
Применение флюса
Защитить внешнюю поверхность сварочной ванны от негативного воздействия внешних факторов помогает использование флюсов. Они обеспечивают формирование сварного шва и получение требуемых свойств наплавленного материала. Использование данного расходного материала оказывает на сварочный процесс ряд положительных эффектов.
- Интенсивное плавление металла.
- Стабильность горения дуги.
- Снижение потери энергии.
- Оптимизация расхода посадочного материала.
- Формирование поверхности сварного шва.
- Получение требуемых свойств наплавленного материала.
В качестве составляющих флюсовых смесей используют буру и борную кислоту. Они наносятся на присадочную проволоку или непосредственно на сварные заготовки. Данный материал не используется при сварке углеродистой стали. Без него не обходится работа с медью, алюминием и их сплавами.
Как выбрать для домашних работ?
Какой аппарат выбрать? Универсальный агрегат, способный сваривать все со всем, обойдется в сотни тысяч рублей, причём три четвери его возможностей, скорее всего, не будут использованы. Для того, чтобы правильно выбрать хороший аппарат для домашней мастерской, требуется четко очертить круг предстоящих работ. Приобретение комплекса для сварки в аргоновой среде имеет смысл, если объем предстоящих работ значителен.
Полезно будет перед покупкой изучить мнения опытных сварщиков, их отзывы о работе с той или иной моделью. Такие отзывы можно найти на профессиональных форумах.
Важно также правильно выбрать такие параметры вашего аппарата, как:
- максимальный и минимальный сварочный ток;
- режимы работы: смена полярности постоянного тока, переменный ток, импульсный и ассиметричный токи;
- тип присоединения для сварочного шланга;
- вид охлаждения горелки;
- дополнительное оборудование в комплекте поставки;
- отношение цена/производительность и цена/качество.
Дополнительное оборудование, входящее в комплект поставки, обойдется существенно дешевле, чем приобретенное отдельно
Немаловажно, чтобы эти бонусы от поставщика были действительно необходимы, поскольку общую цену покупки они могут задрать весьма ощутимо
Сборочно-сварочные приспособления
Их разделяют на следующие категории:
- Установочные, позволяющие позиционировать детали в соответствии с чертежной документацией. В зависимости от конфигурации заготовок изделия имеют вертикальные, горизонтальные или наклонные грани. Приспособления жестко крепятся к основанию, перемещаются по направляющим пазам или откидываются в сторону на оси либо петлях. Постоянные упоры из профиля приваривают или прикручивают к сварочному столу. Регулируемые кронштейны применяют для деталей с неравномерной геометрией.
- Фиксирующие или закрепляющие устройства, не допускающие смещения деталей в процессе сварки (например, из-за температурных деформаций или случайного воздействия электродом). Сварщики используют струбцины с ходовым винтом или кулачковым механизмом. Для сборки металлоконструкции необходимо иметь комплект зажимных приспособлений (размер зева определяют по габаритам заготовок).
Стяжки
Стяжка представляет собой резьбовую втулку, позволяющую регулировать расстояние между сопрягаемыми кромками. Для установки болта на деталях временно устанавливают кронштейны с гайками или отверстиями, внутри которых нанесена резьба.
Например, угольник для сварки используют при соединении труб, изготовленных из углеродистых сталей. Встречаются стяжки с хомутами, которые надевают на внешнюю поверхность цилиндрических деталей и фиксируют винтами. Конструкция не обеспечивает жесткого закрепления соединяемых деталей.
Прихваты
Прихват представляет собой небольшой отрезок арматуры или стального профиля, который служит для временного соединения крупногабаритных деталей.
Чтобы изменить положение частей, применяют регулируемые элементы (с резьбовой втулкой).
Домкраты и распорки
Реечные домкраты и штанги с винтовой секцией необходимы для удержания элементов металлоконструкций с замкнутым профилем и для выравнивания сопрягаемых кромок цилиндрических заготовок.
Приспособления применяют для выпрямления вмятин на поверхности. При соединении труб распорки используют совместно с внешними стяжными кольцами, что повышает точность сопряжения узлов.
Домкраты могут оснащаться механическим приводом.
Центраторы
Если при сварке заготовок, имеющих ось вращения, необходимо удержание деталей в 3 плоскостях, то используют центраторы. Они позволяют совместить внешние поверхности и осевую линию.
Удержание заготовок производится захватом за внешнюю или внутреннюю части. Оборудование имеет механический привод исполнительного органа. Центраторы для крупногабаритных труб оснащают гидравлическими цилиндрами.
Краткое описание работы центратора ЦНГ-1120:
- Совместить смежные участки трубопровода.
- Надеть на линию стыка двойную роликовую цепь.
- Подключить гидравлический привод к внешней насосной станции с золотниковым распределителем.
- Включить подачу жидкости и дождаться равномерного совмещения внешних кромок.
- Проварить шов через зазор, имеющийся между секциями цепи.
- Снять усилие, а затем переместить аппарат на следующую линию стыка.

Центраторы удерживают детали в 3 плоскостях.
Обращение в бытовых условиях
Сегодня газовая сварка уже не считается сложным вариантом соединения металлов и практикуется в частном хозяйстве многими пользователями. Нужно помнить, что при организации подобного вида работ в домашних условиях надо неукоснительно выполнять особые требования безопасности.
Прежде всего, проверяется герметичность каналов подвода рабочих газов, затем визуально осматривается горелка — особое внимание обращают на состояние наконечника. Внимательно проверяйте места стыковки с соединительными ниппелями, чтобы не произошло утечки газа, что чревато возгоранием
Внимательно проверяйте места стыковки с соединительными ниппелями, чтобы не произошло утечки газа, что чревато возгоранием.
Газовые баллоны нельзя переносить вручную, а следует перевозить на специальной тележке с мягким ходом (на надувных колесах), хранить емкости надо в железном ящике, снабженным надежным запором, чтобы исключить доступ посторонних, особенно любопытных детей младшего возраста. Нельзя проводить работы с аналогичным оборудованием рядом с легко воспламеняющимися и горючими веществами.
Обращение в бытовых условиях
Сегодня газовая сварка уже не считается сложным вариантом соединения металлов и практикуется в частном хозяйстве многими пользователями. Нужно помнить, что при организации подобного вида работ в домашних условиях надо неукоснительно выполнять особые требования безопасности.
Прежде всего, проверяется герметичность каналов подвода рабочих газов, затем визуально осматривается горелка — особое внимание обращают на состояние наконечника
Газовые баллоны нельзя переносить вручную, а следует перевозить на специальной тележке с мягким ходом (на надувных колесах), хранить емкости надо в железном ящике, снабженным надежным запором, чтобы исключить доступ посторонних, особенно любопытных детей младшего возраста. Нельзя проводить работы с аналогичным оборудованием рядом с легко воспламеняющимися и горючими веществами.
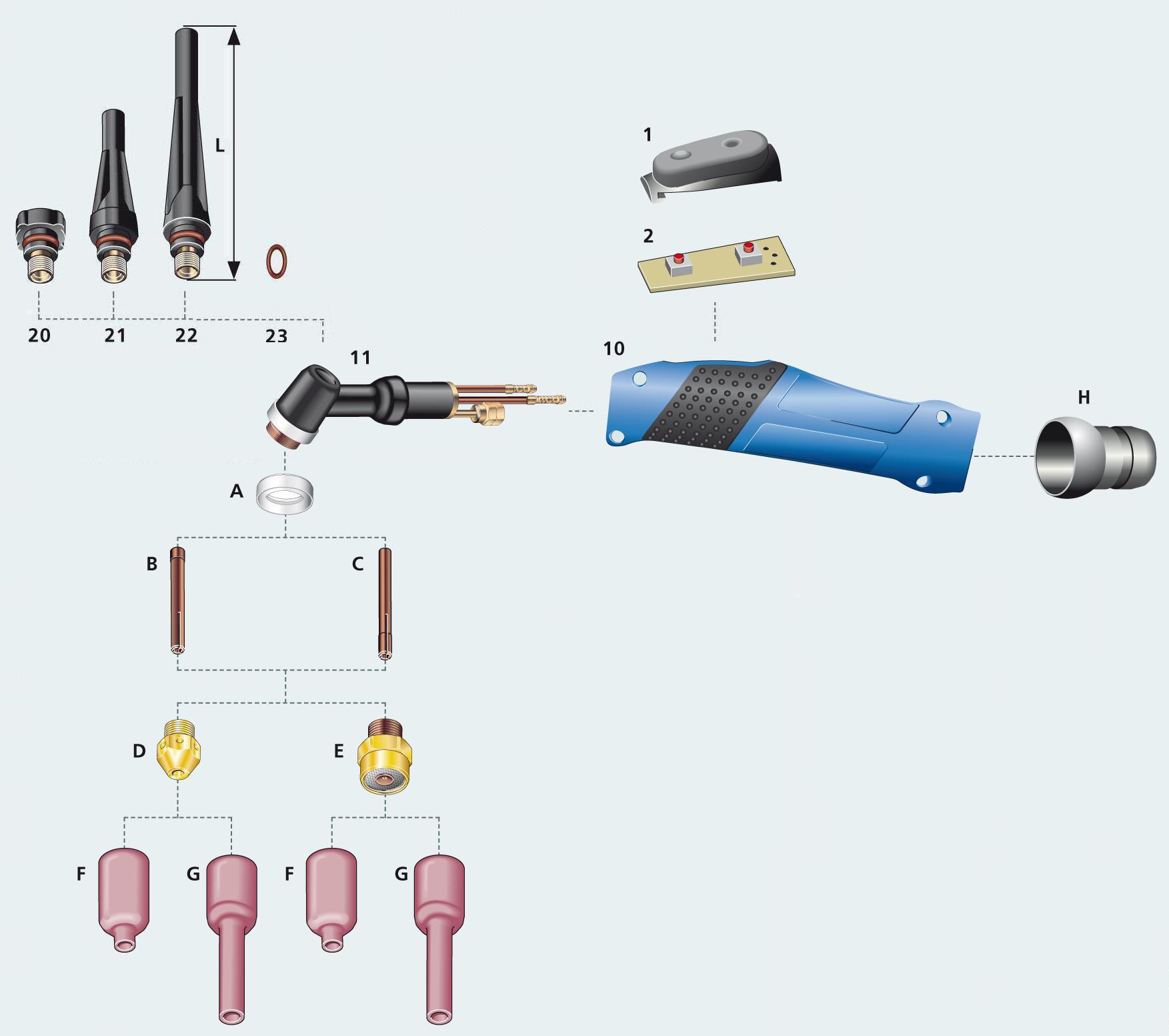
Принадлежности для горелки аргоновой сварки
Устройство любой тиг горелки достаточно простое. Чтобы работать с принадлежностями этого типа, необходимо укомплектовать их рядом аксессуаров, обеспечивающих фиксацию вольфрамового электрода, а также правильную подачу газа к месту сварки. Среди таких принадлежностей:
- Классическое керамическое сопло или сопло с газовой линзой. Во втором варианте газ идет через решетку. Такой поток обеспечивает более высокий уровень защиты.
