Как сделать трубогиб самостоятельно
В некоторых случаях можно обойтись без приобретения ручного профилегиба. Данное устройство можно смастерить самостоятельно. Оно подойдет для обработки трубных изделий малых диаметров, например, для каркаса беседок или теплиц.
бетонного блокастальных штыков
Для трубных конструкций диаметром свыше 2,5 см необходимо создать профилегиб с применением роликов. Их закрепляют на основании бетона. Величина радиуса боковых граней роликов должна быть равна радиусу изгибаемой трубы. Профтруба, размещенная между колесиками, закрепляется на одном конце. Другим концом ее прикрепляют к лебедке, которая приводится в действие и придает трубе необходимый изгиб.
При создании самодельных трубогибов для профильной трубы необходимо учитывать следующие параметры:
- Расстояние от трубы до ведущего колеса профилегиба зависит от размеров трубы: для изделия с радиусом в 2,5 см необходим зазор в 6 мм, для более крупных трубных конструкций эта цифра варьируется от 6 до 12 мм.
- Слишком малое расстояние между колесом и трубой приведет к тому, что нужно будет приложить намного больше физических усилий для сгиба трубной конструкции.
- Слишком большой зазор повлечет за собой неравномерность изгиба и нарушение целостности конструкции.
Защита от овализации
Основные способы холодной гибки оцинкованной трубы предусматривают меры, позволяющие загнуть заготовку, максимально сохранив форму её поперечного сечения. Обычно для этого используется одни из двух способов: Изгиб алюминиевой трубы своими руками
- Использование мер, позволяющих сохранить форму сечения изнутри (применение внутреннего ограничителя).
- Использование наружного ограничителя для предотвращения расширения боковых стенок.
Жёсткие материалы в качестве наполнителя лучше сохраняют форму, поэтому они чаще используются. Но благодаря применению упругих наполнителей происходит меньшее растяжение наружной поверхности изгиба.
Способы гибки труб большого и малого диаметров
Технологии гибки зависят от пластичности конструкционного материала трубы, толщины ее стенок и габаритов арматуры (внешнего и внутреннего диаметра). Причем все эти параметры определяют и максимальный радиус изгиба, и тип технологического процесса гибки. Поэтому далее по тексту мы рассмотрим процессы гибки труб из разных конструкционных материалов.
Гибка труб из цветных металлов
Например, гибка труб из меди алюминия и прочих цветных металлов с высокой ковкостью осуществляется вручную, холодным способом. Ведь и медь, и алюминий отличаются высокой теплопроводностью, а высокая ковкость этих металлов позволяет «согнуть» трубы без разогрева.
Гибка труб из цветных металлов
И в большинстве случаев процесс гибки медных и алюминиевых осуществляется следующим образом:
- Внутреннее пространство заполняется водой или песком.
- Торцы трубы закрываются пробками.
- Тело трубы гнется с помощью «калибра» — дуги с нужным радиусом, или частокола штырей, в котором можно зафиксировать один торец трубы.
В итоге, можно утверждать, что большинство медных и алюминиевых труб гнут, по сути, кустарными методами. Ну а в промышленном производстве используют высокотехнологичный процесс гидроформирования профиля и тела труб.
Гибка труб из стали
Гибка труб из «нержавейки» или конструкционной стали осуществляется, как холодным, так и горячим способом.
Гибка труб из стали
Причем горячая гибка реализуется с помощью тех же методик, что и деформация арматуры из цветных металлов. Только водой или песком стальную трубу заполнять уже не нужно. Тело стальной арматуры просто прогревают в месте сгиба, до красно-оранжевого цвета, после чего трубу можно согнуть руками. Правда, такую трубу уже нельзя использовать в трубопроводах высокого давления. Ведь после нагрева изменится и структура и прочностные характеристики железоуглеродистых сплавов.
Более продвинутый способ – это механическая гибка, которую реализуют с помощью вальцовых станков. Труба деформируется под давлением верхнего вальца, а нижняя пара транспортирует сквозь зону деформации весь мерный отрезок трубы. С помощью этой технологии можно согнуть трубу даже в кольцо. Причем, механическая гибка практически не влияет на прочностные характеристики труб. Поэтому данный способ практикуют при сборке, и трубопроводов, и металлоконструкций.
Стальные трубы большого диаметра гнут холодным способом, прорезая в теле трубы деформационные канавки (с внешней и внутренней стороны радиуса изгиба). Причем, после деформирования арматуры эти канавки придется заварить. Прочностные характеристики деформируемой трубы, в данном случае, зависят от качества сварочного шва.
Гибка труб из металлопластика и конструкционных полимеров
Гибка труб из металлопластика
В данном случае используются только холодные методы гибки. Ведь полимерные трубы и арматура из металлопластика плавится при температуре выше 175 градусов Цельсия. А естественная пластичность присуща всем полимерам.
