Применение анодированного алюминия
Существует множество сфер использования для достижения абсолютно разных целей. Сейчас рассмотрим их:
- Основа для окраски. Защищенное покрытие способно удерживать слой краски продолжительное время. Для этого осуществляется соединение органического покрытия с хромовым анодным. Даже если слой краски повредится, его легко восстановить, а самому изделию не грозит коррозия и прочее. Данная технология эффективна при нанесении органических красок.
- Защита от коррозии. Эта защита способна справляться с воздействием даже соленой воды.
- В дизайне. Использование специальных красителей можно придавать алюминию абсолютно разные цвета. Благодаря этому изделиям можно придавать красивый внешний вид.
- Чистые руки. Нередко алюминий используется для создания перил, рукояток, поручней и прочее. Если он будет без анодного покрытия, то на руках могут оставаться следы. Чтобы это исключить все эти детали анодируют, что позволяет держать руки в чистоте. Для достижения таких результатов поры анодного покрытия наполняются.
- Отражение в проекторах. Технология сернокислого анодирования используется для защиты отражателей прожекторов. Это отражение будет сохраняться годами. А если необходимо почистить его поверхность, то для этого нет никаких проблем.
- В тепловых отражателях. Используется анодированный алюминий в нагревательных рефлекторах. Поверхность легка к любому очищения. Может использовать в помещениях с повышенной влажностью. Толщина покрытия составляет 1 микрон.
- Эффективная борьба с износом и трением. За счет более твердого покрытия значительно снижается износ. В этом случае анодное покрытие может достигать до 60 микрон.
- Электрический изолятор. В некоторых типах трансформаторов сегодня принято использовать алюминиевую ленту, в обязательном порядке анодированную. Такое покрытие прекрасно сопротивляется воздействию тепловой энергии.
Электролитическое окрашивание алюминия
Двухстадийное анодирование
Электролитическое окрашивание или «двухстадийное анодирование». Процесс заключается в погружении алюминиевого изделия с бесцветным сернокислым анодным покрытием, еще не наполненным, в кислотный раствор с одной или несколькими солями металлов, например, сульфатом олова.
Соли олова, никеля, кобальта и меди
Изделие подключают в электрическую цепь с постоянным или переменным током. В этих условиях на дне пор анодного покрытия происходит осаждение этих самых металлов. Цвет зависит от состава электролита. Большинство из применяемых металлов (олово, никель, кобальт и др.) дают цвета от светлой «бронзы» до черного, а медь – красный цвет. Цвет почти не зависит от толщины покрытия анодного покрытия и зависит в основном только от количества металла, осажденного в поры (рисунок 2).
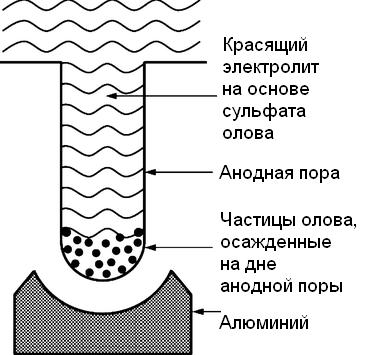
Рисунок 2 – Процесс осаждения олова в поры анодного покрытия
Электролит на основе сульфата олова
Олово при 0,2 г/м2 дает светлую «бронзу», а при 2 г/м2 – насыщенный черный цвет. Свойства электролитического покрытия аналогичны свойствам обычного сернокислого анодного покрытия. Типичный электролит на основе сульфата олова содержит 14-18 г/л сульфата олова, 15-20 г/л серной кислоты и органические и неорганические добавки. Для получения цветов от светлой «бронзы» до черного требуется время от 0,5 до 15 минут. Основное применение электролитических покрытий – алюминиевые профили и панели для фасадов зданий. Иногда для получения новых оттенков комбинируют адсорбционное и электролитическое окрашивание.
