
Труба электросварная тонкостенная холоднокатаная
Труба (металлическая) электросварная холоднокатаная тонкостенная прямошовная производится в соответствии с ГОСТом 10704-91 или ориентируясь на технические условия ТУ 14-105-737-2004.
Тонкостенные изделия бывают разного качества. Электросварная труба, произведенная из холоднокатаной ленты, отличается высоким качеством поверхностей, точностью размеров (диаметр, длина, толщина стен).
Тонкостенная электросварная холоднокатаная система по своей Водяное на порядок выше аналогичных, производной для которых является стальная лента, а способом производства — горячекатаный.
Тонкостенные холоднокатаные трубы отличает высокое качество поверхности, высокая точность размеров – толщина стенки, диаметр, длина.
Направление их использования — производство мебели, оборудование для торговли и других изделий. Поверхность покрывается краской либо гальванизируется. Электросварная тонкостенная труба (металлическая) изготавливается из углеродистой или легированной стали
Важно, чтобы химсостав полностью соответствовал требованиям ГОСТа 8734-78. Металл изготовления — стальная заготовка
Различные марки стали, используемые при производстве холоднокатаных труб, позволяют легко изгибать трубы, придавая им эстетичный внешний вид. Самым популярным направлением использования изделий электросварных тонкостенных является область, для которой важным фактором является пластичность используемой конструкции, а также возможность сварки, высокая прочность, точность размеров и отсутствие неровностей и шероховатостей на поверхности.
ООО ДИЗАЙН ПРЕСТИЖ
Стыковая сварка
Сваривать трубы ПНД своими руками можно и встык. Стыковую сварку выполняют при помощи специального оборудования с механическим или гидравлическим приводом. Такой сварочный аппарат позволит состыковать два элемента туб до полного и плотного соединения. Самыми востребованными аппаратами считаются те, которые имеют программное управление. Подобное оборудование отличается полной автоматизацией и возможностью контролировать процесс сварки без вмешательства оператора в плане физических усилий.
Перед выполнением работ своими руками следует отобрать трубы ПНД с едиными техническими характеристиками. Желательно сваривать тубы даже из одной партии. Поскольку здесь соединение полимера происходит на молекулярном уровне, то такой подход позволит сделать сварочный шов более герметичным и надежным.
Принцип стыковой сварки заключается в нагревании концов трубы на специальной пластине. После плавления ПЭ пластину между концами двух свариваемых труб убирается и происходит механическое сжатие элементов до полного перемешивания и спаивания полимера. После чего трубам нужно дать полностью остыть.
Описание методов сварки труб из ПВХ
- Так, для труб сечением 20 мм длина плавления (глубина сварки) составит 14,5 мм;
- Элементы 25 мм — 16 мм;
- Для туб диаметром 32 мм — 18 мм;
- Для туб сечением 40 мм — 20 мм;
- Трубы с диаметром 50 мм — 23 мм.
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Как правильно сваривать тонкие профильные трубы своими руками
При проведении работ в бытовых условиях чаще всего сваривают профили инвертором, отличающимся малым весом, удобством в работе, широким диапазоном регулировок и наличием дополнительных функций, облегчающих проведение работ.
Второй важной задачей является определение правильной полярности подключения электродов. Общеизвестно, что плюсовой контакт имеет более высокую температуру нагревания, и при правильной полярности «минус» подается на держатель электрода, а «плюс» на корпус детали. Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность
Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность.
Рис. 12 Подготовка и соединение своими руками труб
Сварка профильной трубы встык инвертором
Перед проведением работ готовят ровную поверхность на удобном расстоянии от поверхности земли, в качестве опоры лучше использовать толстостенные профили квадратного или прямоугольного сечения, на которые будет укладываться соединяемый металлопрофиль. Сварочные работы после помещения труб на ровную поверхность проводят в следующей последовательности:
- Подготавливают профильные трубы к сварке. Для этого их торцы обрезают болгаркой под прямым углом и очищают от ржавчины той же болгаркой или наждачной бумагой.
- Выравнивают обе заготовки. К их боковым стенкам прикладывают металлический уголок или любой ровный и длинный предмет с плоской поверхностью, если профиль имеет сварной шов, он должен совпадать. Расстояние между торцами для качественного провара должно составлять от 1 до 2-х миллиметров.