Причем для гибки полимерных труб нужно меньшее деформирующее усилие. Например, трубы малого диаметра можно согнуть руками, а калибр или лекало, определяющие радиус изгиба, используются лишь как инструмент контроля результатов процесса.
И даже гибка металлопластиковых колонн большого диаметра осуществляется, по сути, в ручном режиме. Только в этом случае во внутреннюю часть трубопровода нужно засыпать прогретый до 100-120 градусов Цельсия песок, который изменит пластичность тела арматуры. Ведь полимеры начинают «размягчаться» уже при 40-60 градусах Цельсия, а стойкий к высоким температурам металлопластик – при 120-140 градусах.
То есть, с гибкой полимерных и композитных труб нет никаких проблем. Любую арматуру из конструкционных полимеров можно согнуть руками.
Как выпрямить трубу стальную

» Разное » Как выпрямить трубу стальную
Иногда, например, при проведении или модернизации водопровода в сельской местности, возникает необходимость в выпрямлении стальных труб. Вот несколько наиболее распространенных методов осуществления этой процедуры.
1. С помощью мела обозначаем на поверхности трубы тот участок, который собираемся выпрямлять. Находим подходящую горизонтальную металлическую плоскость, в идеале – рихтовочную плиту. Затем помещаем на нее трубу изгибом кверху.
Ручным ударным инструментом (молотком либо кувалдой) через деревянную прокладку наносим удары по ранее отмеченному выпуклому участку трубы до его выравнивания. Следует дозировать силу ударов, чтобы случайно не деформировать изделие.
Этот метод трудноосуществим в одиночку, так как труба круглого сечения будет проворачиваться под ударами, так что кому-то нужно фиксировать ее положение. Подкладывание под трубу мягкого материала (например, древесины) позволяет быстрее достичь цели за счет снижения пружинистости.
2. Плотно закрываем один конец трубы заглушкой, полностью заполняем трубу песком и заглушаем со второго конца. Такая подготовка необходима для предотвращения деформации по диаметру. Далее трубу помещаем под пресс таким образом, чтобы изгиб был сверху. Потом газовой горелкой (паяльной лампой) нагреваем место изгиба до ярко-красного цвета, перемещаем трубу на пару сантиметров дальше под пресс и снова нагреваем. Повторяем последовательность действий до полного выпрямления изделия.
3. Для этого способа необходимо подобрать такой отрезок другой трубы, в который относительно свободно помещается подлежащая выпрямлению труба стальная профильная. Лучше всего, если это будет отрезок цельнокатаной трубы с толстыми стенками. Крепко зажимаем его слесарными тисками, заранее зачистив внутреннюю поверхность от заусенцев.
Ту трубу, которую необходимо сделать прямой, наполняем песком таким же образом, как и в предыдущем методе.
Затем вставляем трубу меньшего диаметра в большую, помещаем ее согнутым местом поближе к краю отрезка, нагреваем с помощью паяльной лампы либо газовой горелки и постепенно, плавно отжимаем в обратную от изгиба сторону, придавая необходимую форму.
Обратите внимание!
Во всех трех вариантах выпрямления следует соблюдать разумные меры предосторожности, в частности – производить работы в защитных перчатках и дожидаться полного остывания мест нагрева. Это позволит не только избежать травм, но и предупредить случайную деформацию металла, еще не вернувшегося в обычное, твердое, состояние
nkregion.kz
Как выпрямить стальную трубу?
Для выпрямления стальной, например, котельной трубы потребуется газовая горелка и, соответственно, пара перчаток, которые не позволят мастеру обжечь руки во время выполнения работ.
Последовательность действий:
- зажать трубу тисками с обеих сторон от того угла, который необходимо выпрямить;
- нагревать трубу в согнутом месте до тех пор, пока она не приобретет характерный ярко-розовый цвет;
- медленно, без резких движений, разогнуть трубу, придав ей необходимую форму.
После проведения работ по выпрямлению стальной трубы требуется некоторое время для того, чтобы материал остыл полностью; только после этого изделие можно использовать, в противном случае есть риск погнуть еще не вернувшийся в твердое состояние металл.
Другие статьи:
Как производят металлопрокат?Как определить оцинкованную трубу?Как отличить бесшовную трубу от сварной?Какую температуру выдерживает оцинкованный лист?
Подробную информацию можно уточнить у менеджера по телефону или оставить заявку через сайт
Ежедневно с 09:00 до 20:00
+7(343)385-86-49
Оставить заявку
chermetprokat.ru
Промышленные способы гибки
В промышленных условиях, чтобы согнуть трубы, изготовленные из нержавейки, применяют различные способы: с помощью трубогиба, методом наматывания, способом обкатки, вальцовка, волочение и растяжение на опорах. Применение того или иного способа зависит от серийности производства, а также от вида и размера получаемого гнутого конечного продукта.





