Преимущества агрегата
Несмотря на давнюю историю, рассматриваемый нами агрегат всё ещё распространён на металлообрабатывающих предприятиях и в ремонтных мастерских. Несомненные достоинства модели обусловлены следующими критериями.
- Узлы и конструкционные детали оборудования имеют повышенную прочность и усиленную жёсткость, а также специальные опорные детали, что позволяет работать с закалённым материалом.
- Особая конструкция станка позволяет лучше противостоять вибрациям в процессе изготовления деталей.
- Заводская комплектация включает в себя сменные шестерни для расширенной настройки гитары передней бабки с целью увеличения диапазона нарезаемых резьб.
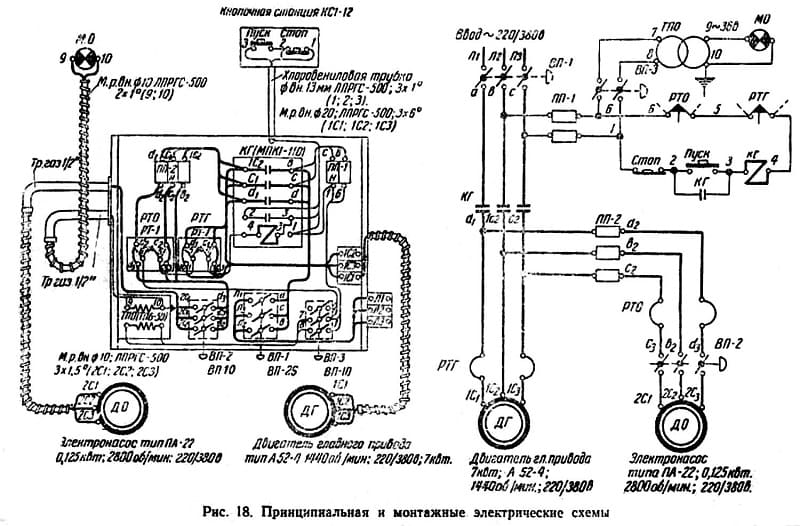
- Продуманная система энергоснабжения станка, включающая несколько тепловых реле и плавких предохранителей для защиты от коротких замыканий и перегрузок.
- Наличие специальных опорных элементов, компенсирующих излишние динамические нагрузки. Благодаря этому становится возможным изготовление деталей повышенной точности.
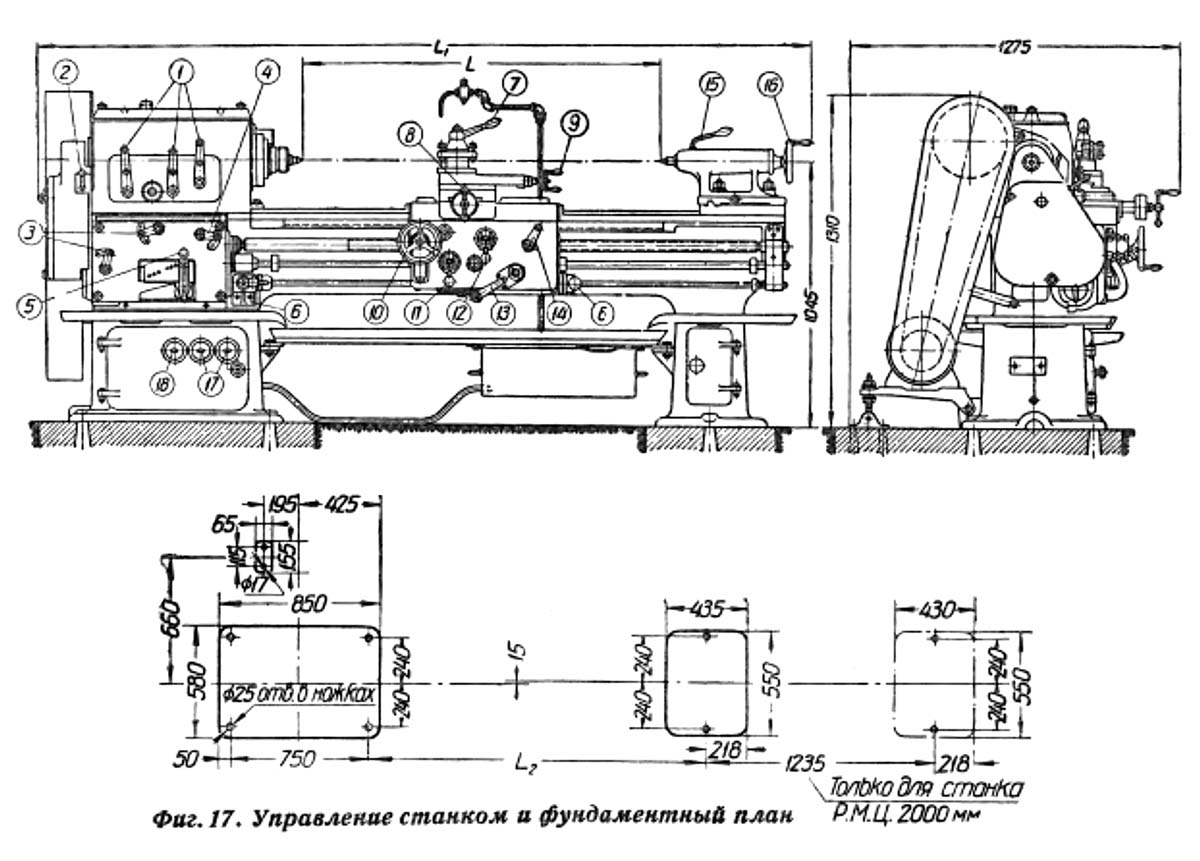
- Возможность смещения задней бабки в поперечном направлении на 15 мм в прямом и обратном направлении для точения пологих конусов.
- Широкие рамки регулировки оборотов шпинделя и рабочих подач.
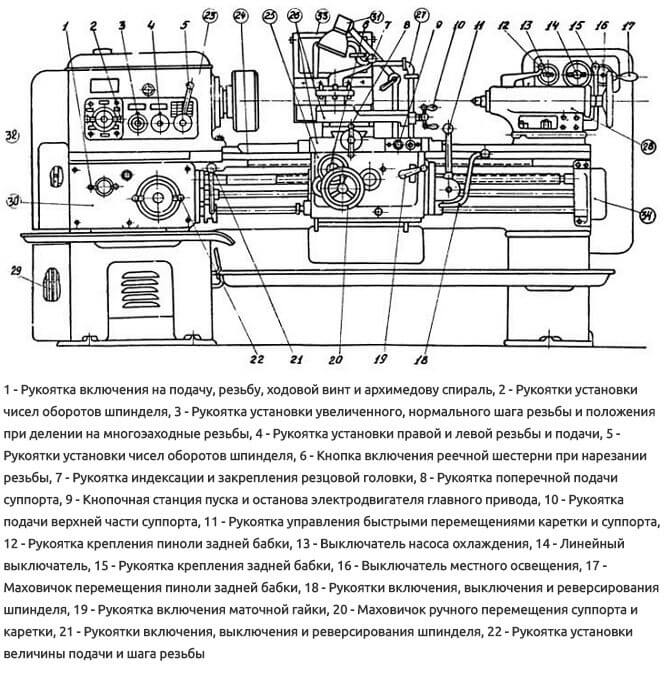
- Один из главных плюсов токарно-винторезного станка 1К62 и его технических характеристик — это лёгкость и простота настройки рабочих режимов, что, несомненно, облегчает управление станком в производственном процессе и снимает с рабочего излишние физические нагрузки.
- Наличие дополнительного оборудования и оснастки, идущего в комплекте со станком либо приобретаемого отдельно. Оно значительно расширяет рабочий функционал.
Несмотря на давно прекратившийся выпуск станков этой модели, продолжают выпускаться усовершенствованные варианты станков, изготавливаемых на основе 1К62. Широкие возможности, универсальность, простота в обслуживании и управлении современных механизмов разрабатываются на основании многолетней практики использования станка 1К62 в различных условиях. До сих пор он остаётся одним из лучших металлообрабатывающих станков.
