
Как необходимо выбирать дрель для коронок по металлу
Очень важным моментом, обеспечивающим нормальную работу кольцевой фрезы, является соответствие насадки применяемому электроинструменту. Чаще всего в качестве вращательного устройства используются дрели. Они имеют различные технические характеристики
Здесь необходимо обращать внимание на следующие показатели:
Мощность дрели напрямую зависит от диаметра коронки: чем она больше, тем мощнее необходим электроинструмент. Например, для коронки по металлу 25 мм подойдет дрель мощностью 600 ВТ.
Возможность регулировки числа оборотов
Дрель будет применяться не только для сверления, поэтому крайне важно установить нужную частоту вращения шпинделя. Коронки небольшого объема требуют значительного числа оборотов, для больших размерных показателей диаметра частоту вращения необходимо уменьшать.
Соответствие формы хвостовика коронки виду патрона
Патроны могут быть двух видов: ключевые и быстрозажимные. Для первого необходимо наличие специального ключа, с помощью которого можно зафиксировать насадку (данный вариант считается более надежным.) Второй значительно проще – зафиксировать насадку можно одной рукой.
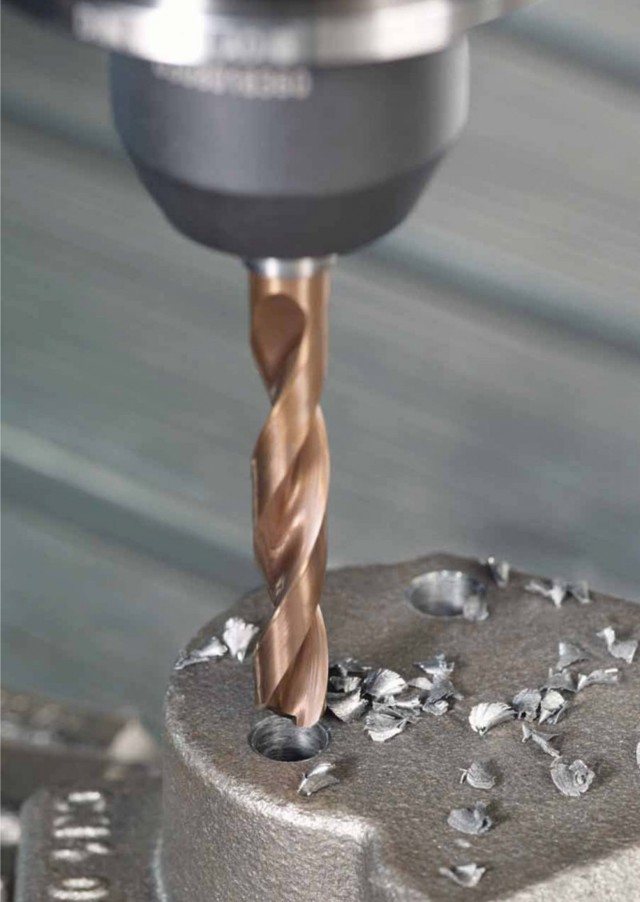
Для сверления отверствий при помощи коронок применяются дрели высокой мощности
Коронка по металлу 22 мм не требует изменения скорости вращения шпинделя в процессе работы. Вполне возможно усиление нагрузки на режущую кромку в связи прохождением более твердого слоя материала. Для работы в подобных условиях (сверление слоев разной плотности) удобным вариантом может стать дрель с функцией поддержания частоты под нагрузкой (константная электроника). Электроинструмент отрегулирует обороты согласно конкретным условиям.
Разновидности
Конусовидный хвостовик или конус Морзе выпускается в нескольких модификациях.
- Инструментальные – наиболее распространены, так как разработаны для быстрой автоматической смены при работе на станке. Параметры изделия регламентирует ГОСТ.
- Укороченны е – хвостовая часть сверла уменьшена за счет утолщенной части конуса. Маркируется таким образом: B7 – укорочен до 14 мм, B10 – до 18, и до B24 – укорочен до 55 мм. Этот вариант используется, когда отверстие требуется определенного диаметра, но малой глубины.
- Удлиненные – применяются для высверливания глубоких отверстий в несколько этапов.
- Метрические – хвостовики, в которых соотношение к рабочей части составляет 1:20, а угол более 1 градуса.
На фото изображены разновидности сверл с коническим хвостиком
Назначение сверла определяет заточка: угол при вершине, задний угол и т.д.. Затачивание и шлифовку проводят на специальных станках или вручную.
Коническое ГОСТ
ГОСТ 10903-77 регламентирует инструмент с коническим хвостовиком – с конусом Морзе, и вариант с шейкой.
- Возможный диаметр изделий – 5–10 мм.
- Длины конуса – 58–85 мм.
- Сечение хвостовой части – 6–12 мм.
Удлиненные
Сверла с удлиненной хвостовой частью регламентирует ГОСТ 2092-77. Используются они при производстве отверстий большой глубины.
Величина диаметра составляет диапазон от 6 до 30 мм. Длина хвостовой части – 145–275 мм.
Изделия выпускаются в двух классах точности:
- А1 и А – с повышенной точностью;
- B1 и B – с нормальной точностью.
Коническое ступенчатое
Конус в этом случае выглядит как пирамида, где каждая «ступень» ответственна за формирование отверстия определенного диаметра. Такое строение позволяет высверливать отверстия разного размера без смены инструмента. В его маркировке указывается сразу целый ряд величин.