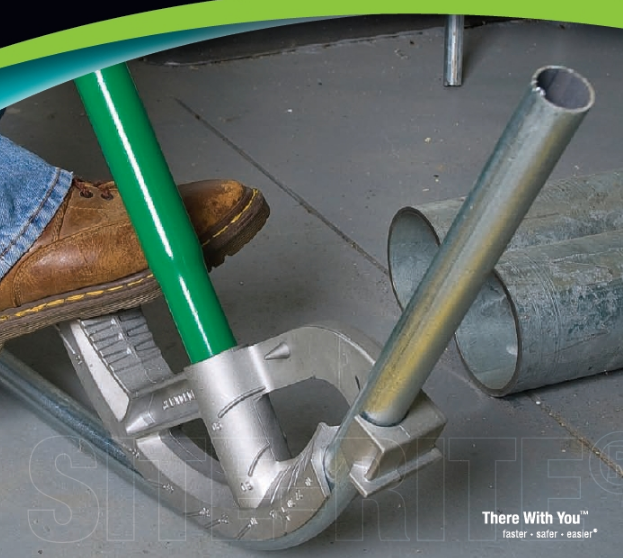




Гибка трубогибом
При небольших объемах производства или при монтаже трубопроводных систем для отопления на строительных площадках применяют ручной трубогиб. Трубогиб имеет небольшой вес и его легко можно доставить к месту работ. В них предусмотрена быстрая смена роликов разного диаметра и максимальный угол сгиба составляет 180 градусов. Винтовой шток трубогиба приводит в действие сгибающий ролик, который сгибает трубу диаметром до 18 мм.
В тех местах, где имеются электрические сети применяется переносной электрический трубогиб для нержавеющей стали. В комплектность поставки входит большой набор различных приспособления для гибки различных размеров материалов и радиусов изгиба. Регулировка скорости сгиба, наличие заднего хода и автоматического режима, а также небольшой вес дает весомое преимущество этого устройства перед другими трубогибами.
Электрический трубогиб
При отсутствии электрических сетей для работы устройства можно подключить аккумулятор.
Гибка методом наматывания
Методом наматывания гибка труб производится на специальных трубогибочных станках. Такой способ применяют, в основном, для тех отраслей промышленности, где надо получить профильную трубу высокого качества с небольшим радиусом сгиба и полной неизменяемостью геометрии стенок. Это авиационная и космическая отрасль, машиностроение и производство мебели.
Процесс гибки происходит следующим образом: трубопровод надевается на специальное устройство, называемое дорном, и с помощью зажима прикрепляется к гибочному ролику. Гибочный ролик с зажимом поворачивается и протягивает трубу, которая наматывается на ролик до заданного угла сгиба. Находящийся внутри изделия дорн сохраняет форму изделия, не позволяя менять ее сечение.
