на вторичной обмотке.
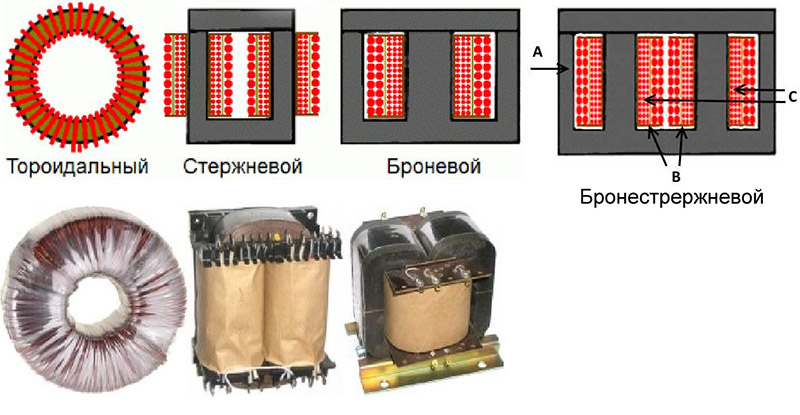 Виды магнитопроводов
Виды магнитопроводов
Кроме того, имеет значение и расположение обмоток на плечах сердечника. Если разнести первичную и вторичные обмотки по разным стержням, это приведёт к увеличению магнитного рассеивания из-за возросшего воздушного зазора. Поэтому предпочтительной считается схема размещения части обеих обмоток и на одном, и на другом стержне.
В этом случае для определения необходимого количества витков первичной обмотки применяют следующую формулу:
N1 = 7440 × U1/(Sиз × I2)
где
N1 — расчётное количество витков;
U1 — напряжение сети (200-240В);
Sиз — сечение имеющегося магнитопровода;
I2 — необходимый сварочный ток.
Обратите внимание, что для устройств с разнесёнными обмотками применяют другую формулу:
N1 = 4960 × U1/(Sиз × I2)
Если предстоит выполнять работы в условиях нестабильного напряжения в сети, есть смысл рассчитать количество витков для основных значений — 180, 190, 200, 220 и 240 В. При намотке провода просто делают отводы на этих значениях, что позволит подобрать стабильный режим работы трансформатора в любых условиях.
Необходимое количество витков вторичной обмотки рассчитывают по следующей упрощённой формуле:
N2 = 0,95 × N1 × U2/U1
где
N1 — расчётное количество витков;
U1 — напряжение сети (200-240В);
U2 — требуемое напряжение холостого хода на вторичной обмотке (50 – 70 В).
Для первичной обмотки выбирают медный изолированный провод сечением в пределах 5 – 7 кв. мм, его хватит для работы с бытовой однофазной электросетью
При выборе обращают внимание на жаропрочные показатели изоляции, она должна выдерживать значительный нагрев, которого избежать не выйдет
Вторичную обмотку мотают более толстым проводом, что связано со значительной силой тока, который будет протекать по ней. Оптимальным вариантом станет медная шина сечением не менее 30 кв. мм.
Теоретические основы
Сварочный аппарат для плазменной сварки может быть одного из 2-х основных типов: открытого и закрытого. Основная дуга сварочного аппарата открытого типа горит между центральным катодом горелки и изделием. Между соплом, которое служит анодом, и центральным катодом горит только дежурная дуга для возбуждения основной в любой момент времени. Сварочный аппарат закрытого типа имеет только дугу между центральным электродом и соплом.
Сделать долговечный сварочный аппарат своими руками по 2-му принципу довольно трудно. При прохождении основного сварочного тока через сопло-анод этот элемент испытывает колоссальные тепловые нагрузки и требует очень качественного охлаждения и использования соответствующих материалов. Обеспечить термостойкость конструкции, когда делается такой аппарат своими руками, очень трудно. Когда делается плазменный аппарат своими руками, для долговечности лучше выбирать открытую схему.
Технологический процесс
Включает несколько необходимых этапов: подготовка деталей, подключение электродов, запуск горелки и ее прогрев, выполнение шва с выдерживанием нужного режима по температуре и перемещение горелки к месту новой операции с проверкой готовности самой горелки.
Интересное: Принцип работы плазменной сварки
Технология выполнения плазменной сварки
Подготовка деталей состоит в том, что их предварительно сортируют или подают к рабочему месту уже отсортированными. Если детали получены путем теплового резания или грубого механического, то кромки обрабатываются до чистоты металла и обезжириваются, чтобы получить качественный шов.
После этого детали приводят в соприкосновение по линии шва. На производстве это делается не “на коленке” как при ремонтах, а при помощи приспособлений.

Горячий шов от плазменной сварки
Если требуется, на линию шва наносят флюсы. Обычно это сильные восстановители для работы в условиях высоких температур (сварочные флюсы), смешанные с легкоплавкими связующими, которые сами по себе являются восстановителями, или дают минимум трудноудалимого нагара (шлака). Расплавленный шлак защищает ванну от действия кислорода, а восстановитель отнимает его у окислов, которые успели образоваться. Флюсы требуются не для всех металлов или их пар.
Горелка запускается импульсом высокого напряжения или контактом между соплом и катодом в течение долей секунды. Загорается дуга, в горелку подают рабочий и защитный газы, а также охлаждающую воду в корпус анода (для мощных горелок длительного действия). Горелка прогревается до стабилизации плазмы и начинается операция сварки.
При сварке плавятся состыкованные края детали, в этот расплав вводится присадочный материал в форме ленты или прутка. При автоматической сварке подача механизированная. Сварка рассматривается как непрерывный процесс плавления и застывания металла в области шва и должна обеспечить монолитность шва, одинаковые механические свойства на всей длине, равную толщину шва, полное отсутствие раковин, посторонних включений и примесей.
Расплавленный шов довольно беззащитен по отношению ко многим факторам, поэтому для получения качества приходится создавать особые условия: до ванны, в ней самой, и после, в области кристаллизации расплава. Данные условия сильно зависят от свариваемых металлов.

Процесс сварки плазморезом
После окончания шва проверяется готовность горелки к очередной операции, так, чтобы шов не пришлось прекращать в процессе сварки не доводя до конца. Любое такое прерывание, если оно вынужденное, создает лишние механические напряжения, которые потом будет или трудно, или невозможно снять. По этой причине, сварку ответственных швов: сосуды (баки) для ракетной техники, корпуса морских судов, особенно подводных, сосуды для ядерной техники и т.п. варят при непрерывной подаче катодов на горелках с мощным охлаждением сопел.