Анодирование алюминия в домашних условиях

Сущностью процесса анодирования является наращивание оксидного покрытия, которое на алюминии и его сплавах выполняет защитную функцию от воздействий среды. Другое название – анодное оксидирование. Кроме того, оксидирование применяют для повышения эстетичности внешнего вида изделий.
Устраняются поверхностные дефекты– небольшие царапины, мелкие сколы. Можно имитировать покрытие драгоценными металлами или повысить адгезивные свойства. Покрытие можно наносить не только на производстве, но и дома.
Анодирование алюминия в домашних условиях пользуется большой популярностью у домашних умельцев. В изделиях, подвергнутых анодному оксидированию, повышается стойкость защитного покрытия.
Анодирование алюминия
Холодная технология
Для проведения анодирования алюминия необходимы:
- источник питания 12 В (АКБ, стабилизатор);
- алюминиевые провода;
- реостат;
- амперметр;
- емкости для растворов.
Холодная технология отличается тем, что рост анодированного покрытия со стороны металла протекает с большей скоростью, чем его растворение с внешней стороны.
Вначале проводятся подготовительные работы, описанные выше. Затем детали необходимо закрепить. Не следует забывать, что под крепежным элементом пленка не образуется. А подвешенные заготовки при опускании в емкость не должны касаться стенок и дна.
К деталям от источника питания подключается анод, соответственно к емкости катод. Плотность тока подбирается в пределах 1,6-4 А/дм2. Рекомендуемые значения 2-2,2 А/дм2. При малых значениях процесс будет протекать медленнее, а при больших может возникнуть пробой цепи и покрытие начнет разрушаться.
Не рекомендуется, чтобы температура электролита поднималась выше 5°С. При анодировании электролит нагревается не равномерно. В центре он теплее, чем в углах емкости, поэтому необходимо постоянное перемешивание.
Продолжительность анодирования при холодном способе составляет около получаса для небольших элементов. Для крупных деталей продолжительность может составлять 60-90 минут. На окончание процесса указывает измененный цвет на поверхности алюминиевого изделия. После отсоединения проводов деталь промывается.
Закрепление результата
Качество анодирования алюминия зависит от завершающего этапа – закрепления покрытия. Для этого после нанесения покрытия и промывки детали помещают на четверть часа в раствор марганца. После выемки необходимо детали промыть под горячей и холодной водой для удаления из пор остатков раствора.
Перед окрашиванием необходимо закупорить микроскопические поры на пленке. Для чего изделия кипятят в дистиллированной воде в течение 30-40 минут.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Особенности и преимущества холодного анодирования
Холодное анодирование создает высокопрочную защитную пленку, способную выдерживать продолжительный контакт с внешней средой
При соблюдении технологии этот метод можно использовать даже в домашних условиях, важно лишь найти подходящий кислотный электролит. В некоторых случаях используется насыщенная смесь растворов соли и соды, они должны быть максимально однородными
По прочности покрытие значительно превосходит результат теплого анодирования, оно не требует обязательной дополнительной покраски. Такое покрытие не рассчитано на окрашивание еще и из-за низкой адгезии: к нему плохо пристает краска.


В качестве источника питания можно использовать аккумуляторную батарею с напряжением 12 В, для контроля процесса может понадобиться амперметр. Нежелательно допускать повышения температуры выше 5 градусов, это может негативно отразиться на результате. Чтобы температура электролита оставалась равномерной во всей емкости, его требуется периодически перемешивать.
Соблюдение технологий анодирования деталей создает ровное и прочное покрытие, способное выдерживать постоянный контакт с агрессивной внешней средой. Это сделало изделия из анодированного алюминия широко распространенными и востребованными. Они применятся повсеместно во многих промышленных отраслях, технология анодирования доказала высокую эффективность.
Для чего анодировать алюминий?
Данный металл при нахождении в естественной среде соединяется с кислородом, на поверхности образуется защитная пленка. Защитный слой не позволяет алюминию окисляться. Однако, эти природные оксиды очень тонкие и могут легко повреждаться. Данная проблема решается при помощи анодирования – это позволит улучшить устойчивость металла к неблагоприятным внешним факторам, а также придать более эффектный вид.