Трубогибочный станок для гибки методом наматывания
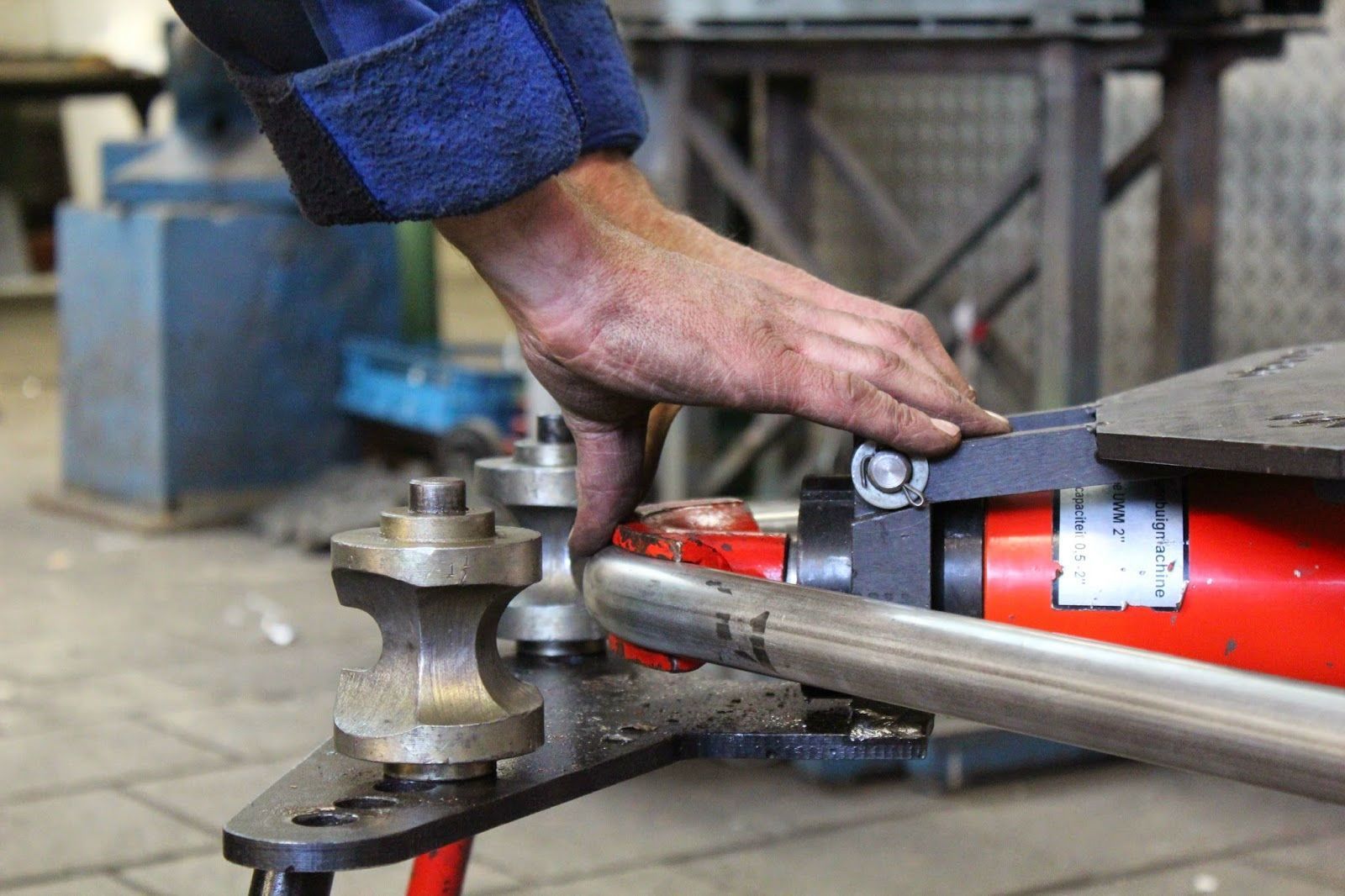
Гибка с помощью обкатки
Для строительной промышленности, а также для изготовления мелких и штучных партий, применяются трубогибы, которые производят гибку способом обкатки. При выполнении работы изделие прижимается к ручью неподвижного ролика и надежно фиксируется. Обкаточным роликом производятся круговые движения, сгибая трубу из стали до требуемого размера. При этом размеры ручья роликов должны соответствовать диаметру сгибаемой трубы.
Этот способ применяют при гибке труб с большой толщиной стенок, с радиусом сгиба не менее 3,5 D. Изменение сечения в месте сгиба может достигать значения 10…12 %. Гибку обкаткой применяют тогда, когда овальность не имеет значения при использовании изделий. Трубогибочные станки для таких работ имеют простое устройство и недорогую стоимость.
Вальцовка
Вальцовые трубогибы предназначены для сгибания изделий в кольцо, дуги и даже можно заготовку изогнуть в спираль, причем вы можете задать шаг витка спирали. Процесс сгибания в кольцо состоит из двух этапов:
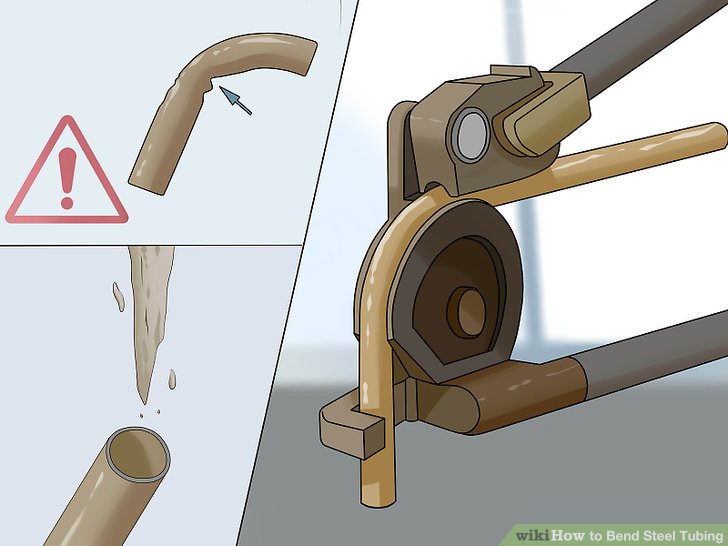
Негативные последствия гибки
К недостаткам при обработке трубы из нержавеющей стали относятся:
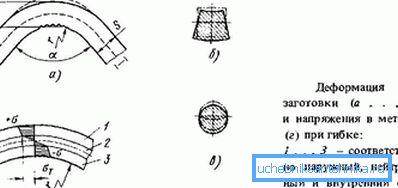
- Изменение параметров внешних и внутренних стенок радиуса. В результате образования напряженности в металле, внешние стенки подвергаются истончению, а внутренние сжатию.