Принцип работы горелки
Плазменная резка своими руками происходит за счет превращения потока воздуха, проходящего через электрическую дугу, в плазму с температурой 3000 – 6000⁰C. Металл мгновенно расплавляется на ограниченном участке и выдувается. Принцип работы аналогичен газовой резке.
Образование плазмы
Инвертор создает постоянный ток большого значения. На конце электрода образуется дуга. В сопло под давлением поступает газ. Он проходит по спирали вокруг электрода. Образуется завихрение, движущееся с большой скоростью. В держак воздух поступает холодный. Двигаясь вокруг электрода, он его охлаждает и одновременно нагревается сам. В дуге он подходит уже подогретый.
На выходе струя газа становится тонкой. При соединении с горячей дугой, воздух нагревается ею и превращается в плазму, увеличиваясь в объеме в 20 – 30 раз. Вращение потока вокруг электрода делает струю тонкой.
Резка
Плазменная горелка, сделанная своими руками, подносится к металлу. Горячая плазма быстро расплавляет металл на малом участке. Воздушный поток выдувает расплав, образуя отверстие. При перемещении резака за ним остается узкая полоска разрезанного насквозь листа. Тонкий аккуратный рез получается при расположении плазмореза из инвертора под прямым углом к разрезаемой поверхности. Чем больше угол наклона, тем шире полоса реза.
Для производства строжки поверхности детали, плазменный резак по металлу, сделанный своими руками, наклоняется к снимаемой поверхности под острым углом в 5 – 10⁰. Пламя нагревает верхний слой, воздух выдувает жидкий металл.
Аппараты прямого действия
Прямого действия плазменные резаки по металлу, сделанные своими руками, работают с образованием дуги между деталью и электродом. Резать таким способом можно только токопроводящие металлы.
На деталь крепится зажим «+» от сварочного автомата. На электрод подается «–». На выходе из сопла наконечника образуется дуга между металлом и электродом. На нее направлен воздух.
Косвенного
Плазморез, собранный своими руками из инвертора, может работать по принципу косвенного действия. Минус подается на наконечник. Дуга возникает независимо от наличия токопроводящей детали. Резаком косвенного действия режут любые материалы, включая фанеру, пластик, оргстекло. Струя плазмы образуется тоньше. Сложность изготовления плазмотрона косвенного действия своими руками, демонстрируют схемы и чертежи. В небольшой наконечник длиной около 20 мм необходимо поместить воздушное охлаждение и надежно изолировать детали друг от друга.
Руководитель конструкторского бюро по проектированию сварочного оборудования, оснастки и инструмента завода САИК Твердохлебов И. Г.: «В плазмотроне используют не привычный электрод, сделанный из прутка проволоки и покрытый флюсом. Сердечник расположен внутри горелки и не выходят за пределы сопла. Электрическая дуга в аппаратах прямого действия загорается бесконтактно и превращается на выходе из сопла в плазму. Резак косвенного действия выдувает горячую струю независимо от расположения материала и его электропроводности. Можно отжигать медные кольца и опаливать древесину».
Инвертор или трансформатор
И у того, и у другого есть как положительные стороны, так и отрицательные. В конечном итоге выбор происходит в пользу конкретного устройства исходя из технических задач, которые ставятся перед будущим плазморезом.
Сварочный инвертор-полуавтомат
Наиболее оптимальное решение для личного гаража или небольшой мастерской.
- Относительно малый вес, некрупные габариты и минимальное количество потребляемой электроэнергии.
- Качество реза у инверторного плазмореза выше за счёт более высококачественной дуги.
- Крайняя чувствительность к качеству подаваемой на него электроэнергии. Частые перепады напряжения в сети способны просто убить ваш инвертор за очень короткий промежуток времени, и никакая система защиты в этом случае не поможет.
- Небольшая мощность, что не позволяет резать толстые листы металла.
Сварочный трансформатор
Более подходит для стационарных условий крупных мастерских или заводов.
- Никогда не выходят из строя в случае даже сильного падения напряжения в сети. В этом плане они более надёжны.
- Более длительный рабочий цикл (период работы без перерыва).
- Не имеют ограничения по мощности, поэтому можно резать металл практически любой толщины.
- Очень высокая масса, большие габариты и высокое энергопотребление.
Исходя из этих сравнительных характеристик домашние мастера чаще всего склоняются в сторону плазмореза из инвертора, собранного своими руками на базе сварочного инвертора.
Применяемые электроды
Электроды занимают значимое место в сборке инверторного плазмореза. В плазмотрон нужно подобрать специальный электрод из соответствующего материала. В этих целях применяют детали из следующих тугоплавких веществ:
- Бериллий.
- Цирконий.
- Торий.
- Гафний.



Эти электроды отличаются способностью создания тугоплавкой пленки оксида во время нагрева, что защищает инструменты от повреждений и повышает уровень предохранения. Если выбирать между этими материалами, то для сварки в бытовых условиях оптимально остановиться на гафниевых и циркониевых электродах, потому что два других элемента вырабатывают токсичные испарения.