Покрытие это не является нанесением именно защитного слоя, как это бывает при покрытии стали хромом или цинком. Оксидная пленка в процессе создания анодированного покрытия формируется непосредственно из самого металла. Анодировать можно не только алюминий, но и другие металлы – титан, магний.
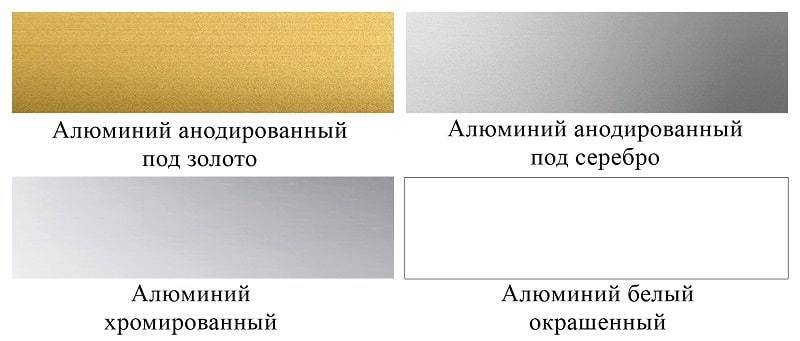
Нередко к анодированию прибегают, когда нужно повысить именно декоративные качества данного металла и придать определенный оттенок. Среди цветов популярны светлый или темный золотистый, цвет жемчуга, серебро с матовым блеском. Цвета покрытия можно менять, используют для этого обычные анилиновые красители, использующиеся для одежды.
В промышленных условиях технология анодирования проводится в 20%-ом растворе серной кислоты. Однако, анодирование алюминия в домашних условиях с применением кислоты может быть опасным, кроме того, это очень неудобно. Вы же не станете использовать именно этот метод?
На видео: как работает анодирование.
Статья по теме: Реставрируем ванну с помощью жидкого акрила: практические советы
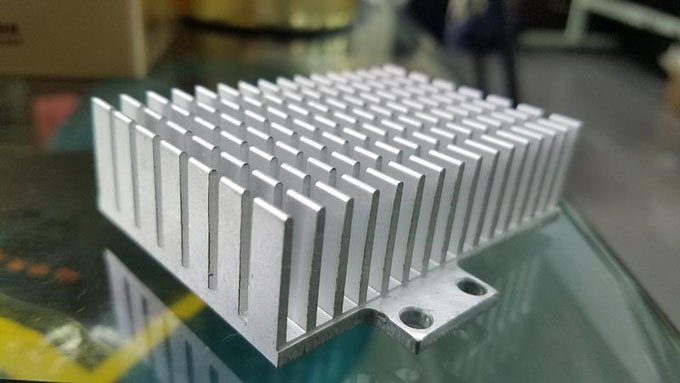
Применение анодированного алюминия
Устойчивость к повышенным нагрузкам и легкий вес делает анодированный алюминий отличной альтернативой тяжелым металлам при возведении металлоконструкций.
А благодаря устойчивости к агрессивным средам анодированный алюминий востребован в судостроении – профили судовых иллюминаторов изготавливают только из анодированного алюминия. Кроме этого, детали из алюминия, который был подвержен анодированию применяют в:
- светотехнике;
- дизайне и архитектуре;
- строительстве: остекленение фасадов, крыш и т.д.;
- производстве бытовых приборов, акустических систем;
- производстве мобильных устройств;
- мебельном производстве.
Незаменим анодированный алюминий для эксплуатации в агрессивных вредах.
Интересный факт: Библиотека Нью-Бодлеан, что в Оксфорде, была построена в 30-х годах прошлого столетия. Элементы здания из анодированного алюминия до сих пор находятся в отличном состоянии.