- С помощью точечной сварки рутиловым электродом производят соединение трубного профиля в нескольких местах. Вначале это делают посередине, затем приваривают угловые кромки, если необходима высокая точность, соединяют все четыре угла и центральные кромки.
- Производят сварку от краев к центру, стараясь равномерно прогревать шов, не задерживаюсь на одном участке, затем переворачивают заготовку и повторяют операцию с другой стороны. Новичкам лучше проводить сваривание короткими участками с отрывом, следя за тем, чтобы кромки успевали оплавляться — это позволит избежать прожигания металла.
- По окончании работ шлаковое покрытие сбивают, если необходимо получить ровную и гладкую поверхность, выступающий шов защищают болгаркой.
Рис.13 Как варить профильную трубу 2 мм. в стык







Как сварить профильные трубы под 90 градусов при тавровом соединении
Подготовительные операции производят по приведенной выше схеме, порядок выполнения основных работ следующий:
- После соединения деталей делают прихватки боковых кромок с двух сторон.
- Вначале сварку проводят в углах, непрерывно перемещая электрод мелкими круговыми (против часовой стрелки) или зигзагообразными движениями снизу вверх — это позволяет выгонять шлак из сварочной ванны. Угол наклона электрода должен составлять 45 градусов относительно горизонтальной плоскости
- Далее сваривают боковые кромки, расположенные в одной плоскости.
При сварке прожигает профильную трубу — что делать
Для борьбы с прожогами используются следующие методы:
- Сварку проводят с отрывом короткими участками или точечно.
- Для предотвращения перегрева внутрь соединения вставляют отрезок массивного металлического бруса с сечением, максимально приближенным к внутренним размерам заготовок.
- Уменьшают расстояние между кромками заготовок.
- Работают в режиме максимально низкого выходного тока.
- Увеличивают скорость перемещения электрода.
Рис.14 Сваривание тонкой профильной трубы при тавровом соединении
Отвечая на вопрос, какими электродами варить профильную трубу 2 мм, отвечаем, для сварки тонкостенного профиля 2 мм электродуговым способом чаще всего используют рутиловые электроды диаметром 2-3 мм в прямой полярности подключения. Новичкам при проведении работ в связи с отсутствием опыта, следует принимать меры для борьбы с прожогами или использовать более простую полуавтоматическую сварку.
Как подобрать электроды для правильной сварки труб
До того, как приступить к сварке труб отопления или любых других, необходимо запастись электродами. Их качество напрямую влияет на надежность полученного соединения, герметичность конструкции, а также на сам процесс сварки.

Электроды представляют собой тонкий стальной стержень со специальным покрытием, обеспечивающий устойчивую дугу во время работы и формирующий сварной шов, который предотвращает окисление металла.
Электроды квалифицируются по типу сердцевины и внешнего покрытия.
В зависимости от типа сердцевины электроды делятся на:
- расходники с неплавящейся серединкой из графита, электротехнического угля или вольфрама;
- с плавящейся серединкой – проволокой, толщина которой варьируется в зависимости от типа выполняемых работ.
По типу внешнего покрытия электроды делятся на следующие группы:
- С целлюлозным покрытием (марка С). Предназначены для правильной сварки труб большого диаметра, с их помощью монтируют газо- и водомагистрали.
- С рутилово-кислотным покрытием (RA). Используются для работы с металлическими трубами отопления или водоотведения. Получаемый сварочный шов покрыт небольшим слоем шлака, удаляемым при постукивании.
- С рутиловым покрытием (RR). Позволяют получать аккуратные сварочные швы со шлаком, легко удаляемым с поверхности. Эти электроды применяют для угловых стыков, а также при наваривании второго или третьего слоев металла.
- С рутилово-целлюлозным покрытием (RC). Могут использоваться для правильной сварки труб в любых плоскостях, например, при создании длинного вертикального шва.
- С основным покрытием (B). Это универсальные расходники, подходящие для работы с толстостенными трубами, деталями, предназначенными для использования при минусовых температурах. Позволяют получить качественный пластичный шов, не подверженный растрескиванию или деформации.

