
Что в сварочном соединении обозначает катет
Лучшим способом получить выносливые и долговечные соединения изделий из металлов является их сваривание. Но состыковка отдельных деталей в цельные конструкции должна осуществляться в соответствии действующих нормативов. Смогут ли массивные и габаритные металлоконструкции выдерживать постоянные эксплуатационные нагрузки непосредственно зависит от катета сварочного соединения.
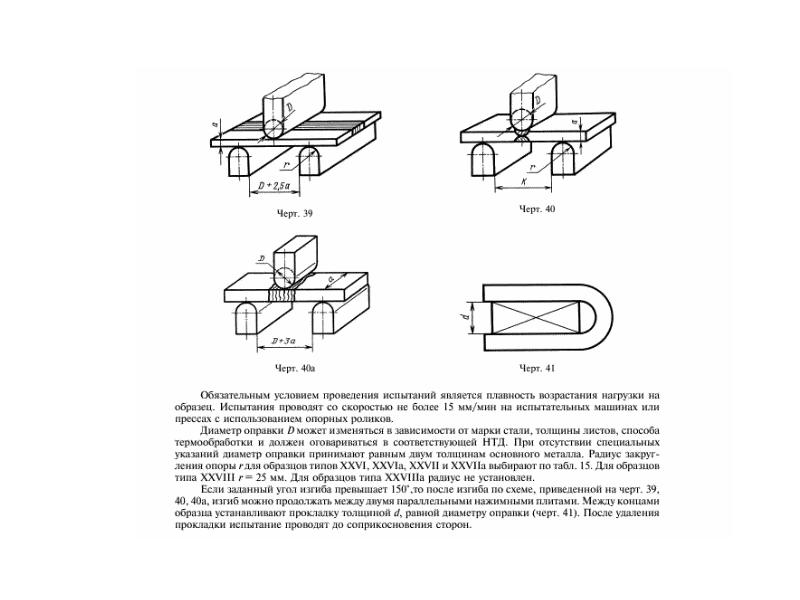
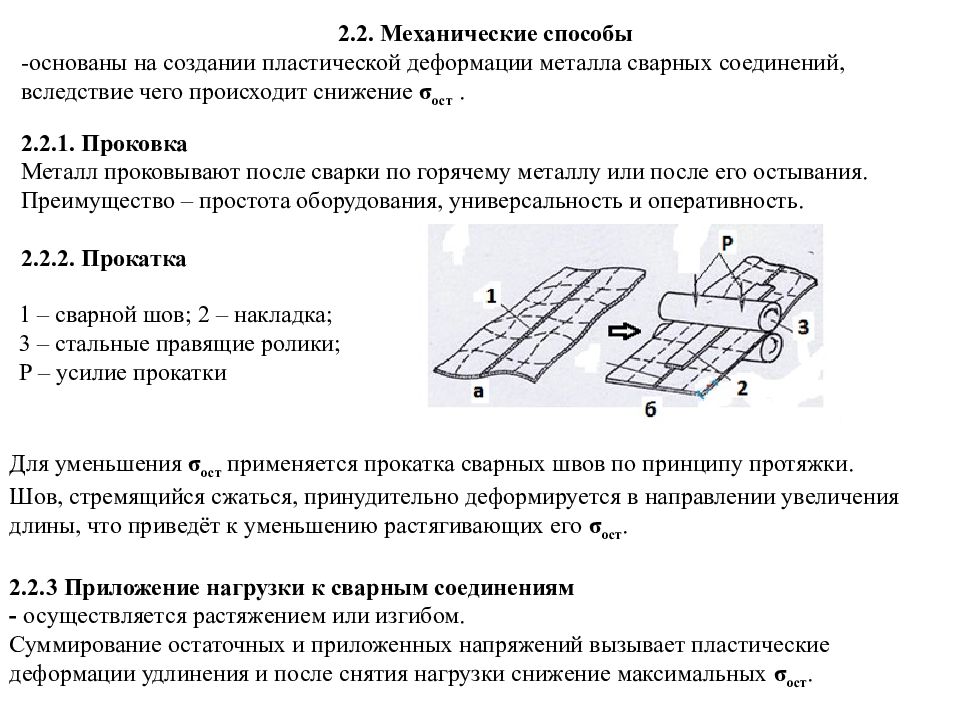
Что такое катет в сварке и какие функции он выполняет в готовых изделиях? Если рассматривать образуемый угловой сваркой стык в разрезе, то в идеале он должен воссоздавать равнобедренный треугольник. Расстояние от начала одного стыкового соединения до конца второго обозначает катет сварочного шва.