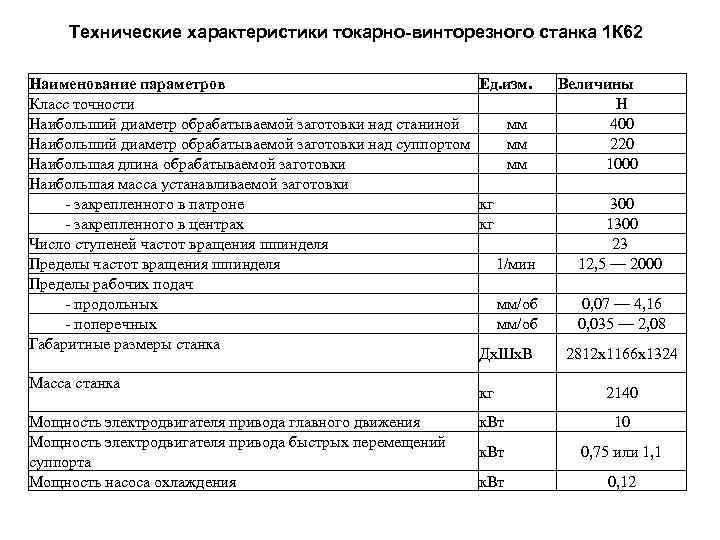
Технические свойства станка
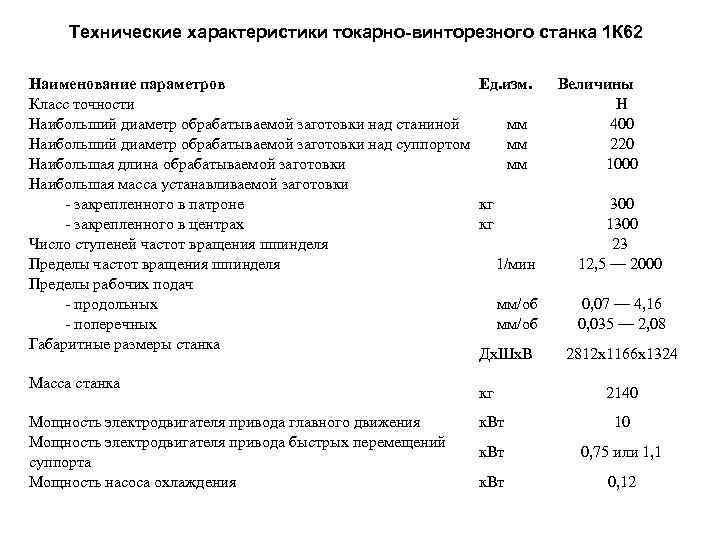
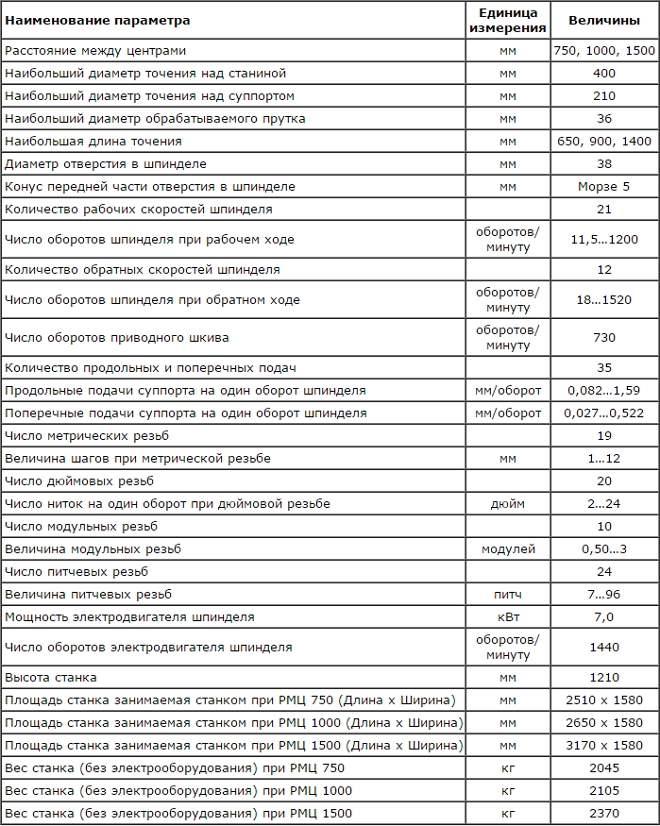
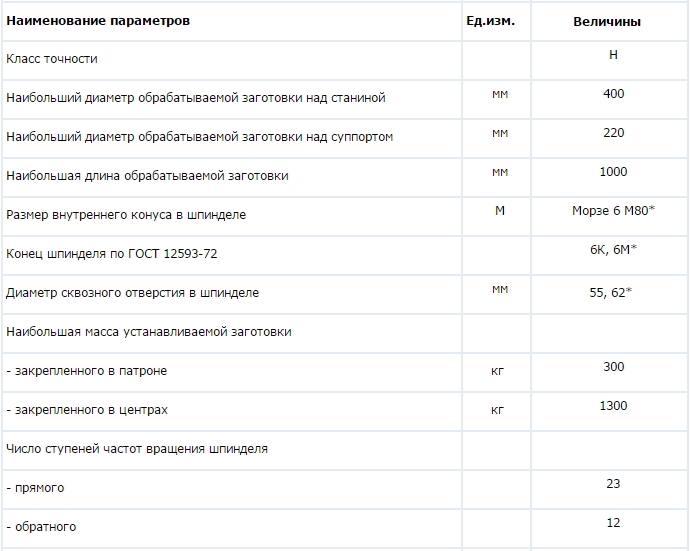
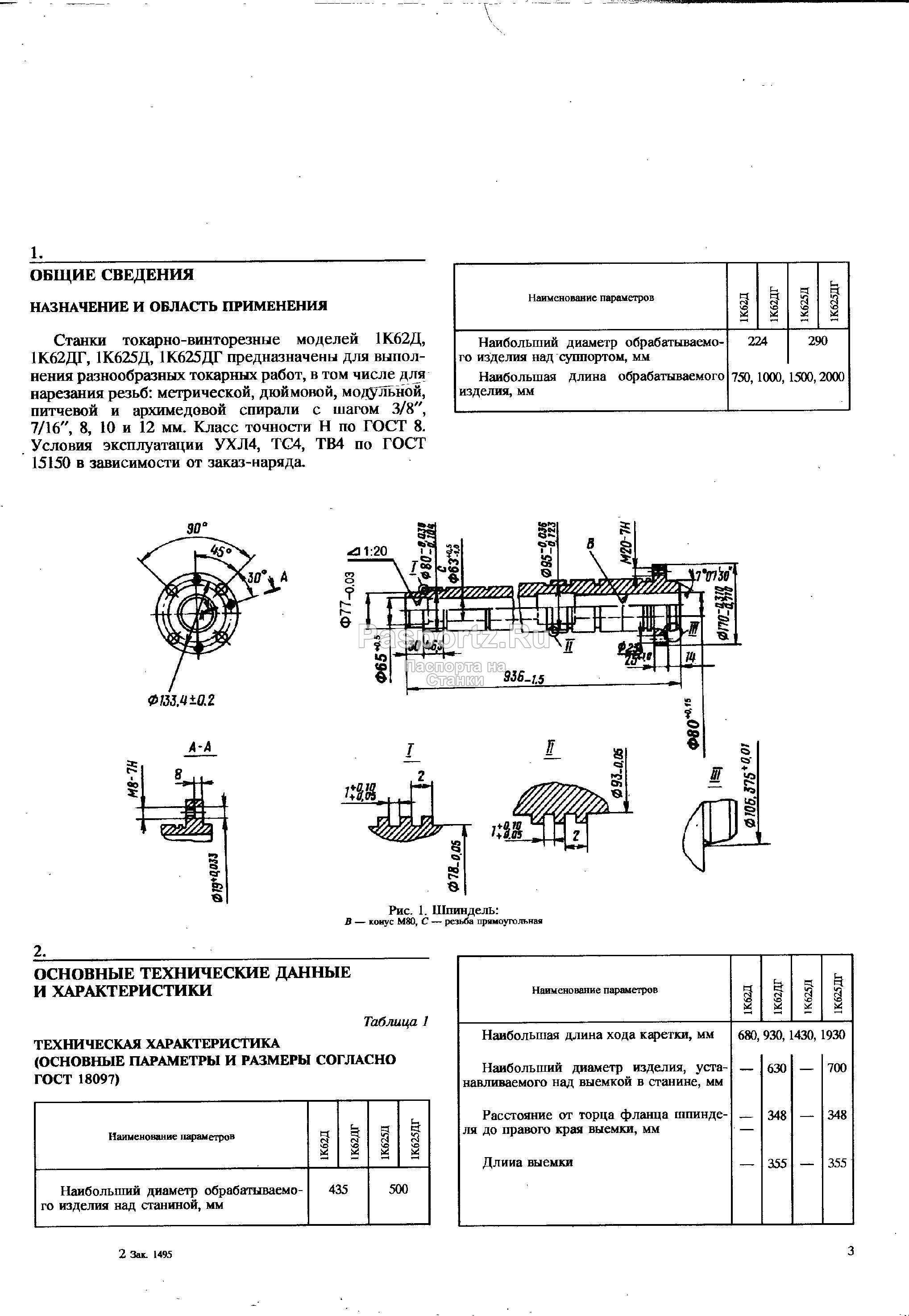
Возможности станков типа 1А62 направлены на производство токарных работ по металлу. Они предоставляют точение заготовок с самым большим диаметром до 400 мм. Возможный размер детали во время обработки над суппортом ограниченный диаметром 200 мм. Модернизированная модель — станок для токарных работ с индексом 1А62Г, позволяет протачивать заготовки диаметром 600 мм над специализированным углублением в конструкции станины. При этом длина заготовки крупного диаметра не должна быть больше 300 мм. Самый большой продольный размер протачиваемой детали в зависимости от вариации составляет 750, 1000 или 1500 мм.
