
Область применения
Чаще всего к технологии термитной сварки на основе алюминиевой пудры прибегают в случаях наплавки на элементы конструкций, при необходимости соединения чугунных или других хрупких сплавов. Метод идеально подходит для ремонта ЖД путей: он недорогой, выполняется достаточно быстро и обеспечивает прочное соединение с длительным сроком службы. Все операции по свариванию железнодорожных рельсов проводятся в соответствии с требованиями ГОСТ Р 57181-2016.
Термитная технология востребована и в других областях производства. К примеру, в машиностроении это наиболее приемлемый вариант в изготовлении гребных винтов для большегрузных морских судов. Большинство коленвалов автомобильного транспорта сделаны с применением данного метода. На предприятиях, связанных с металлообработкой, термитная сварка применяется в ремонте прокатных станов, роторных валов и целого ряда иного крупногабаритного оборудования и оснастки.
Еще одна важная область, где применяется данная технология – энергоснабжение и передача данных. В линиях связи и транспортировки электричества нередко используются кабели большого диаметра. Для их ремонта и прокладки новых магистралей прибегают к термитной сварке. Расходный материал для таких случаев производится их магния.
Электроды для сварки железнодорожных рельс
Даже отбракованные или отслужившие свой срок рельсы являются желаемым приобретением для любого рачительного домовладельца. Ведь прочный и стойкий к коррозии рельс может заменить любую металлическую балку.
Однако монтирование конструкций из этого сорта металлопроката весьма затруднительно. Тяжелые рельсы требуют прочных сварочных швов. Железнодорожники используют для этих целей особый термитный состав. Ну а в быту необходимы специальные электроды для сварки железнодорожных рельс. И в этой статье мы опишем именно такую продукцию, с помощью которой вы сможете состыковать рельсы любым, удобным для вас способом.
«Рельсовые» электроды
Решая, какими электродами варить рельсы, стоит принять во внимание толщину данного сорта металлопроката. Поэтому источником присадочного материала в процессе сварки рельс могут быть только особые электроды серии УОНИ, предназначенные для стыковки толстотелых конструкций
Причем для сварки рельсов достаточно «младших» представителей этой серии – электродов УОНИ 13/45 и 13/55, которыми можно стыковать заготовки из высокоуглеродистых или низколегированных сталей.
От прочих источников присадочного материала электроды УОНИ 13/45 и 13/55 отличаются особым флюсом (покрытием), в состав которого входят ферромарганцевые руды, графит, кремний и прочие материалы.
Благодаря такому многокомпонентному миксу обеспечивается устойчивое горение дуги, передающей высокую температуру в зону сварки, и подавляется процесс образования пор в сварочном шве. Интересен и состав электродной проволоки. Ее изготавливают из железоуглеродистого сплава, легированного никелем и молибденом. Диаметр проволоки – 2-5 миллиметров.
В итоге, опираясь на особый состав флюса и присадочного материала, серия УОНИ обеспечивает не только высокую скорость работы, но и не менее высокую прочность сварочного шва.
Подготовка электрода к сварке
Электроды для сварки рельсов – работают в очень сложных условиях. Ведь толщина стыкуемых кромок в данном случае может равняться нескольким десяткам сантиметров.
Поэтому к качеству таких электродов предъявляют особые требования, а именно:
- На покрытии таких электродов не должно быть крупных трещин.
- Влажность покрытия должна соответствовать определенному значению.
И если соответствие электрода первому требованию можно проверить визуально, то с влажностью все намного сложнее. Поэтому перед сваркой все электроды из серии УОНИ подвергают обязательному прокаливанию (подсушиванию) в особой установке.
Эта процедура выглядит как прогрев изделия до температуры в 350-400 градусов Цельсия. Причем электроды загружаются в уже разогретый «жарочный шкаф» и «томятся» в нем около 1-2 часов.
После такой подготовки электроды можно использовать в любом положении, формируя с их помощью и нижние, и потолочные, и вертикальные швы на постоянном токе, и обратной полярности подключения.
Единственное «противопоказание к применению» для серии УОНИ – это сварка по направлению сверху вниз.
steelguide.ru
Что такое алюминотермитная сварка
Порошок размещают в емкость из металла. Она расположен над границей двух частей холста. После этого порошок расплавляют. Рассыпчатая смесь необходима для того, чтобы получить прочное соединение базового металла.