Другими словами, катет шва при сварке — это длина плоскости наибольшего треугольника с равными сторонами, который не выходит за пределы поперечного сечения.
От величины катета напрямую зависит прочность шовного соединения. Например, недостаточной прочность будет при минимальной величине катета из-за небольшой площади сечения, а при чрезмерно большом значении может возникнуть деформация металла по причине увеличенного объема наплавки. Также большая величина влечет за собой повышенный расход электроэнергии и используемых при сваривании материалов.
Условные обозначения
Чтобы обозначить сварочные швы и соединения, используются буквенно-цифровые и графические обозначения. Рассмотрим обозначение сварочного шва в зависимости от вида соединения.
- Если торец одной детали соединяется с торцом другой, то соединение называется стыковым и обозначается буквой С.
- Если детали соединяется, образуя букву Т, то соединение называется тавровым и обозначается буквой Т.
- Когда детали при соединении образуют угол, то соединение обозначается буквой У.
- При соединении внахлест используется условное обозначение сварочного шва – Н.
Сварочные швы ГОСТ позволяют использовать оптимальный тип соединения в зависимости от необходимой работы, .
Для обозначения сварных соединений используется ГОСТ 5263-58. В технической документации используются следующие условные обозначения:
- Вид сварки (буквенное обозначение).
- Тип шва (графический знак).
- Длина участка шва и размер сечения (численное).
- Дополнительные знаки.
Сварочные швы ГОСТ на чертежах обозначаются знаком, который состоит из двух отрезков, включающих в себя описание размеров и месторасположения шва. Для обозначения монтажных швов дополнительно используется буква М в обозначении.
Помимо обозначения вида шва следует обозначать вид сварки, который будет использоваться для соединений. Если для одной и той же детали используются разные виды сварки, то достаточно обозначить только способ, которым будут производиться работы.
К примеру, буквой А обозначается автоматическая сварка, буквой Р – ручная, а П – полуавтоматическая. Использование условных обозначений позволяет быстрее разобраться в чертежах и другой технической документации.
Эффективность обучения сварочному мастерству и качество выполненных работ зависит от удобства и комфорта на рабочем месте. Наиболее подходящий вариант для обустройства мастерской является гараж. Чтобы…
Каждый способ регулирования способен положительно сказываться на работе сварочного агрегата, но есть у каждого метода и свои недостатки, которые желательно знать и уметь избегать неприятных…
Виды швов в процессе сварки
Место стыковки частей металлических деталей называется сварочным швом. Он образуется за счет расплавления контактирующих частей изделия и их последующего охлаждения.
В зависимости от пространственного расположения деталей выделяют стыковые и угловые швы. В первом случае стыковка осуществляется в одной плоскости. Металлические части располагаются торцами друг к другу, а саму сварку осуществляют в горизонтальном положении.
Угловое соединение формируется между деталями, расположенными под углом. Самым распространенным вариантом является прямой угол в 90 °.
Влияние режима сварки на форму шва.
Кроме отмеченных выше видов, соединение может быть тавровым или внахлест. Первый вид предусматривает расположение деталей нормально друг к другу буквой «Т». Он может располагаться либо с одной, либо с двух сторон.
В тавровом виде стыка детали часто располагают наклонно друг к другу. Такое расположение уменьшает растекание металла ванны. В результате шов формируется между бортов изделия.
Нахлест используют для соединения листов небольшой толщины. Сваривание в таких случаях может также осуществляться и с одной, и с двух сторон.
Итак, что это такое – катет сварочного шва? Данный критерий определяет наименьшее расстояние от первой детали до углового соединения на второй. Чтобы лучше понять, что такое катет, проще сказать, что это сторона самого большого равнобедренного треугольника, вписанного в поперечное сечение соединенных деталей.