До начала сварочных работ стоит получить консультацию специалистов-сварщиков относительно предпочитаемых ими марок электродов. При этом рекомендаций может быть достаточно много, а различаться расходники могут в зависимости от магазина или города.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Между стоимостью и качеством расходников существует прямая связь. С дешевыми электродами затруднительно выполнить правильную сварку труб и получить качественный сварной шов. Следовательно, на этих расходных материалах экономить не нужно.
Сварка — толстостенная труба
Сварка толстостенных труб сопровождается значительным их нагревом, что вызывает ухудшение свойств сварного соединения как вследствие изменения структуры металла шва и околошовных зон, так и вследствие неравномерных деформаций и возникновения в нем остаточных напряжений.
Сварка толстостенных труб , предназначенных обычно для технологических трубопроводов установок высокого давления, требует особых условий для выполнения и контроля.
Сварка толстостенных труб большого диаметра выполняется исключительно электросваркой, равно как и сварка металлоконструкций всех типов.
Для сварки толстостенных труб из стали 15Х1М1Ф применяются также электроды ЦЛ-20. Однако обладая более высокими пластическими свойствами, электроды с покрытием ЦЛ-20 не обеспечивают достаточных прочностных свойств сварных соединений при высоких температурах.
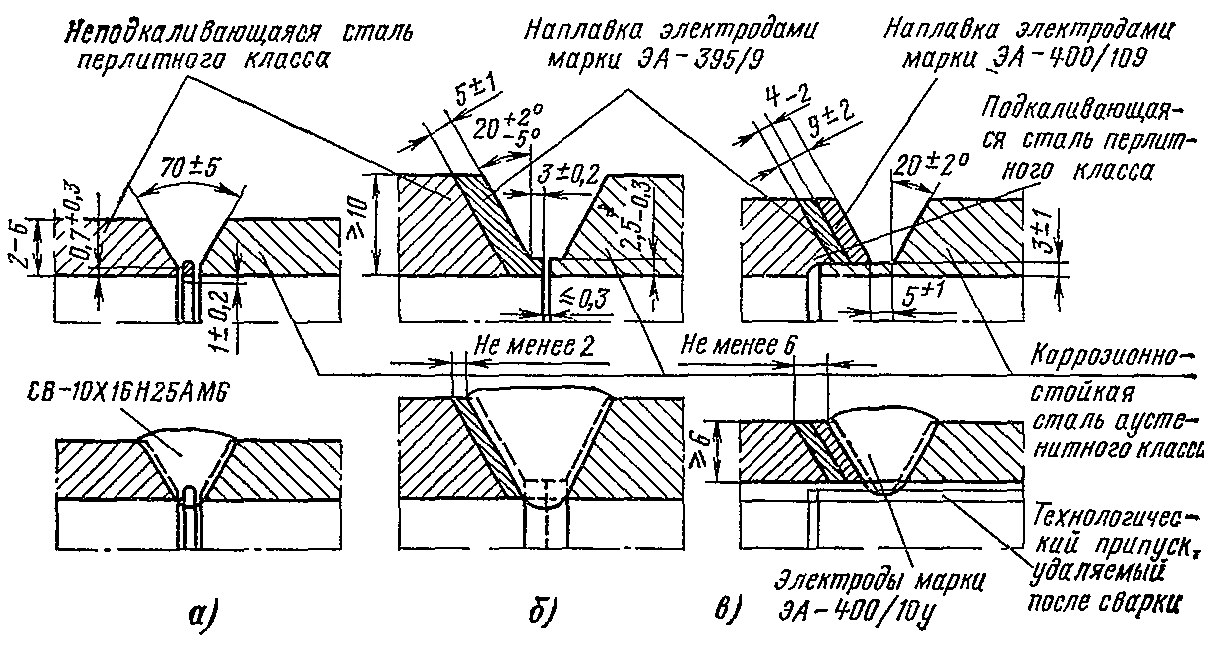
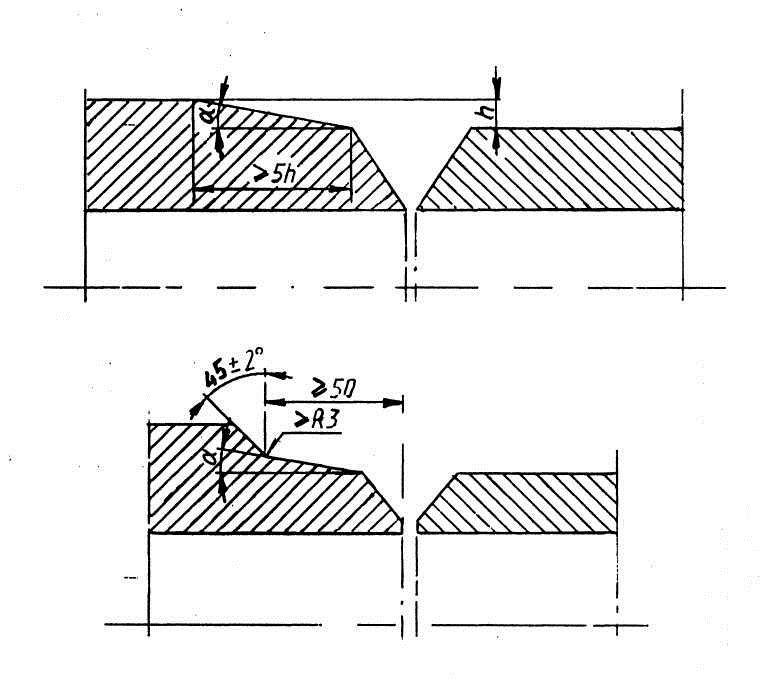
При сварке толстостенных труб с разделкой кромки по рис. 1 наиболее характерными дефектами являются шлаковые включения в зоне сопряжения поверхностей разделки с разным углом наклона.