Мелкие части шва станут вязкими, стыки при этом будут надежными. На протяжении десятков лет определили, что алюминотермитная сварка не проседает. Этот метод считается одним из наиболее эффективных.
Порошок, который связывает полотна, на четверть состоит из алюминиевого песка. В основной его части находится оксид железа. Гранулы по размерам не более 0.5 мм. Она мелкорассеянная, при этом податлива к любым действиям.
Металл может восстанавливаться в окислах материала. Но это возможно только в тех случаях, когда в работу вступает высокая температура. Необходимо поджигать смесь методом запала. Это приводит к тому, что оксид железа становится чистым сплавом.
На местах применяют заливочную емкость. Она направляет сплав в места алюминотермитной сварки. Герметичность конструкции играет важную роль. Разные виды рельс предполагают использование особой формы.
После того, как работа завершена, вы обнаружили зазоры или трещины? Необходимо их заделать при помощи термоустойчивой обмазки. Из-за того, что она жидкая, смесь поможет затечь во все труднодоступные места. Как итог – получится много лишнего шлака.
Нужно уплотнить соединение во время того, как оно не утратило высокую температуру. В этом помогут прессы. Когда работа закончена, от шлака избавляются при помощи молотка. Шлифовка стыков при помощи болгарки.
Сварка рельсов: способы и их основные особенности

При осуществлении монтажа, а также ремонтных работах на железнодорожном полотне, крановых установках, и других условиях, где применяются рельсы, используется особая технология сваривания. Так как в описываемых условиях необходима особая прочность, а также стойкость к различного рода нагрузкам, то сварка железнодорожных рельсов относится к отдельной категории сварки.
Электродуговая сварка
Стоит отметить, что одним из самых распространенных методов, который применяется при сварке рельсовых плетей и стыков рельс, является электродуговая сварка. В данном случае рельсы укладываются в необходимом положении, а пространство между их стыками послойно постепенно заполняется необходимым сварочным материалом. Последний расплавляется от температуры дугового разряда. Для сварки торцов железнодорожных рельсов данным способом может применяться переменный ток, поступающий от трансформатора или же постоянный ток, получаемый от мобильного сварочного агрегата.
Самым оптимальным вариантом является ванный метод. При этом концы рельсов, предварительно обрезанные перпендикулярно их продольной оси, монтируются без перелома. При этом в профиле должно быть возвышение от 3 до 5 миллиметров. В такой позиции рельсы должны быть закреплены с зазором от 14 до 16 мм.








Между торцов железнодорожных рельсов вводится электрод, через который пропускается ток 300-350 ампер. В итоге, расплавленный метал электрода заполняет зазор между торцами, равномерно по всему сечению.