- Значительное ослабление происходит при овализации заготовки. Такое явление может отрицательно сказываться при монтаже трубопровода для перемещения пульсирующей жидкости или газа.
- Проявление складок на внутренней стороне наблюдается в результате увеличения толщины профиля. При таком дефекте внутренний поток вещества столкнется с повышенным сопротивлением связанное с уменьшением диаметра трубы. Складки способствуют появлению коррозии, прочность конструкции снизится.
При выполнении обработки трубного профиля применяют некоторые методы защиты от повреждений:
- внутренний ограничитель сохраняет целостность заготовки;
- внешние упоры способны сохранит внешние поверхности профиля.
Способы гибки в домашних условиях
При производстве гибочных работ в домашних условиях применяют два способа: с помощью ручного трубогиба или без его использования.
Устройство устанавливают в тисках, подбирают по размеру ролики и вводят трубу между роликами, чтобы он концом упиралась в упор. Далее рукояткой поворачивают подвижный ролик на угол сгиба, еще раз проверяют размеры и снимают готовое изделие.
Ручной трубогиб
Без трубогиба трубу можно согнуть с использованием пружины из проволоки сечением не больше 4 мм. Пружину закрепляют на конце, а заготовку вставляют в упор для фиксации, или можно зажать в тисках, но чтобы не деформировать конец. Затем другой конец сгибают по заранее подготовленному шаблону. После окончания гибки пружину вынимают из профиля изделия.
Выбор способа гибки зависит от многих условий, это и серийность производства, качество, и форма конечного продукта, места производства работ, и стоимость оборудования. Но при гибке изделии могут возникать различные дефекты, утончение стенок, овальность и образование складок. Поэтому все эти факторы надо учитывать перед началом работ.
Как мы работаем
Мощная техническая платформа, высокая квалификация специалистов и ответственный подход к работе позволяет нашей компании решать практически любые проектные задачи. Сложная гибка по образцу или чертежу осуществляется нами максимально точно и без погрешностей. Мы работаем с трубопроводами промышленного и хозяйственного назначения, магистралями, к которым предъявляются повышенные требования, готовим секции для размещения в труднодоступных местах.
- формирование секций длиной до 3 м;
- создание форм любой сложности (обвод, скоба, «калач», «утка»);
- обработка труб диаметром от 4 до 50 мм и различных металлосплавов, включая нержавеющую сталь толщиной от 0,5–1,5 мм;
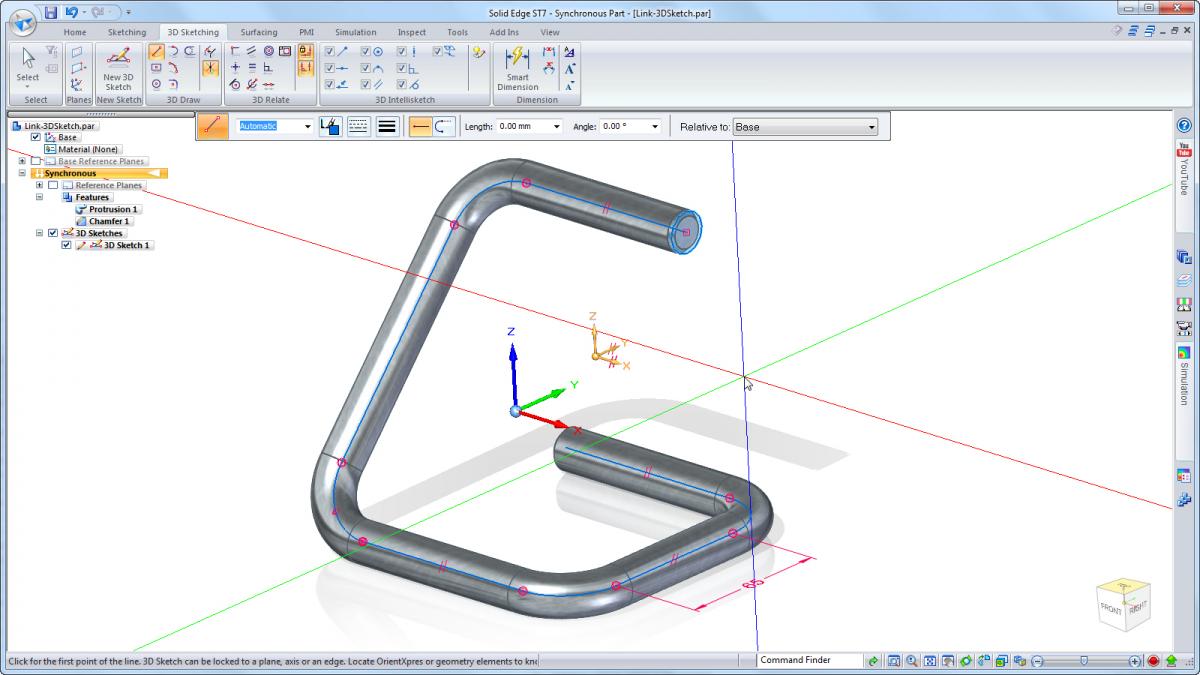
- высокоточное формирование через задание параметров угла и поворота с использованием программ ЧПУ;
- пространственная 3D-гибка.