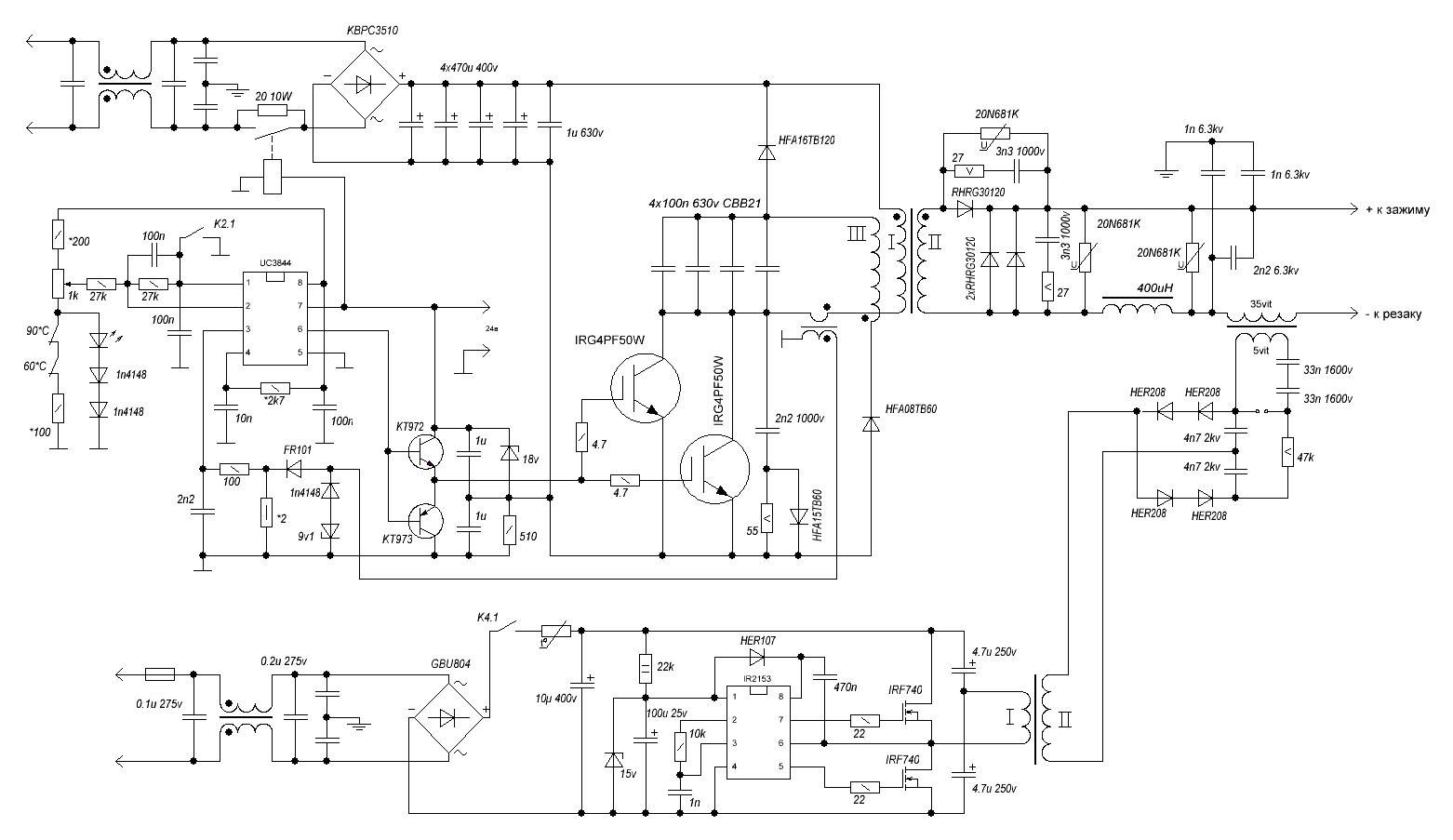
Доработка инвертора
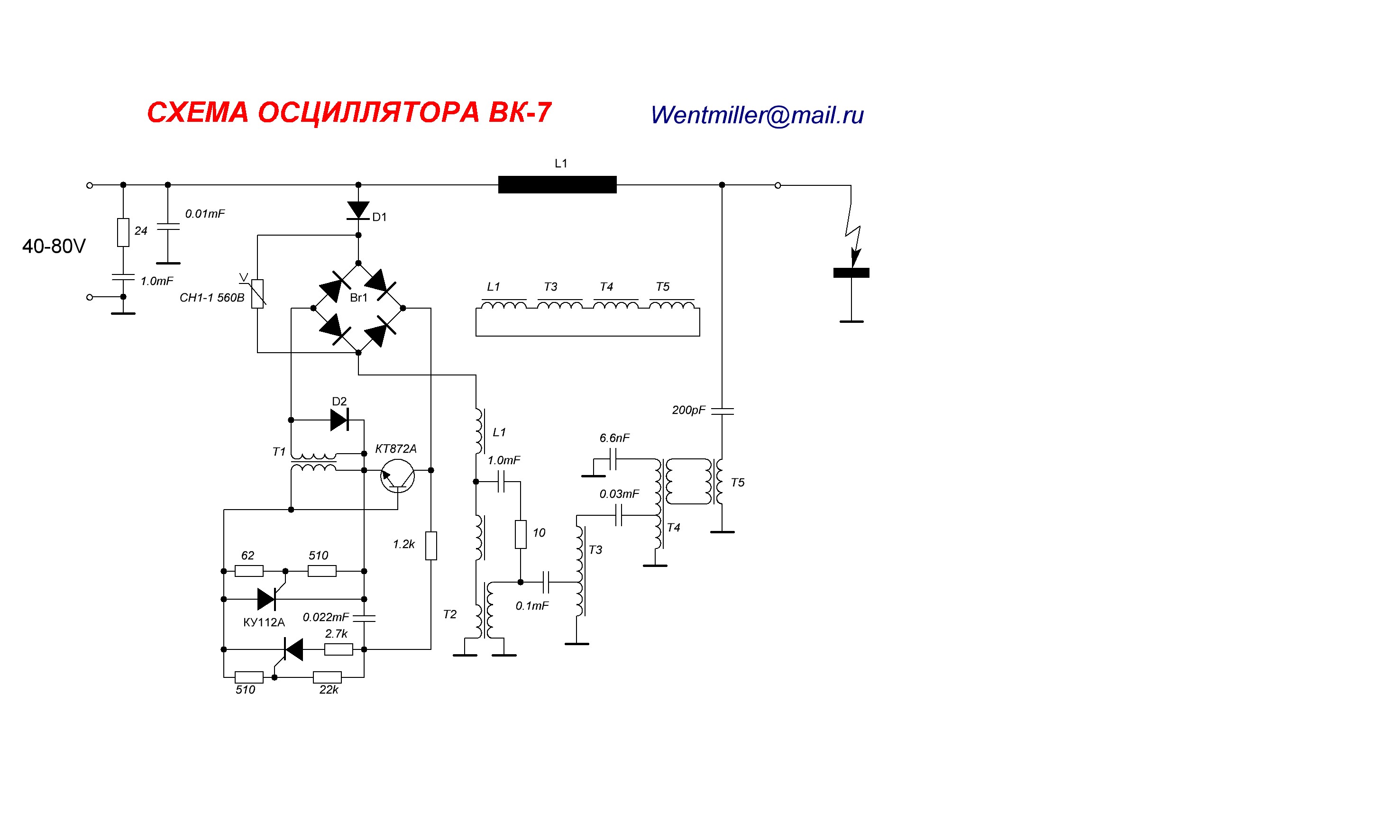
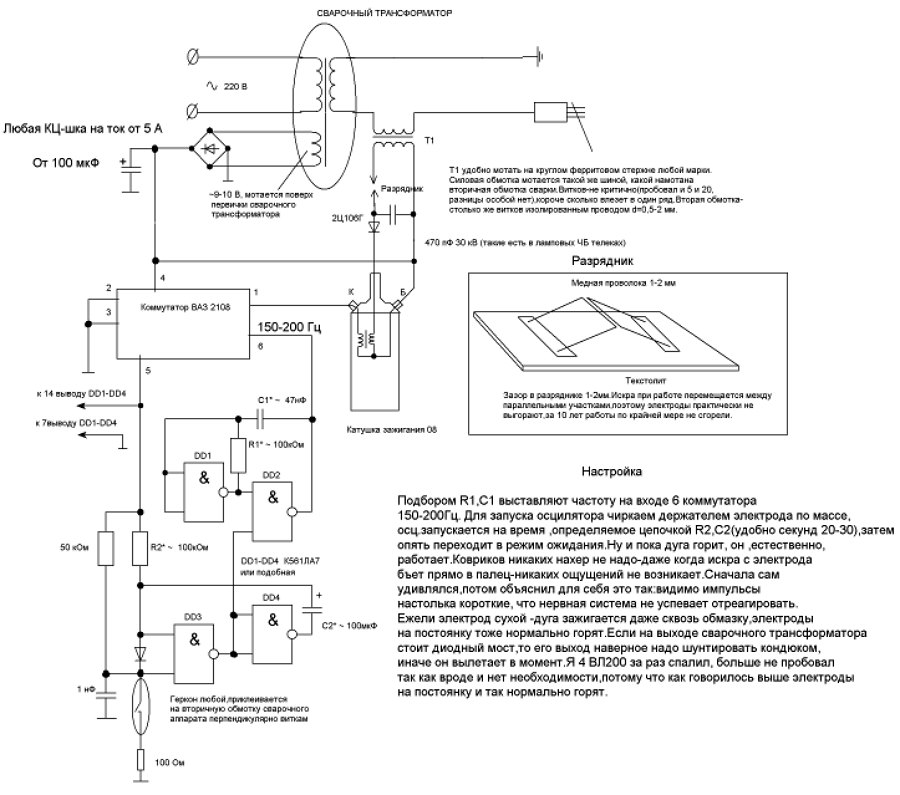
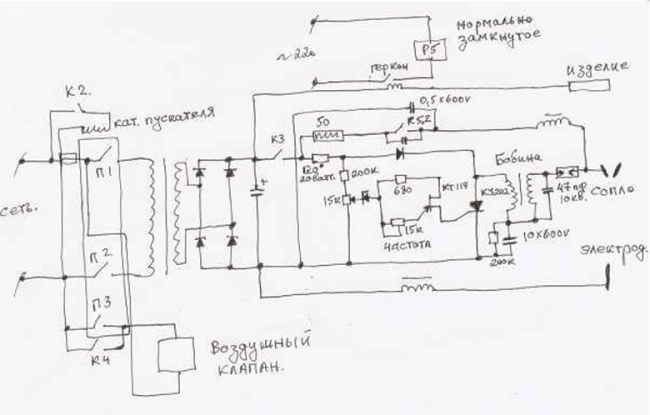
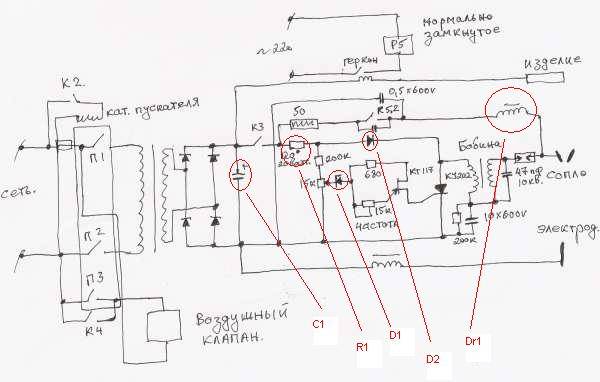
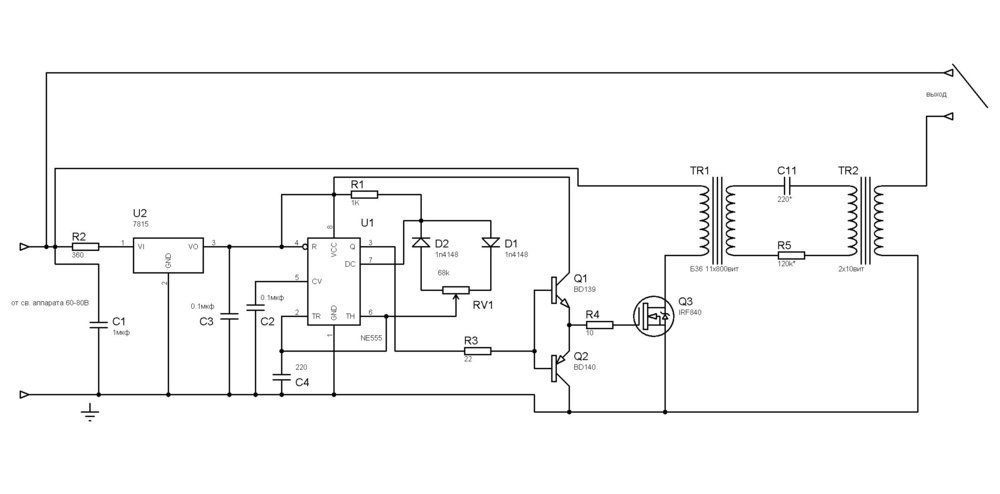
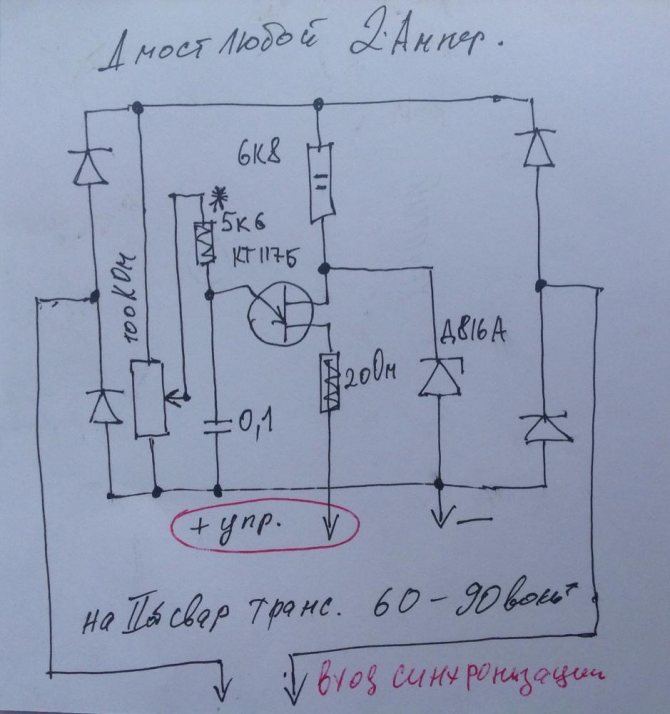
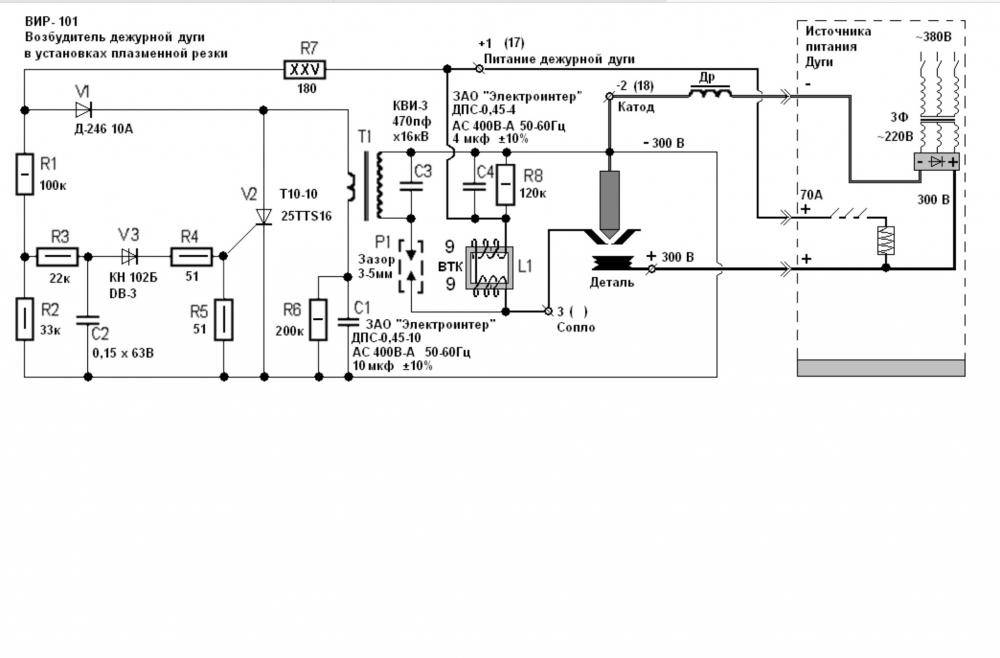
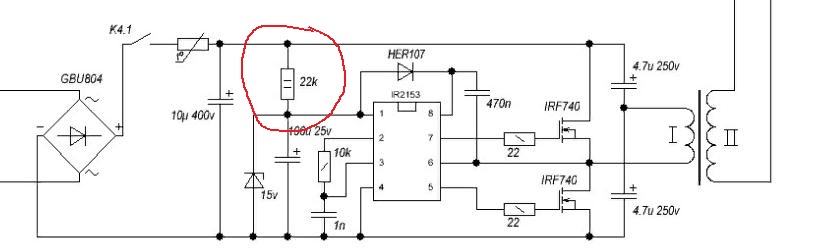