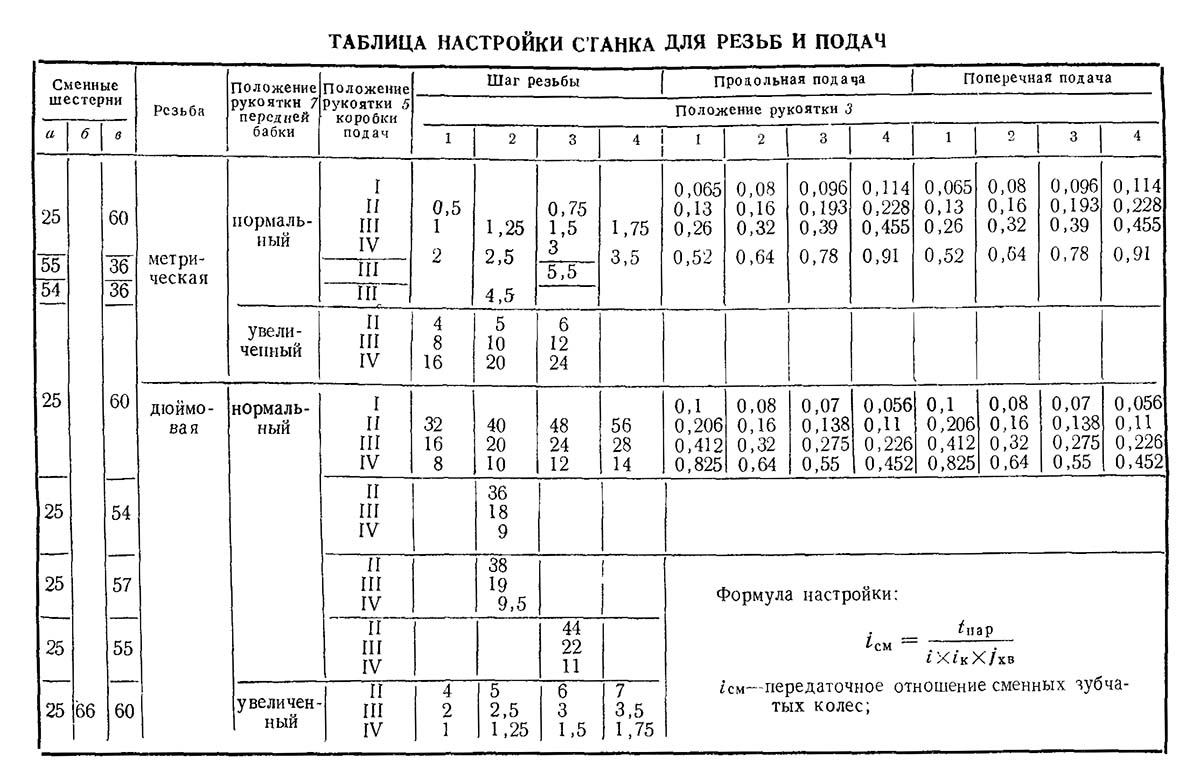
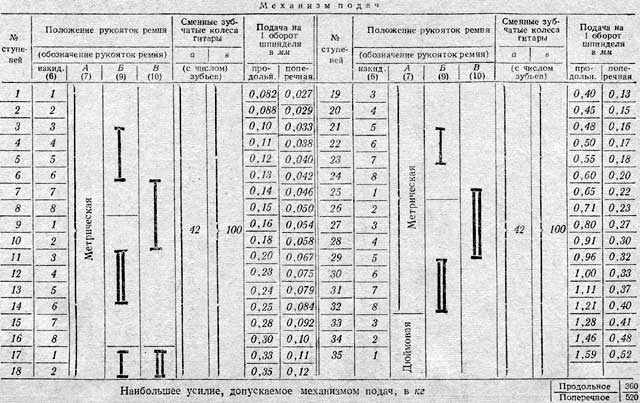
Весь диапазон разбит на 24 ступеньки. В обратном направлении, коробка реализует 12 скоростей со значениями от 18 до 760 оборотов в минуту. Станок оборудован коробкой переключения подач, обеспечивающей перемещения фартука со скоростью от 0,082 до 1,59 мм/об, а поперечные перемещения суппорта — от 0,027 до 0,522 мм/об. Технические свойства редуктора дают возможность точить метрические резьбы с шажком от 1 до 12 мм. Таблица резьб также включает дюймовые, модульные и питчевые ряды.
Для основного привода применяется трехфазный асинхронный мотор мощностью 7,0 кВт. Общаяя мощность потребления не превышает 7,2 кВт. Размеры станка, обеспечивающего работу с метровыми заготовками, составляют 1295?2785?1500 мм. Вес подобной модели равён 1960 кг.
Как проводится ремонт 1К62
Надо сказать, что технические характеристики данного токарного станка отличаются хорошими показателями. Поэтому 1К62 руководство по эксплуатации гарантирует его стабильную работу очень долгое время. Но за устройством нужно следить и периодически проводить его обслуживание и ремонт. Для этого выполняется:
- Обкатка станка. Проверяются все подачи и скорости;
- Определяется точность станка;
- Очищаются направляющие.
Если имеет место частичная разборка, детали хорошо промывают и протирают. Ремонт токарного станка 1К62 помогает выявить негодные узлы и агрегаты. Если их нельзя восстановить устанавливают новые. Внешние нерабочие поверхности обычно красят яркой краской.