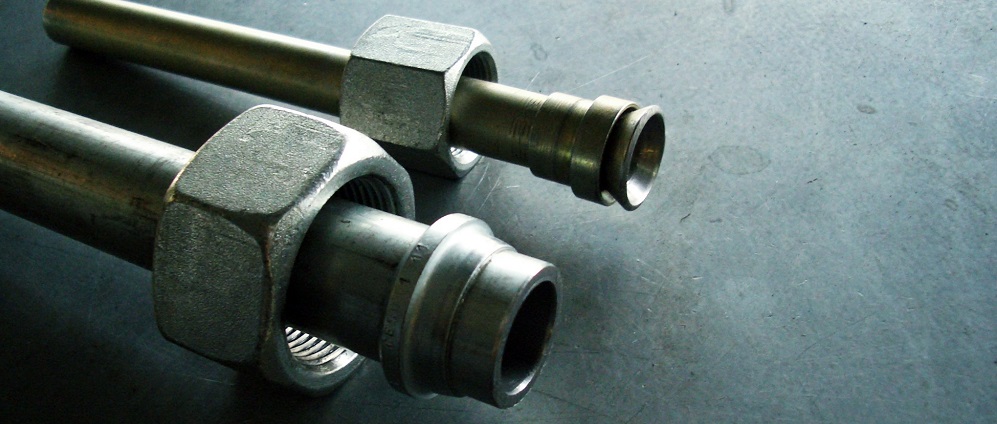
При необходимости трубогибочные работы можно дополнить развальцовочными операциями. В результате вы получите готовую секцию нужной формы с формованной кромкой для немедленной установки по месту.
Наш опыт, профессиональное оборудование и репутация проверенного исполнителя – ваши высшие гарантии. Мы проведем срочную дорновую/пространственную гибку нержавеющих труб, поможем с проектированием маршрута, сделаем работы точно в срок и без повреждения материала.
Похожие материалы:
Методы гибки труб без заводских приспособлений
В бытовых условиях нередко возникает необходимость в изгибании трубных заготовок при проведении строительных работ или монтаже газовых трубопроводов. При этом экономически нецелесообразно тратить финансовые средства на приобретение заводских трубогибов для разовых операций, многие применяют для этих целей простые самодельные приспособления.
Стальные трубы
Сталь относится к довольно жестким и прочным материалам, с большим трудом поддающимся деформации, основным методом изменения ее конфигурации является сгиб в нагретом состоянии с наполнителем при одновременном физическом воздействии. Для труб из тонкостенной нержавейки для получения длинного участка с небольшим радиусом изгиба применяют следующую технологию:
- Устанавливают заготовку вертикально, закрывают ее с одного конца пробкой и внутрь засыпают очень мелкий сухой песок, после полного заполнения вставляют пробку с другой стороны.
- Находят трубу или низкий вертикальный столб нужного диаметра и жестко закрепляют трубный конец на его поверхности.
- Оборачивают деталь вокруг трубной оси, поворачивая шаблон или обходя его вокруг.
- После навивки освобождают конец и извлекают изогнутую деталь из шаблона, снимают пробки и высыпают песок.
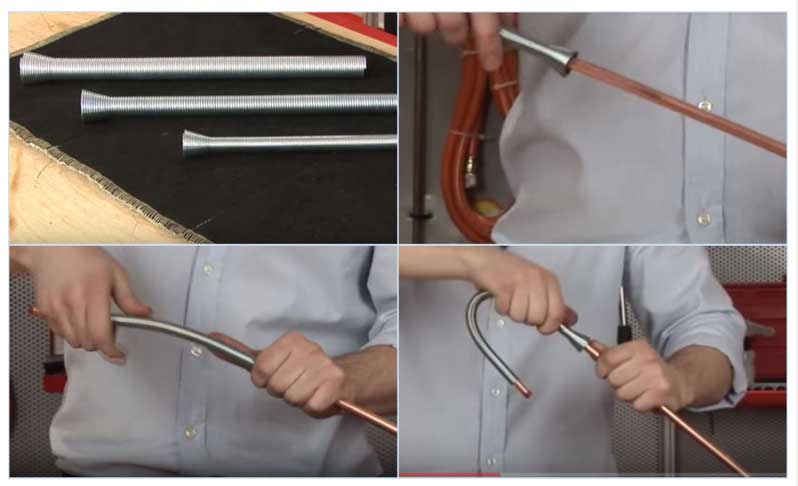
Рис. 11 Как получают нужный радиус изгиба медной трубы
Медные трубы
Медь относится к более мягким материалам, чем сталь, ее также удобно гнуть при нагревании или с помощью засыпанного внутрь песка. Можно также использовать для изгибания бытовой заменитель дорна – стальную пружину с плотными толстыми витками и сечением чуть меньше обрабатываемой детали. При проведении работ элемент вставляется внутрь и находится в точке, где производится деформация, а после проведения необходимых операций легко извлекается наружу. Но намного проще изгибать медные трубы специальным пружинным трубогибом (данные изделия можно приобрести в торговой сети), которые эффективны на коротких трассах и работают за счет равномерного распределения прилагаемого усилия на поверхность. Пружинное устройство работает следующим образом:
- Пружина одевается поверх трубы в нужное место, после чего ее вручную изгибают вместе с трубой.