При сварке толстостенных труб большого сечения на относительно маломощном оборудовании из-за увеличения размеров перемычек, больших зазоров и неустойчивого оплавления создаются условия для окисления металла торцов и его кристаллизации. Сварка таких труб проводится с газовой защитой, создаваемой за счет продуктов горения углеводородов в трубе на участках нагрева.
При сварке толстостенных труб малого диаметра ( D: 40мм, D / 2d 8 — 10) ферритовый сердечник целесообразно изготавливать с максимально возможной площадью поперечного сечения и интенсивным водяным охлаждением, так как сердечник работает при магнитых индукциях, близких к насыщению. Сердечник набирается из толстостенных ферритовых колец на трубке из немагнитного материала. Охлаждение осуществляется водой, подаваемой через трубку.
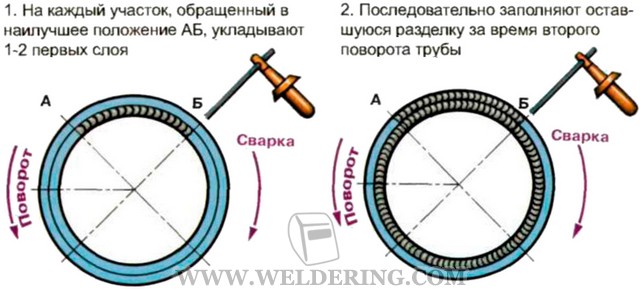
Автоматическую ( полуавтоматическую) сварку толстостенных труб обычно выполняют по ручной подварке ( ручной сварке накладывают первые 1 — 2 слоя); в некоторых случаях для удержания расплавленного металла используют остающиеся подкладные кольца.
Этот вид сварки применяют для сварки толстостенных труб при комбинированном способе и для сварки трубопроводов из сталей группы ХН всех типоразмеров.
Ручную аргоно-дуговую сварку применяют для соединения труб разного диаметра, при сварке толстостенных труб ( для сварки первого слоя) и в тех случаях, когда остальные слои выполняют дуговой сваркой качественными электродами.
Ручная аргоно-дуговая сварка применяется для соединения труб разных диаметров, при сварке толстостенных труб ( для сварки первого слоя) и в случаях, когда остальные слои выполняют дуговой сваркой качественными электродами. Техническая характеристика таких горелок приведена в табл. VI-32.