Для исключения растекания металла используются различные методы закрывания зазора между рельсами. После сваривания место работы шлифуется по всему периметру.
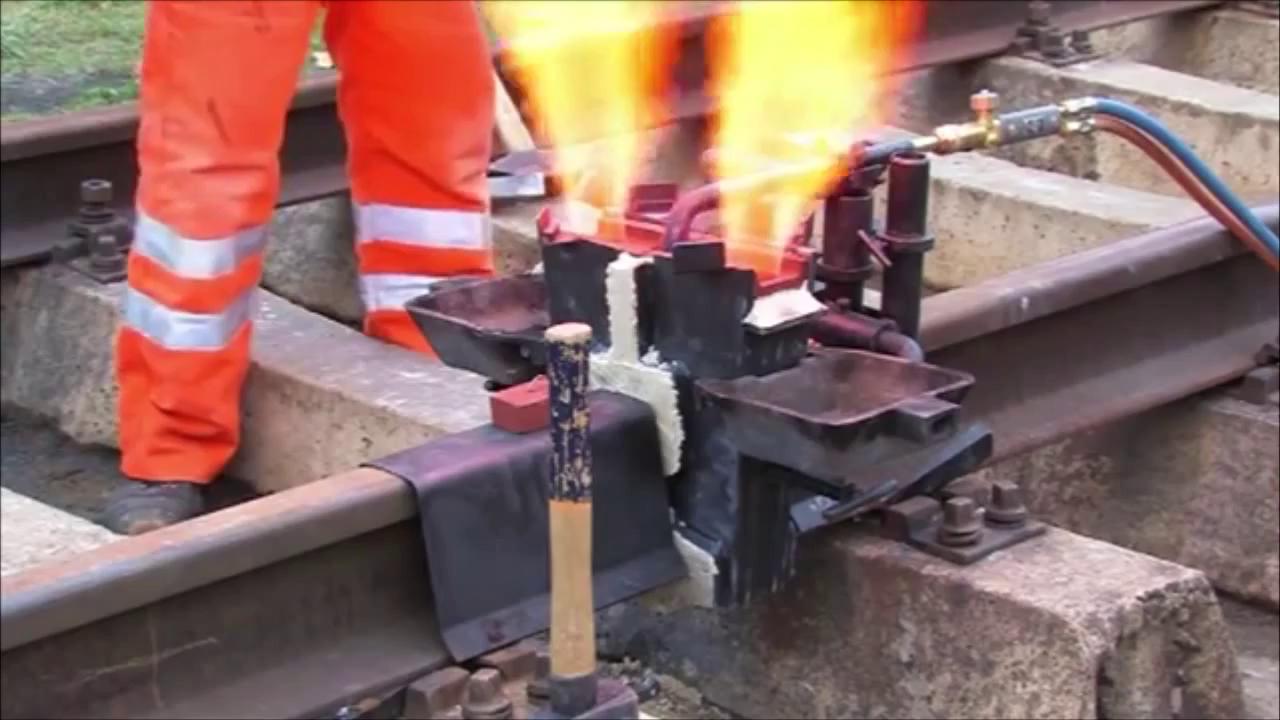
Термитная сварка
Технология данного типа сварки заключается в реакции, которая возникает при контакте окиси железа и алюминия. Сталь, которая возникает в описываемых условиях при температурах более 2000 градусов, должна заливаться в огнеустойчивую форму, которая полностью идентична геометрии самого рельса.
Термитная технология была открыта еще в 1896 году известным профессором Гансом Гольдшмидтом. По сути термитная технология представляет собой восстановление железа из окиси с использованием алюминия. При этом термитная реакция характеризуется выделением большого количества тепла.
Термитная технология позволяет соединять между собой поверхностно-закаленные, объемно-закаленные, а также термически не упрочненные рельсы в любых комбинациях. Термитная сварка позволяет соответствовать высоким требованиям, которые сегодня выдвигаются к высокоскоростным магистралям и бесстыковым путям.
Газопрессовая сварка
Данная технологи основывается на соединении металлов при температуре, которая находится в пределах, ниже точки плавления, но при высоком давлении. Главные «плюсы» данной технологии:
- Однородная структура металла в области стыка железнодорожных рельсов;
- Высокое качество получаемого соединения.
Ввиду вышеописанных преимуществ, данный тип сварки очень эффективен при сварке тяжелых железнодорожных рельсов. Перед осуществлением собственно сварки, концы железнодорожных рельсов плотно приставляются друг к другу.
При этом при помощи дисковой пилы рельсорезного станка или механической ножовкой осуществляется одновременное прорезывание торцов обеих рельсов. В итоге обеспечивается максимальная чистота металла, а также высокая плотность прилегания. Перед самим процессов сваривания торцы промываются четыреххлористым углеродом. Также дл я этих целей может применяться дихлорэтан.
Способы сварки рельсов
Рельсы изготавливаются из высокоуглеродистых сталей, особенностью которых является плохая свариваемость. При выборе способа соединения рельсов необходимо учитывать химический состав сплавов, из которых изготовлены рельсы, их текучесть и пластичность. Выбирать надо из следующих имеющихся технологий:
- электродуговая;
- электроконтактная;
- алюмотермитная;
- газопрессовая.
Каждая технология имеет свои преимущества.
Наиболее привычным является электродуговой способ. Сварка рельсовых стыков электродами применяется следующим образом:
- Подлежащие соединению концы рельс укладывают с небольшим зазором между ними величиной в несколько миллиметров.
- Их концы проваривают электродами, расплавляемыми посредством температуры сварочной электрической дуги.
- Расплав постепенно начнет заполнять весь стык.
- После того, как окончательно закончится охлаждение сварной ванны, полученный стык подвергают зачистке, убирают окалину, поверхность рельса в месте стыка выравнивают.