Данный параметр является очень важным и определяет качество и надежность сварки.
Этот критерий влияет на:
- прочность изделия;
- расчет при сваривании изделий разной толщины;
- косвенно характеризует деформацию изделий из-за их нагрева при работе.
При выборе указанного параметра, необходимо понимать, чему должен соответствовать сварочный шов. В зависимости от вида изделия, их толщины, а также сферы применения, производят расчет оптимального значения катета.
Обработка сварного соединения
 При проведении сварки образуются шлаки. Если шлаковые включения попадают в шов, его качество ухудшается. Все шлаковые наслоения обязательно следует зачистить.
При проведении сварки образуются шлаки. Если шлаковые включения попадают в шов, его качество ухудшается. Все шлаковые наслоения обязательно следует зачистить.
Если сварка выполняется несколькими проходками, то зачистка швов выполняется после каждого этапа сварки. При этом используют любые способы. Сначала сваренные детали оббивают молотком и чистят жесткой щеткой.
Затем проводят грубую зачистку. Мелкие детали чистят специальными ножами или шлифовальными кругами. Крупные болванки чистят на станках. На завершающей стадии место сварного соединения полируют.
Часто для этого применяют фибровый круг шлифовальной машины. Существуют другие способы полировки сварных соединений.
Сварочное дело постоянно развивается. Появляются новые материалы, совершенствуется технология. Необходимо следить за новостями в сварочном деле, чтобы узнавать много нового и интересного.



Как контролировать процесс
Чтобы удостовериться в надежности сварного соединения, необходимо знать, как измерить параметры выполненного шва.
Наиболее прост и доступен способ с применением т.н. «катетометра». Понять, что это такое, поможет пример с более распространенным приспособлением. Для регулировки зазоров применяют набор щупов – прямоугольных пластин разной толщины, скрепленных в 1 точке.
При этом стороны плотно прилегают к поверхностям приваренных заготовок (располагаются перпендикулярно), кромка выреза – к усилению шва. На пластине выбита цифра, соответствующая катету.
Другой способ основан на применении более распространенных измерительных инструментов – угольника и штангенциркуля. Последний можно заменить линейкой.
Действуют в таком порядке:
- Угольник приставляют к одной из заготовок катетом так, чтобы второй был направлен параллельно другой детали. При этом инструмент должен касаться наплавки.