Исследования, проведенные ВНИИСТом и ЦНИИСК , показали, что для сварки толстостенных труб ( б 10 мм) из сплава АМГ удовлетворительные результаты применительно к поворотным стыкам могут быть получены при соблюдении следующих параметров режима сварки: плотность тока 55 — 70 а / мм2, скорость сварки до 40 м / ч, скорость подачи электродной проволоки диаметром 2 5 мм 135 — 200 м / ч, расход аргона ( при внутреннем диаметре сопла полуавтомата 16 мм) 1 — 18 л / мин, вылет электродной проволоки 8 — 10 мм. Коррозионная стойкость сварных стыков алюминиевых труб, выполненных аргонодуговой сваркой, не уступает стойкости основного металла.
Сварка толстого металла, разумеется, отличается от технологии, применяемой при соединении тонкостенных заготовок. Ведь процесс сварного монтажа толстостенных заготовок основывается на формировании многослойного шва, элементы которого накладываются на стыкуемые кромки с помощью особых технологических приемов.
И в этой статье мы рассмотрим и упомянутые технологические приемы, с помощью которых осуществляется сварка металла большой толщины, и технологию подготовки стыкуемых кромок и прочие нюансы стыковки деталей с толщиной стенки от 2 сантиметров и более. Надеемся, что эта информация поможет вам разобраться с довольно сложным процессом сварки толстостенных и толстолистовых деталей.
Рекомендации по выполнению сварки профильных труб
Специалисты рекомендуют соблюдать правила при выполнении сварочных работ при монтаже конструкций из профильных труб для создания более качественных соединений:
- Резку металла лучше производить пилой, предназначенной именно для этих целей, чтобы срез был ровным без выемок и выступов. Все искривления до начала сварки необходимо выровнять.
- Металл не должен быть покрыт окалиной или ржавчиной. Поверхность должна быть чистой и гладкой. Работы выполняются машиной для шлифовки или щетками по металлу.
- До сборки отдельных элементов рекомендуется выложить всю конструкцию и проверить на совместимость и размеры все основные и вспомогательные детали.
- После окончания сварочных работ с использованием крепежей, швам дают остыть и только после этого снимают с фиксации.


Как варить тонкие трубы?
Тонкие трубы лучше варить сразу одним швом, но большинству любителей это не по силу. Новички предпочитают сначала произвести точечную сварку и уже потом переходить к формированию шва.
Обеспечить комфортную и качественную работу таким образом может только инвертор, с установленной силой тока не выше 60 А.
Как соединить профильную трубу под прямым углом
Прежде всего, трубы должны быть правильно обрезаны, а срезы подготовлены к работе. Для надежности все элементы конструкции фиксируются, чтобы под собственной тяжестью труб не произошло смещение. В качестве подсобных приспособлений для установления точности применяются уголки, косынки или магнитные угольники.
Сама сварка проводится в два этапа. Сначала осуществляется черновое соединение, проверяются необходимые линейные значения, положение вертикального элемента. После остывания осуществляют оформление чистового шва.
>
Виды и назначение трубопроводов
Трубопроводы классифицируются:
- По назначению:
- для нефти и нефтепродуктов;
- «газовые»;
- гидроприводы (транспортировка полезных ископаемых);
- водопровод;
- паро и теплопроводы;
- осуществление подачи кислорода и перекачки воздуха;
- транспортировка аммиака.
- По способу прокладки:
- Наземные — монтируется на сваях, либо эстакадах с использованием подвижных и не подвижных опор. Как правило, при таком технологическом решении необходима теплоизоляция трубопровода.
- Подземные — укладывают в траншеи, обычно на глубину промерзания грунта. В таком случае требуется только наружное гидроизоляционное покрытие труб и зон сварных стыков, теплоизоляция не нужна.
- Подводные — располагают по дну какого-либо водоема, болота с установкой балластирующих устройств (пригрузов). Также могут проходить в специальных защитных футлярах, расположенных в грунте дна при пересечении рек и других водных преград. Как правило, такие футляры протаскивают методом горизонтально-направленного бурения.
- Плавучие — редкое технологическое решение, трубопровод находится на поверхности водной преграды, крепится специальными поплавками. (обычно используется для для транспортировки пульпы).
- По масштабу:
- Магистральные — имеют существенную протяженность и необходимы для дальнего транспорта нефти и газа.
- Промысловые — располагаются на территории месторождения, используются для транспортировки нефтяных и газовых минеральных ресурсов от добывающих скважин к месту их комплексной подготовки, обработки и очистки.
- Технологические — располагаются также на территории месторождения, как правило на кустовых площадках и является некой обвязкой технологического оборудования между собой и скважинами.