Для получения тока, переменного или постоянного, используется передвижная сварочная станция. В качестве оборудования применяются трансформаторы, выпрямители и инверторы.
Предварительно необходимо решить вопрос, какими электродами варить рельсы. Диаметр у них должен быть размером приблизительно 5-6 миллиметров. Применяются электроды, имеющие основной вид покрытия. Среди электродов, выпускаемыми в нашей стране, можно порекомендовать УОНИ 13/45 и УОНИ 13/55, а среди импортных — LB 52U. Перед тем, как сваривать рельсу встык электродами, необходимо подвергнуть их прокаливанию.
Разновидностью дугового способа, которую можно назвать удачной, является сварка рельс ванным способом. Он состоит в том, что у рельсов заранее обрезаются торцы. Затем их укладывают с небольшим зазором четко вдоль протяженности путей, но при небольшом поднятии. Между уложенными таким образом кусками рельс вводят электрод и пропускают ток величиной приблизительно 300-350 Ампер.
Образовавшаяся раскаленная масса начинает растекаться вдоль зазора, пока не заполнит его полностью. Это происходит постепенно и равномерно. Чтобы стекание не начинало происходить наружу, зазор ограждают блокираторами. Качественное соединение рельсов получается также при контактной сварке.
Сварка осуществляется в автоматическом режиме. Рельсы размещают поблизости с их постоянным местонахождением. Микроструктура стыкового контактного сварного шва рельсов должна по возможности соответствовать основному составу. К недостаткам контактной сварки можно отнести необходимость участия в этом процессе нескольких сварщиков, трудность доставки оборудования, длительность процесса, высокая стоимость оборудования.
Газопрессовой способ основан на соединении стыков рельс при более низких температурах, но при высоком давлении. Необходимо производить подготовительные операции, заключающиеся в тщательной обработке свариваемых концов рельс, чтобы обеспечить необходимую плотность прилегания.
Рельсы в ходе процесса сдавливают гидравлическим прессом со значительным усилием и разогревают горелкой до температуры 1200 градусов. К преимуществам этого метода относится однородность получаемого шва и его прочность, а к недостаткам не слишком высокую производительность. Газопрессовую сварку имеет смысл применять для ремонта железнодорожных путей, где нагрузка на рельсы имеет большое значение.
Процесс алюминотермитной сварки рельсов
Перед началом работы нужно убедиться, что термита достаточного для полного заполнения стыка, иначе придется все переделывать. Технология алюмотермитной сварки жд стыков выполняется поэтапно в строгой последовательности.
Подготовительные работы
На участках рельсов, расположенных рядом со стыком, снимают крепления к шпалам, а дальние ослабляют. Это необходимо для того, чтобы они не мешали при установке и для снятия напряжения металла. Участки возле стыка нагревают горелкой, очищают от ржавчины. Затем рельсы выставляют так, чтобы между торцами было расстояние 25 мм.
Расстояние между торцами рельсов выдерживают 25мм
Выравнивание рельсов
Далее на всех креплениях убирают прокладки, заменяя их клиньями с обеих сторон. Чтобы соединение выдерживало нагрузку от проходящих жд составов без деформаций, рельсы должны быть прямолинейными по горизонтали и вертикали. Предварительную установку делают на глазок. Затем, подбивая клинья молотком, добиваются необходимого положения. Для контроля к поверхностям рельсов прикладывают метровую металлическую линейку.
Термитная сварка
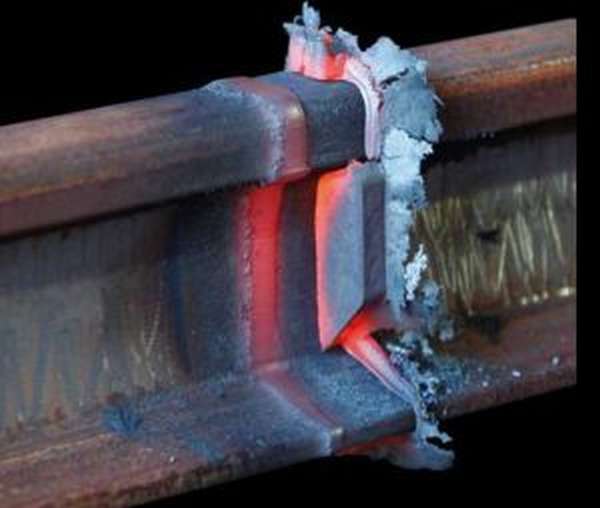
При термитной сварке рельсовые концы разогревают до необходимой температуры за счет тепла, выделяемого при горении термита. Термит представляет собой механическую смесь порошкообразного алюминия (22,3%) и железной окалины (77,7%). Для увеличения выхода термитной стали и некоторого снижения температуры в термитную сталь добавляют железопроволочную обсечку (до 6% по весу).