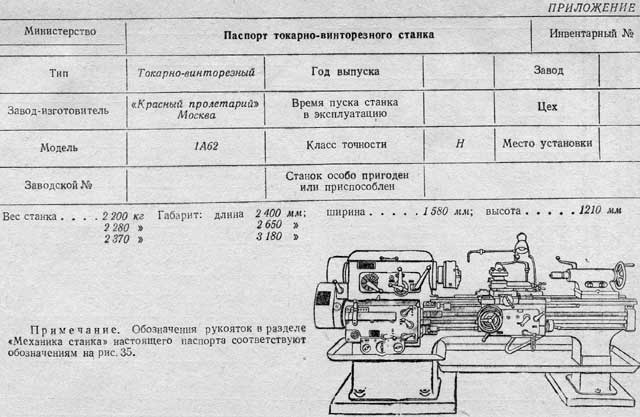
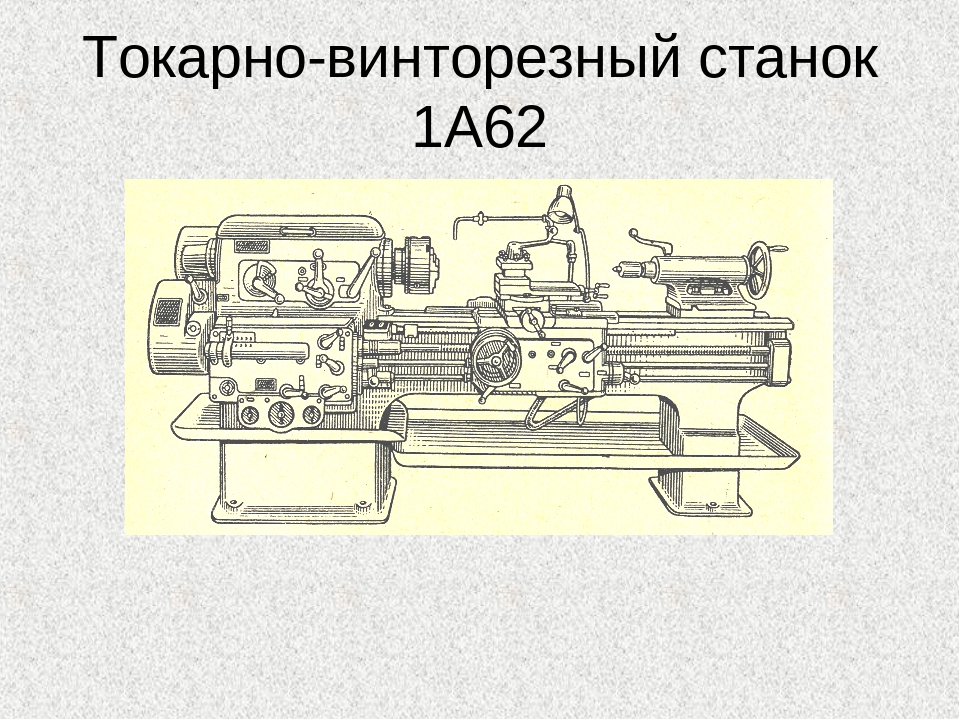
Cтанок 1АТокарно-винторезный

Универсальный токарный станок 1А62 предназначен для выполнения самых разнообразных токарных, резьбонарезных и сверлильных работ. Станок позволяет нарезать метрические, дюймовые, модульные и питчевые резьбы.
От выпускающегося ранее станка 1Д62М этот станок отличается следующими изменениями:
- Наибольшая скорость вращения шпинделя увеличена до 1200 об/мин. Шпинделю сообщается 21 скорость в прямом направлении вращения и 12 скоростей – в обратном.
- Мощность электродвигателя главного привода увеличена до 7,0 кВт
- Передача плоским ремнем заменена клиноременной
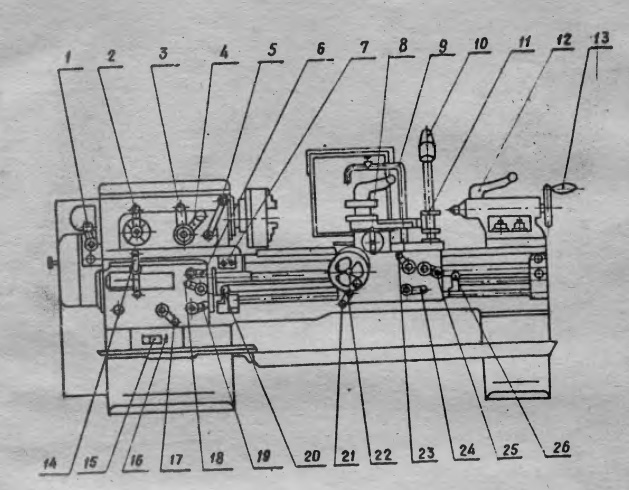
- Число оборотов шпинделя устанавливается тремя рукоятками
- Усилена фрикционная муфта
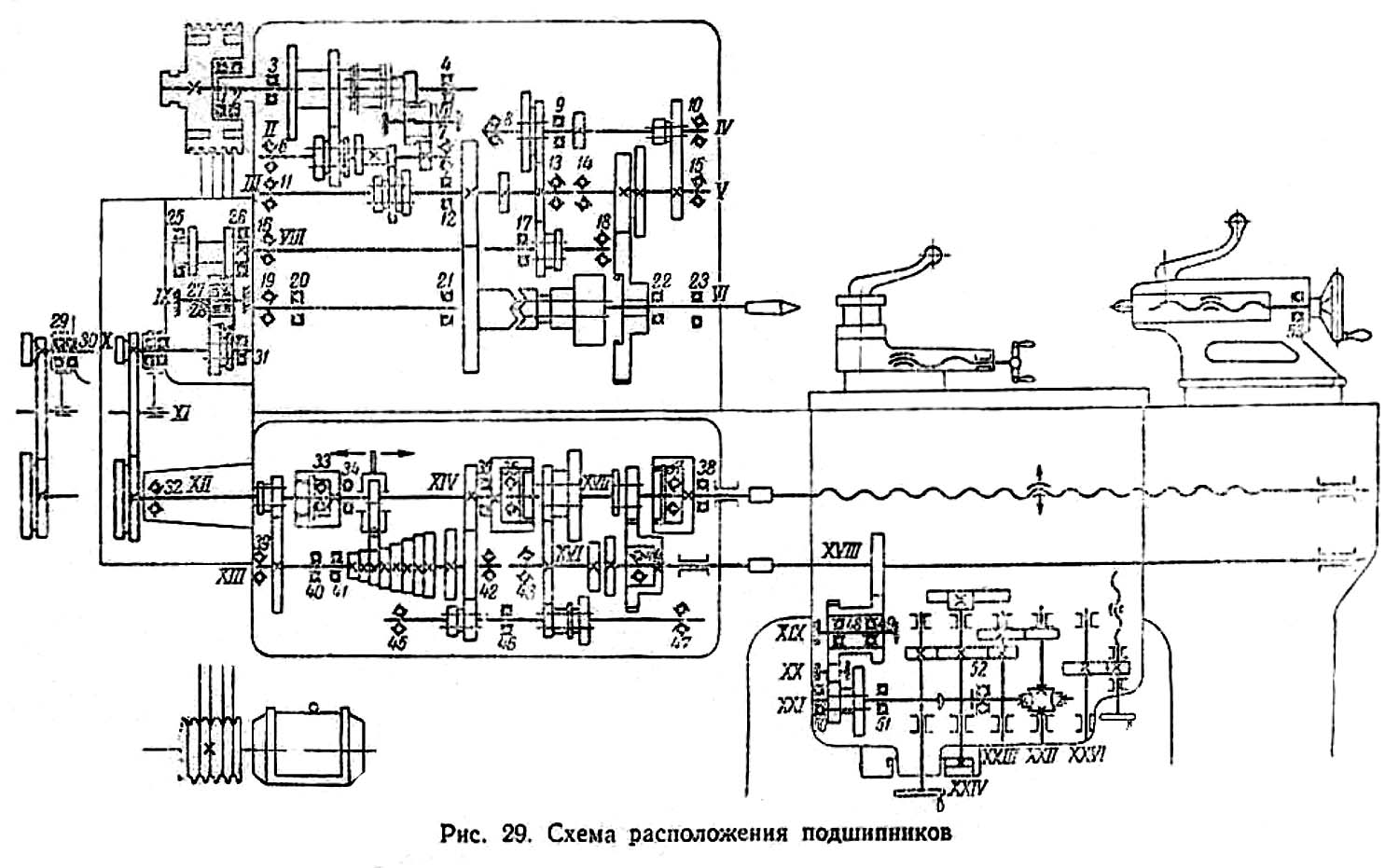
- Передняя шейка шпинделя установлена в специальном регулируемом двухрядном роликовом подшипнике
- На переднем конце шпинделя имеется канавка для предохранителей, предотвращающих самопроизвольное спадание патрона при остановке станка
- Направление подачи суппорта при нарезании резьб изменяется с помощью механизма реверса.