- Держатель цанги.
- Цанга.
- Колпачок. Может быть удлиненным, длинным либо коротким.
Размеры первых трех принадлежностей подбираются, опираясь на диаметр используемого вольфрамового электрода
Крайне важно, чтобы принадлежности хорошо подходили к расходным материалам, иначе результат выполняемых работ вас не порадует
Уход и эксплуатация газовых горелок

Обращать пристальное внимание на контактные элементы, чтобы избежать их выгорания

Следить за образованием оксидной пленки и вовремя ее удалять, либо менять элементы.

В техническом паспорте есть список элементов, которые идут в дополнительном комплекте. Эти детали не помешает закупить дополнительно.



-
Как сделать аппарат точечной сварки — как собрать в домашних условиях своими руками аппарат
-
Как собрать простой сварочный аппарат в домашних условиях: чертежи инверторных моделей и пошаговая инструкция по сборке
-
Стол для сварки своими руками — пошаговая инструкция по изготовлению и сборке (65 фото)
Техника безопасности при работе с газовой горелкой
Горючую смесь, выходящую из сопла, нужно поджигать с большой осторожностью. Для начала следует приоткрыть вентиль (примерно на четверть оборота), продуть горелку, и только затем поджечь газ
Для этого используют спички, искровые зажигалки, или пьезоподжиг. Категорически запрещается зажигать горелку от любых горящих предметов.

Только после того, как горючая смесь воспламенится, можно подкрутить вентиль и отрегулировать пламя. Чтобы погасить горелку, регулятор закручивают, перекрывая доступ газа в сопло. При утечке газа следует немедленно прекратить работу.

Любая сварка, в том числе газовая, опасна для глаз, поэтому нужно пользоваться защитной маской или очками.
Принцип действия, технология и классификация
Как и при любой другой сварной технологии, полуавтоматическая сварка соединяет металлический заготовки посредством временного расплавления, а затем застывания и образования единой конструкции контактирующих поверхностей. Однако основным рабочим элементом в данном случае выступает не электрод, а проволока. Она подается прямо через сопло горелки.
Чтобы понимать, как правильно варить полуавтоматом, советую изучить устройство аппарата. Независимо от модификации и бренда в его состав входят следующие основные части:
- Корпус аппарата. В нем размещаются основные элементы – источник электропитания постоянного тока (инверторный или простой выпрямитель), регуляторы тока, выходы, механизм подачи проволоки с катушки.
- Горелка с рукояткой, регулятором режимов работы и кабелем, через которую подается проволока, газ, а в некоторых моделях и охлаждающая жидкость.
- Электроподающие проводники – прямой, подсоединяемый к проволоке, и обратный, подаваемый на заготовку.
Система подачи газа – баллон (магистраль), шланг, редуктор с вентилем и манометром.
Принцип его работы сводится к созданию сварочной ванны в месте контакта непрерывно подаваемой проволоки с краями соединяемых металлических заготовок. В зависимости от того, что и в каких условиях будет свариваться, технология сварки полуавтоматом различается на следующие виды:
- В углекислом газе.
- В инертной среде.
- Без защиты – с помощью специальной проволоки, когда флюс находится в защитной оболочке.
Классификация аппаратов, плюсы и минусы
Для того, чтобы начинающему сварщику точно определить, какой вид полуавтомата потребуется для сварки в конкретных условиях, также рекомендую ознакомиться с классификацией аппаратов. Разделяются они по следующим признакам:
- Типу корпуса. Существуют 1-корпусные модели, в которых основные части находятся вместе, и 2-корпусные – в них горелка, устройство подачи проволоки и модуль управления расположены в одном блоке, а источник электропитания с регуляторами – отдельно.
- Материалу проволоки. Одни экземпляры способы работать только на алюминии, другие на стали. Однако есть также универсальные модели.
- Защите шва. В одном случае используются инертные газы, в другом – порошковая проволока, которая, кстати, также нуждается в защитной атмосфере, в третьем – флюс. Бывают также универсальные модели.
- Возможности транспортировки. Есть агрегаты стационарные, есть – мобильные, более легкие со специальными роликами, а также просто переносные.
- Количеству фаз электросети. 1-фазные модели работают от сети 220 В, 3-фазные, соответственно, обладают большей мощностью и требуют подключения к 3-м фазам на 380 В.
Механизму подачи проволоки. Подразделяются на толкающие и тянущие. Привод в последнем случае размещается в рукоятке. Также существуют гибридные модели.
Сварка металлоконструкций полуавтоматом обладает следующими плюсами:
- Удобство применения, легкость освоения техники.
- Высокая скорость обработки.
- Наименьший дефект сварного шва.
- Создание шва в любом направлении.
- Возможность сварки неочищенной поверхности.
- Формирование соединения высокого качества.
- Минимизация отходов.
- Сохранение эстетических характеристик изделия – благодаря тонкому аккуратному шву.
- Защита цинкового покрытия при использовании медной проволоки.
Недостаток проявляется в подверженности инертной газовой атмосферы сквознякам.
Оснастка для установок
На сварочных установках используют дополнительную технологическую оснастку:
- Ванны для удержания расплавленного флюса, не допускающего проникновение в металл посторонних примесей, снижающих прочность соединения. Применяют в случае невозможности защиты сварного шва стандартными методами. Например, при сварке вертикальных листов внахлест устанавливают уголок, не допускающий стекание жидкого флюса по поверхности. Ванны могут быть подвижными и стационарными.
- Подушки из флюса, предотвращающие вытекание расплавленного металла через зазор между листами. Защитный слой прижимается к нижней кромке заготовок, удерживает сварочную ванну и формирует обратный валик шва.
Виды присадочной проволоки
Выполнение сварочного шва не обходится без использования присадок. Они обеспечивают геометрию, повышают эксплуатационные характеристики и гарантируют отсутствие дефектов. Для работ используют следующие виды проволоки.
- Порошковая. Подходит для углеродистой стали, подвергающейся впоследствии термической обработке.
- Алюминиевая. Применяется для сварки заготовок из аналогичного материала.
- Нержавеющая. Используется для легированных сталей.
- Омедненная. Подходит для высоколегированных сплавов.
- Стальная. Такой проволокой свариваются низко и среднелегированные металлы.

Разновидности аргоновых горелок
Аргоновые горелки подразделяются по виду охлаждения: воздух или вода. Во многих моделях TIG устроено воздушное, так как водяной метод потребует сложного оборудования. По методу подачи инертной среды бывают АТ с вентилем или кнопкой. Многие современные устройства снабжены и тем, и другим. По типу соединительного разъема со сварочным аппаратом, АТ не классифицируют из-за многообразия вариантов. Обычно производитель комплектует их под конкретные виды инверторов, единственное условие – разъем обязан соответствовать гнезду аппарата. С этим возникают проблемы, особенно при покупке в интернете, так как многие изготовители забывают указывать тип разъема. Также в комплекте должна быть указана длина шлейфа 4 или 8 метров.
Характеристику горелки можно определить от маркировки названия, например, TIG 26, что означает большую горелку с водяным охлаждением. АГ делятся на две группы: маленькие и большие. К первым относятся маркировка 9 (воздушное охлаждение) и 20 (водяное). Расходники и запчасти для них – взаимозаменяемы.
По типу конструкции
АГ подразделяют на вентильные и кнопочные. Первая конструкция — самая простая, для начала процесса просто открывают вентиль на баллоне. Часто такие горелки соединяются только к инвертору. Процесс розжига дуги заключается в постукивании проволокой по свариваемой поверхности. Такая конструкция АГ не применяется для соединения деталей из алюминия.
Кнопочная модель — более усовершенствованный тип. Кнопка довольна, функциональна и имеет несколько положений режима: газоподача, настройка сварочного тока, розжиг, образование дуги и другие. Подобные горелки просты в эксплуатации и обеспечивают достойное качество швов.
Комбинированные горелки с вентилем и кнопкой встречаются редко, их не рекомендуют использовать новичкам в аргоновой сварке, поскольку они сложные в процессах настройки, а вот опытные специалисты выбирают этот вариант горелок, так как они имеют больше функционала для создания разных сварочных режимов.
По типу охлаждения
Варианты охлаждения в АГ, существуют воздушное, работающее на естественном принципе циркуляции и водяное с принудительной подачей охлаждающей жидкости. Первый метод конструкционно прост, детали охлаждаются воздухом под действием О2. Такая система применяется при сварке небольших швов и с током до 200 А, иначе устройство аргоновой горелки будет перегреваться.
Водяное охлаждение — процесс выполняется за счет особых конструкционных элементов, для подачи к корпусу холодной воды.