Термит поджигают специальным запалом — термоспичкой, составленной из смеси магния, бертолетовой соли, серы и алюминиевого порошка, или электрической дугой (коротким замыканием тока). Термит горит 12—18 сек с выделением большого количества тепла (774 ккал). Химическая реакция горения протекает следующим образом: В результате получается чистое железо и глинозем (шлак). При сгорании термита за счет кислорода, содержащегося в железной окалине, температура в момент сварки достигает 3 000—4 000 °C. Расплавленный металл собирается внизу тигля, а шлак как более легкий всплывает на поверхность.
В результате получается чистое железо и глинозем (шлак). При сгорании термита за счет кислорода, содержащегося в железной окалине, температура в момент сварки достигает 3 000—4 000 °C. Расплавленный металл собирается внизу тигля, а шлак как более легкий всплывает на поверхность.
Различают следующие способы термитной сварки рельсовых стыков: способ сварки «встык», способ промежуточного литья и комбинированный способ. На сети дорог широкое применение получил способ промежуточного литья.
Перед сваркой этим способом концы рельсов должны быть ровно обрезаны рельсорезным станком и очищены по профилю на длине 50 мм от торцов. При сборке рельсы в стыке выравнивают по рабочему канту головок. Отклонение не должно превышать 0,5 мм на 1 м длины. Между торцами оставляют зазор в 10—12 мм, концы рельсов приподнимают для образования возвышения 1,5 мм при замере метровой линейкой у концов. На стык устанавливают форму, состоящую из двух половинок, скрепляемых струбциной. Зазоры по линии сопряжения полуформ с рельсами промазывают формовочным составом. Затем стыки рельсов подогревают газовыми горелками до температуры 900 °C.
Термитный металл выпускается через дно тигеля в форму (рис. 153). Шлак 7, поступающий после термитного металла 2, сливается из верхней части формы в шлакоприемник. Рис. 153. Схема термитной сварки по способу промежуточного литья
Рис. 153. Схема термитной сварки по способу промежуточного литья
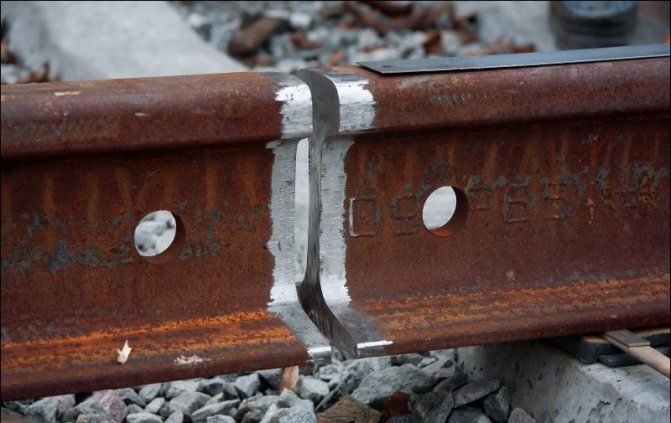
После остывания, снятия формы и удаления шлака шлифуют термитный металл по боковым и верхней поверхностям головки рельса. Рабочую поверхность рельсового стыка проклепывают и выглаживают при помощи гладилок. Достоинством термитной сварки является возможность производства работ в полевых условиях и простота оборудования. К недостаткам относятся: малая прочность стыка (до 70% от целого сечения рельса на изгиб), относительно большая стоимость термитной смеси и низкая производительность (на одного работающего приходится в среднем 6 стыков, свариваемых за смену).
- Назад
- Вперёд
Способы сварки рельсовых плетей
Технология представляет собой инновационный метод соединения рельс. Этапы проведения работы:
- Рельсы устанавливаются напротив друг друга с промежутком.
