
Немного истории
Бронза является фактически первым сплавом, который начало использовать человечество. В 3-м тысячелетии до н. э. мастера активно применяли медь для самых разных целей. Некоторые сорта руды содержали незначительный процент олова. При обработке данного материала люди заметили, что такая медь более плотная и твердая, чем обычная. Таким образом, это стало зарождением нового исторического и культурного периода, который известен сейчас как “эпоха бронзы”. Дальнейшие исследования привели к тому, что было открыто олово, которое начали специально добавлять в медь для получения качественного сплава для изготовления инструментов и украшений.
Металлургия бронзы качественно повысила производительность самых разных отраслей, которыми было занято человечество на тот момент. Плавление постепенно совершенствовалось, и люди начали изготавливать специальные каменные формы, в которых различные изделия можно было отливать многократно. Постепенно были изобретены закрытые формы, которые позволяли делать оружие и украшения со сложной конструкцией и рисунком.
Температура плавления бронзы

Многие сегодня пытаются в домашних условиях осваивать технологии промышленного производства. При условии соблюдения последовательности определенных манипуляций и наличия необходимого оборудования удается решать порою очень сложные задачи.
Так, например, можно легко плавить металлы и создавать своими руками холодное оружие или эксклюзивные украшения. Для этого необходимо знать, до какой температуры нужно разогревать металл и как это лучше всего делать.
Данная статья расскажет о том, какова температура плавления бронзы, что нужно учитывать, желая подчинить себе данный металл.
Что такое бронза? Это сплав, состоящий из основного компонента (меди) и дополнительного легирующего элемента.
В зависимости от того, что выступает в качестве легирующей добавки, различают несколько марок описываемого материала, поэтому у каждого вида бронзы своя температура плавления.
От процентного содержания дополнительных компонентов зависят физико-химические свойства бронзы. Понять, какие примеси содержатся в сплаве, помогает его маркировка.
Все бронзовые составы условно можно разделить на две большие группы:
К оловянным сплавам относится разновидность бронзы, в составе которой в качестве легирующего элемента выступает олово. Этот металл прочнее меди, но он легкоплавок.
Сочетание меди (80%) и олова (20%) – первый сплав, который научилось создавать человечество. При помощи него на Руси отливались церковные колокола. Металл хорошо звучал, но был хрупок. Поэтому возникла необходимость искать более совершенные сплавы.
Безоловянные сплавы не содержат в своем составе хрупкого олова. В качестве легирующих добавок в них может выступать бериллий, кремний, свинец и алюминий. В зависимости от того, какой именно из перечисленных металлов сочетается с медью, сплав обретает свои физико-химические свойства.
Так, например, бериллий позволяет создавать сплавы, которые по своим прочностным характеристикам во многом превышают высококачественную сталь. Добавление кремния делает бронзу более устойчивой к механическому трению.
Свинец помогает формировать высокую устойчивость к коррозии, алюминий улучшает фрикционные характеристики сплава.
Процесс плавления бронзы обязательно должен начинаться с изучения ее состава. Все оловянные марки плавятся при температуре 900–950°C, безоловянные марки плавятся при температуре 950–1080°C.
Обратите внимание! При литье учитывается еще один показатель сплава – его вязкость. У оловянной бронзы она выше, чем у латуни, поэтому при нагреве ее необходимо сильно перегреть
Потом после остывания описываемая марка дает минимальную усадку, поэтому данный вид бронзы идеально подходит для фасонной отливки.
Многие из нас задаются вопросом, возможен ли процесс плавки описываемого сплава в домашних условиях. Воссоздать промышленное литье невозможно. Так как бронза имеет высокую температуру плавления, для работы с раскаленным металлом нужны особые условия.
Можно попытаться освоить мелкое литье, позволяющее создавать украшения или маленькие поделки. Для осуществления этого процесса придется выделить отдельную комнату, а также предпринять все меры противопожарной безопасности, сделать качественную вентиляцию.
Пошаговая инструкция
В кустарных условиях в основном изготавливают небольшие бронзовые изделия, например, элементы декора. Более сложные детали требуют высокоточного литья, технологию которого очень сложно осуществить без специально приспособленного для этих целей помещения, а также особого оборудования. В некоторых случаях приходится прибегать к доводке отливки до нужного состояния с помощью правки в домашних условиях, такой как удаление излишков расплавленного материала вручную, шлифовки и полировки изделия.
Прежде чем приступить к расплавлению металла, необходимо подготовить помещение и обзавестись необходимыми инструментами и оборудованием. Главным требованием, предъявляемым к помещению, является наличие хорошей вытяжной вентиляции, а также пол, выполненный из негорючих материалов, таких как бетон, цемент либо кирпич. При изготовлении небольших изделий эти требования соблюсти довольно просто, в противном случае придется воспользоваться гаражом.

Подготовка инструментов
Начинающему литейщику следует приобрести либо самостоятельно изготовить следующие инструменты.
- Огнеупорный тигель из огнеупорного материала (такого как чугун или сталь) – специальный сосуд с носиком, куда кладутся куски расплавляемого металла.
- Приспособления для извлечения тигля из печи, которые сводят к минимуму риск обжечься – специальные крючки и щипцы.
- Форма для заливки расплавленного металла, которая изготавливается с помощью опоки и модели.
- Сама опока – два ящика, которые удерживают литейную форму с наполнителем из формовочной смеси.