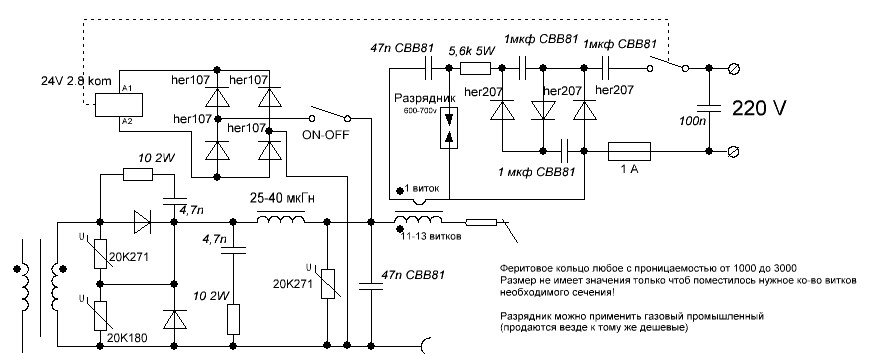
Для использования инверторного источника питания для плазмореза его нужно доработать. К нему нужно подключить осциллятор с блоком управления, который будет выполнять функцию пускателя, поджигающего дугу.
Схем осцилляторов встречается довольно много, но принцип действия один. При запуске осциллятора между анодом и катодом проходят высоковольтные импульсы, которые ионизируют воздух между контактами. Это приводит к снижению сопротивления и вызывает возникновение электрической дуги.
Затем включается газовый электроклапан и под давлением воздух начинает проходить между анодом и катодом через электрическую дугу. Превращаясь в плазму и достигая металлической заготовки, струя замыкает цепь через нее и кабель массы.