- Один из незакреплённых концов загибают пока не совпадут торцы.
- Далее рельсы свариваются вместе.
- Принудительно распрямляется стрела изгиба.
Используется данная технология для починки железнодорожного полотна.
Алюмотермитная сварка применяется для соединения рельс. С его помощью можно сделать надёжный шов, которые выдержит серьёзные нагрузки. Помимо этого можно использовать и другие технологии соединения, однако, классическая сварка не подходит для выполнения подобных работ.
Сваршик 4 разряда Михаил Васильевич Чернов 37 лет, стаж работы 14 лет:«При соединение рельс, требуется крайне внимательно относиться к выбору оборудования и термита. Некачественная смесь может стать причиной нарушения целостности железнодорожного полотна и как следствие катастрофы. Желательно использовать технологию промежуточного литья, так как она считается наиболее надёжной, долговечной».
Способы сварки рельсовых стыков
При выборе технологии учитывают свариваемость сталей, их текучесть, пластичность. Немаловажный фактор – трудозатраты, стоимость оборудования. С учетом всех составляющих решают, как сваривать рельсы.
Для заделки стыков используют следующие технологии:
- электродуговую;
- электроконтактную;
- алюмотермитную;
- газопрессовую.
На предприятиях чаще используют термитную сварку рельсов, реже контактную. У каждой технологии есть преимущества.









Электродуговой
Сварка рельсов с использованием электродов используется для стыков и плетей. Ванным способом удается получить прочное соединение. Концы укладывают на небольшом возвышении над полотном с зазором 14–16 мм в специальную ванночку, удерживающую расплав. В стык вертикально помещается электрод диаметром 5 или 6 мм. При подаче высокочастотного переменного или постоянного тока прямой полярности мощностью 300–350 ампер в зависмости от толщины профиля, расплав постепенно заполняет весь стык. Диффузионный слой создается по всему сечению. Для сварки рельсов используют электроды с основным видом покрытия:
- отечественные УОНИ 13/45 и УОНИ 13/55,
- японские LB 52U.
Их предварительно прокаливают: в течение 2 часов выдерживают при температуре 180 – 230°С.
Достоинства электродуговой сварки:
- не нужно использовать флюс, обмазка создает слой шлака над ванной, он препятствует окислению;
- не требуется предварительной разделки торцов;
- для образования плотного соединения не нужно дополнительно прикладывать усилий;
- доступность, в качестве генератора тока используют трансформаторы, выпрямители и профессиональные инверторы.
После охлаждения ванны стык зачищают, снимают окалину, выравнивают поверхность головки рельса.
https://youtube.com/watch?v=TvlQFS0fuXU
Термитный
Метод основан на способности алюминия восстанавливать окись железа с большим выделением тепла. Сварку рельсов по алюмотермитной технологии освоили больше века назад. При поджоге термита в рабочей зоне создается температура от 1200 до 2000°С в зависимости от химического состава сплава. Восстановленное железо затекает в форму, по профилю совпадающую с рельсом.
В термит помимо оксида железа и алюминия входят легирующие добавки, небольшие кусочки металла (они затормаживают химический процесс). Шлак, образующийся при расплаве, всплывает, его удаляют после охлаждения металла.
Самое главное преимущество метода – высокая скорость термитной сварки рельсов. Он применяется для закаленных и холоднокатаных балок. Его используют при монтаже магистральных железнодорожных линий и плетей.
https://youtube.com/watch?v=kuydZx-ckTs
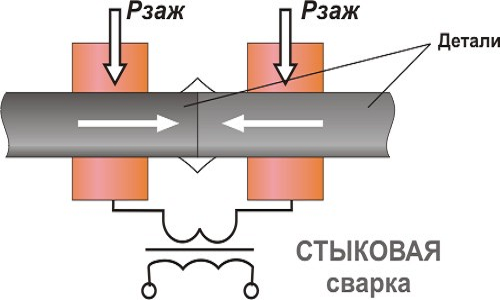
Газопрессовый
Сварку рельсовых стыков этим методом проводят на пластичных сталях. Температура в зоне стыка концов повышается за счет энергии сдвига. Она выделяется при высоком давлении. Образуется качественное соединение за счет однородности диффузного слоя. Для плотной стыковки рельсов торец прорезают рельсорезом. Металл консервируют 4-хлористым углеродом или дихлорэтаном, под составом металл не окисляется. Стык нагревают до температуры вязкости, под 10–15-тонным давлением гидропресса слои сдвигаются, торцы плавятся, образуется диффузный слой.