- Щупом штангенциркуля или линейкой замеряют ширину просвета между вторым катетом и другой заготовкой.
Приведенным методам присущи 2 недостатка:
- низкая точность;
- большие затраты времени при проверке длинных швов.
Более эффективны следующие способы:
- Дефектоскопия.
- Ультразвуковой контроль.
- Просвечивание шва рентгеновским и гамма-излучением.
- Радиография.
- Капиллярный метод.
- Магнитное зонирование.
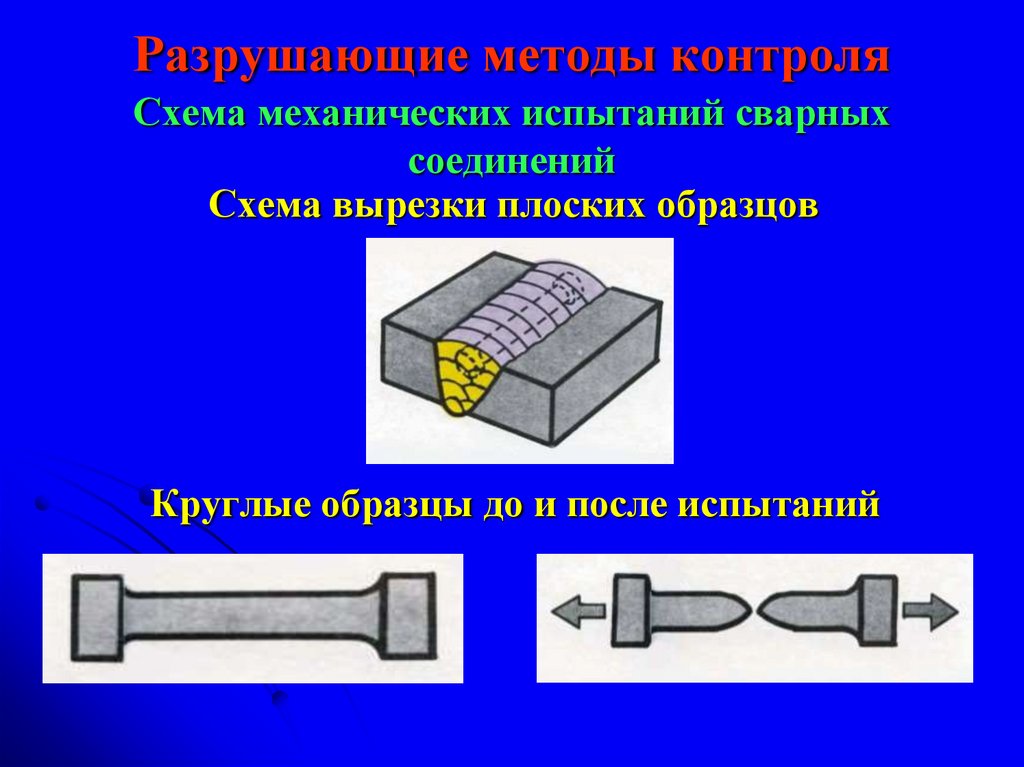
При серийном производстве можно выбрать разрушающий метод: пробное соединение разламывают и осматривают шов изнутри.
Разновидности швов и геометрия стыков
Соединяемые детали ориентируют одну относительно другой по-разному.
В зависимости от этого различают 3 вида швов:
- Стыковой. Детали расположены в одной плоскости, торцы их стенок упираются один в другой.
- Нахлесточный. Шов используют при том же расположении деталей, если их малая толщина (менее 8 мм) не позволяет применить стыковой вариант. Элементы накладывают один на другой с нахлестом в 2 мм и приваривают с обеих сторон вдоль кромки.
- Угловой. Его применяют в крестовидных, Г- и Т-образных стыках. Детали могут располагаться с отклонением от прямого угла, например крестообразное соединение вида «Х» вместо «+».
Рекомендуем к прочтению Как самостоятельно пользоваться электросваркой
Различают лобовой и фланговый нахлесточные швы. Первый выполняют привариванием накладываемой детали вдоль торцевой кромки, второй – вдоль боковых по обеим сторонам.
Параметры сварных швов.
Кроме катета, геометрия сварного шва характеризуется еще рядом параметров.
Основными являются:
- Ширина. Максимальный размер по горизонтали.
- Высота. То же по вертикали.
- Выпуклость или вогнутость. Расстояние от поверхности деталей до наивысшей точки наплавки.
- Глубина провара. Расстояние по вертикали от поверхности деталей до нижней точки расплавленного металла.
Глубинную часть шва называют корнем. Он прилегает к нерасплавленному металлу. Проваривание корня – наиболее ответственный этап при соединении массивных заготовок. Швы в таких конструкциях делают в несколько подходов.
Сначала формируют корень, стараясь ровно и без дефектов приварить кромки электродом диаметром 3 мм. Затем более толстым набирают усиление необходимого объема.
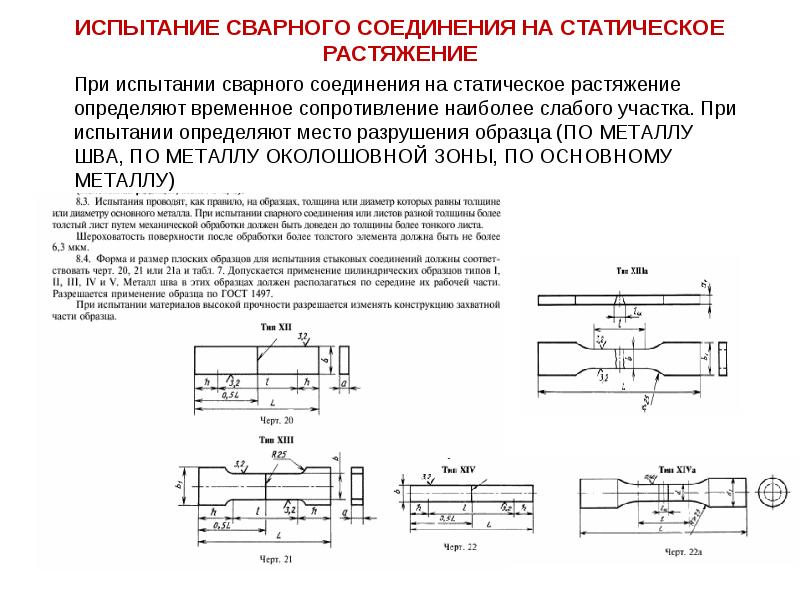
Длина сварного шва.