Заказать и купить анодированные алюминиевые листы Вы можете в нашей компании ЕМК. Мы реализуем алюминиевые листы из сплава EN AW-5005, алюминиевые трубы из сплава EN AW-6060, алюминиевые профили из сплава EN AW-6060 и гарантируем качество изделий. Вся продукция поставляется с соответствующей документацией.
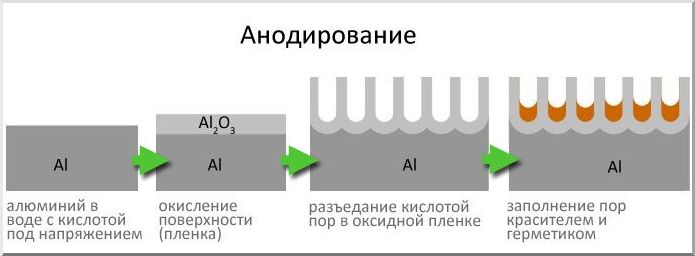
В чем заключается процесс анодирования алюминия?
Анодирование – специальная технология, которая обеспечивает защиту алюминия от внешнего воздействия, укрепляя защитную пленку на его поверхности и придавая ему декоративный вид. Следует знать, что анодирование может использоваться при подготовке материалов и для наружных, и для внутренних работ.
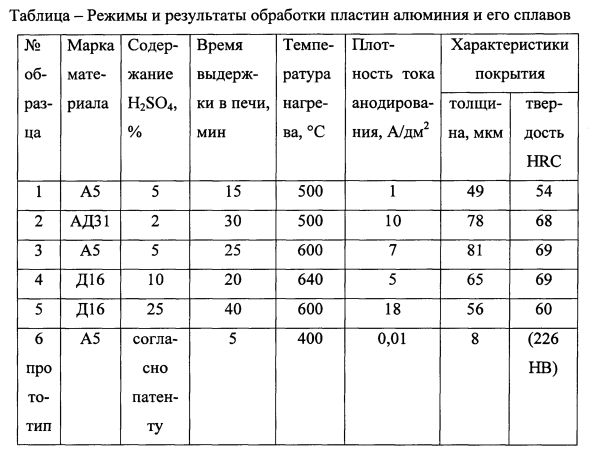
Процесс обработки заключается в том, что алюминий погружается в электролит и подвергается воздействию тока. После этой процедуры алюминий покрывается пленкой, толщина которой составляет от 5 до 25 микрон. Данная пленка может стать основой под покрытие алюминия лаком или краской.
Производственное анодирование алюминия
Анодирование используется на производстве. Данный процесс довольно трудоемкий и дорогостоящий, он состоит из нескольких этапов.
Вначале алюминиевый профиль очищается, затем шлифуется, чтобы удалить неровности и старую оксидную пленку, и в конце обезжиривается. После этого материал погружается в большую ванну со щелочным раствором для травления. За этим следует обработка кислотным раствором и промывка. Этап очистки алюминия является неотъемлемой составляющей процесса анодирования.
На втором этапе материал между двумя катодами погружается в специальные ванны, которые наполнены электролитом. Данное вещество (обычно серная или щавелевая кислота) играет роль анода. Затем включается электрический ток. Таким образом, методом электролиза, происходит образование слоя оксида.
Существуют специальные технологии, посредством которых можно декорировать алюминиевый профиль. К ним относится добавление сульфата олова или перманганата калия в раствор серы. При прохождении процесса электролиза красящие вещества оказываются внутри оксидной пленки, в ее порах.
Время пребывания алюминия в растворе влияет на интенсивность окрашивания. Вариации со временем и концентрацией раствора помогают достичь разных результатов окрашивания. Профиль может быть исполнен в различной цветовой гамме, а у заказчика появляется возможность получить нужный ему оттенок для того или иного стилистического решения.
Заключительным этапом процесса анодирования алюминия является закрепление, уплотнение материала. Это имеет большое значение для защиты профиля от внешнего воздействия. Во время данного этапа закрываются поры металла, что обеспечивает сохранение окраски и делает поверхность прочной, однородной.