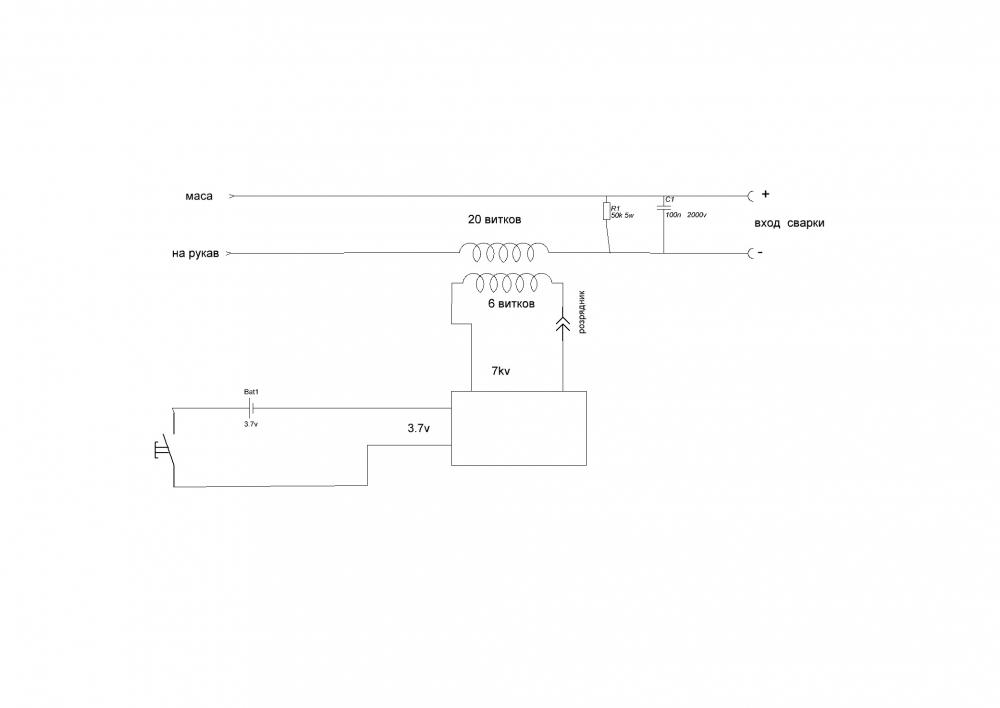
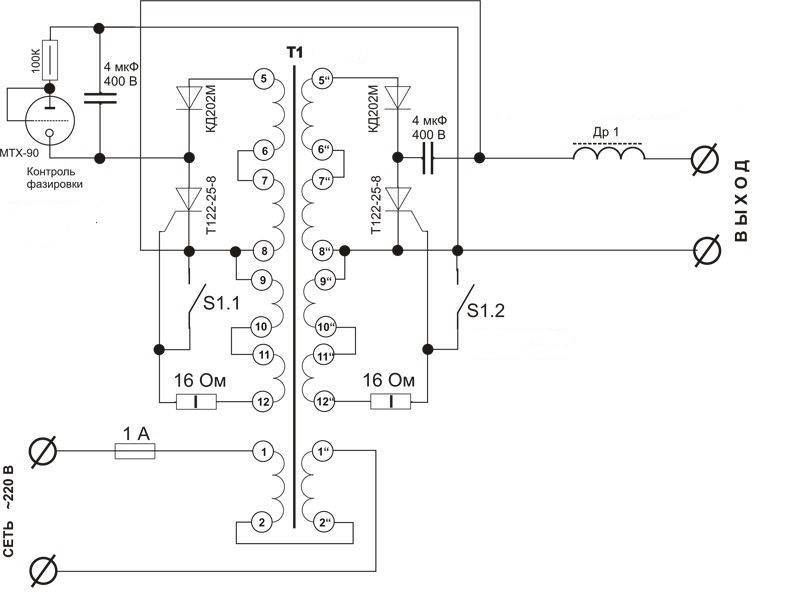
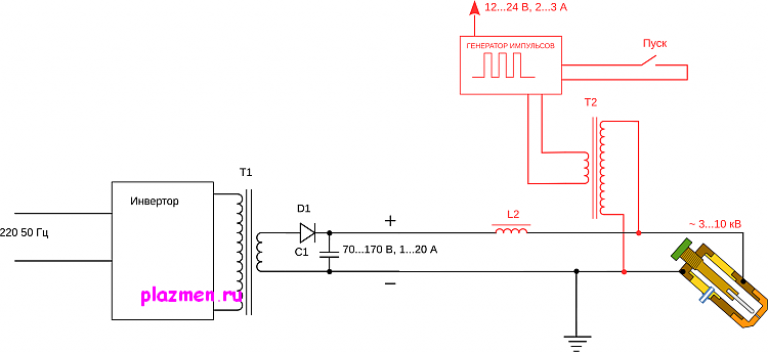
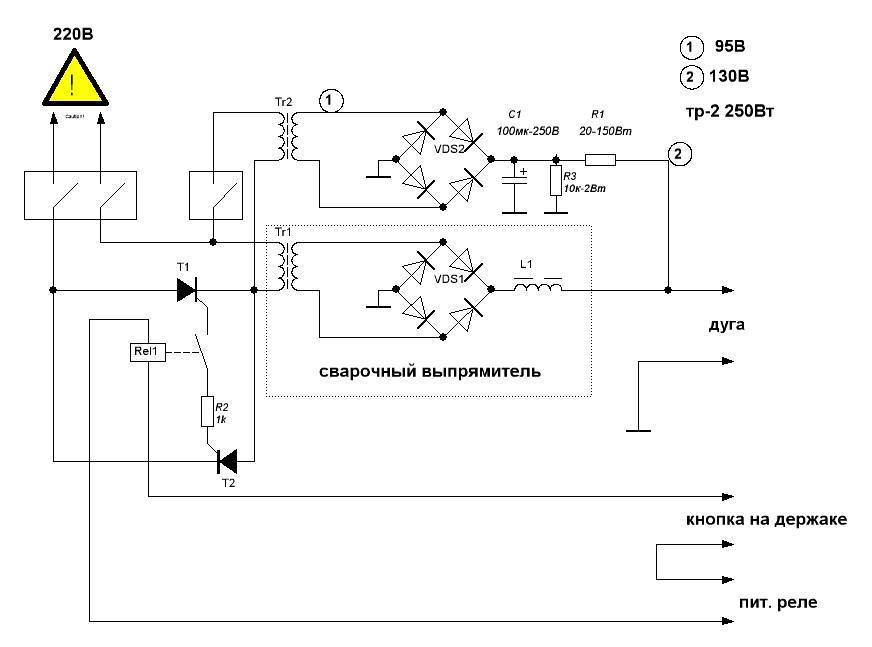
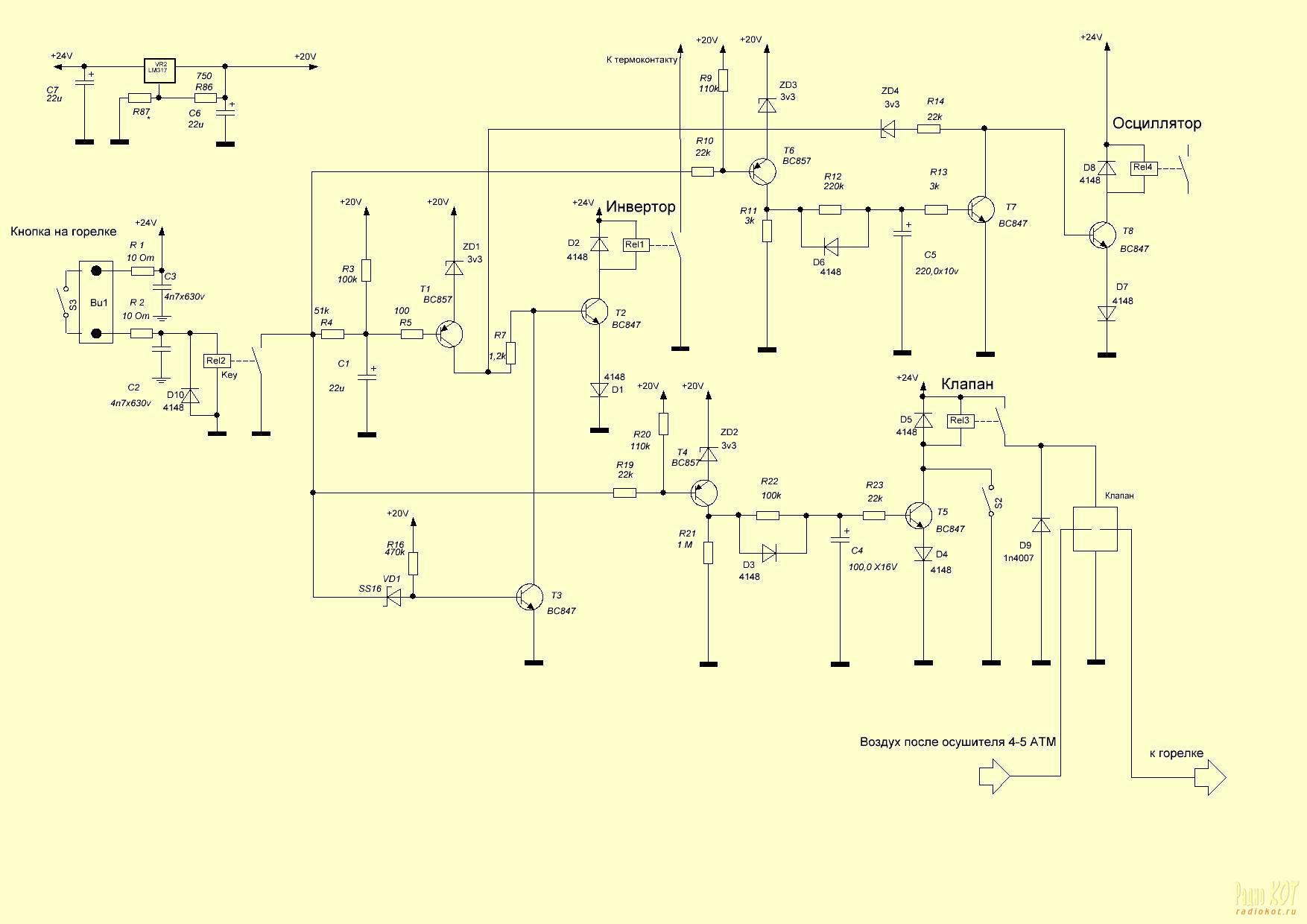
Основной ток величиной примерно 200 А начинает течь по новой электрической цепи. Это вызывает срабатывание датчика тока, что приводит к отключению осциллятора. Функциональная схема осциллятора изображена на рисунке.
Функциональная схема осциллятора
В случае отсутствия опыта работы с электрическими схемами можно воспользоваться осциллятором заводского производства типа ВСД-02. В зависимости от инструкции по подключению они присоединяются последовательно или параллельно в схему питания плазмотрона.
Перед изготовлением плазмореза, необходимо определить предварительно с какими металлами, и какой толщины хотите работать. Для работы с черным металлом достаточно компрессора.
Для резки цветных металлов потребуется азот, высоколегированной стали нужен аргон. В связи с этим, возможно, потребуется тележка для перевозки газовых баллонов и понижающие редукторы.
Медленное движение приводит к образованию широкого реза с неровными краями. Быстрое перемещение приведет к тому, что металл прорезается не во всех местах. При должной сноровке можно получить качественный и ровный срез.

Варианты прямого и косвенного действия
Конструкция горелки плазмореза довольно сложная, выполнить в домашних условиях даже при наличии различных станков и инструментов сложно без высокой квалификации работника. Поэтому изготовление деталей плазмотрона нужно поручить специалистам, а еще лучше приобрести в магазине. Выше была описана горелка плазмотрона прямого действия, она может резать только металлы.
Существуют плазморезы с головками косвенного действия. Они способны резать и неметаллические материалы. В них роль анода выполняет сопло, и электрическая дуга находится внутри горелки плазмореза, наружу под давлением выходит только плазменная струя.
При простоте конструкции устройство требует очень точных настроек, в самодеятельном изготовлении практически не применяется.