- Конструкция коробки подач допускает прямое включение ходового винта для нарезания точных резьб
- Чтобы предохранить от загрязнения механизм коробки подач и улучшить его смазку, паз для управления ступенчатым конусом закрыт
- На фартуке станка установлен лимб продольной подачи
- Задняя бабка значительно усилена
- Конструкция резцедержателя допускает поворот его одной рукой на любой угол
- Конструкция неподвижного упора сделана более надежной
- На задней ножке станка установлен электронасос для подачи охлаждающей жидкости из резервуара, расположенного внутри этой ножки
Это интересно: Как правильно вставить и вытащить сверло в перфоратор, шуруповерт и дрель
Особенности станка
Инструмент обладает главной особенностью, заключающейся в специальной выемке, которой снабжается станина. Специальный съёмный мостик используется, чтобы деталь оставалась закрытой. Если мостик убирается – появляется возможность обрабатывать детали, имеющие различную форму. Общий допустимый диаметр – до 62 сантиметра.
При изготовлении станины применяется жёсткая коробочная форма. Характерно сохранения достаточного уровня у механических направляющих. Схема шпинделя с подшипниками качения оказывает влияние на точность обработки.
Можно выделить не только основные параметры, но и следующие особенности конструкции станка:
- Конфигурация, характерная для резцедержателя. Резец стабильно фиксируется вне зависимости от созданных условий.
- Основной суппорт отключается уникальным механизмом, поставленным на фартук.
- Использование повышенных мер для повышения безопасности труда. Блокирующие и ограждающие устройства подобраны правильно, насколько это возможно.
- Зажим, обладающий уникальной конструкцией. Благодаря этому можно крепить различные типы патронов, используя шпиндельный узел.
Комплектация мелкосерийных производств, частных мастерских – сферы применения, для которых станок оказывается особенно эффективным.

1А616 характеристики
Технические характеристики станка 1А616 позволяют проводить различные токарные операции нормальной сложности, включая нарезание резьбовых поверхностей, сверление и развертывание отверстий.
| Тип станка | Токарно-винторезный универсальный | |
| Модель | 1А616 | |
| Класс точности | Н | |
| Вес станка, кг | Порядка 1500 | |
| Габарит станка (длина х ширина х высота), мм | 2135x1225x1220 | |
| Высота центров, мм | 165 | |
| Расстояние между центрами, мм | 710 | |
| Размеры обрабатываемых изделий | ||
| Наибольший диаметр обрабатываемого прутка, мм | 34 | |
| Наибольший диаметр изделия, устанавливаемого над суппортом, мм | 180 | |
| Наибольший диаметр изделия, устанавливаемого над станиной, мм | 320 | |
| Наибольшая длина обтачивания, мм | 660 | |
| Шаг нарезаемой резьбы: | ||
| метрической, мм | 0,5—24 | |
| дюймовой, число ниток на 1″ | 56—1 | |
| модульной, в модулях | 0,25—22 | |
| питчевой, в питчах | 128—2 | |
| Количество резцов в резцедержателе | 4 | |
| Наибольшие размеры державки резца, мм | ||
| ширина | 20 | |
| высота | 25 | |