Геометрия сварочного шва
Геометрия стыкового соединения полностью описывается следующим набором параметров:
- ширина;
- толщина;
- зазор между заготовками;
- заглубление зоны проварки;
- возвышение области наплавки над плоскостью заготовок.
При сварке под углом применяется модифицированный набор параметров:
- катет сварного шва;
- толщина зоны наплавки, равная сумме расчетной высоты и возвышения;
- возвышение зоны наплавки;
- расчетная высота.
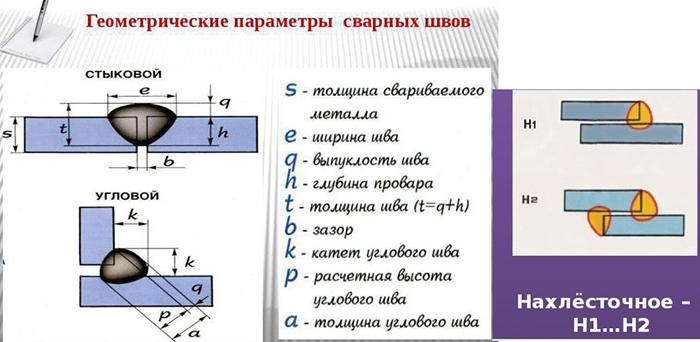
Геометрические параметры сварочного шва
Расчетная высота — длина отрезка, восставленного перпендикулярно к гипотенузе валика из точки максимальной проплавки.
Получив представление о геометрических параметрах, можно разбираться со свойствами сварного соединения. Основные свойства — это:
- однородность наплавки сварного валика ;
- равномерность наплавки;
- глубина проварки.
Под равномерностью понимают постоянство геометрических параметров вдоль шовной линии, прежде всего:
- высоты шовного материала;
- его ширины.
Если в каком-либо месте ширина окажется меньше проектной, то там в ходе эксплуатации изделия под внешней нагрузкой будут концентрироваться механические напряжения. В этой точке наиболее вероятно разрушение конструкции.


Однородность – это отсутствие дефектов сварки, таких, как пористость или неоднородность шовного материала.

Однородный сварной шов
Соблюдение глубины проварки проектной, ее постоянство обеспечивает заданную площадь сплавления заготовок, что гарантирует способность конструкции выдерживать большие нагрузки.
Геометрические параметры
Для того, чтобы заводить речь о расчете параметров, необходимо четко знать их определения. К сожалению, сухие научные фразы не всегда дают то представление, которое желает видеть, к примеру, начинающий мастер. Ярким примером одного их таких терминов является катет сварного шва.
Согласно определению, катетом шва называют сторону (катет) наибольшего равнобедренного треугольника, который можно вписать в поперечное сечение.
Вышеприведенное определение настолько переполнено математическими терминами, что даже при желании трудно понять, что же это за величина. Обратимся к иллюстрации.
Во-первых, отметим, что говорить о катете можно только при наличии углового соединения. Во-вторых, в нашем понятии катет является стороной прямоугольного треугольника. Здесь фиолетовым цветом выделен прямоугольный треугольник, который равнобедренным должен являться теоретически, согласно требованиям к сварным швам.
На практике же этот треугольник не всегда имеет равные катеты, что, конечно же, указывает на дефект. Вот почему данный параметр необходимо рассчитывать и придерживаться полученного значения.
Под поперечным сечением подразумевается сечение детали плоскостью, перпендикулярной шву. Из рисунка также становится понятен смысл слова «наибольшего» в определении. Но что делать, если соединение проводится не под прямым углом. В этом случае тоже заводится речь о некоем катете, хотя в его расчет вносится погрешность, и она тем более, чем больше угол отличается от прямого. Теперь дадим более наглядное определение.