- Костюм сварщика или просто очень плотный фартук и рукавицы, назначением которых является защита человека от летящих искр и брызг расплавленного металла.

После того как вы убедились в наличии всего вышеперечисленного, можно приступать непосредственно к плавлению бронзы.
- Разогревают печь, выставляя температуру с помощью регулятора. Температура зависит от химического состава бронзы, о чем мы говорили выше. Например, для алюминиевой бронзы такая температура будет равняться 1040-1084 градусам Цельсия.
- Далее следует обязательно прогреть форму, это делается, чтобы расплавленный металл не застыл при попадании в холодную емкость. Форму помещают в печь, когда та прогреется до температуры 600 градусов, после чего выставляют терморегулятор в положение 900 градусов. Когда температура внутри печи поднимется до 900 градусов, оставляют форму прогреваться на 3-4 часа, после чего аккуратно ее извлекают с помощью специальных приспособлений и охлаждают до 500 градусов Цельсия.
- Помещают тигель с кусками бронзы, предназначенной для плавки, внутрь разогретой до нужной температуры плавления печи и доводят до полного расплавления металла. После этого оставляют тигель перегреваться еще на 5 минут, чтобы добиться лучшей текучести металла и лучшего качества отливки.
- Достают тигель из печи или горна с помощью крюков и щипцов и приступают к заливке в форму.

Давайте рассмотрим, как правильно изготовить форму для получения изделия высокого качества. В литейных мастерских такую форму изготавливают при помощи опоки, куда засыпают смесь, состоящую из глины, песка и каменноугольного порошка. Опока состоит из двух половин, каждая из которых представляет собой ящик, куда будет засыпаться формовочная смесь.






- Сначала берут первый ящик и начинают наполнять его смесью, насыпав ее до половины, помещают внутрь ящика модель.
- Далее продолжают насыпать сыпучий материал, пока не заполнят ящик до самого верха. Во время работы требуется постоянно разравнивать и утрамбовывать формовочную смесь.
- Устанавливают сверху второй ящик и продолжают насыпать смесь глины, песка и каменноугольного порошка.
- Во втором ящике необходимо предусмотреть литники – отверстия для заливки расплавленной бронзы внутрь формы.
- Когда оба ящика окажутся наполнены доверху, разделяют их с помощью острого предмета. Одна половина модели находится в одном ящике, другая – в другом.
- Достают аккуратно модель, вновь соединяют оба ящика – получившаяся внутри пустота и есть форма для заливки.

Заливка в литейную форму
Расплавленный металл тонкой струйкой переливают из тигля в литейную форму, следя, чтобы струйка текла непрерывно. Если отливаемая деталь отличается сложностью очертаний, нужно использовать специальную центрифугу, которая с помощью центробежной силы поможет расплаву правильно распределиться внутри формы, полностью заполнив ее.

Сплавы для художественных отливок. Литейные свойства, страница 18
| Примеси | Оказываемое действие |
| Цинк | Повышает жидкотекучесть сплава, образует хрупкие соединения с золотом и цинком. Меняет окраску сплава на белую. |
| Кадмий | Повышает жидкотекучесть. Сплав приобретает интенсивную окраску. |
| Олово | Охрупчивает сплав. |
| Свинец | Вредная примесь, образует хрупкое соединение Au2Pb, плавящееся при 418 ОС, что увеличивает красноломкость. |
| Алюминий | Увеличивает пластичность сплава, его цвет становится тусклым. |
| Железо | Ухудшает литейные свойства и обрабатываемость, вредная нежелательная примесь. |
| Никель | Ухудшает жидкотекучесть, меняет цвет сплава на белый. |
| Кремний | С золотом образует легкоплавкую эвтектику с температурой плавления 370 ОС. Увеличивает красноломкость, ухудшает обрабатываемость. |
| Сера и фосфор | Образуют твердые соединения, затрудняющие обработку. |
| Кислород | С золотом не реагирует, но т.к. в сплаве присутствует серебро и медь, то получается сильное газонасыщение приводящее к газовым раковинам. |
слитков с массой не более 5.5 кг — ГОСТ 12341-66. Порошок и слитки изготовлены из аффинированной платины и предназначены для изготовления платиновых сплавов и изделий из них. Платина в порошке марок ПлАП-0, ПлАП-1 и ПлАП-2 содержит соответственно 99.98, 99.95 и 99.9% платины, не менее; платина в слитках марок ПлА-1, ПлА-2 содержит соответственно 99.95 и 99.9% платины, не менее.
В отличие от золотых и серебряных сплавов, для которых в соответствующих ГОСТах есть указания, какие сплавы рекомендуется использовать для художественных литых ювелирных изделий, для платиновых сплавов такие рекомендации отсутствуют.
В зависимости от конъюнктуры, наличия платиновых сплавов на предприятии художественные изделия из них можно изготавливать из любых марок, т.к. присутствие в сплавах других благородных металлов — палладия, иридия, родия и рутения не снижает их эстетические показатели, в то время как ценность сплава повышается.
7. Легкоплавкие сплавы
К таким сплавам обычно относят сплавы на оловянной и свинцовой основе. Эти сплавы имеют очень хорошие литейные свойства при низкой температуре плавления, что облегчает получение отливки при наличие простых плавильных печей. В последнее время из этих сплавов получают тонкостенные художественные отливки литьем под давлением, в основном для ширпотреба. Наряду с этими сплавами в отдельных случаях применяют чистое олово или свинец, например, для предметов религиозного культа (иконы, нательные кресты) и скульптурных композиций (фигуры фонтана в Петродворце).