Эта же особенность позволяет снимать фаску тем же сверлом, которым делалось отверстие. Скорость сверления относительно невелика – до 1000 оборотов/мин, что делает инструмент очень подходящим для работы с оргстеклом.
Центрирование благодаря конической форме беспроблемное, но чувствительность к перекосам выше, чем у инструментального варианта.
Применяют инструменты, для обработки стали, алюминия, дюралюминия и неметаллических материалов – пластмасс, оргстекла, эбонита.
Кобальтовые с коническим хвостовиком
Для улучшения прочностных свойств и отвода тепла изделия подвергают дополнительной обработке.
- HSS-G – проходят дополнительную шлифовку;
- HSS-Co – сталь содержит кобальт, сверла этого класса рассчитаны для работы в тяжелых температурных условиях;
- HSS-R – катанные изделия;
- HSS-Tin – инструмент обработан нитридом титана, покрытие уменьшает трение, а, значит, и нагрев инструмента и материала.
О том, какой обработке подвергались сверла, можно узнать по их цвету: ярко-золотой цвет свидетельствует о напылении нитрида титана, черный – использовалась термическая обработка, и так далее.
Как пользоваться коронкой по металлу
› Интересное
17.12.2019
Коронка по металлу предназначена для сверления сквозных отверстий большого диаметра в листовом и профильном металлопрокате. Это один из немногих режущих инструментов, который не только в обиходе, но и в профессиональной литературе имеет несколько параллельных наименований. В ГОСТ 17013-71 он присутствует под названием кольцевое сверло.
Но поскольку он имеет трубчатую конструкцию рабочей части, в учебниках по металлообработке и каталогах российских производителей нередко упоминается как полое или трубчатое сверло. При сверлении таким инструментом процесс резания осуществляется зубьями, расположенными равномерно по окружности его рабочего торца. По внешнему виду такая конфигурация режущей части напоминает корону, поэтому еще одно название коронки по металлу — корончатое сверло.
А поскольку по своему внешнему виду и принципу действия она больше соответствует фрезерному инструменту, то можно встретить и еще одно название – кольцевая фреза.
Виды коронок по металлу
Классификация корончатых сверл по металлу производится по следующим основным признакам:
- материалу режущих зубьев коронки;
- виду хвостовика;
- конструкции рабочей части;
- геометрическому размеру (в том числе максимальной глубине сверления).
Существует два базовых типа режущей части коронок по металлу: с зубьями из быстрорежущей стали и из твердосплавных материалов. Первые дешевле и менее производительны, но тем не менее гораздо эффективнее обычного сверлильного инструмента. Вторые работают на более высоких скоростях резания и, как правило, применяются при сверлении высокохромистых сталей и твердых сплавов. Самыми дешевыми являются биметаллические коронки по металлу, у которых режущая часть изготовлена из быстрореза, а основной корпус — из обычной конструкционной стали.
У корончатых сверл самым распространенным типом хвостовиком является Weldon. Кроме него, выпускается инструмент с хвостовиками Nitto, которые совместимы с Weldon, а также по стандарту немецкой фирмы Fein, чьи хвостовики подходят только к электроинструменту этого предприятия. Рабочая часть коронок по металлу характеризуется количеством режущих зубьев и, соответственно, количеством спиральных канавок и ленточек, которых может быть от четырех до шестнадцати и более.