Новые технологии позволяют внедрять в производство разнообразные материалы для отделки помещений или проведения наружных работ. Так, процесс анодирования позволяет окрасить алюминиевый профиль в различные цвета. Это значительно расширяет область его применения в строительстве. Следует знать, что профиль может быть матовым или глянцевым. Существует возможность придания разной фактуры.
Современные стили интерьера предполагают активное использование профиля не только для проведения внутренних работ, но также для наружного и декораторского применения. Это очень функциональный и простой в использовании материал. Посредством него можно сделать ниши для освещения, либо использовать профиль при создании каркасов для уровней потолка и прочего. Любые дизайнерские задумки можно воплотить в реальность.
Анодирование алюминия в домашних условиях
- емкости или ванночки, выполненные из металла алюминия, где будет проходить сам процесс;
- емкости из полимера либо стекла для подготовки растворов в количестве двух штук;
- провода для подводки тока из электротехнического алюминия;
- источник питания напряжением 12 В, можно применить автомобильный аккумулятор либо блок питания;
- мощный реостат проволочного типа;
- измерительный прибор амперметр.
Для процесса анодирования на производстве в качестве основы электролита используют кислоту серную. Это опасно, так как ее пары легко воспламеняются, а в течение операции оксидирования бурно выделяются газы.

Чтобы безопасно анодировать алюминий в домашних условиях, от серной кислоты стоит отказаться, заменив ее на специальный раствор из соли и соды.
Подготовка электролита
В качестве электролита для получения рабочего раствора используют специальную смесь взамен кислоте. Приготовление каждого из двух компонентов раствора содового и солевого происходит в отдельных посудинах с применением дистиллированной воды без посторонних включений и подогретой до теплого состояния. Пищевую соду растворяют с тем расчетом, чтобы ее объем относительно объема солевого раствора был больше в 9 раз.
- Отдельно каждый раствор подвергают скрупулезному перемешиванию с целью получения полной однородности без нерастворенных частиц.
- Оставляют смеси на некоторое время, чтобы опустился осадок, и сливают верхнюю часть через фильтр в другие чистые емкости.
- Перед тем как запустить процесс оксидирования, растворы смешивают в емкости из алюминия, где 1 часть будет солевого, 9 – содового растворов.
Подготовительный этап
Деталь, прежде чем подвергнуть химической обработке, следует правильно подготовить. На этом этапе:
- Поверхность изделия очищают от загрязнений.
- Шлифуют, удаляя окислы, значительные дефекты и неровности.
- Обезжиривают, избавляясь от веществ, препятствующих получению качественной пленки.
Температура электролита
Чем ниже температура, тем более плотной, крепкой и не такой рыхлой будет оболочка, но скорость образования последней меньше, нежели при использовании высоких температур.
Анодная плотность
Правильное анодирование металлов алюминия и их сплавов предполагает выдержку определенной плотности тока. Это показатель силы тока, отнесенный ко всей поверхности, которая будет подвержена покрытию оксидом. Этот параметр напрямую определяет, с какой скоростью будет образовываться слой. Также учитываются плотность электролита и его температура.
Общие правила предписывают использовать плотность в пределах 2,5–1 А/дм², если целью является получение покрытия декоративно-защитного характера – толщина 20–6 микрон; использовать плотность в пределах 4–2 А/дм², если нужен электроизоляционный слой или очень твердое покрытие – толщина 75–40 микрон.
Контакт детали с подвеской
Следует избегать большой площади контакта детали с подвеской: в этом месте пленка не будет образовываться во время оксидирования.
Закрепление
Окончательный этап после оксидирования – это закрепление. Суть процесса состоит в том, чтобы закрыть поры, образовавшиеся в поверхностном слое. Достигается это очень легко: деталь просто пропаривают или подвергают кипячению в дистиллированной воде. Длительность процесса составляет около 30 минут.