Катетом можно назвать расстояние от плоскости одной детали до крайней границы сварного шва на плоскости другой детали.
Один лишь катет шва рассчитывается крайне редко, поэтому приведем пример других важнейших параметров, которые учитываются при проведении сварочных работ.
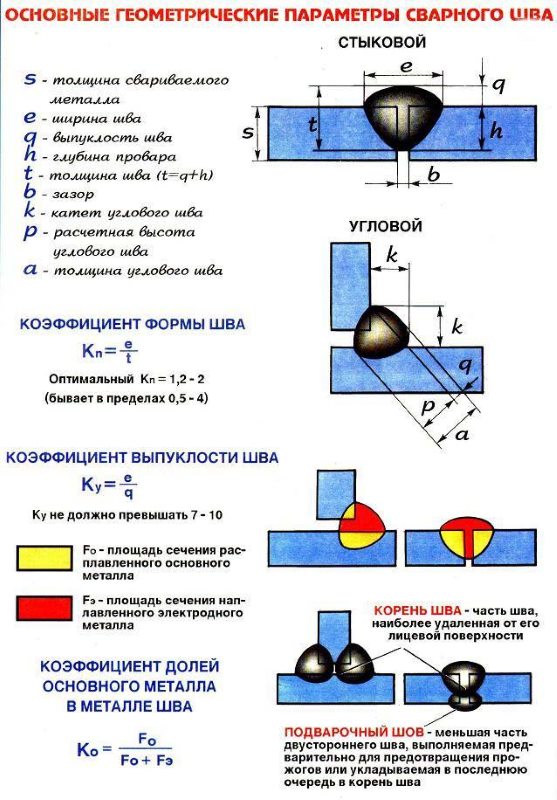
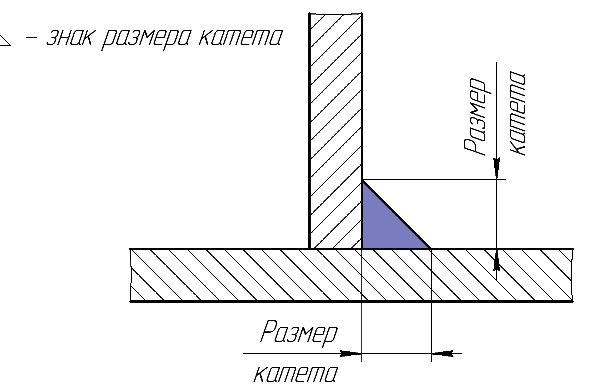
На рисунке отображены следующие величины:
- S – толщина детали;
- e – ширина сварного шва;
- q – выпуклость шва;
- h – глубина провара (отмеряется от плоскости детали);
- t – толщина сварного шва;
- b – зазор между кромками (его величина зависит от способа разделки кромок);
- k – катет;
- a – толщина шва (при угловом соединении);
- p – высота шва (при угловом соединении).

Виды соединений
В зависимости от взаимного расположения деталей сварочные соединения происходят:
- встык;
- внахлест;
- угловым способом;
- тавровым способом.
При сварке встык приваривают торцы двух деталей, расположенных в одной плоскости. Стык может выполняться с отбортовкой, без скоса и со скосом. Форма скоса может напоминать буквы Х, К, V.
В некоторых случаях сварку делают внахлест, тогда одна деталь частично водружена на другую, расположенную параллельно. Совмещенная часть является нахлестом. Сваривание при этом делают без скоса с двух сторон.
Часто появляется необходимость сделать сварной угол. Такое соединение относят к угловому типу. Оно всегда выполняется с двух сторон, может не иметь скосов или иметь скос на одной кромке.
Если сварные части образовали в результате букву Т, значит было сделано тавровое соединение. Иногда детали, сваренные тавровым швом, образуют острый угол.
В любом случае одна деталь приваривается при этом к боковой части другой. Сваривание проводят с двух сторон без скоса или со скосами с каждой стороны.