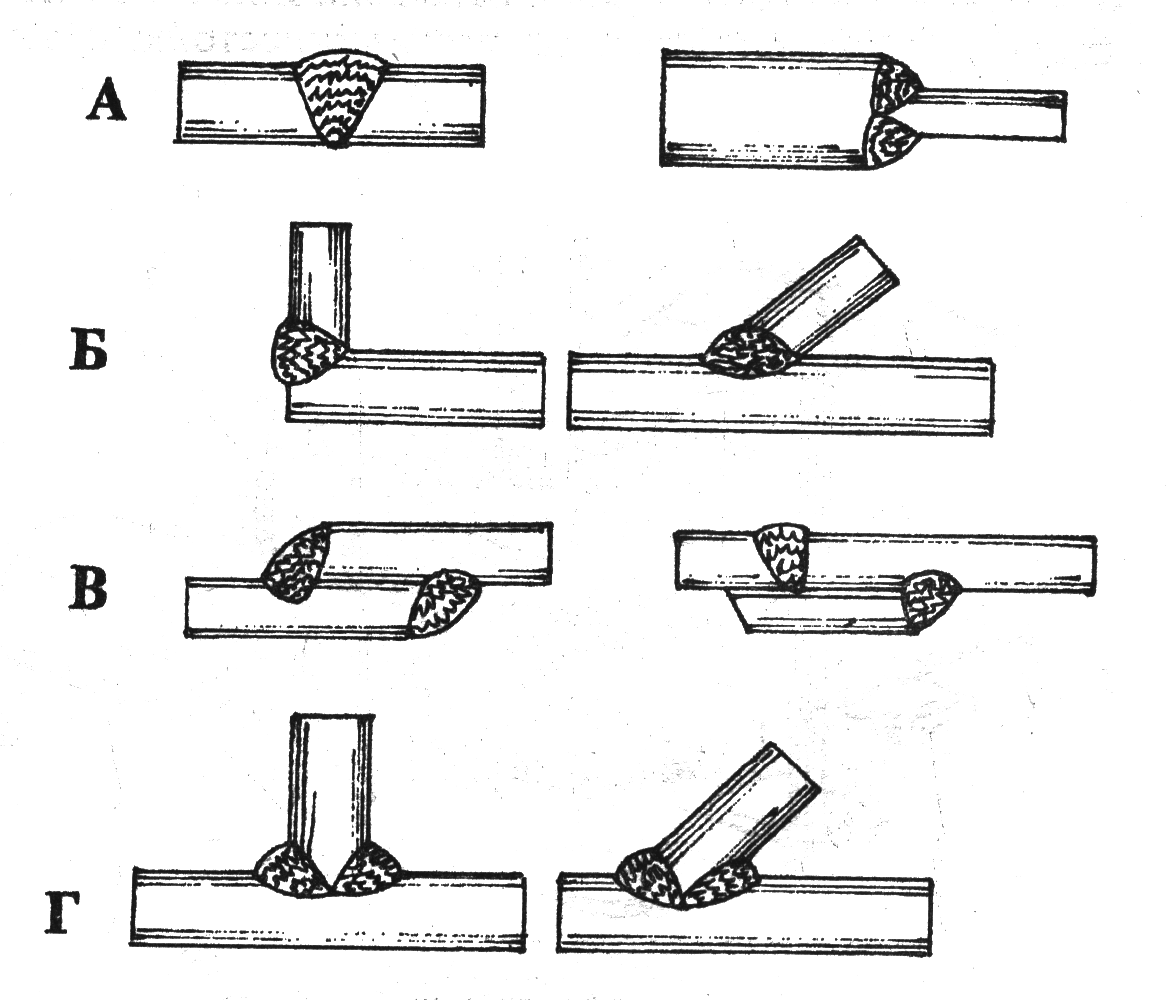
Виды сварных швов и соединений
В зависимости от взаимного положения трубы соединяются:
- встык, когда торцы примыкают друг к другу;
- в тавр, если трубы расположены в виде буквы Т;
- под углом, когда необходимо изменить направление на 45 или 90˚;
- внахлест путем развальцовки торца одной трубы и одеванием его на другую.