Способы анодирования алюминия
Теплое анодирование
Эта технология считается сравнительно простой. Ее можно повторить своими руками. Процесс проводится при комнатной температуре. С помощью простых манипуляций можно получить красивое цветное покрытие при помощи органических красителей. Если приложить определенные усилия, то можно получить несколько цветов на одной и той же детали.
Технология имеет преимущества, но присутствуют и недостатки. Так, анодированный алюминий, обработанный таким образом, не имеет действительно высокой защиты от коррозии. В морской воде, а также в местах контакта с агрессивными металлами возникает коррозия. Обработка металла таким способом также не дает мощной механической защиты – поверхность легко царапается обыкновенной иголкой. Если технология нарушена, то покрытие и вовсе стирается рукой.
Теплое анодирование проводится очень просто. Первым делом обезжиривают детали и закрепляют их в подвесе. Выполняют анодирование до молочного оттенка, промывают деталь холодной водой. Окрашивают в горячем растворе красителя и закрепляют окрашенную поверхность в течение часа.
Холодная технология
Этот способ выполняется при низких температурах – от -10° до +10°. Метод изобрели по нескольким причинам: высокое качество, прочность, твердость анодного слоя, а также низкая скорость растворения поверхности и большая толщина слоя. Обычно в домашних условиях анодирование алюминиевых сплавов проводят именно таким образом.
Слой со стороны металла растет, а с внешней стороны – растворяется. Скорость равна тому же показателю при теплом анодировании. Однако, холодная технология может продемонстрировать низкие скорости растворения внешней пленки. Из-за этого и формируется толстый слой. При теплом методе внешний слой растворяется так же быстро, как растет внутренний – получить твердую пленку значительно сложней.
Единственный минус процедуры – невозможность использования органических красителей. Окраска – это естественный процесс, а цвет зависит от состава материала, который обрабатывается. Оттенки в процессе меняются – от зеленого до темного, нередко такая технология дает черный цвет.
Статья по теме: Особенности термообработки сварных соединений и методы ее проведения
Вначале деталь обезжиривают и закрепляют в специальном подвесе. Затем металл анодируют до получения плотного слоя. Далее – промывают в горячей или холодной воде. В конце закрепляют слой с помощью проварки в дистиллированной воде.
Технология твердого анодирования
Твердое анодирование алюминия также позволяет получить твердую и прочную пленку. Технология эта широко применяется в промышленности. Особенность этого способа в том, что в процессе задействован не один, а несколько электролитов. Так, используется не только серная кислота, но и борная, винная, уксусная или щавелевая. Плотность тока медленно растет и за счет изменения структуры на поверхности растет пленка повышенной прочности.
Анодирование в хромовой кислоте
Хромовая кислота используется, если требуется провести анодирование ответственных алюминиевых деталей и узлов с тонкими стенками или с высокой точностью обработки. Растворение алюминия в хромовой кислоте ниже, чем в серной, снижение усталостной прочности металла ниже – пленка получается тонкой, непрозрачного серого цвета. Максимальная толщина окисной пленки достигает 10 мк., стандартная толщина от 2,5 до 5 мк.
Концентрация хромового ангидрида CrO3 принимается в пределах от 2 до 15% (по массе). Температуру режима в большинстве случаев задают в пределах 25-400С, активное перемешивание раствора электролита не требуется. При анодировании в 10% растворе хромовой кислоты температуру процесса поднимают до 540С при напряжении 30 вольт для обеспечения плотности тока равной 1,2 а/дм2. Для сплавов, содержащих в своем составе медь или цинк напряжение задается в пределах 15-20 вольт при той же плотности тока. При анодировании в электролите низкой концентрации 3-5% (по массе) применяется специальный режим подачи напряжения и процесс проходит циклами. Данный режим используется для обнаружения дефектов поверхности изделия или при формировании подслоя под покраску.
Анодирование до изменения цвета
Весь процесс анодирования в домашних условиях можно подразделить на несколько этапов. Но прежде хотелось бы остановиться на процессе промышленного холодного анодирования, который протекает с использованием раствора серной кислоты. В результате данного процесса происходит активное газовыделение, причем летучие газы обладают взрывоопасностью. Именно поэтому не рекомендуют в домашних условиях проводить подобный процесс.