Многие производители в отдельную группу выделяют инструмент с удлиненной рабочей частью, предназначенный для глубокого сверления, а также коронки для сверления железнодорожных рельсов.
Твердосплавные коронки по металлу
В твердосплавных коронках по металлу режущие зубья из твердых сплавов крепятся к корпусу пайкой, поскольку все три поверхности у них являются рабочими. Это более высокопроизводительный инструмент, способный работать на высоких скоростях по легированным металлам, нержавейке и сплавам алюминия с высоким содержанием кремния.
По сравнению с монолитными коронками по металлу из быстрореза он менее устойчив к вибрациям и переменным нагрузкам. Один из его главных недостатков — это сложность замены или переточки режущих зубьев в случае их затупления или поломки.
Также существуют корончатые сверла с алмазной режущей частью, но они не предназначены для работ по металлу.
Конструкция и характеристики корончатых сверл
Несмотря на особенности отдельных моделей базовые конструкции всех коронок по металлу примерно одинаковы. Все они состоят из хвостовика, направляющей части со спиральными канавками и режущей коронки, состоящей из четного числа зубьев (см. рис. ниже).
Направляющая часть у такого инструмента полая. При сверлении в ее внутреннее пространство продвигается керн из металла, который по окончании операции выбивается специальным толкателем. Центральный канал проходит насквозь через весь корпус. В него вставляется заостренный на конце толкатель (часто подпружиненный), который, кроме выталкивания металлического керна, служит для центровки коронки по металлу перед началом сверления.
Коронки по металлу, предназначенные для обычных дрелей, имеют небольшой диаметр и цилиндрические хвостовики.
2 Сверла с цилиндрическим хвостовиком
Сверло спиральное с цилиндрическим хвостовиком выпускается короткой, средней и длинной серий по соответствующим стандартам. Такое разнообразие обеспечивает оптимальный подбор нужного инструмента для выполнения каждой конкретной задачи.
Для всех сверл центровые отверстия выполняются согласно ГОСТ 14034. Допустимо выпускать инструмент без центровочных отверстий. Изделия средней и длинной серии согласно своим стандартам могут изготавливаться с шейкой или без нее. Ее размеры не регламентируются.
ГОСТ 4010-77 распространяется на левые и правые сверла короткой серии диаметром 0,5–40 мм. Согласно этому стандарту, в зависимости от диаметра выпускаемого сверла длина составляет (мм):
- общая всего инструмента – 20–200;
- рабочей части – 3–100.