Профессиональное оборудование
В этот сегмент входят агрегаты ведущих брендов. Анализ отзывов пользователей помог составить таблицу лучших моделей стоимостью 60-110 тыс. руб.
| Название | Мощность, кВт | Сила тока | Напряжение холостого хода | Диаметр проволоки | ПН (%) | Вес, кг | Средняя стоимость, руб. |
| Fubag Irmig 250 T | 8 | 30-250 | 79 | 0,6-1,2 | 40 | 28 | 62000 |
| ESAB Caddy Mig C200i | 5 | 30-250 | 60 | 0,6-1,2 | 45 | 11,5 | 75000 |
| Bluweld Starmig 200 | 5,5 | 5-200 | 67 | 0,6-1,2 | 30 | 23 | 80000 |
| Кедр 8005048 | 23 | 500 | 75 | 1-1,6 | 100 | 50 | 105000 |
| Kemppi MinarcMig Evo 200 | 6,2 | 20-200 | 75 | 0,6-1 | 35 | 13 | 107000 |
Все вошедшие в рейтинг агрегаты могут функционировать в ручном режиме. Bluweld Starmig 200 снабжен функцией аргонодуговой сварки.
Разновидности
Существует два типа сварочных постов: стационарные и передвижные. Стационарные посты располагаются в цеху и предназначены для работы с деталями небольшого размера, поскольку рабочая поверхность сварочных столов зачастую ограничена. Передвижные посты могут быть как внутри цеха, так и на улице. Это могут быть небольшие каркасы на колесах, в которые встроено оборудование, или же специальная тележка.
Давайте подробнее рассмотрим каждый тип поста.
Стационарный пост
Ниже показана схема сварочного поста стационарного типа. В большинстве случаев стационарный пост располагается в отдельной кабине без крыши, но с закрывающимися ширмами. Площадь такой кабины должна быть не менее 3 м2.
Стационарный сварочный пост должен быть изготовлен из негорючих материалов, поэтому ширмы делают из полимеров, а каркасы — из металла. Высота самой кабина должна быть не менее 2 метров. Внутренние стенки кабины покрываются огнеупорным составом, не поддерживающим горение.

На каждом стационарном посту есть не только оборудование, но и сварочный стол. Его размеры обуславливаются характером работ. Если сварка производится в сидячем положении, то высота стола должна быть около 60-70 см. Если в стоячем — от 85 и выше. Размер рабочей поверхности должен быть не менее 100х100 см.
Отдельное требование — это хорошая вентиляция для сварочного поста. Местная вентиляция при сварке может быть как естественной, так и принудительной. Принудительная вентиляция предпочтительнее всего. Также необходим местный отсос от сварочного поста, чтобы оперативно забирать металлическую стружку, пыль от шлифовки и пр.
Передвижной пост
Сварочный пост для ручной дуговой сварки может быть и передвижным или переносным. Зачастую передвижной сварочный пост можно организовать с меньшими усилиями, поскольку для него не требуется соблюдение многих правил. Не нужно организовывать вентиляцию, соблюдать размер рабочей зоны и т.д.
Но вот что стоит сделать, так это навес над передвижным постом, чтобы сварщик мог работать в непогоду или под солнцем. Также передвижной пост должен иметь удобные колеса, чтобы с их помощью даже тяжелое оборудование можно было перевезти без особого труда.

У передвижного поста должны быть отсеки и ниши для хранения комплектующих. Если это передвижной пост газовой сварки, то должно быть предусмотрено место под газовый баллон. Вентиляция сварочного поста может быть естественной, поскольку работы в большинстве случаев проходят на улице.
Актуальная классификация сварочного оборудования
На сегодняшний день классификация сварочного оборудования охватывает широкий спектр производственной техники. Эта аппаратура может быть предназначенной как для профессионального, так и для полупрофессионального и даже любительского использования.
Как правило, полупрофессиональные и любительские аппараты современного типа имеют компактные размеры и являются простыми в использовании, фактически их применение не требует особого предварительного обучения.
Что касается профессиональной и производственной техники такого рода – она предлагается в еще большем ассортименте, будучи предназначенной для использования в самых разных специфических условиях, созданной для разных целей и максимальным образом адаптированной под них.
Современная классификация сварочного оборудования и весь широкий ассортимент такового предполагает возможность выбора оптимальной аппаратуры, актуальной именно для сегодняшнего дня, высокотехнологичной, безопасной и оптимизированной для активного использования, что открывает широкие возможности для промышленников и частных специалистов.
Однако, несмотря на весь широкий ассортимент оборудования, подобрать оптимальное решение для той или иной конкретной ситуации и обзавестись достойным техническим оснащением не всегда бывает так уж просто.
Многие профессиональные модели поставляются под заказ, а что касается наиболее новых разработок – порой бывает сложно найти даже информацию о них. Это создает для покупателей вполне весомые проблемы, и проблемы такого рода распространяются также и на поставщиков, которым необходимо найти клиентов и покупателей.
При этом такие проблемы совсем не означают необходимости отказа от актуальных достижений прогресса, ведь именно для реализации таких возможностей организовываются тематические мероприятия, такие как выставки например.
Однако на практике все проблемы упираются, как правило, именно в возможность ознакомления с новыми технологиями, которые редко презентуются вне профессиональных сфер.
Найти свежие и актуальные сведения на тему новых разработок бывает крайне непросто, и, для того чтобы добиться этого, необходимо бывает выходить на профессиональные круги и обеспечивать возможность наиболее активной коммуникации и обмена информацией – этот подход является
единственно верным.
Но на практике все это реализуется не совсем легко, и большим
подспорьем для промышленников в этом отношении становятся
специализированные мероприятия, которые значительно облегчают такие
процессы и дают все возможности для создания необходимых связей.
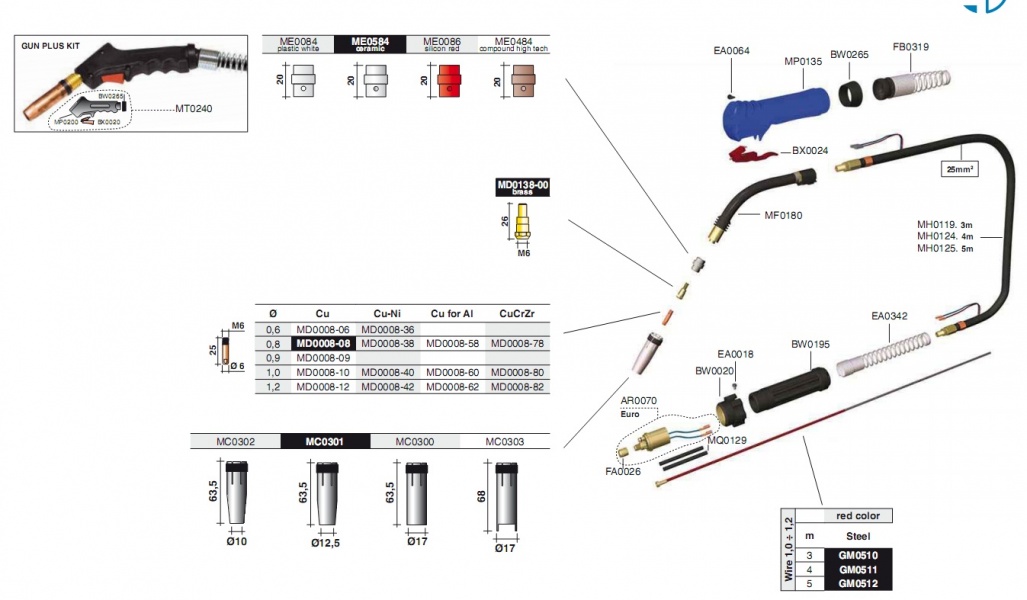
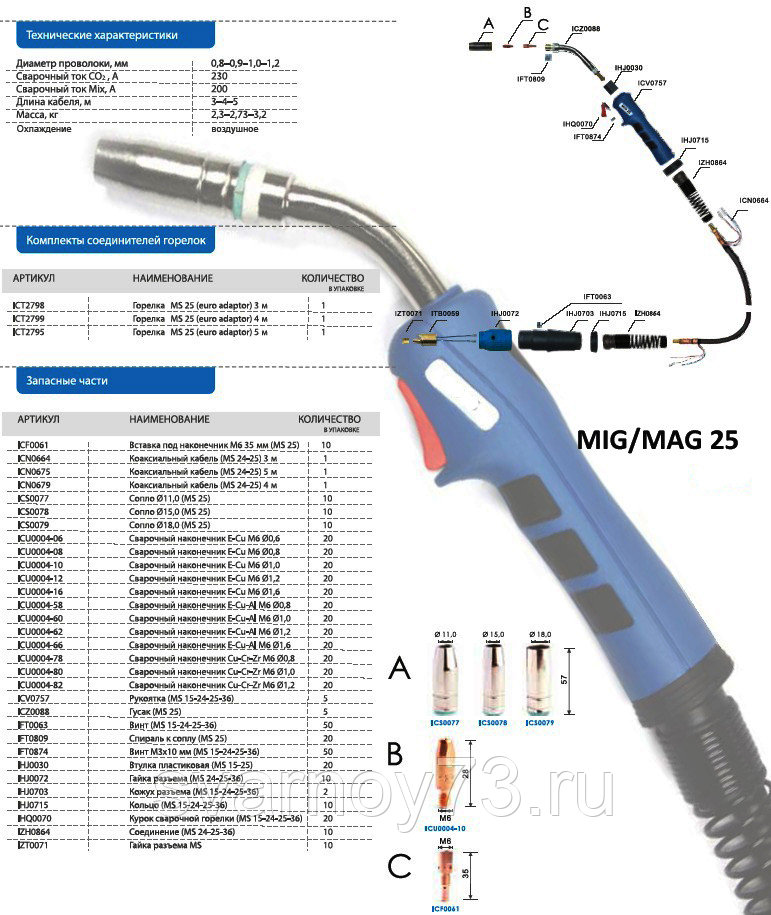
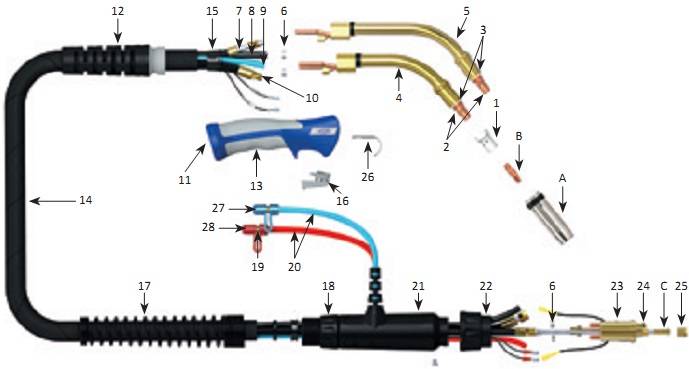
Основные параметры изделия
Сварочная горелка MIG/MAG для полуавтоматического оборудования выпускается разными производителями, но все основные характеристики практически идентичные:
- нагрузка по применяемому току;
- длина шланга;
- вариант охлаждения — при помощи воздуха или воды;
- управление — с помощью кнопок, вентиля или универсальный вариант;
- способ подключения — штекерный или европейского вида.