Главные достоинства газопрессового метода:
- однородность химического состава;
- отсутствие окалины, процесс протекает внутри профиля;
- возможность соединяться профиль любой конфигурации и толщины.
Электроконтактный
Автоматная технология основана на нагреве стыка за счет пронизывающей электродуги, возникающей под воздействием высоких токов небольшого напряжения. Электроконтактная сварка проводится самоходными комплексами МСГР-500, МС-5002, К-190 непосредственно в месте укладки или с небольшим смещением ветки. Для разного вида рельсового профиля используют сменные контактные головки. Работу проводят методом непрерывного оплавления или импульсным прогревом рельсов.
Практические рекомендации
Чтобы получить отличное сварное соединение, требуется иметь материал с хорошей свариваемостью. В основном свариваемость характеризует свойства металла, существующую реакцию на сварочный процесс, а также способность получать такое сварочное соединение, которое будет отвечать всем заданным технологическим требованиям.
Когда детали выполнены из материала, свободно поддающегося сварочному процессу, с получением высококачественного шва особых условий не требуется. Но для деталей из плохо свариваемого материала требуются дополнительные технологические условия. Иногда применяется специальный вид сварки, который намного дороже и сложнее. Причем выполнение работ требует строгого соблюдения технологического процесса.

Сварка рельсов востребована на сегодняшний день так как рельсовая нить разрывается и быстро изнашиваться ходовая часть вагонов.
В состав стали для рельсов входит очень много углерода, почти 82%. Этот материал относится к группе материалов, имеющих плохую свариваемость. При сварке возможно появление трещин, что совершенно недопустимо на рельсах. В них концентрируется напряжение, которое может привести к разрушению стыкового соединения и крушению состава.
Сегодня известно два вида сварки рельсовых стыков:
- контактная;
- алюмотермитная.
Большое распространение получила контактная сварка, однако у нее есть несколько серьезных недостатков, ограничений, когда проводятся ремонтные работы железнодорожных путей:
- для сварки требуются специальные рельсосварочные машины, стоящие очень дорого;
- длительности доставки оборудования и его последующая эвакуация;
- для проведения работ необходимо задействовать многочисленные бригады;
- за неимением большого количества времени, приходится постоянно выполнять работу без соблюдения технологического процесса, в результате чего стык получается очень низкого качества;
- невозможно выполнить сварку стыка прямо в том месте, где переводятся стрелки.
Контактная сварка стыков проигрывает алюминотермитной сварке рельсов. Для нее необходимо иметь:
- сложное и очень дорогое оборудование;
- многочисленную бригаду;
- перерывы при движении поездов.
Алюминотермитная сварка рельсов делается очень быстро. На операцию уходит примерно полминуты. Если считать подготовительные работы и завершающую обработку сварочного шва, требуется около 45 минут.
Надо сказать, что такая сварка позволяет одновременно сваривать несколько стыков, в результате сокращается время, затраченное на работу.

Рельсовые стыки с различной формой стыкуемых торцев.
Для сварки стыка необходимо три человека. Их обучение проходит в самые короткие сроки. Масса применяемого оборудования достигает 350 кг. Для проведения сварочных работ, когда используется алюмотермитная сварка и проводятся другие специальные операции, применяются автономные источники подачи топлива.
Чтобы проводить алюминотермитную сварку рельсов, инженерами было создано переносное миниатюрное оборудование, которое может функционировать в автономном режиме прямо в полу.
Технологи смогли подобрать определенный состав термитного раствора и его зернистость. Это помогло добиться термитной реакции, при которой не возникает взрывов, не наблюдается затухания и поддерживается самая оптимальная скорость и нужная температура всех материалов, участвующих в реакции.
Алюминотермитная сварка состоит из нескольких основных технологических шагов:
- начального высокотемпературного подогрева;
- окончательной сварки рельсов.