ГОСТ 10902-77 распространяется на левые и правые сверла средней серии диаметром 0,25–20 мм. Длина составляет (мм):
- общая всего инструмента – 19–205;
- рабочей части – 3–140.
ГОСТ 886-77 распространяется на сверла длинной серии диаметром 1–31,5 мм. Длина составляет (мм):
- общая всего инструмента – 56–316;
- рабочей части – 33–207.
У данных изделий направление спирали – правое. С левым изготовляются по согласованию с заказчиком.
Для всего этого инструмента технические требования к изготовлению регламентируются ГОСТ 2034-80. Согласно этого документа данные сверла производятся из быстрорежущей стали и предназначены для просверливания отверстий в ковких и серых чугунах, легированных и углеродистых конструкционных и инструментальных сталях, конструкционных сталях высокой и повышенной обрабатываемости. Этот инструмент изготовляется 3 классов точности:
- повышенной точности – А1;
- нормальной – В1;
- нормальной – В.

Помимо инструмента из быстрорежущей стали допускается по заказу потребителя изготовление сверл также из легированной стали 9ХС. Инструмент может производиться не только цельным, но и сварным. Хвостовики сварных изделий должны быть выполнены из стали 45 или 40Х. Не допускаются в зоне сварки: непровар, поверхностные раковины и кольцевые трещины.
Коронка по металлу: советы для правильного использования
 Центровочное сверло должно обязательно находиться в комплекте с коронками
Центровочное сверло должно обязательно находиться в комплекте с коронками
- Нужно сделать правильный выбор, для этого стоит внимательно
прочитать маркировочную информацию. На упаковке обязательно должны быть указаны
размерные показатели, страна-производитель (что в определенной степени говорит
о качестве товара), материал изготовления, особенности аксессуаров и
приспособлений. Если маркировка не дает полной информации о кольцевой фрезе,
есть основания усомниться в качестве инструмента. - В ходе использования не следует пренебрегать
рекомендациями изготовителей. Применение коронки не по назначению приведет к
повреждению инструмента. - Если в комплекте отсутствует центровочное сверло,
приобретать его нужно с учетом определенных требований. Например, сверло
насадки для дрели должно иметь крестовую заточку, иначе мгновенное и точное
центрирование выполнить не получится. - О необходимости регулирования числа
оборотов в статье говорилось не раз. Следует подчеркнуть, что это условие
является едва ли не самым главным для увеличения ресурса коронок по металлу.
При правильном подборе и использовании коронок отверстие в металле можно выполнить за считаные секунды. Инструмент применим для различных бытовых и производственных целей. Соблюдение технических требований может продлить срок службы на длительное время. И наоборот, одно необдуманное использование способно спровоцировать дефекты, которые сделают коронку непригодной для применения.
Как заточить коронку по дереву?
При активном использовании сверла могут стачиваться и нуждаться в заточке. Вернуть остроту самостоятельно коронке на дрель по дереву можно, но это потребует определенных навыков. Сохранение угла заточки – важный момент, без которого качественно восстановить работоспособность сверла не получится. Корончатые сверла по дереву изготавливаются из мягких металлов, и их можно восстановить с помощью ручных приспособлений и инструментов, для этого применяются:
- Болгарка со специальным шлифовальным диском.
Ручная дрель с диском из наждачной бумаги.
Точильный или наждачный станок.
Описание и назначение
Коронки для сверления металла — специальные насадки для сверлильных инструментов, отверстия формирует механическое воздействие. Форма таких элементов напоминает отрезки труб или цилиндрические поршни. На рабочей кромке располагаются зубцы, посредством которых и производится резка целевых материалов. Иногда рабочую поверхность усиливает алмазное напыление, что существенно увеличивает их стойкость к износу. Дополнительного накернивания не понадобится как для обычных твердосплавных насадок, так и для корончатых сверл для дрели, что упрощает их хранение.
Суть в том, что коронки по металлу для дрели разработаны с крестовыми заточками центровочных сверл. Такое выполнение позволило не только сделать их износостойкими и прочными, но и дало возможность делать мгновенное центрирование в зоне обработки. На противоположной стороне относительно зубьев и напаек располагается посадочный разъем. Его предназначение — надежная фиксация насадки на основном инструменте (дрель, перфоратор).
Характеристики и параметры
Самая главная характеристика — диаметр изделий. Именно от него зависит размер будущих отверстий, получаемых с помощью тех или иных моделей. От диаметра зависят и другие параметры оснастки, в частности, тип фиксации и длина хвостовика. Стандартный диапазон диаметров в пределах 1,4 — 18 мм. Показатель глубины сверления может достигать 40 мм — такое максимальное значение для всех типовых монтажных коронок