Применение штекера увеличивает диаметр рукава, потому что подключение каждого источника производится отдельно. Евроразъемы применяются только на дорогом профессиональном оборудовании, когда все каналы объединяются в одном корпусе. Опытные сварщики подбирают горелки по значению тока, т. к. работы выполняются не в постоянном режиме, а с остановками для остывания дорогостоящего оборудования.
Производители при разработке горелок рассчитывают стойкость изделия на основании устойчивой работы в течение 10 минут, но на практике этого не делается. Если на агрегате обозначена максимальная сила тока в 400А, то идеальным вариантом использования будет горелка с номиналом в 300А.
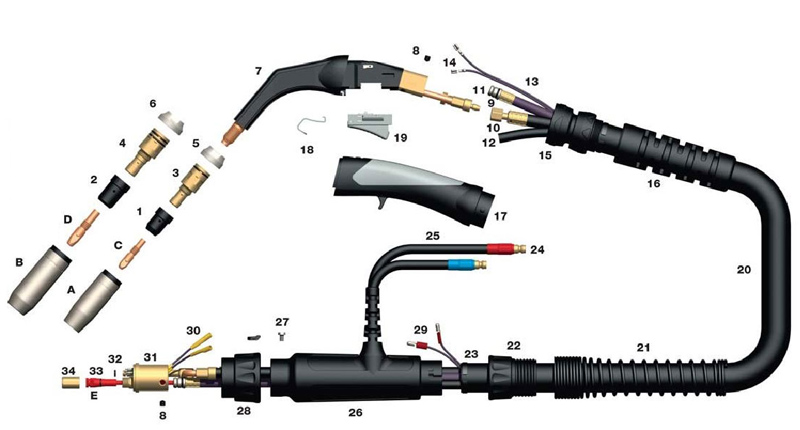
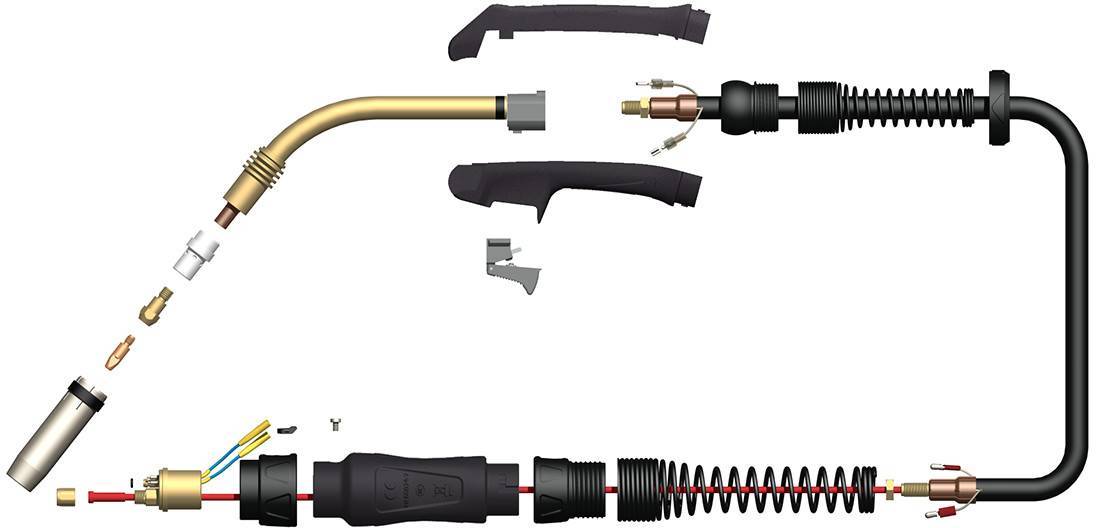
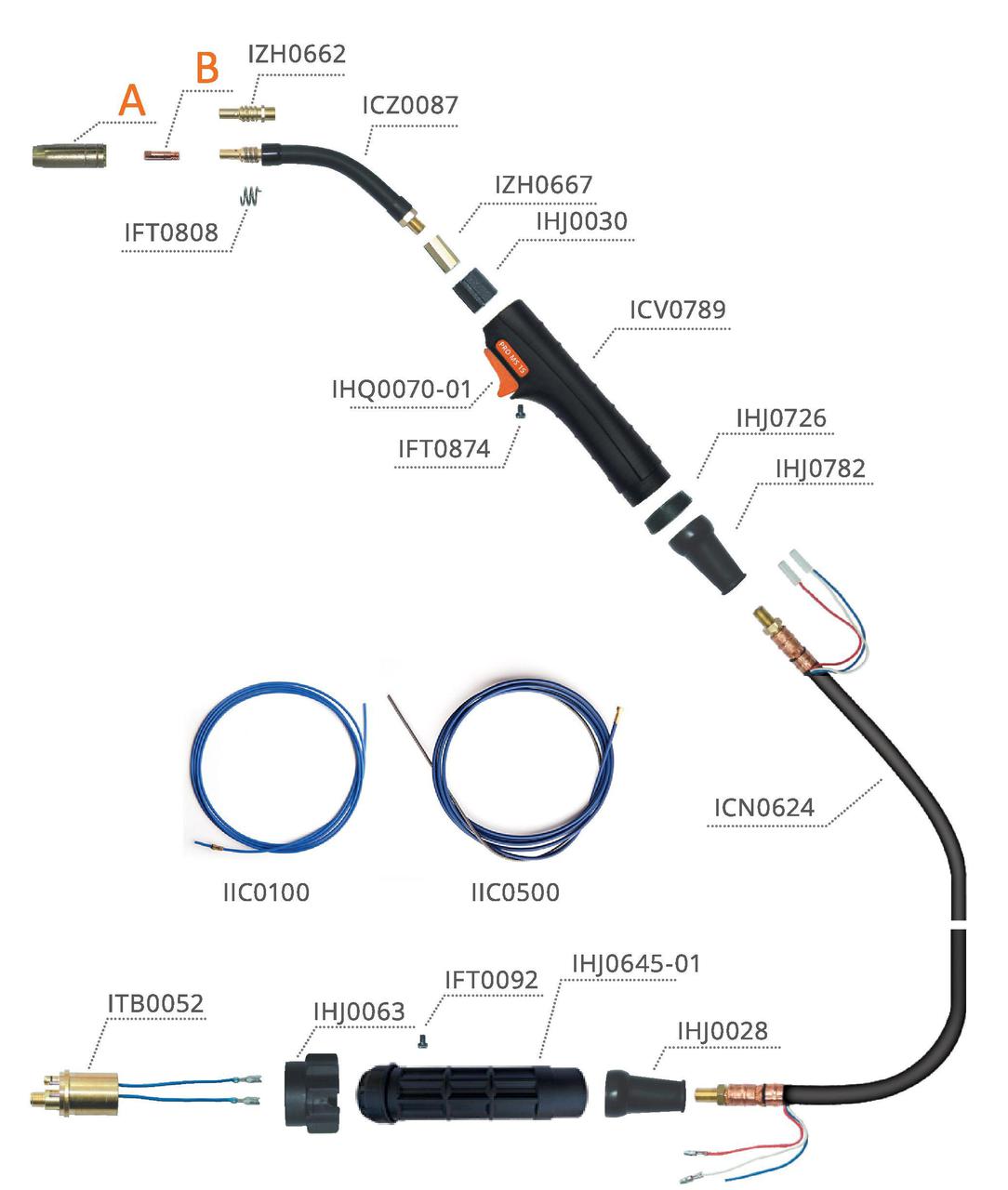
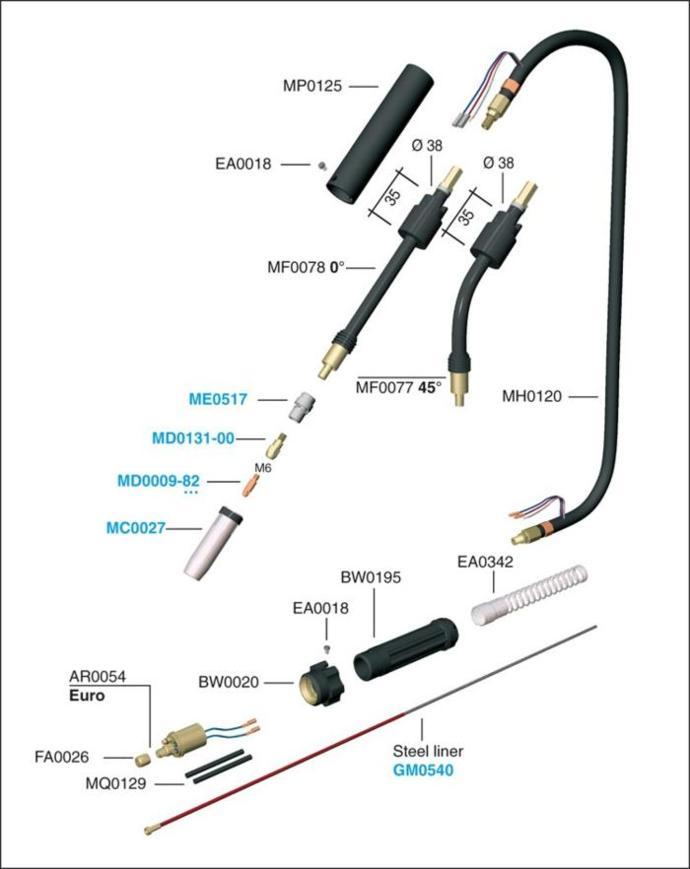
Устройство
Итак, рукав для сварочного полуавтомата состоит из резиновой оболочки. Под ней находится достаточно сложная начинка. Так как для полуавтоматической сварки необходима специальная проволока, то в сварочном рукаве находится сложная система. Она представляет собой направляющий канал, подающую спираль. Также внутри может быть трубка из тефлона. У фирм, что производят комплектующие для сварки, может быть разное устройство рукава сварочного полуавтомата.