- При дальнейшем изгибании пружину перемещают и производят загиб в другой точке.
- По завершении операции пружинный сегмент легко извлекается наружу без применения подсобных средств.
Другой популярный материал – алюминий, проще изгибать с нагреванием горелкой.

Рис. 12 Как гнут трубы без станка из алюминия
Металлопластиковые трубы
Да изгибания металлопластиковых труб в бытовом хозяйстве используется внутренняя или наружная пружина (кондуктор). Технология проведения работ аналогична операциям с медной трубой, при сгибке следует соблюдать допустимые ограничения по радиусу во избежание повреждения изделия.
Пластиковые трубы
Основным элементом для изменения конфигурации пластиковых труб является строительный или бытовой фен, для облегчения работ можно использовать песок. Изделия сложной формы гнут следующим образом:
- На деревянную плиту с помощью шуруповерта вкручивают саморезы по нужной конфигурации заготовки.
- Вставляют трубный конец между двумя шурупами и производят нагрев стенки трубы феном, обеспечивая направление изделия с поворотами и гибкой по заданному маршруту.
- По окончании работ выкручивают саморезы и извлекают заготовку.

Рис. 13 Способы гибки труб из металлопластика наружным и внутренним кондуктором
Можно воспользоваться еще одной простой технологией:
- Насыпают в пластиковую трубу песок и плотно закрывают ее концы.
- Помещают изделие на некоторое время в кипящую воду и затем извлекают на поверхность.
- Придают заготовке нужную форму, фиксируя ее в нужном положении и дожидаясь охлаждения.

Рис. 14 Как сгибают пластиковые элементы
Существующие промышленные и бытовые методы получения необходимого радиуса изгиба позволяет проводить данные операции с любыми материалами различных диаметров. Для проведения работ применяют специальные приспособления ручного или электромеханического принципа действия, в которых часто используются гидравлические узлы. В бытовом хозяйстве эффективными методами гибки является применение специальных пружин и нагрев изделий газовыми горелками или бытовым феном (при изгибании пластика).








Изгиб как негативный фактор

Сгибание трубы есть негативным причиной для эксплуатационных черт. Имеют место различные недостатки, зависящие от материала, угла изгиба, устройства и способа изгиба, внутреннего диаметра и толщины материала. К отрицательным последствиям возможно отнести:
- изменение радиуса изгиба на протяжении эксплуатации под действием температурного расширения либо сужения и механического действия, благодаря чего отмечается пружинящий эффект;
- уменьшение толщины наружной стены в месте изгиба;
- появление резких изломов либо складок в виде гармошки на внутренней стенке изгиба;
- овализация ? изменение формы трубы и появление просвета овальной формы;
- повышение действия коррозии на внутренней и внешней стенке изгиба.
При проходе вещества по внутренней полости трубы особенное давление приходится на внешнюю стенку, исходя из этого при монтаже в местах с протеканием жидкостей на больших давлениях рекомендуется применение колено, утолщения либо трубу с более толстыми стенками. Появившаяся овализация кроме этого очень плохо воздействует на трубы при стремительном движении потока жидкости. В аналогичных местах происходит сужение по одной оси и расширение по другой, что, со своей стороны, кроме этого увеличивает давление на внешнюю стенку изгиба. Еще необходимо учитывать овализацию при прокладке труб в узких местах, поскольку ее ширина в месте изгиба возрастает.
Не допустить овализацию и сохранить круглую форму при холодной гибке возможно двумя методами. Первый, поддерживать стены изнутри, применяя внутренний ограничитель. Второй, поддерживать стены как изнутри, так и снаружи, используя внутренний и внешний ограничитель. Внутренним ограничителем может служить шепетильно утрамбованный в трубу песок, резина, вода, смолы либо легкоплавкие материалы. Основное, это надежно закрыть отверстия трубы, дабы при повышении давления на протяжении изгиба наполнитель не выпадал наружу. По возможности рекомендуется хорошо заваривать отверстия труб.