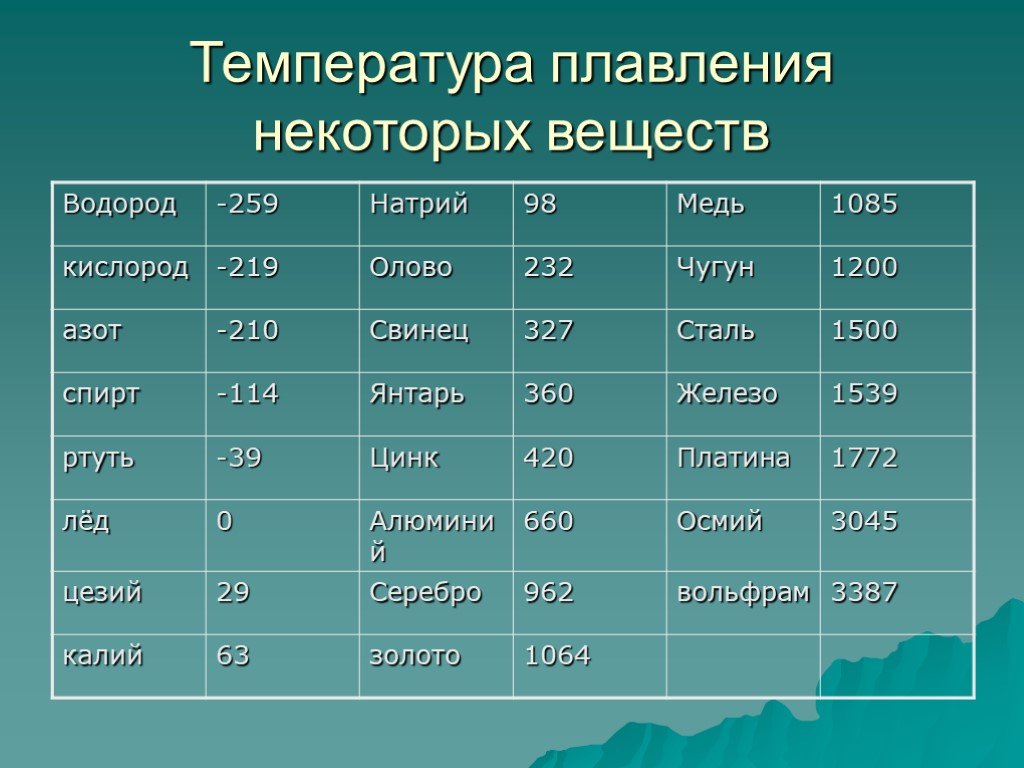
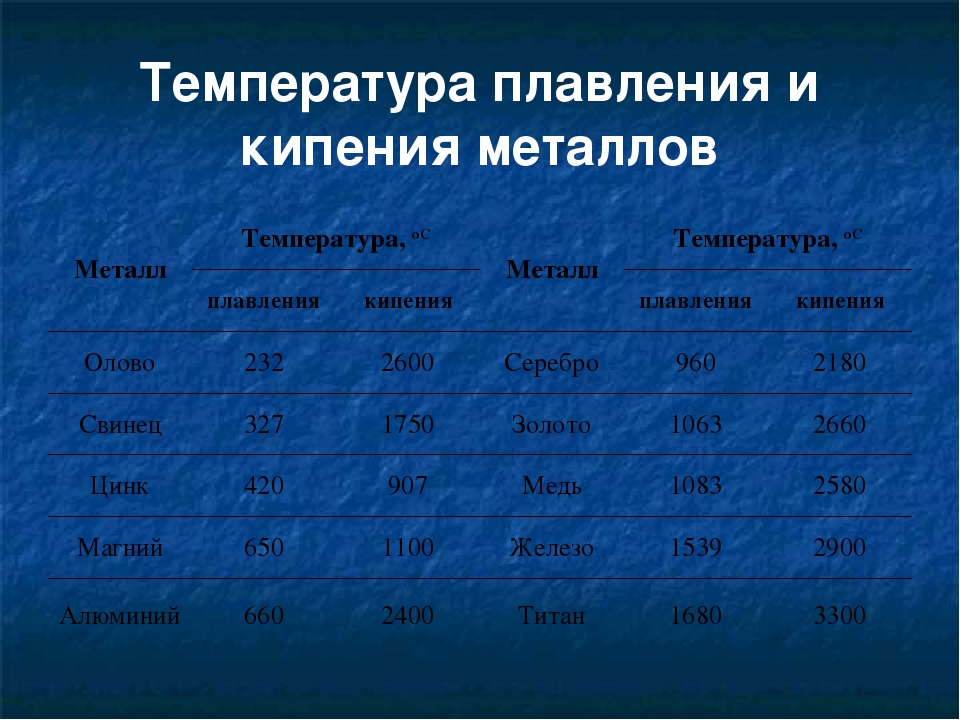
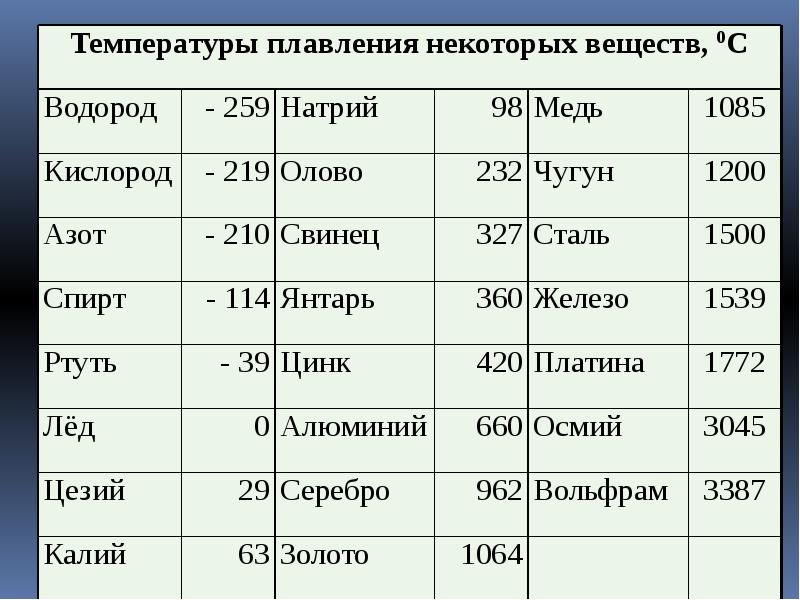
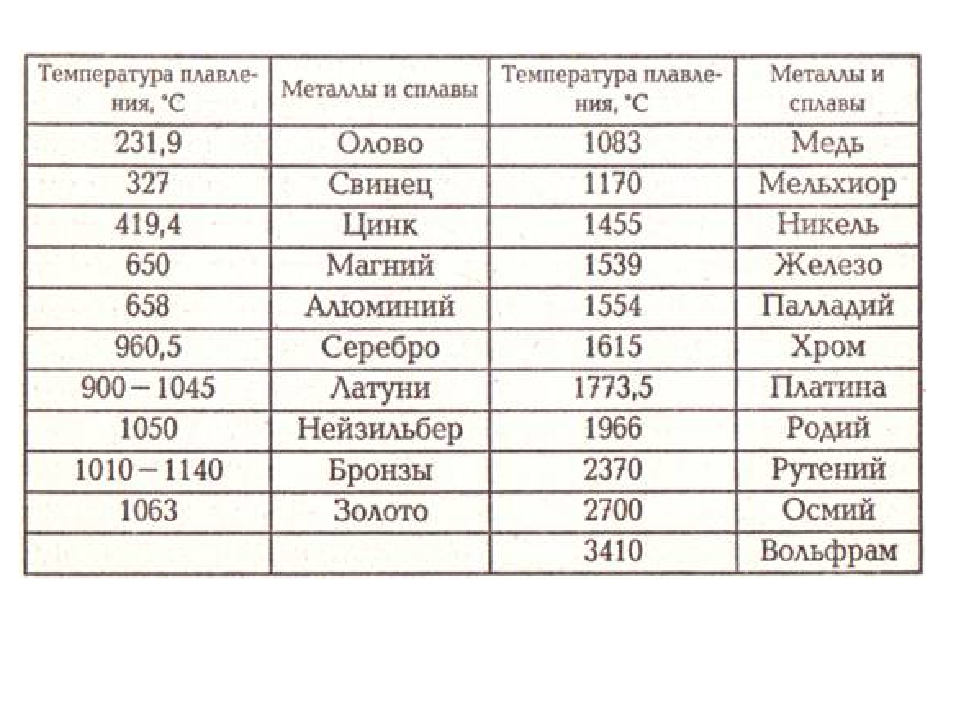
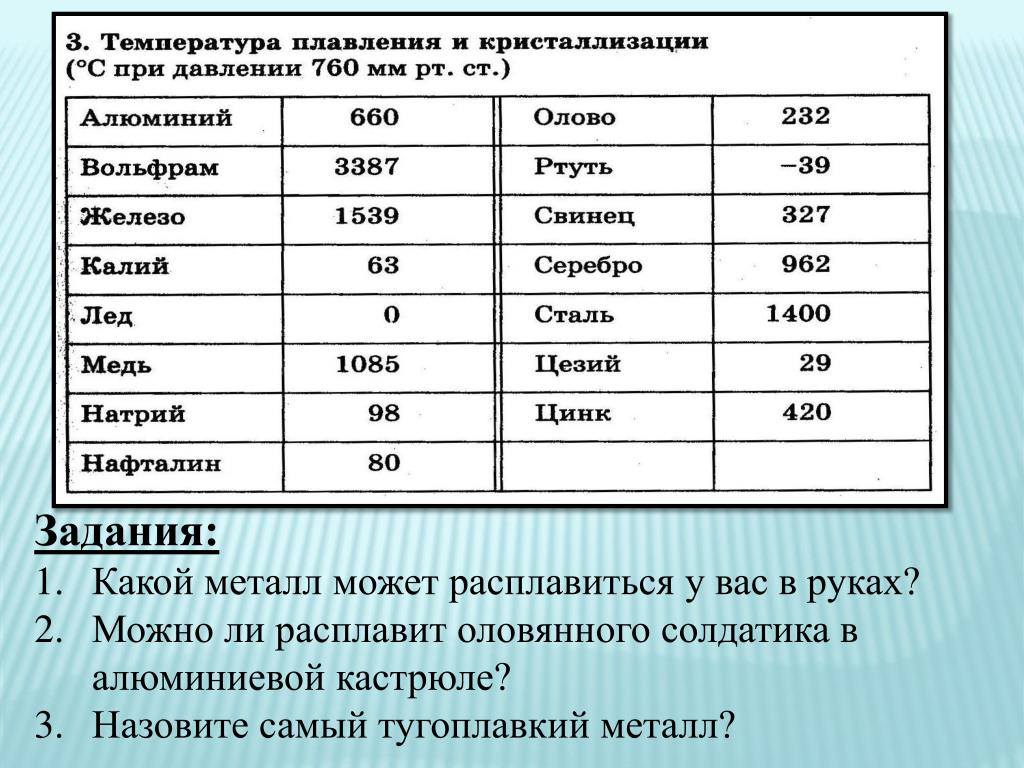
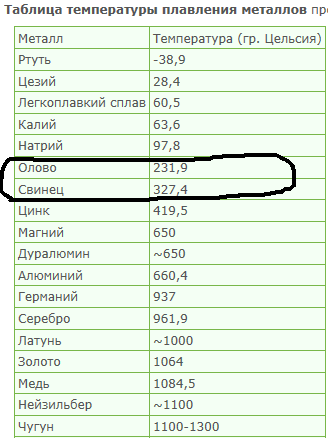
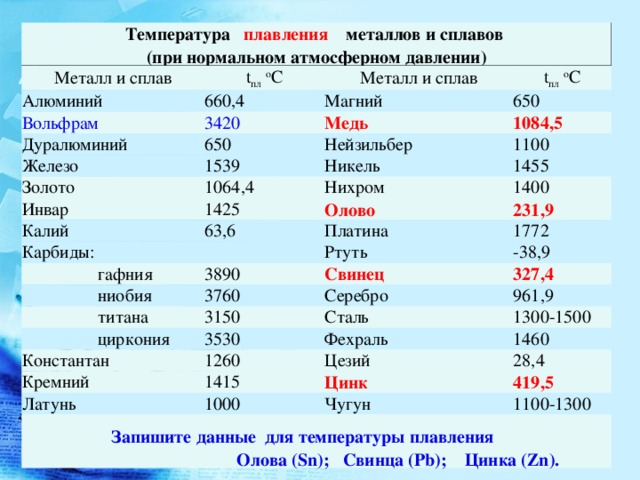
Согласно ГОСТ 3778-77 существует 7 марок свинца. Самый чистый по примесям свинец марки СО содержит 0.008% примесей, самая загрязненная марка СЗС — 0.5%. Температура плавления свинца — 327 О
С. Наиболее вредными примесями свинца являются медь, олово и цинк, которые снижают его коррозионную стойкость.
Олово имеет две аллотропические модификации — белое олово, устойчивое при температурах выше 13О