Также для процесса работ необходимо наличие защитного газа. Для подачи его используется отдельный шланг. В зависимости от того, какой марки и модели аппарат, процесс транспортировки и подачи в зону работы проволоки и газа может различаться. Вместе с коаксиальным существует и параллельный тип.
Внутри рукава также проходит положительный силовой кабель от сварочного к трансформатору. Этот шнур идет к токовому наконечнику, расположенному на горелке. Также имеется два тонких провода. Они подключены к пусковой кнопке.
Какие газы используются при сварке
Для того, чтобы газы сгорали с максимальной эффективностью нужен кислород без примесей. В зависимости от степени очистки он бывает:
- высшего сорта (концентрация 99,5 %);
- 2-го (99,2 %);
- 3-го (98,5 %).
Так как варят газосваркой не в стерильных условиях, следует учитывать, что при контакте кислорода с техническими маслами может произойти самовозгорание. Баллоны должны храниться в помещении, где нет источников открытого огня в месте, куда не попадают солнечные лучи.
Чаще всего в паре с кислородом используют ацетилен, так как его температура горения доходит до 3400⁰C. Его получают из карбида кальция при растворении в воде.
Второе место с температурой горения до 2800⁰C занимает пропан. Газовые смеси кислорода с метаном, водородом, парами керосина, блаугазом по температуре значительно уступают лидерам. Применяются для работы только с цветными металлами с низкой температурой плавления.
Разновидности проволоки и выбор
В связи с распространением сварки полуавтоматом предприятия начали выпускать разные типы расходных материалов для нее. Правильный выбор проволоки повышает скорость и эффективность, обеспечивает безопасность работы. В ГОСТ 2246 прописаны основные требования к составу материала. Среди множества видов проволоки сварщики выбирают только некоторые марки. Остальные считаются узкоспециализированными.
| Марка стали | Тип проволоки |