Виды сварных соединений
В зависимости от того как расположены заготовки между собой к основным видам сварочных соединений относят:
- стыковые;
- угловые;
- нахлесточные;
- тавровые;
- торцевые.
Типы сварных соединений: а) стыковое; б) угловое; в) тавровое; г) нахлесточное; д) торцевое
Стыковые
Самые простые по выполнению швы даже для начинающих сварщиков. Ими соединяют заготовки, примыкающие друг к другу торцами, размещенные в одной плоскости или на ровной поверхности. При сварке деталей с разной толщиной допускается смещение поверхностей. Стыковым способом сваривают конструкции из листового проката, резервуары, трубы. Сравнительно с другими сварными соединениями сокращаются сроки выполнения работы и расход материалов, но нужно тщательно подготавливать кромки.
Способы выполнения стыковых соединений
Угловые
Это сварные соединения двух металлических деталей под любым углом. Если заготовки разной толщины, толстостенную размещают снизу, чтобы на тонкой не появились прожиги и подрезы, сварочную ванну создают за счет плавления металла толстой заготовки. Для повышения прочности соединения швы накладывают с обеих сторон. Внутренний угол сваривают малым током, чтобы снаружи не образовалось закругление.
Угловые сварные соединения удобно выполнять способом «в лодочку». Заготовки прихватывают под нужным углом, затем устанавливают так, как будто это плывущий кораблик. После расплавления металл будет равномерно растекаться по обеим сторонам без образования дефектов.
Угловым способом сваривают каркасы небольших строений, емкости, навесы, кузова грузовиков. Кроме этого устанавливают детали конструкций в труднодоступных местах.
Способы выполнения угловых соединений
Нахлесточные
Такими сварными швами соединяют параллельно расположенные металлические пластины, которые наложены одна на другую с небольшим перекрытием. Для повышения прочности на разрыв и предотвращения проникновения влаги внутрь сварку выполняют с обеих сторон. Этим способом можно соединять листы толщиной до 12 мм. Для выполнения нахлесточных соединений от сварщика не требуется высокая квалификация, так как нет опасности прожога и не нужно подготавливать кромки. Недостатком считают повышенный расход металла.
Способы выполнения соединений внахлест
Тавровые
Это сварное соединение торца одной детали с боковой поверхностью другой под прямым или небольшим углом. Если толщина заготовки больше 4 мм сварка проводится с обеих сторон с тщательной подготовкой кромок вертикальной пластины. Тавровые соединения применяют преимущественно при сборке несущих конструкций. Поэтому, если есть возможность изменения положения, сварку ответственных узлов лучше выполнять «в лодочку».
Способы выполнения тавровых соединений
Торцевые
При выполнении таких соединений сваривают торцы заготовок, которые плотно примыкают одна к другой или расходятся от места стыка под углом не больше 30⁰. Способ применяют при производстве кожухов, вентиляционных коробов, контейнеров, металлических шкафов и пр. К достоинствам торцевого типа сварочных соединений относят низкую вероятность образования прожогов и внутренних напряжений, вызывающих деформацию. Недостатками считают завышенный расход материала и появление коррозии при проникновении воды между листами через дефекты шва.
Что такое катет сварочного шва
Если рассмотреть сварочный шов в разрезе при угловой сварке, то это в идеале должен быть равнобедренный треугольник. Так вот его катет, а это расстояние от конца шва одной детали до плоскости другой. По сути, катет шва и есть катет треугольника, поэтому данный показатель так и назван.
Итак, от значения катета углового соединения зависят прочностные характеристики стыка. Но в этом плане нельзя говорить о том, что чем больше катет, тем прочнее соединение. Потому что большое количество наплавленного металла может привести к сварочным деформациям. Плюс, это всегда большой расход электродов, газа, флюса и присадки, и как следствие повышение себестоимости проводимых сварочных работ.
Поэтому необходимо учитывать геометрию стыка с таким учетом, чтобы в него поместился катет с большими параметрами продольного сечения. Если производится сваривание двух заготовок разной толщины, то катет определяется по детали с меньшей толщиною. Обычно данный параметр сварочного шва определяется и измеряется специальными шаблонами. Сегодня все чаще сварщики пользуются универсальными измерительными инструментами УШС-2. Их называют катеомерами сварщика.