С и серое олово, устойчивое при температурах ниже 13О С. При -20 — — 30О С происходит самопроизвольный переход белого олова в серое с большим объемным изменением, что приводит к разрушению изделия в порошок. Это явление носит название “оловянной чумы”. Для сохранения изделий из белого олова достаточно ввести в него около 0.5% висмута или сурьмы.
Олово выпускается 6 марками высшей и первой категориями качества. Содержание примесей от 0.001% — марка ОВЧ-ООО до 3.57% — марка ОЧ. Основными примесями являются свинец, мышьяк, сурьма. Наиболее вредными примесями являются железо, мышьяк, алюминий и цинк. Температура плавления олова — 232О
С.
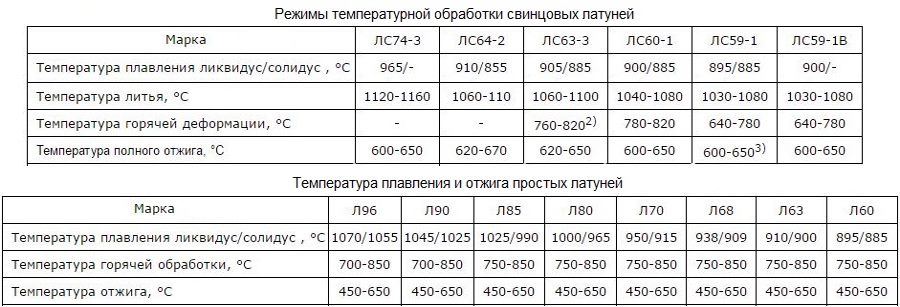
Наиболее часто при литье под давлением художественных изделий, а также при литье в кокиль или в гипсовые формы, например, при литье игрушек-солдатиков применяют оловянно-свинцовые припои (табл. 42).
Помимо оловянно-свинцовых припоев можно применять свинцово-сурьмянистые сплавы (ГОСТ 1292-81). В зависимости от марки эти сплавы содержат от 0.15 до 12.5% сурьмы, от 0.02 до 0.05% меди, до 0.5% олова, эти сплавы имеют значительно выше температуры солидуса и ликвидуса, что оловянно-свинцовые сплавы и составляют соответственно 230 — 250 и 320 — 410 О
С, а температура заливки довольно высока — 420-500О С.