| конструкционная, углеродистая, низколегированная | СВ-08, СВ-08Г2С, ER-70S-6 |
| 08Х12, 08Х17Т | СВ-12Х13, СВ-10Х17Т, СВ-08Х14ГНТ |
| 03Х18Н11, 08Х19Н10Т, 12Х18Н10Т | СВ-01Х19Н9, СВ-06Х19Н9Т |
Толщина металла и диаметр проволоки
Характеристики расходного материала зависят от габаритов соединяемых деталей. Производители предлагают проволоки диаметрами от 0,3 до 12 мм. Размер выбирают с учетом габаритов заготовок. Например при сваривании деталей толщиной 3-5 мм используют проволоку диаметром до 2 мм. Выбор материала определяется и силой тока. Для снижения стоимости работ в процессе сварки контролируют расход присадки. Он зависит от типа сплава, характеристик присадочного материала.
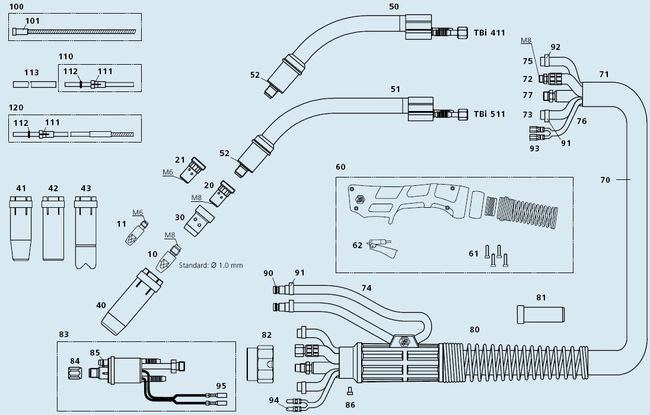
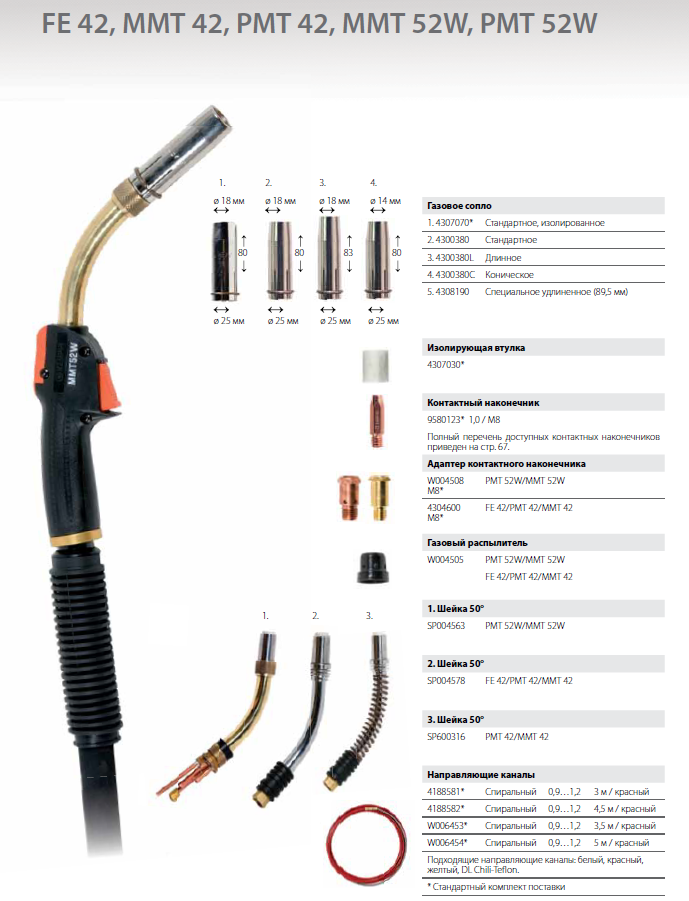
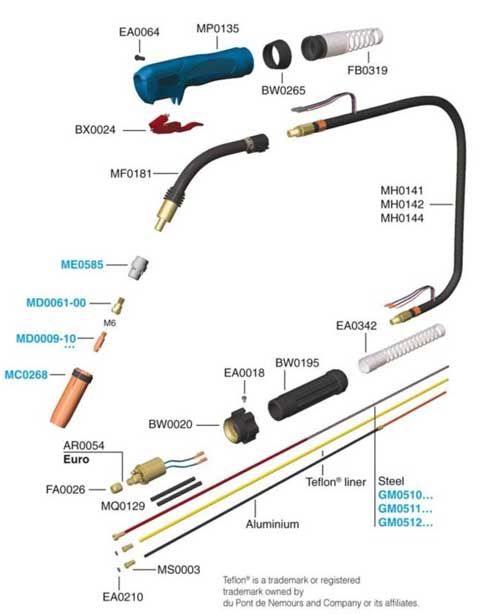
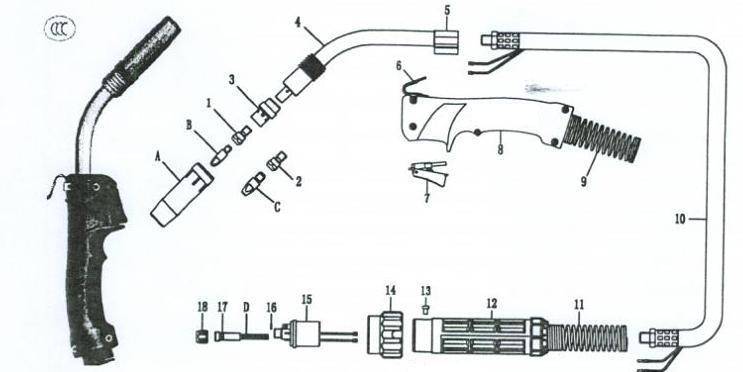
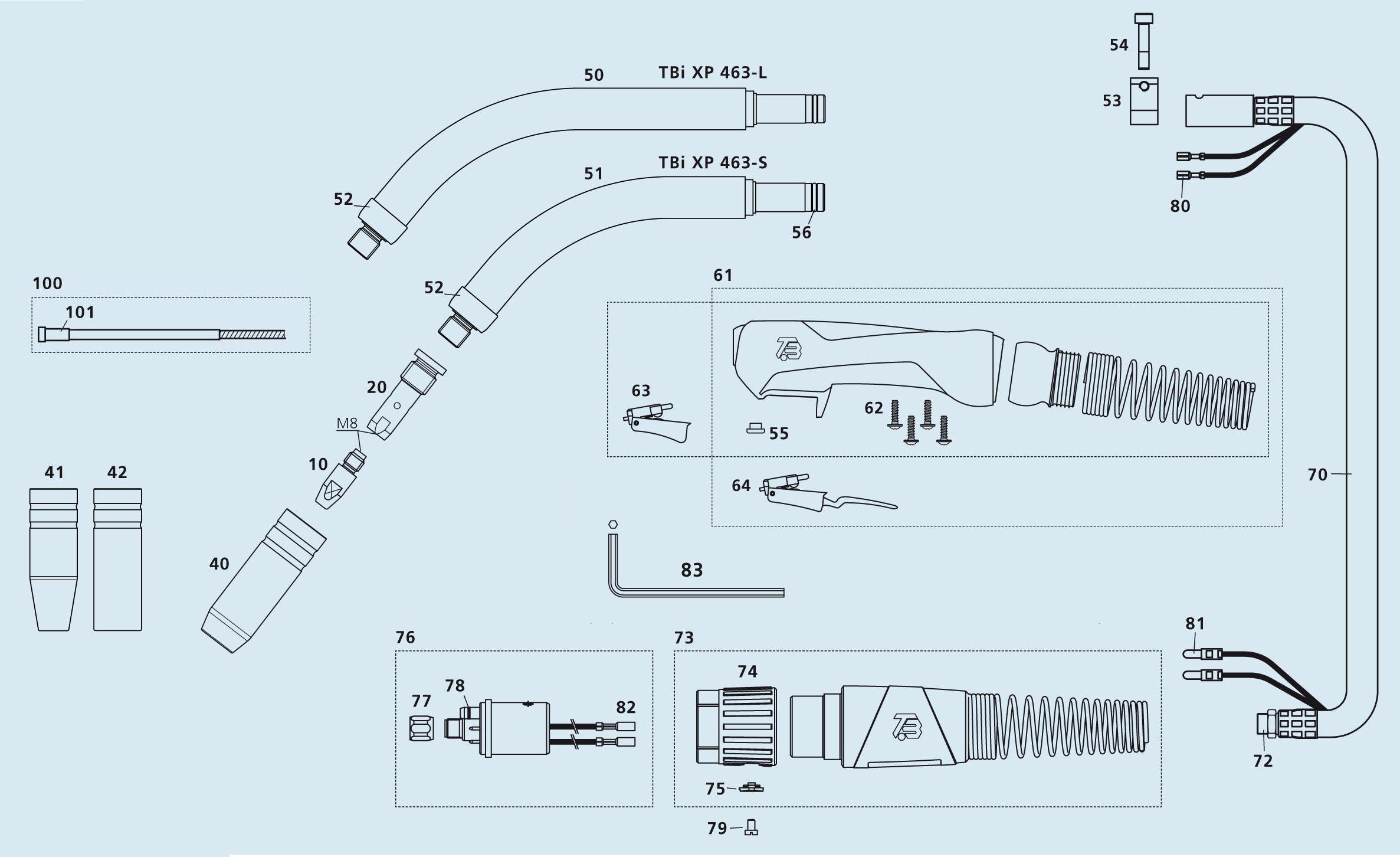
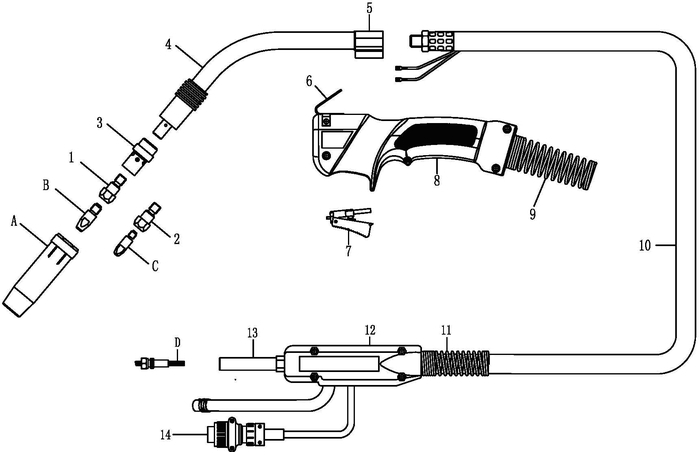
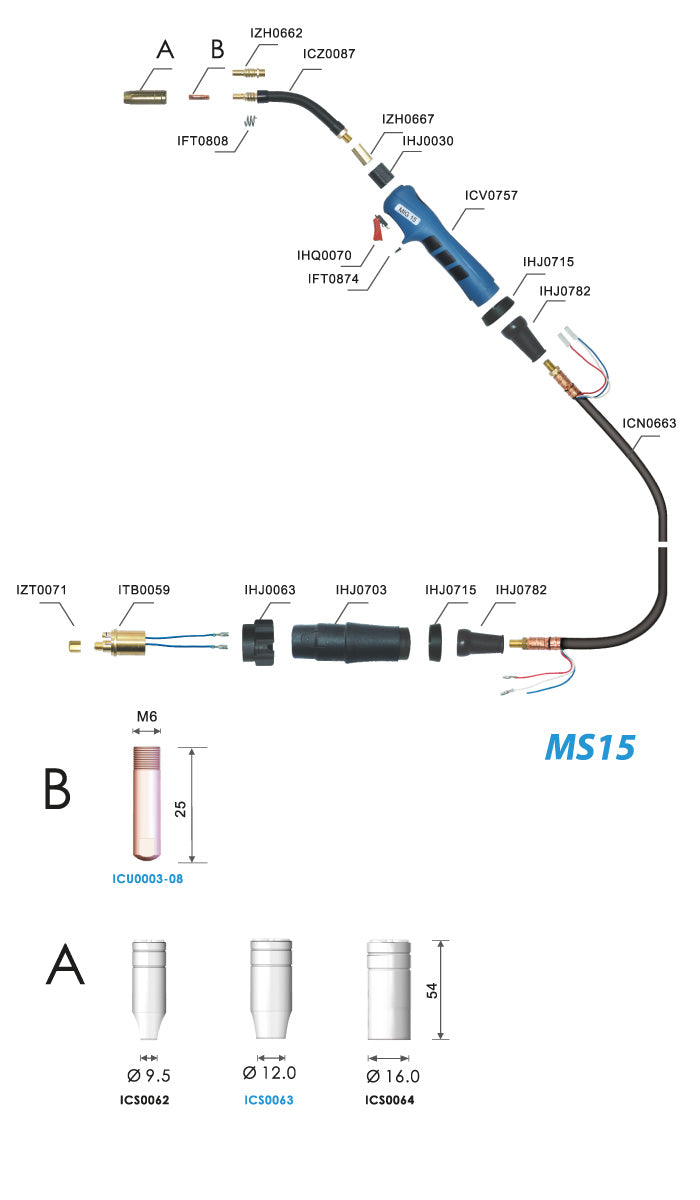
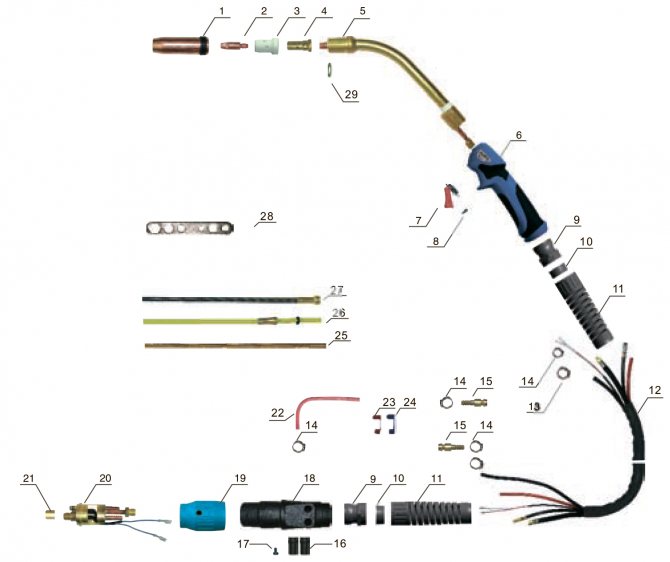
Конструкция горелки
Производителей сварочного оборудования много, но устройство горелки одинаково для всех. Отличаются они между собой материалами, размерами, критической температурой и мощностью, механизмами подачи защитной среды (газа, флюса).
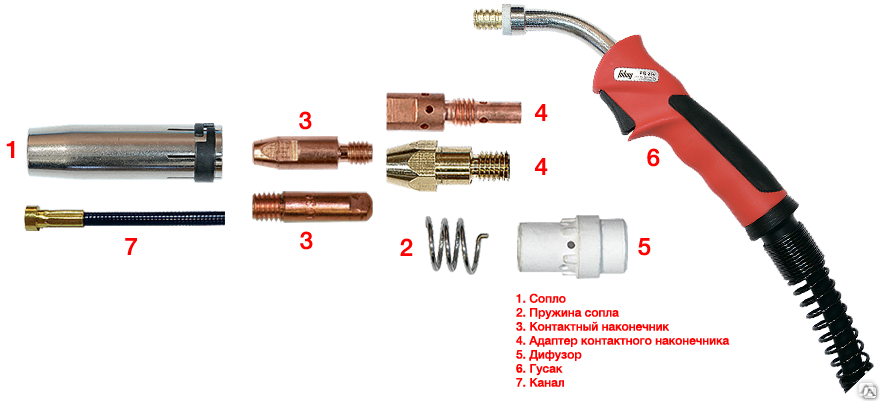
Рассматривая конструкцию горелки, стоит отметить, что основными элементами являются:
- сопло;
- держатель;
- наконечник;
- втулка изоляционная;
- основа с рукояткой.
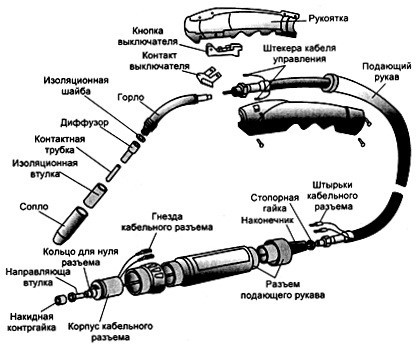
Конструкция горелки
Наконечники и сопла горелок изготавливаются из различных материалов, поэтому срок их службы различен. Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов.
Рукоятка изготавливается из термостойкого изоляционного материала, защищающего сварщика от воздействия электрического тока. На рукоятке располагается кнопка, включающая подачу защитного газа перед розжигом дуги.