Технология домашнего анодирования более безопасная. Поговорим об основных ее этапах подробнее.

- Готовим необходимые растворы Для твердого анодирования готовится два вида раствора в разных емкостях: один солевой, второй – содовый, основой для которых служит питьевая дистиллированная вода средней температуры (40-50 градусов). Содового раствора нужно будет в девять раз больше, чем солевого, а потому емкость под него выбирается соответствующая.
В теплую воду при постоянном помешивании добавляется соль (в другую сода). Готовятся насыщенные растворы, т.е. соль и сода добавляются до тех пор, пока не начнет выпадать осадок. После этого растворы необходимо процедить несколько раз. Помните, что от качества растворов (их прозрачности и чистоты) зависит качество анодирования.Перед самим процессом твердого анодирования растворы смешиваются в соотношении 1 часть солевого и 9 частей содового.
- Готовим к анодированию заготовку.
Ну здесь все просто. Необходимо заготовку тщательно отшлифовать и обезжирить.
- Анодируем.
Итак, приступаем к анодированию. Детали необходимо разместить в ванночке так, чтобы они были полностью погружены в раствор, а также не касались дна или стенок ванночки.Затем подается электрический ток: на ванночку «минус», на заготовку «плюс». Под воздействием напряжения в ванночке заготовки находятся до тех пор, пока не изменят свой цвет. Затем ток отключается, заготовки вынимаются и тщательно промываются в проточной воде. После деталь помещают в раствор марганца, где происходит окончательное удаление следов соляно-содового раствора с поверхности детали. Затем снова промываем.Вы не видите пятен и разводов на заготовке? Значит все прошло успешно.
- Закрепляем поверхностный слой. В результате анодирования образовалась пленка с большим количеством пор, которые нужно закрыть. Осуществляется это путем обычного кипячения в дист.воде в течение получаса.
- Лакируем или окрашиваем. Для этого анодированную заготовку помещаем в емкость с лаком или краской анилиновой (10%). Все, деталь готова.
Как видите, процесс анодирования в домашних условиях несложен и доступен каждому.
Устройства, оборудование, реактивы
В промышленных масштабах анодирование делается в растворах серной кислоты разной концентрации. Они обеспечивают как большую скорость процесса, так и заданную глубину оксидной плёнки. Применение автоматики позволило полностью автоматизировать этот достаточно вредный для здоровья процесс.
Оборудование для анодирования бывает трех типов:
- Базовое, или основное. Тут всё просто: ванна с электролитом из инертного, не вступающего в реакцию, материала, притом обладающего свойствами теплоизолятора для предотвращения перегрева электролита. И катод, материал которого находится в прямой зависимости от того материала, который нужно анодировать.
- Обслуживающее оборудование. К нему относятся агрегаты, обеспечивающие работоспособность установки для оксидирования. Это узлы подачи напряжения, предохранительные и приводные механизмы.
- Вспомогательное. Это оборудование для работ по обработке и подготовке изделий к анодированию. В него входят и средства доставки деталей к ваннам. И средства упаковки и перемещения к местам, где готовые изделия складируются.
Самыми трудными, экологически опасными операциями при обработке металлов анодированием являются процессы загрузки и выгрузки деталей в ванны
Поэтому на качество работы приводных механизмов для этого всегда обращается особое внимание
Исторически сложилось так, что все производственные процессы связаны с потреблением переменного тока – который совершенно не годится для процессов анодирования. Для того, чтобы ток был постоянным (то есть текущий в проводниках только в одном направлении, применяют выпрямители с достаточным запасом мощности. Оптимальная мощность для промышленных выпрямителей, связанных с процессами оксидирования – 2,5 киловатта. А для обеспечения получения анодированной плёнки разных цветов и оттенков для таких выпрямителей монтируют бесступенчатую систему подачи мощности.