Как правильно заливать металл в литейную форму
Если расплавленный металл заливают в литейные формы большого размера, то его собственного веса вполне хватает для того, чтобы вытеснить из них весь скапливающийся воздух. Если же литье выполняется в небольшие формы, то вытеснить из всех внутренних полостей таких конструкций воздух за счет массы расплавленного металла практически невозможно. Чтобы в таких случаях получить отливки высокого качества, необходимо использовать специальные технологические приемы.
Литейные формы помещают в специальные центрифуги, работающие от ручного или электрического привода. При вращении создаются центробежные силы, равномерно распределяющие расплавленный металл по всем внутренним полостям форм. Эффективной данная технология является только в том случае, если металл находится еще в жидком, а не в застывшем состоянии.

Самодельная центрифуга для литья мелких деталей
После окончания процесса литья и остывания металла отливку извлекают, используя для этого простейшие механические приспособления. Следует иметь в виду, что поверхность изделий, только что извлеченных из литейных форм, не отличается высоким качеством, поэтому их необходимо подвергнуть различным видам механической обработки.
Виды бронзовых сплавов и различия в температуре их плавления
Основу такого сплава, как бронза, составляет медь, а в качестве легирующих добавок выступают олово, алюминий, кремний, свинец и бериллий. В бронзе любой марки в небольших количествах содержатся и такие элементы, как фосфор, цинк и др. Кроме бронзы, современная промышленность производит и другие сплавы на основе меди – мельхиор, копель, константан и нейзильбер (основным легирующим элементом в них является никель), латунь (сплав меди с цинком).
Каждая из марок бронзы, температура плавления которых входит в интервал 930–1140°, обозначается своей маркировкой. В зависимости от своего химического состава все бронзовые сплавы делятся на:
- оловянные;
- безоловянные.
Соединять медь и олово, чтобы получить бронзу, человек научился еще с древнейших времен. Олово, которое добавляется в такой сплав, делает его тверже, если сравнивать его с чистой медью, а также снижает температуру его плавления. Одним из ярких примеров такого сплава является колокольная бронза, из которой издавна методом литья изготавливались колокола. Она содержит 80% меди и 20% олова. Самым значимым недостатком бронз данного типа, обусловленным содержанием олова, является повышенная хрупкость изделий из них.
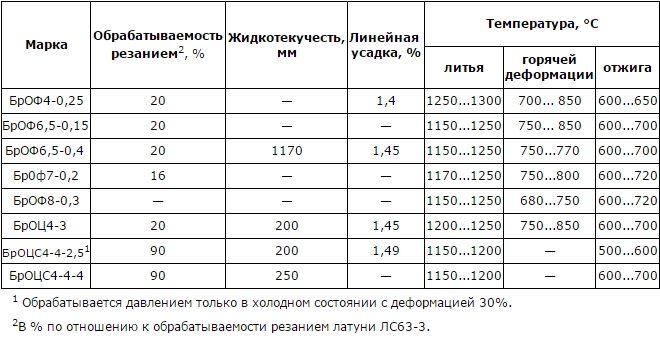
Температура обработки и технические свойства оловянных бронз
Безоловянные бронзы, как следует из их названия, не содержат в своем составе олова. Сплавы данного типа представлены на современном рынке одной из следующих категорий бронз:
- бериллиевые – самые прочные, по многим параметрам превосходящие высококачественные стали;
- кремне-цинковые, отличающиеся особенной стойкостью к истиранию (большим достоинством бронз этой категории является и то, что в расплавленном состоянии они обладают повышенной текучестью);
- сплавы с добавлением свинца, которые отличаются повышенной устойчивостью к коррозии;
- изготовленные на основе меди и алюминия, отличительными характеристиками которых являются повышенная устойчивость к коррозии и хорошие антифрикционные свойства.
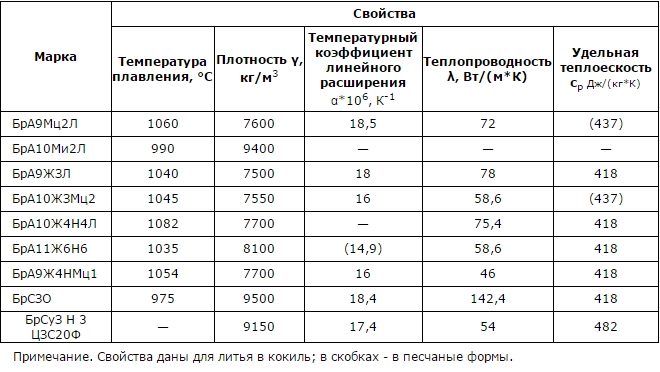
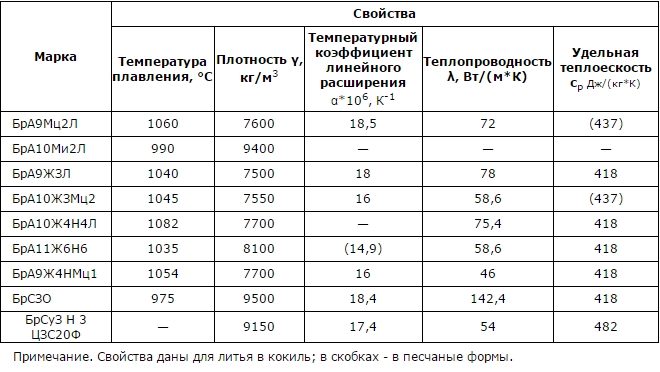
Температура плавления и другие физические свойства литейных безоловянных бронз
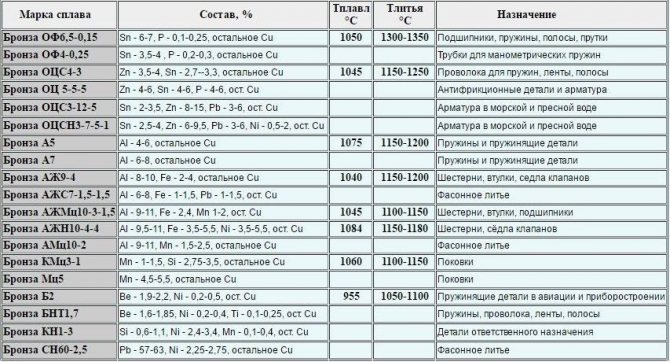
Хотя бронзы с добавлением олова отличаются высокой хрупкостью, как уже говорилось выше, они и сегодня являются наиболее распространенными. Для маркировки бронз любых марок вне зависимости от их химического состава используются буквы «Бр», после которых перечисляются обозначения добавок, а также их процентное содержание. В качестве примера можно расшифровать обозначение бронзы марки Бр ОЦСН3-7-5-1. В данной бронзе, которая относится к оловянному типу, содержится 2,5–4% олова, 6–9,5% цинка, 3–6% свинца, 0,5–2% никеля. В химический состав любой бронзы, как было сказано выше, могут входить и другие элементы, которые обозначаются следующими буквами:




- А – алюминий;
- Б – бериллий;
- Ж – железо;
- К – кремний;
- Мц – марганец;
- Ф – фосфор.
Химический состав и назначение распространенных марок бронз (нажмите для увеличения)
Если говорить о наиболее распространенных марках бронзы, то к ним следует отнести:
- сплавы литейного типа БрО5, БрО19, БрОЦ8-4, БрОЦ10-2, БрОФ10-1;
- ковкий бронзовый сплав БрОС5-25.
Для такой технологической операции, как литье, особенно выполняемое в домашних условиях, большое значение имеет температура, при которой можно расплавить металл. Бронзы, содержащие олово, плавятся при меньшей температуре – 900–950°, а те из них, в составе которых данного металла нет, – при температуре 950–1080°.
Бронзовые литейные сплавы при нагреве до температуры плавления имеют большую вязкость, если сравнивать их с латунью. Именно поэтому, чтобы выполнить качественное литье из таких сплавов, их необходимо перегревать. Значимым преимуществом использования литейных бронз является то, что усадка изделий из них очень незначительна. Это позволяет изготавливать из таких сплавов фасонные отливки.
Заливка формы литейной бронзой
Виды бронзовых сплавов и различия в температуре их плавления
Основу такого сплава, как бронза, составляет медь, а в качестве легирующих добавок выступают олово, алюминий, кремний, свинец и бериллий. В бронзе любой марки в небольших количествах содержатся и такие элементы, как фосфор, цинк и др. Кроме бронзы, современная промышленность производит и другие сплавы на основе меди – мельхиор, копель, константан и нейзильбер (основным легирующим элементом в них является никель), латунь (сплав меди с цинком).
Каждая из марок бронзы, температура плавления которых входит в интервал 930–1140°, обозначается своей маркировкой. В зависимости от своего химического состава все бронзовые сплавы делятся на:
- оловянные;
- безоловянные.
Соединять медь и олово, чтобы получить бронзу, человек научился еще с древнейших времен. Олово, которое добавляется в такой сплав, делает его тверже, если сравнивать его с чистой медью, а также снижает температуру его плавления. Одним из ярких примеров такого сплава является колокольная бронза, из которой издавна методом литья изготавливались колокола. Она содержит 80% меди и 20% олова. Самым значимым недостатком бронз данного типа, обусловленным содержанием олова, является повышенная хрупкость изделий из них.
Температура обработки и технические свойства оловянных бронз
Безоловянные бронзы, как следует из их названия, не содержат в своем составе олова. Сплавы данного типа представлены на современном рынке одной из следующих категорий бронз:
- бериллиевые – самые прочные, по многим параметрам превосходящие высококачественные стали;
- кремне-цинковые, отличающиеся особенной стойкостью к истиранию (большим достоинством бронз этой категории является и то, что в расплавленном состоянии они обладают повышенной текучестью);
- сплавы с добавлением свинца, которые отличаются повышенной устойчивостью к коррозии;
- изготовленные на основе меди и алюминия, отличительными характеристиками которых являются повышенная устойчивость к коррозии и хорошие антифрикционные свойства.
Температура плавления и другие физические свойства литейных безоловянных бронз
Хотя бронзы с добавлением олова отличаются высокой хрупкостью, как уже говорилось выше, они и сегодня являются наиболее распространенными. Для маркировки бронз любых марок вне зависимости от их химического состава используются буквы «Бр», после которых перечисляются обозначения добавок, а также их процентное содержание. В качестве примера можно расшифровать обозначение бронзы марки Бр ОЦСН3-7-5-1. В данной бронзе, которая относится к оловянному типу, содержится 2,5–4% олова, 6–9,5% цинка, 3–6% свинца, 0,5–2% никеля. В химический состав любой бронзы, как было сказано выше, могут входить и другие элементы, которые обозначаются следующими буквами:
- А – алюминий;
- Б – бериллий;
- Ж – железо;
- К – кремний;
- Мц – марганец;
- Ф – фосфор.