Рукоятка соединяется со сварочным аппаратом посредством подающего рукава, в котором воедино собраны:
- питающий кабель;
- витой канал подачи проволоки;
- канал подачи защитных материалов;
- контур охлаждения;
- разъем соединения с аппаратом и механизмами подачи.
Стандартизованная длина рукава начинается от 2,5 м и достигает 7 м. Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины.
Но стоит помнить, что излишки, сложенные на полу кольцами при прохождении по ним напряжения работают как индуктивные катушки и сильно нагреваются. Вследствие чего может возникнуть короткое замыкание.


Как правильно обращаться с горелкой?
Перед тем как приступить к непосредственному выполнению работ, необходимо проверить, насколько хорошо работает инжекторная составляющая оборудования. Для этого к ниппелю, который подает кислород, подключают шланг кислородного редуктора
Осторожно поднимают давление в системе до рабочего
Когда кислород будет проходить через инжектор, в ацетиленовом канале должно возникнуть разрежение. Если оно будет, то палец будет присасываться к ацетиленовому ниппелю. В этом случае подключают оба шланга и тщательно закрепляют их, только после этого можно поджигать горючую смесь и регулировать величину пламени.
При окончании работ сначала перекрывают вентиль ацетиленового баллона, а затем закрывают и кислородный вентиль. Если поступить наоборот, то может случиться удар огня в шланг, по которому подается ацетилен, что чревато взрывом. При соблюдении технологии работ удастся получить надежное соединение, которое будет долго сохранять свою прочность.
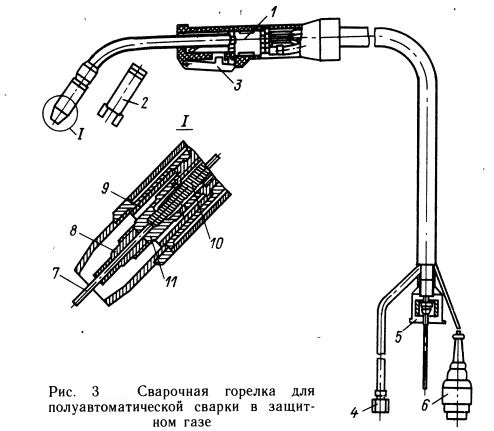
Устройство и принцип действия инжекторных и безынжекторных сварочных горелок
На рисунке ниже показано устройство инжекторных (вверху) и безынжекторных (внизу)
сварочных горелок.
Наибольшее распространение на практике получили инжекторные горелки. Инжектор
представляет собой цилиндр, в котором по центру выполнен канал небольшого диаметра
для кислорода, и выполнены радиально расположенные каналы для горючего газа.
Подача кислорода осуществляется с давлением, превышающим давление горючего газа.
Таким образом, с помощью кислородного потока горючий газ подсасывается в смесительную
камеру. Подобный принцип подачи называется инжекцией.
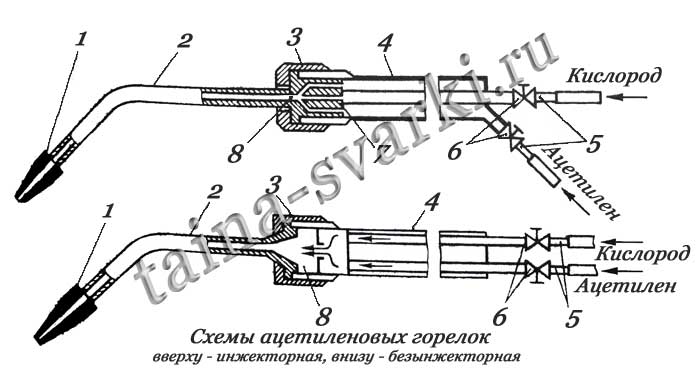
Кислород из газосварочного
баллона подаётся в сварочную горелку и через присоединительный штуцер (поз.5)
проходит к инжектору (поз.7). Регулировочный вентиль (поз.6) позволяет контролировать
количество подаваемого кислорода.
Проходя через центральное отверстие инжектора (поз.7) под большим давлением,