В большинстве случаев коронка для металла 50 мм производится из комбинированных сплавов. Это значит, что в основании несущего цилиндра — твердосплавная сталь, а рабочая поверхность — победит.
Заточка корончатых сверл
Режущий зуб коронки по металлу затачивается с трех сторон с точной выдержкой как углового позиционирования абразивного круга, так и наклона сверла относительно его поверхности. Поэтому станки для заточки корончатых сверл представляют собой достаточно сложные механические устройства, а сама заточка требует профессиональных навыков. На таком станке можно выполнять заточку корончатых сверл различного диаметра и с разным количеством зубьев. Кроме того, его зажимное приспособление рассчитано на все виды современных хвостовиков, встречающихся у различных коронок по металлу (Weldon, Nitto, Fein и пр.). Это достаточно дорогое и сложное оборудование и приобретать его имеет смысл только в том случае, если предполагается оказывать услуги по заточке инструмента. А для того чтобы вернуть режущим кромкам коронки по металлу начальную остроту, достаточно обратиться в сервисное предприятие с соответствующей компетенцией. Цена такой услуги не очень высока. К примеру, заточка корончатого сверла серии GOLD-LINE фирмы Karnasch диаметром до 25 мм обойдется в 500÷600 рублей. Несколько дешевле будут стоить заточные работы для коронок по металлу «Энкор» и биметаллических кольцевых сверл «Хилти» и Makita.
Визуальное определение типа сверла
По внешнему виду режущего буравчика можно определить тип материала из которого изготовлены изделия и тем самым узнать механическую прочность образца. По цвету можно определить состав и качество изготовления.
Серый
Свёрла серого цвета изготавливаются из металла, который не подвергался какой-либо дополнительной обработке.

Качество инструмента, в данном случае, оставляет желать лучшего, но для одноразового применения такие изделия вполне сгодятся.
Чёрный
Такой цвет свидетельствует о том, что инструмент подвергался обработке перегретым паром. В процессе обработки изделие приобретает большую прочность.

Отлично переносит многочисленные циклы нагрева и остывания металла, а также сохраняет заточку рабочей поверхности в течение длительного времени.
Тёмно-золотистый
Данный цвет говорит, что режущий инструмент был подвергнут процедуре отпуска. Такой вид обработки значительно повышает механическую прочность изделия в результате снижения внутренних напряжений.

Отпущенным сверлом можно успешно обрабатывать металлы повышенной прочности, поэтому если предстоит сверление слишком твёрдых сплавов рекомендуется приобрести подобную модель.
Ярко-золотистый
Ярко-золотистая окраска говорит, что при производстве использовался металл изготовленный с добавлением титана.

Несмотря на высокую стоимость таких моделей, гораздо практичнее приобрести качественное сверло, чем использовать дешёвые режущие инструменты, которые при сложных работах понадобится использовать в больших количествах.
Что нужно знать о коронках по дереву (кольцевых пилах), обзор производителей

- Сфера использования, основные характеристики
- Конструкционные особенности
- Подготовка к работе
- Модели
- Зубр
- DeWalt
- Bosch
Для формирования отверстий большого диаметра применяется метод кольцевой резки. Для работы используется ручной электроинструмент, кольцевая насадка на дрель. Один из видов кольцевых сверл — коронка по дереву.
Сфера использования, основные характеристики
Коронки по дереву предназначены для вырезания сквозных отверстий, чаще всего применяются для обеспечения посадочного места под подрозетник. С их помощью, используя насадку с определенным напылением, обрабатывают дерево, ДСП, фанеру, бетон, пластик, металл.
Для многих видов работ подходят образцы диаметром 68 мм.
Корончатые сверла шириной до 65 мм комплектуются хвостовиком диаметром 19 мм. Образцы большего размера — крепежной деталью диаметром 32 мм. Количество зубчатых сегментов на кольце зависит от типоразмера коронки для дрели. В среднем кольцевые пилы имеют от 2 до 16 зубьев.
Кольцевые сверла используются и для формирования чистого реза с гладкой внутренней поверхностью паза. После работ не нужно дорабатывать заготовку, устранять заусенцы, так как они не образуются.
Перед выпиливанием отверстий нет необходимости предварительно центрировать, рассверливать обрабатываемую поверхность. В результате время работ сокращается, качество возрастает. Просверливать отверстия удается без пыли, шума.
Корончатая фреза обеспечивает комфортную работу.
Конструкционные особенности
Независимо от того, для обработки какого материала предназначена коронка, она включает несколько обязательных элементов. Состоит из режущей головки, хвостовика и направляющего сверла с заостренным концом. Также в комплект входит шестигранник, при помощи которого сверло зажимается в патроне.
Режущая головка производится в виде цельной цилиндровой кромки с острыми зубьями или как разборная конструкция с круглым посадочным гнездом, в которое вставляется режущее кольцо необходимого диаметра.
Кольцо после установки в гнездо не смыкается, имеет конфигурацию разрезанного цилиндра. Обычно приобретают рабочий инструмент с набором фрез различного диаметра и одним хвостовиком.