| Расстояние от опорной поверхности резца до линии центров, мм | 25 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 170 | |
| Количество суппортов: | ||
| передних | 1 | |
| задних | нет | |
| Количество резцовых головок в переднем суппорте | 1 | |
| Наибольшее перемещение, мм: | Продольное | Поперечное |
| от руки | 670 | 195 |
| по валику | 670 | — |
| по винту | 670 | 195 |
| Выключающие упоры . | отсутствуют | |
| Быстрое перемещение м/мин | отсутствует | |
| Перемещение на одно деление лимба, мм: | ||
| продольное | 1 | |
| поперечное | 0,05 | |
| Перемещение на один оборот лимба, мм: | ||
| продольное | 110 | |
| поперечное | 15 | |
| Пределы продольных и поперечных подач, мм/об шпинделя | 0,005—0,91 | |
| Наибольший угол поворота, град | 90 | |
| Цена одного деления шкалы поворота, град | 1 | |
| Наибольшее перемещение, мм | 120 | |
| Цена одного деления лимба, мм | 0,05 | |
| Перемещение на один оборот лимба, мм | 3 | |
| Резьбоуказатель | Отсутствует | |
| Предохранение от перегрузки | имеется | |
| Блокировка | имеется | |
| Пределы скоростей прямого и обратного вращения, об/мин | 9—1800 (11—2240 по заказу) | |
| Внутренний конус | Морзе № 5 | |
| Диаметр отверстия шпинделя, мм | 35 | |
| Торможение шпинделя | имеется | |
| Блокировка рукояток | Имеется | |
| Внутренний конус | Морзе № 4 | |
| Наибольшее перемещение пиноли, мм | 120 | |
| Цена одного деления шкалы перемещения пиноли, мм: | ||
| линейки | 1 | |
| нониуса | — | |
| Поперечное смещение, мм: | ||
| вперед | 10 | |
| назад | 10 | |
| Привод | ||
| Род привода | от индивидуального электродвигателя | |
| Главного движения: | ||
| мощность, кВт | 4 | |
| число оборотов в минуту | 1450 при 50 гц | |
| Насоса охлаждения: мощность, кВт | 0,125 | |
| число оборотов в минуту | 2800 При 50 гц | |
| Местонахождение | главный привод | |
| Тип клиновой | Б2000 | |
| Количество | 5 | |
| Тип клиновой | Б1400 | |
| Количество | 3 | |
| Передний | ||
| Тип | роликоподшипник двухрядный радиальный | |
| Условное обозначение | 3182116 | |
| Основные размеры, мм | 80 х 125 х 34 | |
| Задние: | ||
| Тип | шарикоподшипник упорный | |
| Условное обозначение | 8211 | |
| Основные размеры, мм | 55x90x25 | |
| Тип | шарикоподшипник радиально-упорный | |
| Условное обозначение | 46211 | |
| Основные размеры, мм | 55X 100×21 | |
| Местонахождение | фартук | |
| Назначение | включение продольной подачи | |
| Тип | зубчатая | |
| Местонахождение | фартук | |
| Назначение | включение поперечной подачи | |
| Тип | зубчатая |
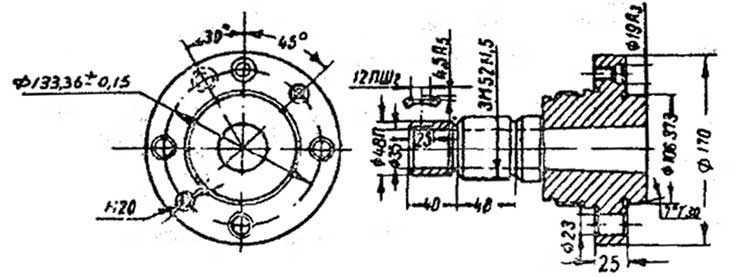
Рисунок — эскиз конца шпинделя 1а616
![]()
Рисунок — 1а616 эскиз суппорта
Технические характеристики станка 1А62Г
| Наименование параметра | 1А62Г | 1К62 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 400 | 400 |
| Наибольший диаметр заготовки над суппортом, мм | 210 | 220 |
| Наибольшая длина заготовки (РМЦ), мм | 1000 | 710, 1000, 1400 |
| Наибольшая длина обработки (точения), мм | 900 | |