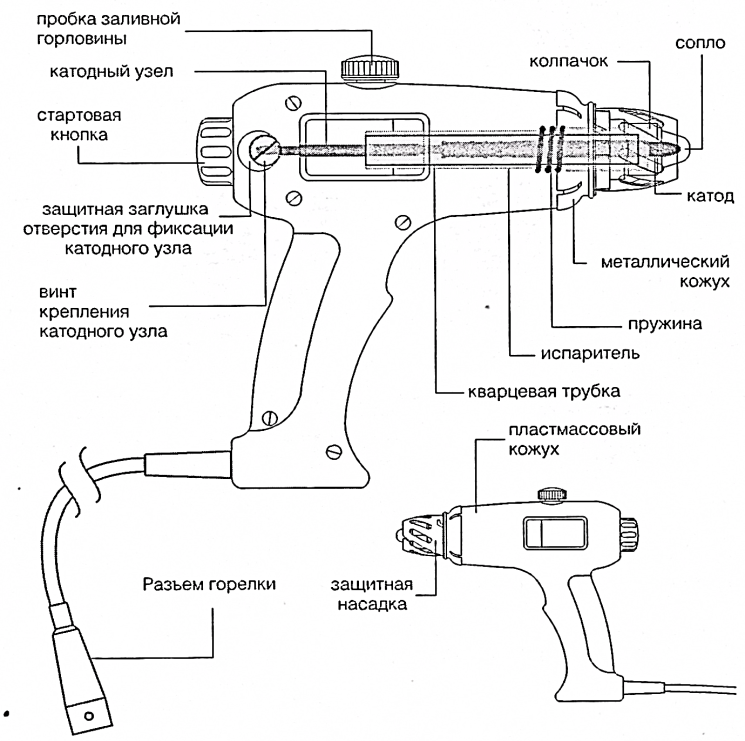
Внешний вид
Установка плазменной резки состоит из следующих частей:
- плазменный резак или плазмотрон, создающий поток плазмы;
- сварочный трансформатор, питающий плазмотрон;
- осциллятор или блок поджига дуги, подающий высокое напряжение в момент начала реза для формирования потока плазмы;
- компрессор для создания потока воздуха через плазмотрон;
- кабеля, соединяющие сварочный аппарат, плазменную горелку и разрезаемую деталь;
- шланги, по которым подается воздух или другой газ и, при необходимости, охлаждающая жидкость.
Плазменная головка внешне напоминает горелку для сварочного полуавтомата. К ней также подключаются кабеля и шланги, но из сопла вместо проволоки выходит поток плазмы, разогретой до 8000°С.

Как устроен плазморез
Любой плазменный резак состоит из нескольких частей:
- плазмотрона, отвечающего непосредственно за создание потока ионизированного газа;
- сварочного трансформатора, выполняющего функции источника питания;
- компрессора для нагнетания воздуха, проходящего через плазмотрон;
- осциллятора, подающего напряжение для формирования раскаленного потока при включении в работу.
Также в комплект устройства обязательно входят кабели, соединяющие сварочный аппарат и горелку, и шланги для подачи воздуха или другого газа из компрессора.
Принцип работы плазмореза состоит в том, что при включении агрегата трансформатор подает напряжение на электрод и сопло. Осциллятор формирует электрическую дугу, а под действием последней разогревается до 8000 °С подаваемый в резак газ. Раскаленный поток с высокой скоростью выходит из сопла и касается разрезаемой детали, а ток идет через трансформатор, после чего специальное реле отключает осциллятор и вспомогательную дугу.
Отличие аппаратов прямого и косвенного действия

выглядит как цилиндр
Если говорить об установках косвенного действия, то их особенностью является меньший КПД. Именно этим и обусловлено то, что к ним прибегают не так часто.
Говоря про их устройство, следует отметить, что основная цель здесь заключается в размещении активных точек цепи на трубе либо специальном вольфрамовом электроде. Оборудование косвенного действия получило распространение для напыления, нагрева металлических устройств, причем в качестве режущего оборудования их не используют. В большинстве своем с помощью подобного ручного механизма выполняют ремонт автомобильных узлов, не прибегая к извлечению их из корпуса.
Что же касается второго элемента, то он необходим для увеличения эксплуатационного ресурса аппарата, работающего в непрерывном режиме. Оптимально, когда в течение часа беспрерывной резки этим аппаратом выделяют на отдых порядка 20 минут. Эти характеристики являются очень важными и должны учитываться вне зависимости от типа исполнения выбираемого устройства.
Устройство и принцип работы оборудования
Для понимания характера функционирования прибора нужно хорошо знать физику. Получаемая при включении осциллятора дуга не меняет своих параметров при увеличении зазора между электродом и обрабатываемой деталью.
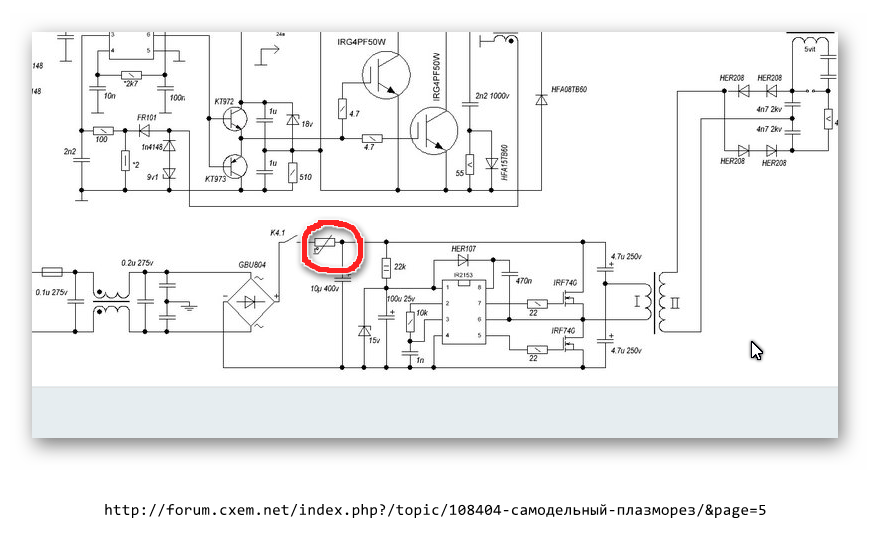
Конструкция осциллятора включает следующие элементы:
- Трансформатор повышающего типа. Используется для изменения амплитуды напряжения.
- Колебательный модуль, имеющий стандартное строение. Он включает конденсаторы и индуктивные катушки. Контур применяется для создания высокочастотных колебаний.
- Разрядник – воздушный зазор, в котором появляется искра.
Рекомендуем к прочтению Как самому сделать сварочный стол
Устройство может быть дополнено датчиками, автоматизирующими работу оборудования, помогающими контролировать ее. Если осциллятор включается в состав аргонодугового аппарата, его снабжают клапаном впуска газа. Микропроцессор подает команду на открытие элемента в нужные моменты. Осциллятор оснащается системой безопасности, предотвращающей выход аппарата из строя.
https://youtube.com/watch?v=JKAbtiMyYlE