Химический состав и назначение распространенных марок бронз (нажмите для увеличения)
Если говорить о наиболее распространенных марках бронзы, то к ним следует отнести:
- сплавы литейного типа БрО5, БрО19, БрОЦ8-4, БрОЦ10-2, БрОФ10-1;
- ковкий бронзовый сплав БрОС5-25.
Для такой технологической операции, как литье, особенно выполняемое в домашних условиях, большое значение имеет температура, при которой можно расплавить металл. Бронзы, содержащие олово, плавятся при меньшей температуре – 900–950°, а те из них, в составе которых данного металла нет, – при температуре 950–1080°.
Бронзовые литейные сплавы при нагреве до температуры плавления имеют большую вязкость, если сравнивать их с латунью. Именно поэтому, чтобы выполнить качественное литье из таких сплавов, их необходимо перегревать. Значимым преимуществом использования литейных бронз является то, что усадка изделий из них очень незначительна. Это позволяет изготавливать из таких сплавов фасонные отливки.
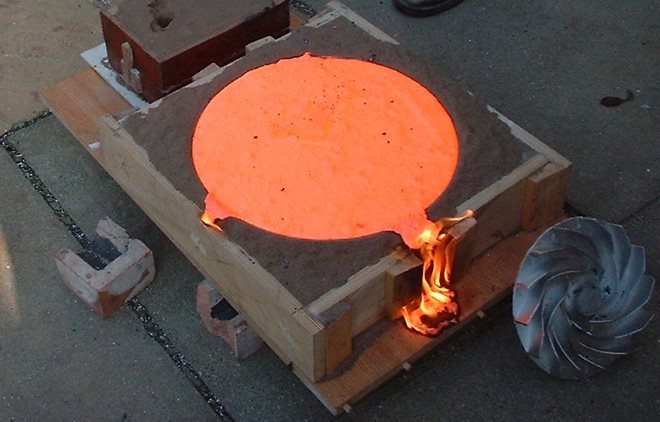
Заливка формы литейной бронзой
ЗАПАСЫ И ДОБЫЧА

Пока есть медь, будет и латунь. В виде самородков, латуни не бывает, так как это сплав. В технологии получения латуни задействованы процессы медной, цинковой промышленности, а также переработка вторсырья. Сырьём для производства сплавов являются заготовки меди, цинка и других металлов для получения многокомпонентных сплавов. Также используются собственные отходы производства и вторичное сырьё. Все заготовки изготовлены в соответствии с ГОСТ. Для плавки латуни используют различные виды плавильных печей, применяющихся для плавки медных сплавов. Самыми эффективными являются электрические индукционные низкочастотные печи с магнитопроводом. Плавку проводят под вытяжной вентиляцией, поскольку некоторые элементы сплава интенсивно испаряются и могут навредить здоровью человека.
Как сделать литейную форму
Изготовление формы выполняется при помощи формовочной смеси и опоки. Смесь состоит из песка (75%), глины (20%) и каменноугольной пыли (5%). Компоненты тщательно перемешиваются до состояния однородной массы.


Опока представляет собой два неглубоких ящика, установленных друг на друга. Один, нижний, имеет дно и наполняется формовочной смесью по самый верх. Второй ящик дна не имеет, а оборудуется двумя поперечинами.
Процесс изготовления формы:
- модель, предварительно покрытая тонким слоем талька или графитового порошка, вдавливается до половины в формовочную смесь нижнего ящика;
- затем устанавливается верхний ящик и наполняется смесью, утрамбованной так, чтобы модель была полностью и плотно облеплена ей;
- для заливки делается одно или несколько отверстий — литников;
- форма разрезается по линии стыка ящиков и разделяется пополам;
- модель извлекается, а ящики соединяются снова, пустоты от модели соединяются и образуют полость, имеющую необходимую форму.
В завершении процесса форму надо немного подсушить и можно использовать по назначению.
2 Можно ли плавить и отливать бронзу в домашних условиях?
Совсем в домашних условиях отливать бронзу не получится. Обращение с жидким раскаленным до 1000 оC и выше металлом требует определенных условий. Для литья мелких изделий (кольца, другие украшения и подобное) потребуется как минимум отдельная комната с хорошей вентиляцией и всеми мерами пожарной безопасности. Для плавки бронзы при изготовлении крупных деталей необходима мастерская или хотя бы гараж с земляным или бетонным полом. Хорошая вентиляция подразумевается.

Для плавки используют муфельную печь (желательно с регулятором температуры) и/или горн (для крупного литья). Понадобятся также:
- тигель – стальная или чугунная емкость, в которой плавят металл, с носиком для переливания расплавленного материала;
- щипцы;
- крюк;
- готовая литейная форма для будущего изделия;
- древесный уголь, а лучше кокс – для топки горна.
Бронзу кусками помещают в тигель, который затем устанавливают в печи или горне. После расплавления выдерживают металл в печи еще 4–5 минут для его максимального прогрева, что будет способствовать наиболее качественному заполнению бронзой формы, особенно в тонких местах. Затем тигель извлекают из горна крюком. Расплавленный сплав заливают в форму через литниковое отверстие. Струя металла должна быть тонкой, чтобы не вызвать размывание формы, но непрерывной.