| Наибольший диаметр заготовки над выемкой, мм | 600 | нет |
| Наибольшая длина обработки (точения) над выемкой, мм | 300 | нет |
| Наибольшая масса заготовки в патроне, кг | 290 | 500 |
| Наибольшая масса заготовки в центрах, кг | 1150 | 1500 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 38 | 47 |
| Наибольший диаметр прутка, мм | 36 | 45 |
| Число ступеней частот прямого вращения шпинделя | 21 | 24 |
| Частота прямого вращения шпинделя, об/мин | 11,5..1200 | 12,5..2000 |
| Число ступеней частот обратного вращения шпинделя | 12 | 12 |
| Частота обратного вращения шпинделя, об/мин | 18..1520 | 19..2420 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Суппорт. Коробка подач | ||
| Наибольшая длина продольного хода каретки суппорта, мм | 900 | 640, 930, 1330 |
| Наибольший поперечный ход суппорта, мм | 280 | 250 |
| Наибольший ход верхнего суппорта (резцовых салазок), мм | 113 | 140 |
| Число ступеней продольных подач | 35 | 49 |
| Пределы рабочих подач продольных, мм/об | 0,082…1,59 | 0,07..4,16 |
| Число ступеней поперечных подач | 35 | 49 |
| Пределы рабочих подач поперечных, мм/об | 0,027..0,522 | 0,035..2,08 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 3,4 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 1,7 |
| Количество нарезаемых резьб метрических | 19 | 44 |
| Пределы шагов нарезаемых резьб метрических, мм | 1..12 | 1..192 |
| Количество нарезаемых резьб дюймовых | 20 | 38 |
| Пределы шагов нарезаемых резьб дюймовых | 24..2 | 24..2 |
| Количество нарезаемых резьб модульных | 10 | 20 |
| Пределы шагов нарезаемых резьб модульных | 0,5..3 | 0,5..48 |
| Количество нарезаемых резьб питчевых | 24 | 37 |
| Пределы шагов нарезаемых резьб питчевых | 95..7 | 96..1 |
| Вертикальное расстояние от оси шпинделя до основания резца, мм | 25 | |
| Наибольшие размеры державки резца, мм | 25 х 25 | |
| Цена деления лимба продольного перемещения суппорта, мм | 1,0 | |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | |
| Цена деления лимба поперечного перемещения верхнего суппорта (резцовых салазок), мм | 0,05 | |
| Задняя бабка | ||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 150 | |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | 4 |
| Электродвигатель главного привода, кВт | 7,5 | 10 |
| Электродвигатель быстрых перемещений, кВт | нет | 0,8 |
| Электродвигатель гидростанции, кВт | нет | 1,1 |
| Электродвигатель насоса охлаждения, кВт | 0,125 | 0,125 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) (РМЦ = 1000), мм | 1295 х 2785 х 1500 | 2812 1166 1324 |
| Масса станка (РМЦ = 1000), кг | 1960 | 2140 |
Связанные ссылки
Каталог справочник токарных станков
Паспорта и руководства металлорежущих станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
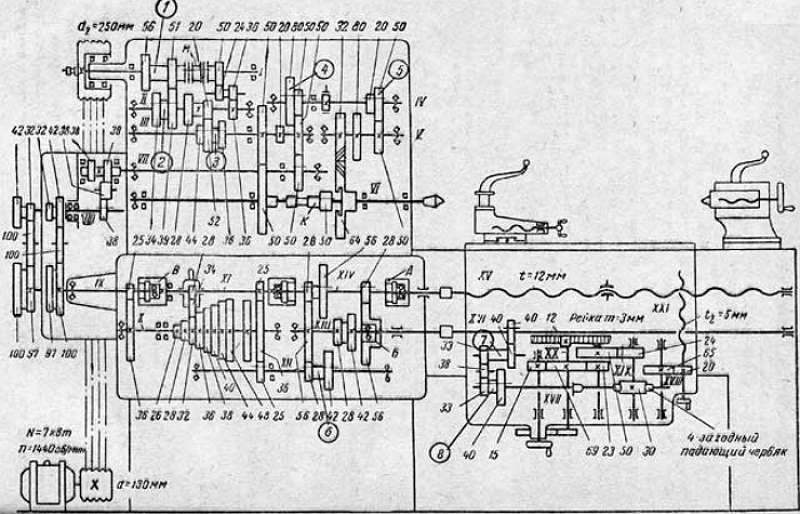
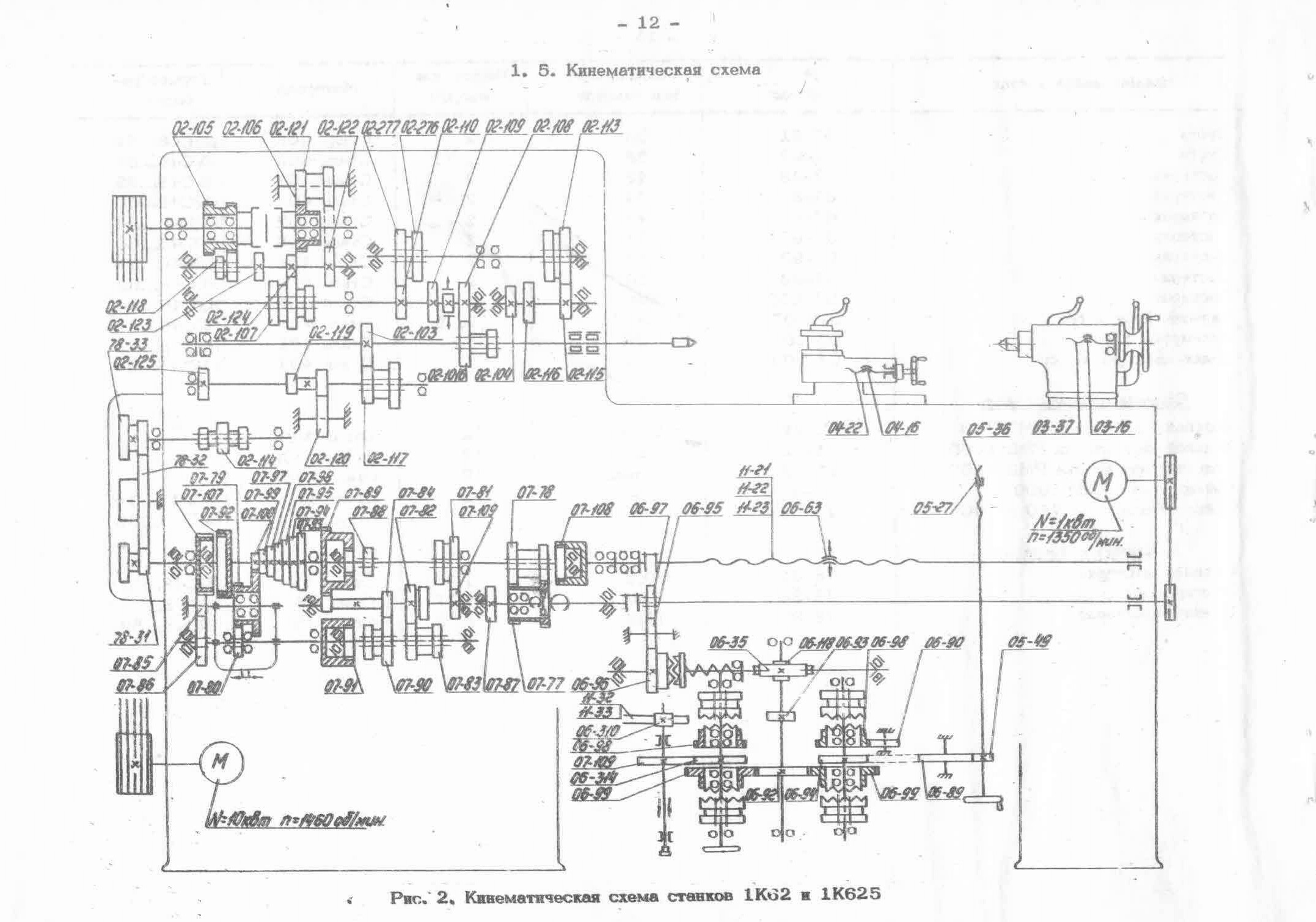
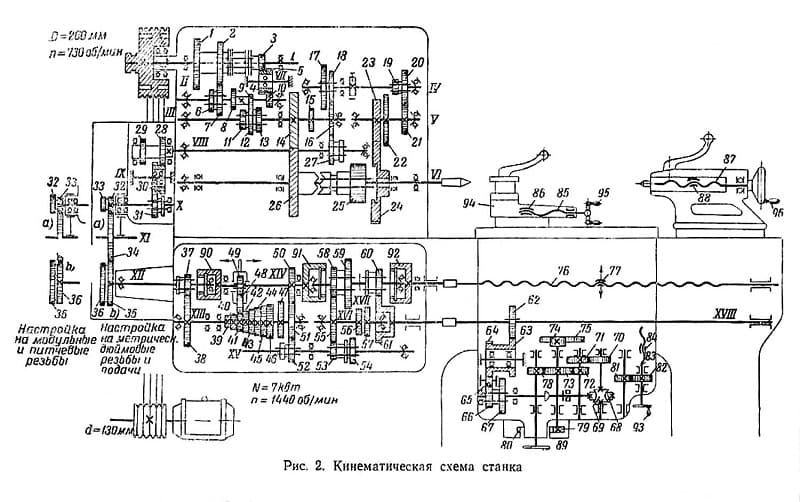
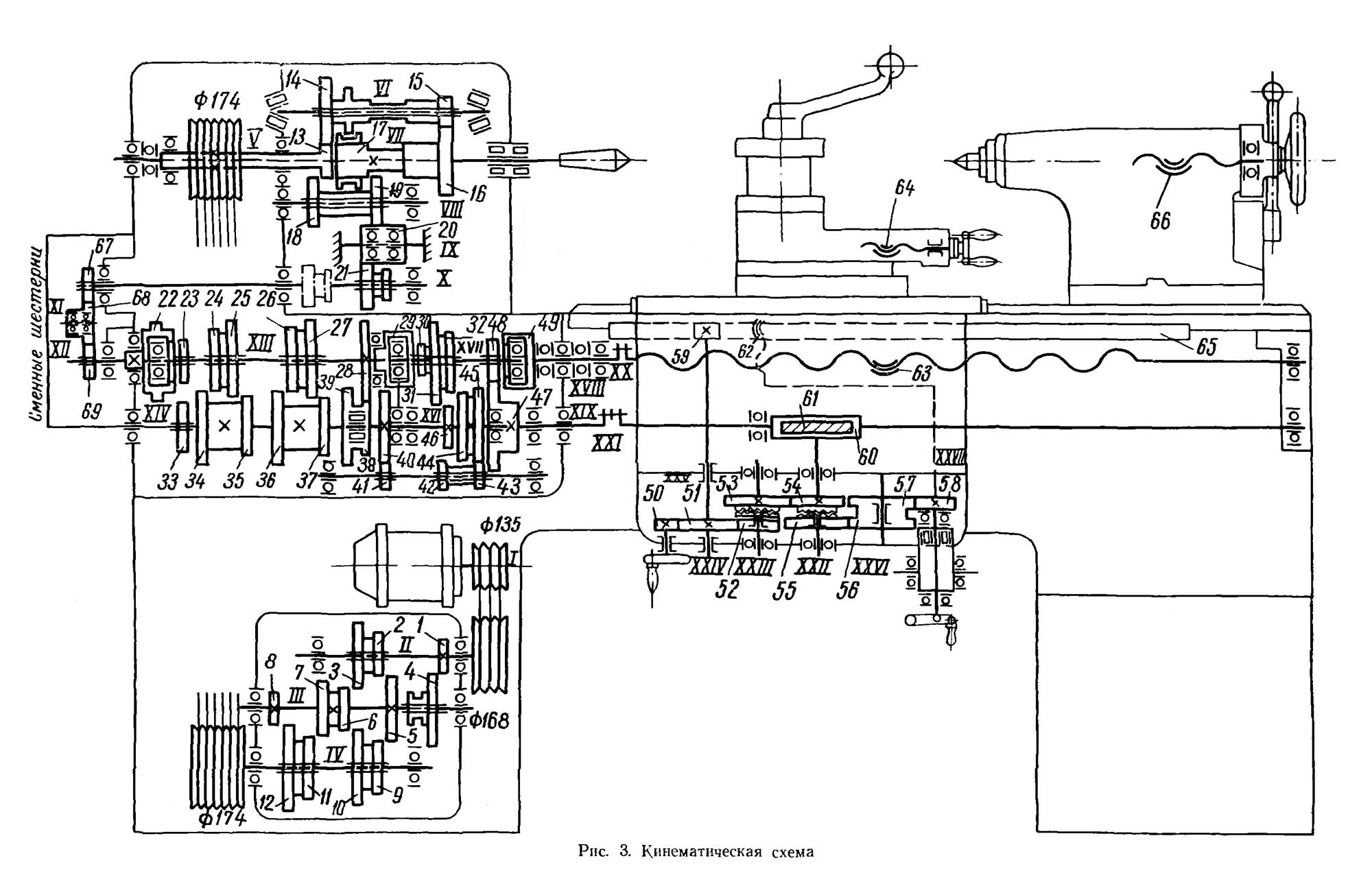
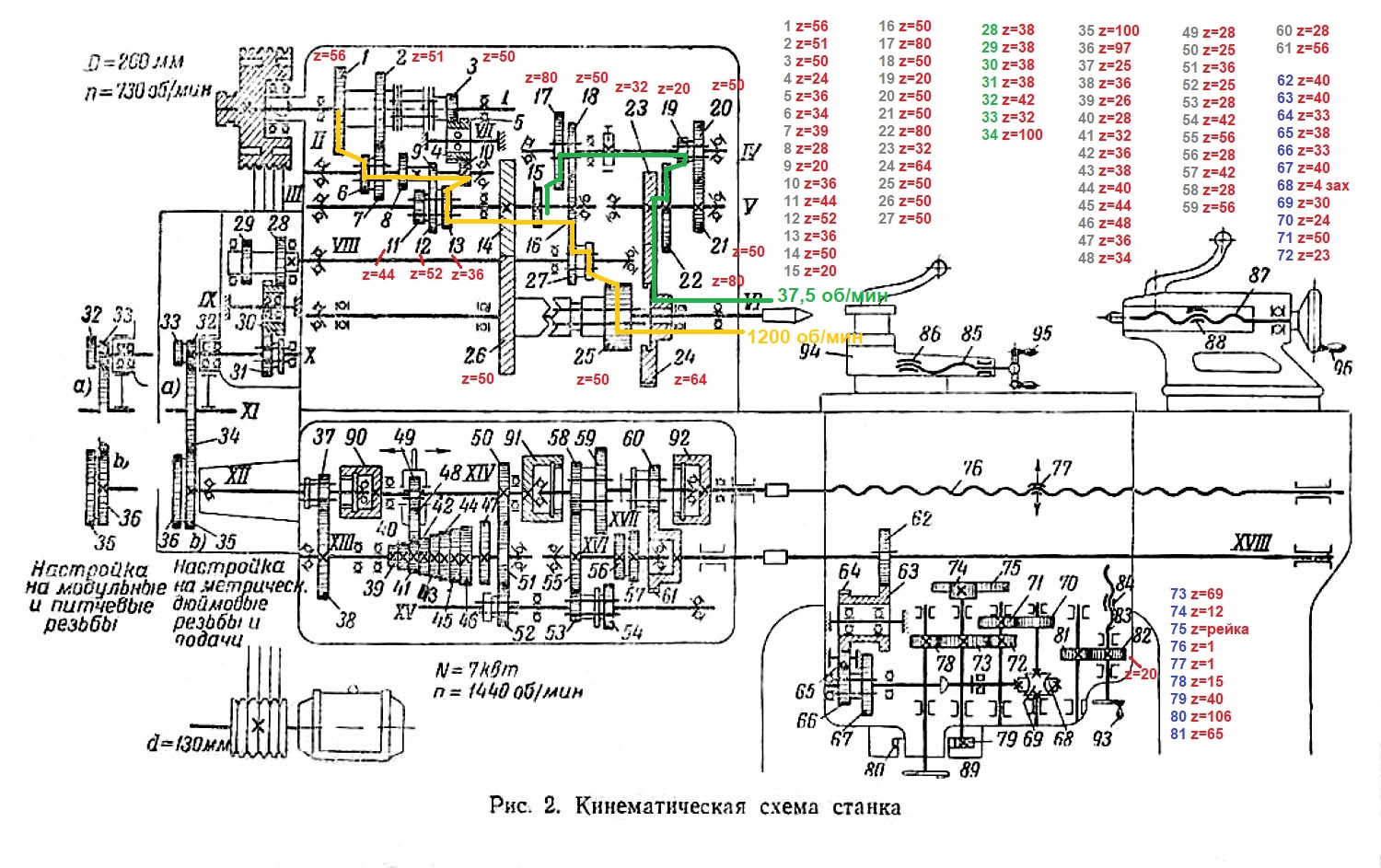
Схема станка 1А62. Токарно-винторезного. Кинематическая