кислород создаёт разряженное пространство в смесительной камере (поз.8) и засасывает
в неё горючий газ, который подаётся через радиальные каналы инжектора. Образующаяся
в смесительной камере горючая смесь по наконечнику (поз.2) направляется к мундштуку
(поз.1). На выходе из мундштука газовая смесь сгорает, образуя сварочное пламя.
Наконечник соединяется со стволом сварочной горелки при помощи накидной гайки
(поз.3).
Инжекторные сварочные горелки идут в комплекте со сменными наконечниками. Сменные
наконечники различаются диаметрами отверстий в мундштуке и инжекторе, благодаря
чему можно изменять мощность сварочного пламени.
В безынжекторных горелках отсутствует инжектор. Кислород и горючий газ в них
подаётся под одинаковым давлением (около 100кПа). В таких горелках вместо инжектора
установлено обычное смесительное сопло, которое вворачивается в наконечник.
Дополнительные материалы по теме:
|
Газовая |
Техника безопасности при газовой сваркеСварочная проволока для газовой сваркиОборудование для газовой сваркиАцетиленовые генераторы |
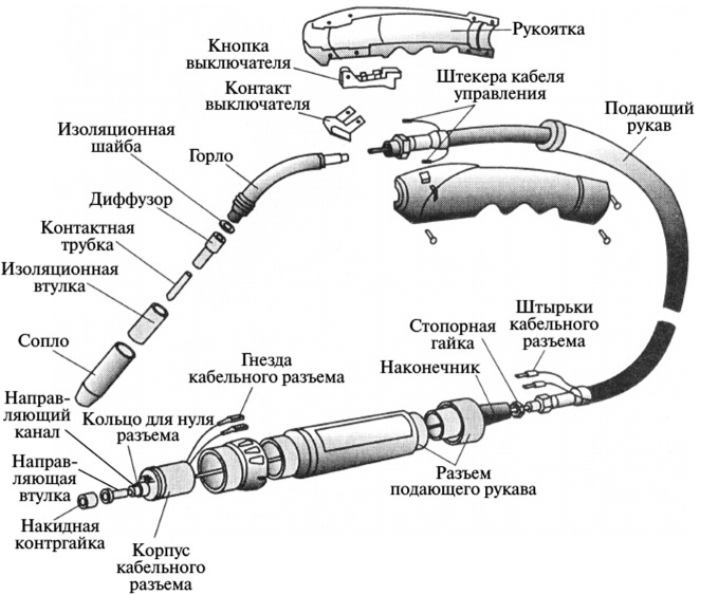
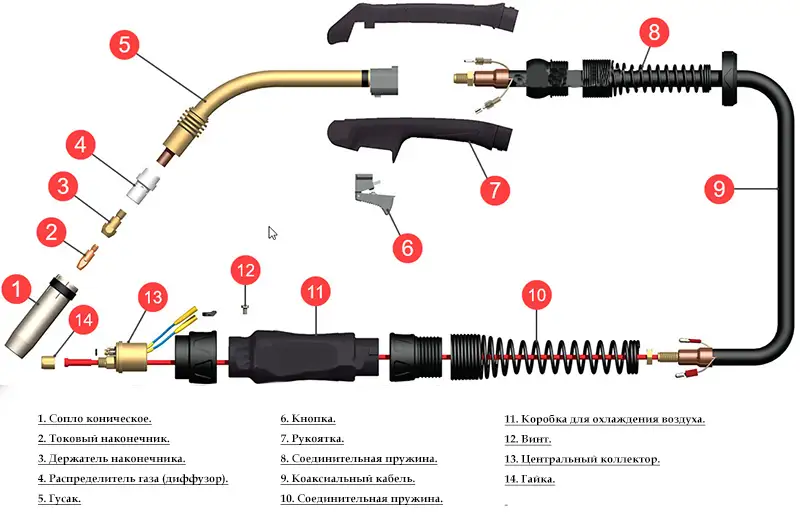
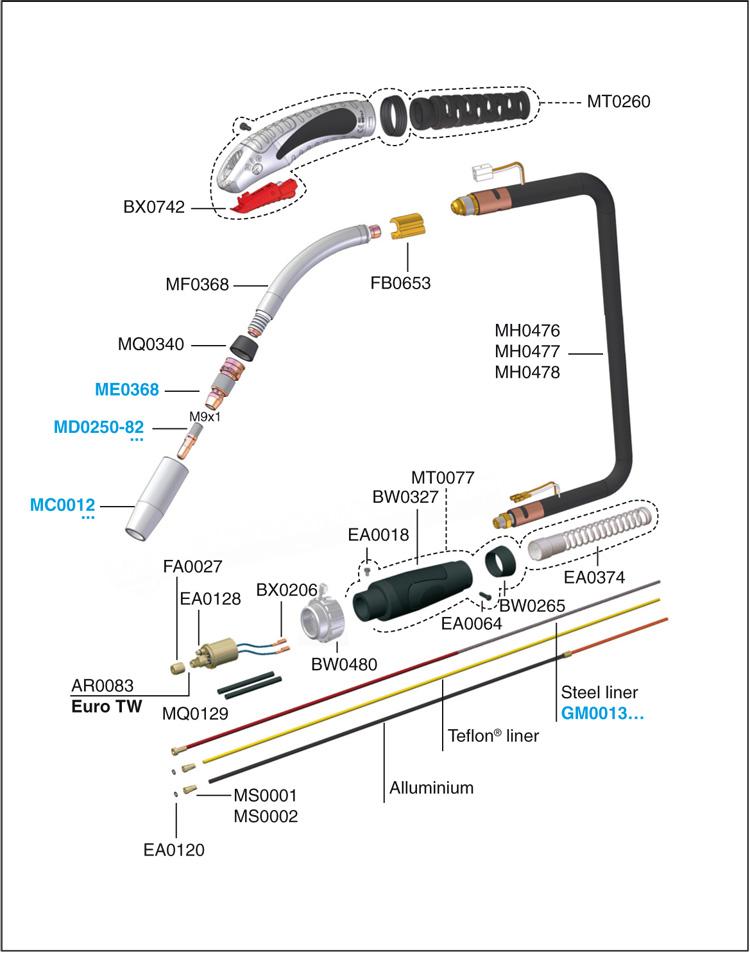
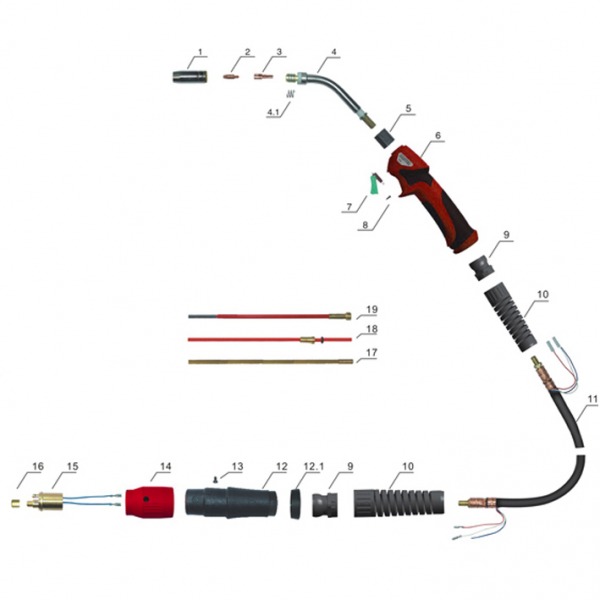
Конструкция
Особенности конструкции сварочного оборудования вообще и горелки, в частности, существенно влияют на качество выполняемых работ и позволяют решать задачи, стоящие перед сварщиком
Вот почему перед приобретением этой важнейшей составляющей сварочного процесса следует обратить внимание на отдельные её компоненты
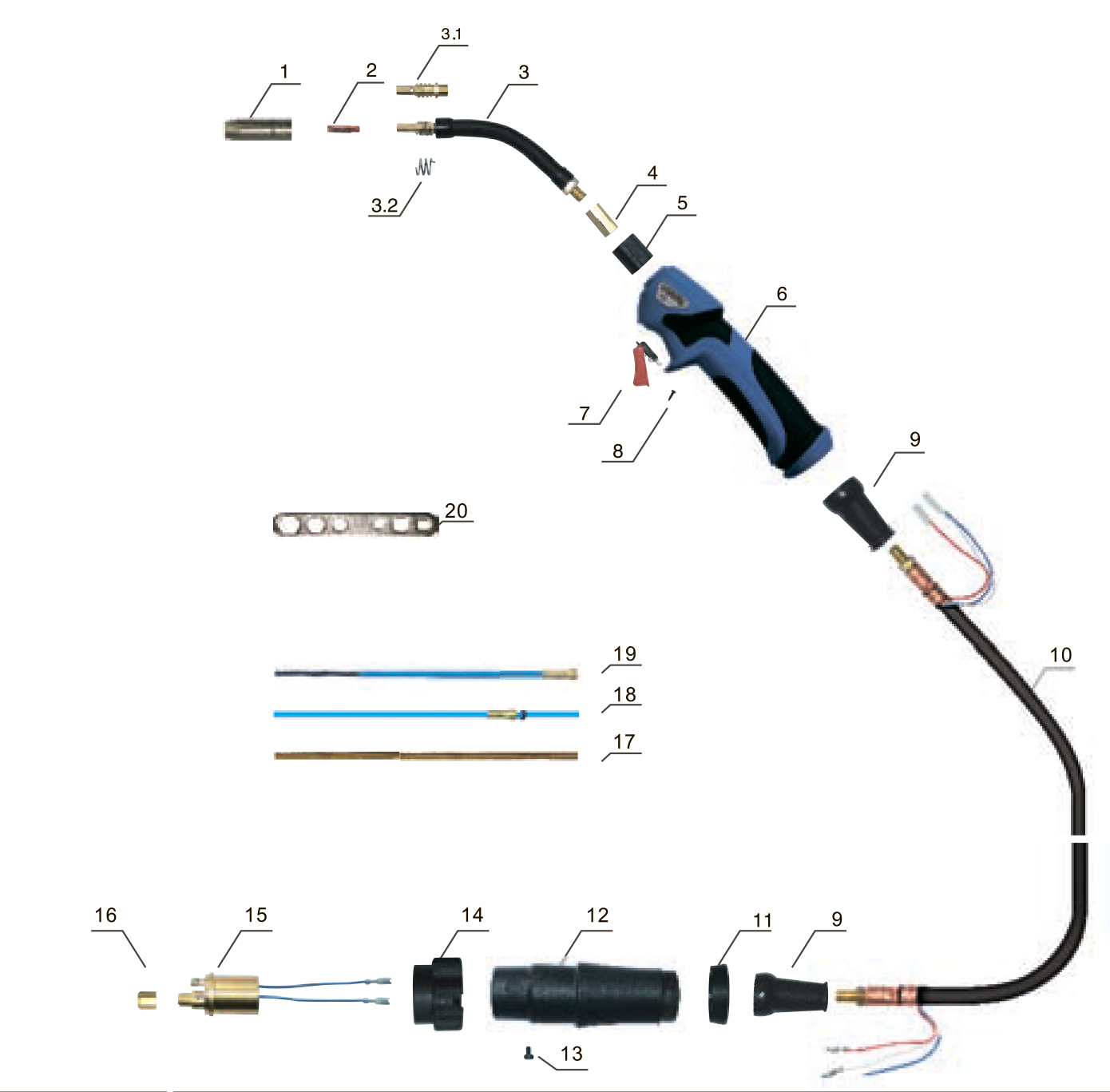
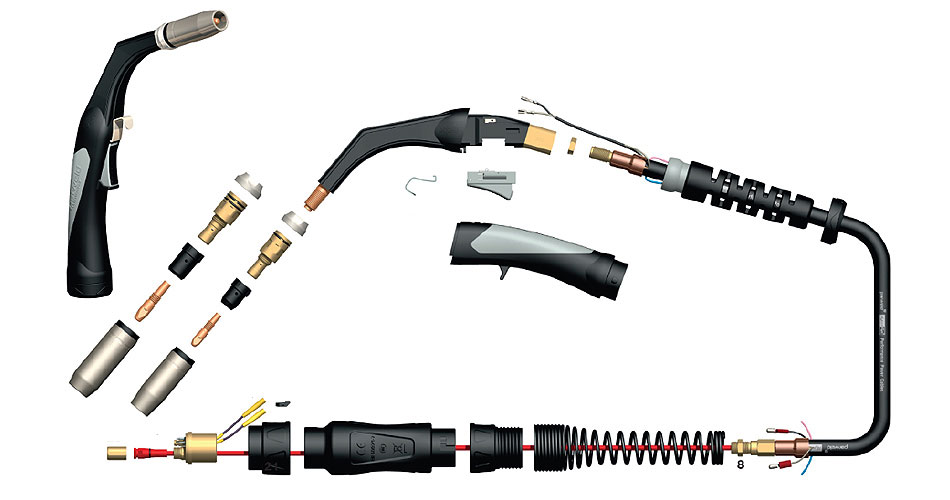
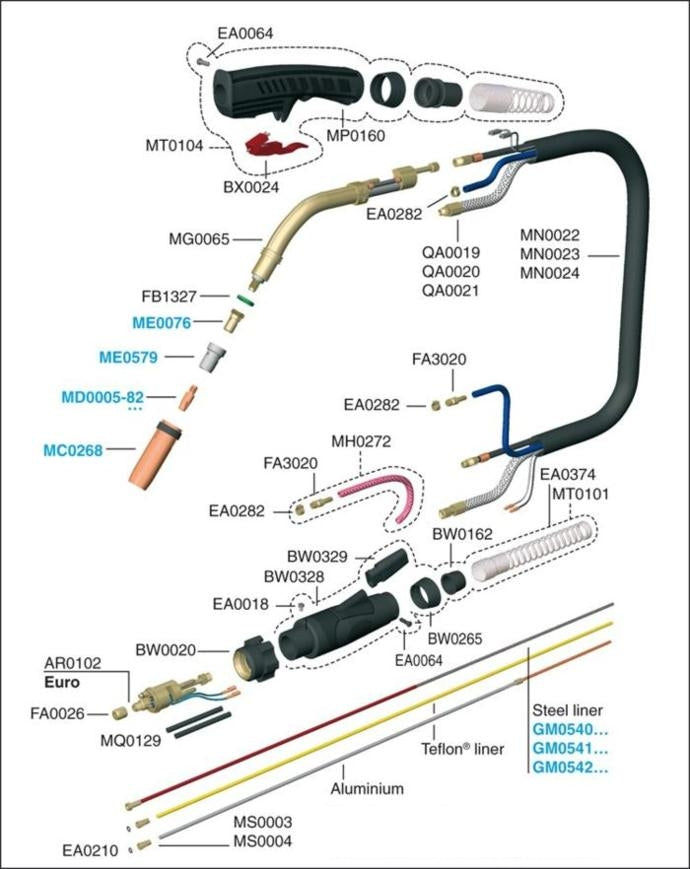
Независимо от марки и конкретного производителя сварочной горелки, она, как правило, состоит из следующих базовых частей:
- так называемая «шейка» («гусак»), являющаяся несущим элементом горелки;
- различные виды изоляторов (втулки и шайбы) которые могут быть заменены как по отдельности, так и вместе с соплом;
- диффузор (или держатель), нуждающийся в замене лишь в случае очень интенсивной эксплуатации;
- рабочее сопло, являющееся самой уязвимой частью сварочной горелки, подвергающейся постоянному воздействию частичек расправленного металла;
- подающий рукав со штекерами, кабельными разъёмами и другими соединителями;
- токовый наконечник, требующий периодической замены.
Большинство из перечисленных деталей, входящих в конструкцию горелок штыревого типа, со временем сильно изнашиваются, а затем приходят в негодность. Каждый сварщик всегда старается иметь определённый запас основных запчастей, исключающий ситуацию, когда сварка должна быть прервана в самый неподходящий для этого момент.