Наборные кольца позволяют делать пазы определенного размера, менять насадки. Каждая корончатая фреза имеет характерные прорези или отверстия: через них осуществляется выброс стружки, удаление деревянной пробки. На образцах большого диаметра технологические отверстия расположены сверху, на меньших моделях — сбоку.
При самостоятельном изготовлении корончатой насадки используется металлическая труба необходимого диаметра.
Подготовка к работе
Технологическое отверстие на чашке имеет неправильную форму, что препятствует проворачиванию насадки в гнезде. Рекомендуется сильно закручивать зажимную гайку, чтобы при просверливании пазов в дереве с высокой нагрузкой кольцевая коронка не расшатывалась.
После того как центровочное сверло и режущая насадка плотно зафиксированы на своих посадочных местах, патрон устанавливают в ручной электроинструмент, начинают сверление. Отверстие вырезают строго перпендикулярно.
Для мягкой древесины достаточно 300 об/мин, для твердых пород лучше выставлять регулятор дрели или перфоратора на отметке 500 об/мин. Заточка коронок осуществляется в мастерских или дома.
Зубр
Компания «Зубр» выпускает коронки по дереву с центрирующими сверлами из высокотехнологичной инструментальной стали. Центрирующее сверло обеспечивает повышенную жесткость в процессе работ с мягкой и твердой древесиной. Коронки устанавливаются на обычную бытовую дрель, пригодны для работы с древесиной, пластиком, фанерой, ДСП, МДФ, гипсокартоном.
DeWalt
Коронки используют для формирования пазов, отверстий при выполнении электромонтажа, прокладки коммуникационных магистралей. Биметаллические изделия долго не тупятся, даже при контакте с гвоздями, арматурой, выносливы.
Bosch
Коронки выносливы, не перегреваются, не деформируются в процессе пиления, выдерживают большое количество циклов сверления без повторной заточки.
В таблице представлены размеры, цены на коронки различного типа.
| Модель | Диаметр, мм | Глубина сверления, мм | Тип | Цена, руб |
| DeWaltDT8118 | 160 | 38 | Биметаллическая | 630 |
| Зубр «Эксперт» | 152 | 38 | Биметаллическая | 1031 |
| Энкор 19157 (набор) | 67, 73, 83 | 25 | Инструментальная сталь | 272 |
| Bosch (набор) | 25 – 63 | 18 | Инструментальная сталь | 623 |
Инструменты торговой марки Karnash
Сегодня не представляет особого труда выбрать и приобрести сверла корончатого типа для решения любой технологической задачи, так как они представлены на современном рынке большим разнообразием типов и торговых марок. Это могут быть сверла-коронки по дереву, а также более прочные и износостойкие инструменты по бетону, фрезы для выполнения отверстий в металлических изделиях и конструкциях.
Среди специалистов, часто работающих с корончатыми сверлами, популярна продукция, выпускаемая под торговой маркой Karnash. Распространенности данных корончатых сверл способствует не только их исключительно высокое качество, но также и то, что они выпускаются в широком ассортименте, среди которого можно выбрать инструмент для решения конкретной задачи.

Корончатые сверла Karnash
Так, среди продукции, выпускаемой под данной торговой маркой, можно выделить сверла корончатые следующих серий:
- Gold-Line, изготовленные из быстрорежущей стали HSS-XE, на поверхность которой нанесено износостойкое покрытие по технологии Gold-Tech;
- Hard-Line, режущая часть которых выполнена из твердосплавных карбидных пластин шведского производства (расширяющаяся спиральная канавка корончатых сверл данной серии упрощает отвод стружки из зоны обработки);
- Rail-Line, рабочая часть которых также оснащена твердосплавными пластинами с многоступенчатой заточкой режущих кромок (при помощи инструментов данной серии выполняется сверление железнодорожных рельсов);
- Blue-Line и Blue-Line Pro, используемые для сверления закаленных железнодорожных рельсов, изделий из чугуна, алюминия и нержавеющей стали.