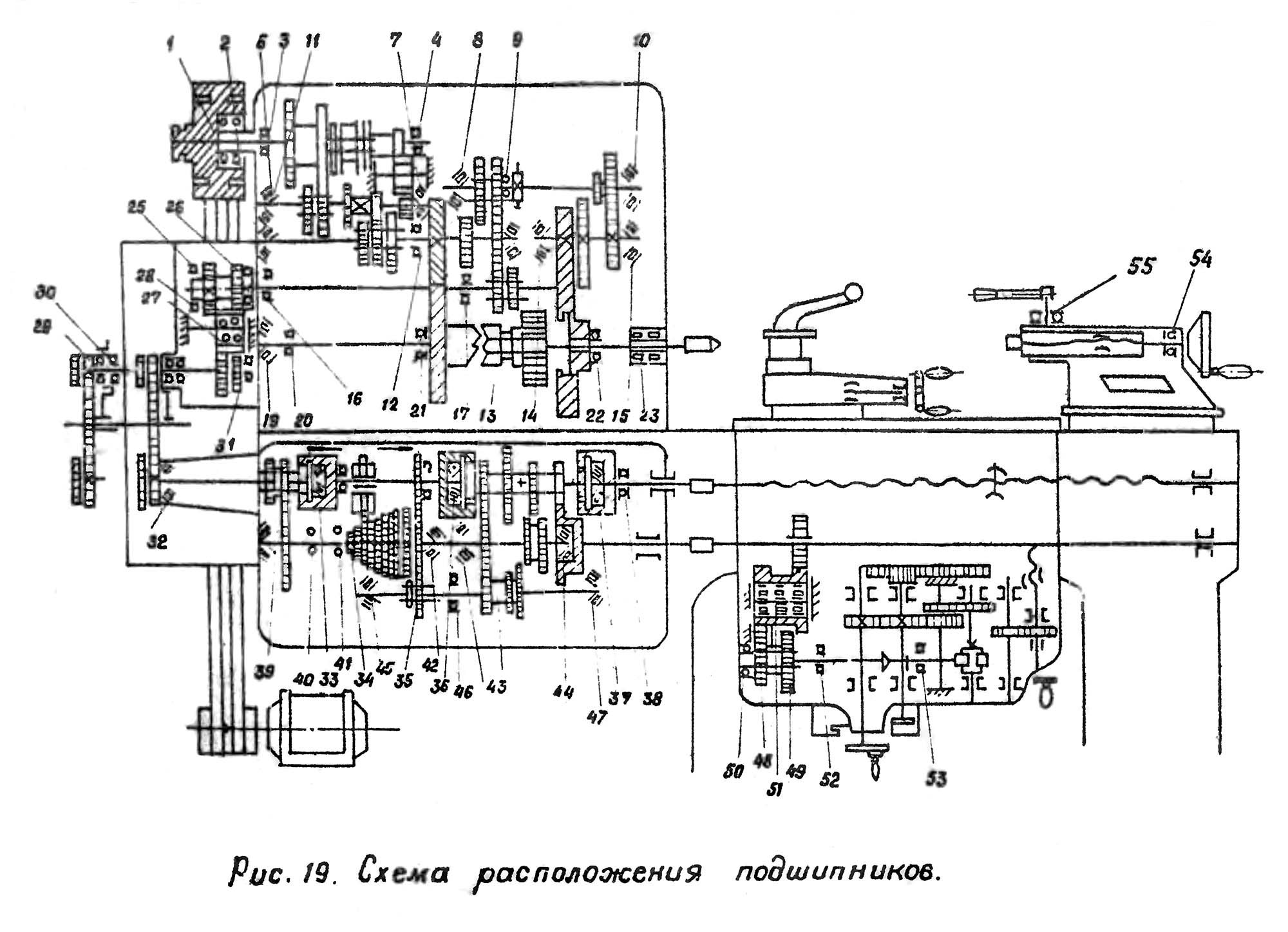
Кинематическая схема — это графическая схема отображения рабочих узлов и блоков механизма конструкции. Принципиальная кинематическая схема показывает последовательность передачи движения от двигателя через промежуточный механизм к рабочим органам изделия и их взаимосвязь. В кинематических схемах изображают конкретно только те элементы сборочной конструкции, которые принимают участие в передаче движения, к ним относятся промежуточные шестерни, ходовые тяги и фиксаторы, валы, шкивы приводов, муфты и др. Конструкцию какого либо сборочного механизма, имеющей движущие части, наносят в виде графики на схему сплошными линиями, чередующимися пунктиром, соответственно маркируя каждый элемент цифрами с последующей расшифровкой. Существуют пространственные кинематические схемы механизмов, которые изображают обычно в виде развернутых схем. Они получаются путем совмещения всех осей в одной плоскости с последующим проецированием на плоскость. Такие схемы позволяют уяснить последовательность передачи движения. На кинематической схеме допускается отображать отдельные элементы схем другого вида, непосредственно влияющие на ее работу, например, электрические. Читать кинематическую схему начинают от двигателя, являющегося источником движения всех деталей механизма. Устанавливая последовательно по условным обозначениям каждый элемент кинематической цепи, изображенный на схеме, выявляют его назначение и характер передачи движения.

Тонкости работы с фасонными заготовками и деталями конической формы
Технические характеристики модификации 1К62Д позволяют выполнять обтачку и нарезание необходимой резьбы на деталях конической формы, а также фасонных болванках. Обработка этих заготовок выполняется по двум методикам.
Необходимо добиться смещения корпуса задней бабки в поперечной плоскости. При определенном угле расположения оси центров и оси самой заготовки резец способен обтачивать детали конической формы. Но по причине несимметричного расположения центровых отверстий относительно центрам установки изготовить конус идеальной формы невозможно.
Использование для работы копировального модуля, который закрепляется на задней части станины кронштейнами.
 Кронштейн для закрепления копировального модуля
Кронштейн для закрепления копировального модуля
Правильно подбирая угол закрепления легко добиться идеальной конусообразной формы детали.
Такой способ обработки позволяет получить универсальный конус, деталь будет любой допустимой длинны. Такой вид обработки позволяет получить конус правильной формы.
Если заменить копировальную конусную линейку фасонной, то функциональность станка еще больше расширяется. Специалисты могут обрабатывать фасонные поверхности заготовок ступенчатого вала.
Станок модификации 1К62Д поддерживает режим максимальных нагрузок, обработку деталей ударным способом. Большим преимуществом является неприхотливость выбора материалов заготовок, несложно работать даже со стальными, чугунными прочными деталями.