Газопрессовая обработка
Данный способ тоже входит в число востребованных технологий сварки рельсовых стыков. Основан на использовании температур намного ниже границы плавления. Процесс осуществляется при высоком давлении, что обеспечивает однородность структуры и плотное и надежное стыковое соединение.
Для успешного выполнения работ необходима небольшая подготовка. Подготавливают рельсы к сварке при помощи специального оборудования — рельсорезного станка с дисковой пилой, механической ножовки. Рельсовые нити стыкуют между собой, после чего вертикально прорезают одновременно оба рельса. Такая обработка обеспечивает чистую отшлифовку свариваемых поверхностей, максимальную плотность прилегания и улучшает итоговое качество шва.
По окончании подготовки торцы рельсов можно промыть дихлорэтаном или четыреххлористым углеродом. Другой вариант промывки можно выполнить непосредственно в процессе сварки — для этого применяется треххлористый углерод.
Обработанные стыки прижимаются друг к другу при помощи гидравлического пресса и вдоль стыка нагреваются многопламенными горелками до 1200°С. В процессе нагрева рельсы продолжают сдавливаться, образуя усадку до 20 мм. Сила давления на рельсовые стыки во время нагрева составляет 10-13 тонн. Точное значение силы выполняется специальными расчетами.

Выполненное сварное соединение тщательно зачищают и шлифуют, то есть проводят нормализацию. Обработанный и остывший шов проверяют на качество при помощи различных приборов.







Рассмотренные технологии сварки рельсовых стыков соответствуют современным требованиям для создания прочного сварного соединения. Каждый тип обработки имеет как положительные, так и отрицательные стороны. Разновидность применяемой методики зависит от типа рельсовых плетей, доступности и качества необходимого оборудования. Правильно подобранный способ, соблюдение условий обработки и мер безопасности гарантируют высокое качество итогового шва.
Что такое алюминотермитная сварка
Порошок размещают в емкость из металла. Она расположен над границей двух частей холста. После этого порошок расплавляют. Рассыпчатая смесь необходима для того, чтобы получить прочное соединение базового металла.
Мелкие части шва станут вязкими, стыки при этом будут надежными. На протяжении десятков лет определили, что алюминотермитная сварка не проседает. Этот метод считается одним из наиболее эффективных.
Порошок, который связывает полотна, на четверть состоит из алюминиевого песка. В основной его части находится оксид железа. Гранулы по размерам не более 0.5 мм. Она мелкорассеянная, при этом податлива к любым действиям.
Металл может восстанавливаться в окислах материала. Но это возможно только в тех случаях, когда в работу вступает высокая температура. Необходимо поджигать смесь методом запала. Это приводит к тому, что оксид железа становится чистым сплавом.
На местах применяют заливочную емкость. Она направляет сплав в места алюминотермитной сварки. Герметичность конструкции играет важную роль. Разные виды рельс предполагают использование особой формы.
После того, как работа завершена, вы обнаружили зазоры или трещины? Необходимо их заделать при помощи термоустойчивой обмазки. Из-за того, что она жидкая, смесь поможет затечь во все труднодоступные места. Как итог – получится много лишнего шлака.
Особенности сварки рельсовых стыков
Мы уже выяснили, что профили для укладки в колею выполняют из особо прочного металла, а именно из высокоуглеродистой стали. Это материал, у которого есть своя специфика термообработки: превышение температуры воздействия обернется внутренними напряжениями, появлением трещин и других мелких дефектов, способных стать причиной аварии.

Чтобы обеспечить достаточное качество шва и одновременно минимизировать вероятность возникновения микроповреждений, при соединении двух элементов ВСП необходимо соблюдать следующие правила:
Пользоваться именно профессиональным оборудованием – как наиболее точным, производительным и безопасным в своем классе.
Ответственно подойти к покупке расходников (мы уже упоминали о важности тех же электродов).
В обязательном порядке применять флюсы (там, где они необходимы) и другие вспомогательные средства припоя.
Придерживаться оптимального режима работы, выбранного ранее (особенности каждого мы еще рассмотрим).
Уделить внимание постобработке шва, а дальше проверить его соответствующими приборами на предмет целостности.
В процессе эксплуатации колеи сварные плети необходимо периодически осматривать на предмет микроповреждений, чтобы своевременно предупредить более значительные разрушения.