Это несколько тонких пластин, на концах которых есть выемки, определяющие разные размеры катетов. Соединяются пластины кольцом или шарниром. Прикладывая поочередно каждый шаблон к сварочному шву, находится тот, который точно будет прилегать к образовавшемуся валику.
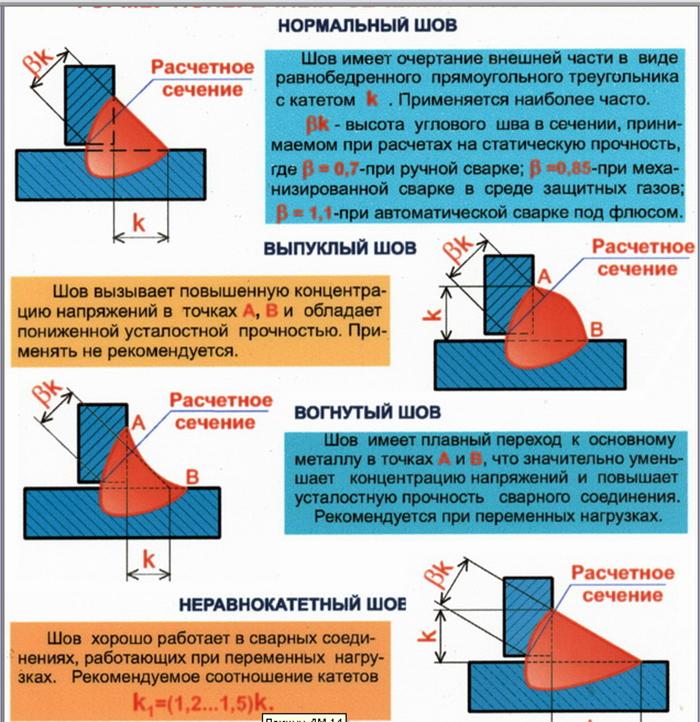
По форме шов должен быть без выпуклостей и вогнутостей. Но так получается редко.
- Обычно сварной шов – это валик с выпуклой поверхностью. Специалисты отмечают, что это не самый лучший вариант, потому что внутри такой формы концентрируются напряжения, плюс увеличивается расход материалов.
- Идеальный же вариант – валик с вогнутой поверхностью, который получить очень сложно. Для этого необходимо правильно настроить параметры сварочного аппарата, а также точно соблюдать определенную одинаковую скорость электрода. А этим владеют только сварщики с большим опытом. Поэтому вогнутую поверхность получают после сварки механической обработкой. Данный вид сварного шва в сборке металлоконструкций не используется.
Что касается размеров катета углового соединения, то, как уже было сказано выше, все зависит от толщины свариваемых деталей. К примеру, если их толщина находится в пределах 4-5 мм, то катет не должен превышать 4 мм. Если толщина больше данного показателя, то и катет не должен быть 5 мм – и это минимальный показатель.
Необходимо отметить, что вогнутость и выпуклость сварного валика во многом зависит от того, каким электродом проводился сварочный процесс. Здесь имеется ввиду химический состав стержня. К примеру, если сварка проводилась электродом, расплавленный металл которого становился вязким и густым, то получается в конечном итоге выпуклая поверхность валика. Если расплавленный металл был жидковатым и растекающимся, то получается вогнутая поверхность.
Что касается режима и скорости проведения сварочного процесса.
- В основе выбранного режима лежат две величины: сила тока и напряжение. Так вот при увеличении силы тока и стабильном напряжении увеличивается глубина проварки, и уменьшается ширина шва. При стабильном токе и изменении напряжения наблюдается снижения параметра глубины проварки и увеличения ширины валика. Понятно, что и катет шва при сварке будет изменяться.
- Если скорость перемещения электрода вдоль сварочного стыка не превышает 50 м/час, то глубина проварки стыка увеличивается, а его ширина уменьшается.
- Все происходит наоборот, если скорость начинает увеличиваться и превышает обозначенное значение. В любом случае, не только уменьшается катет шва, но и снижаются характеристики металла внутри зазора между заготовками, потому что нагрев ванны производится незначительный.