При применении второго метода целостные показатели мало выше, но для этого нужны особые механические элементы либо резервуары, каковые в большинстве случаев употребляются при промышленном изготовлении труб. В случае если использовать более твёрдое и жёсткое внутреннее наполнение, сохранится более круглая форма просвета, исходя из этого их применяют чаще. Но при применении упругих наполнителей, наружная сторона в меньшей степени поддается растяжению.
Применение горячего метода
Для подогрева металла пригодна паяльная лампа, строительный фен, включенный на максимальной температуре нагрева, или газовая горелка. В качестве наполнителя используют песок. Он не допускает разрыв стенок во время сгибания, появления вмятин и выпучивания металла. Чтобы наполнитель не высыпался, рекомендуется на торцах установить временные заглушки
Важно! Необходимо следить за температурой накала, перегрев чреват плавлением металла. Метод уместен для труб с сечением свыше 10 см
Рассмотрим, как согнуть трубу в домашних условиях без трубогиба из алюминия. К нагретой поверхности подносят лист бумаги. Если он воспламенился, подогрев следует прекратить. Индикатором достаточного нагрева на стальных конструкциях является покраснение до состояния окалины. Следует помнить, что металл прогревается по всей длине, поэтому работу необходимо выполнять в резиновых перчатках.
Участок прогиба рекомендуется отметить на поверхности мелом. При подогреве следует контролировать участки на качество прогрева. При недостаточной температуре при прогибе возникают складки. Оптимальная температура накала металлических деталей – появление окалины
Если поверхность перегрелась, ее осторожно остуживают водой
Можно ли согнуть трубу в домашних условиях
Если труба имеет не самые большие габариты, а точность изгиба не является критическим параметром, произвести цикл необходимых работ возможно в домашних условиях.
Разумеется, будет лучше, если для этих работ найдется отдельное помещение, оборудованное верстаком, тисками и прочими необходимыми инструментами. Кроме того, в процессе работы скорее всего придется использовать болгарку, сварочный аппарат или источник открытого огня. Согласитесь, частный дом или квартира мало для этого подходят.
Еще один важный совет. Металл – достаточно упругий материал, который после любой деформации будет стремиться вернуть себе прежнюю форму. По этой причине сгибать трубу следует на немного больший, чем предусматривает проект, угол. Металл вернется на несколько градусов обратно, и мы получим в точности такой радиус сгиба, на который рассчитывали изначально.

Для облегчения процедуры сгибания соответствующий участок трубы можно предварительно разогреть. Раскаленный металл становится более пластичным и податливым, что значительно облегчает процесс. Для прогрева чаще всего используют:
- газовую горелку,
- паяльную лампу.
Труба тщательно прогревается на месте будущего сгиба (протяженность места нагрева принимается равной шести диаметрам трубы).
Рекомендуем ознакомиться: Размеры и применение металлической профильной трубы квадратной формы
Стоит помнить, что многократные циклы сильного нагрева и остывания неизбежно делают металл более хрупким.
Способы гибки в домашних условиях
- разогревание участка до 75 градусов в том месте, где будет произведен изгиб;
- воздействие на элемент с помощью парообразных веществ.
Чтобы не покупать массу ненужных фитингов, которые требуют внимательности при установке, мастера зачастую используют различные методики изгиба
При работе с нагретым воздухом, который будет воздействовать на пластик, следует проявлять осторожность: можно не только полностью сжечь место нагрева, но и обжечь руки
В данном деле важно производить манипуляции аккуратно и постепенно
Полипропилен и поливинилхлорид отлично поддаются сгибанию
Бывает сложно добиться идеального изгиба, поэтому перед тем, как приступить к работе, рекомендуется тщательно продумать все будущие повороты трубопровода. Заранее стоит потренироваться сгибать изделие на небольшом отрезке.
При производстве гибочных работ в домашних условиях применяют два способа: с помощью ручного трубогиба или без его использования.
Устройство устанавливают в тисках, подбирают по размеру ролики и вводят трубу между роликами, чтобы он концом упиралась в упор. Далее рукояткой поворачивают подвижный ролик на угол сгиба, еще раз проверяют размеры и снимают готовое изделие.
Без трубогиба трубу можно согнуть с использованием пружины из проволоки сечением не больше 4 мм. Пружину закрепляют на конце, а заготовку вставляют в упор для фиксации, или можно зажать в тисках, но чтобы не деформировать конец. Затем другой конец сгибают по заранее подготовленному шаблону. После окончания гибки пружину вынимают из профиля изделия.
Выбор способа гибки зависит от многих условий, это и серийность производства, качество, и форма конечного продукта, места производства работ, и стоимость оборудования. Но при гибке изделии могут возникать различные дефекты, утончение стенок, овальность и образование складок. Поэтому все эти факторы надо учитывать перед началом работ.