В зависимости от возможности доступа к стыку соединение выполняется:
- Горизонтальным швом, если монтируется вертикальный участок трубопровода.
- Вертикальным при горизонтальном положении трубопровода.
- Потолочным когда стык сваривается снизу. Такой шов приходится накладывать во время ремонта системы отопления при замене аварийного участка.
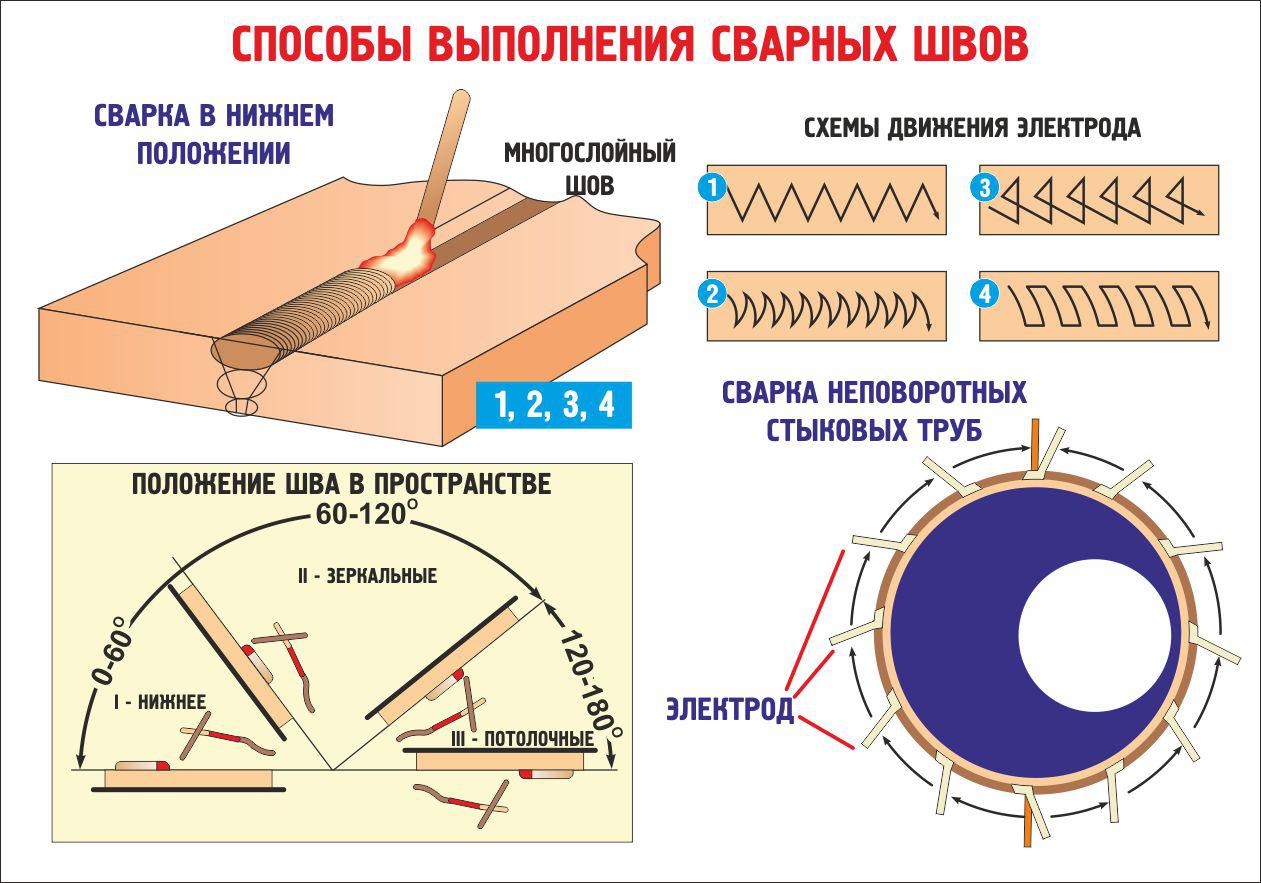
- Нижним свариваются трубы при монтаже новых систем, когда есть возможность их поворачивания, чтобы электрод находился сверху стыка.
Алгоритм процесса врезки круглых труб
Мы воспользуемся широко применяемой технологией воротниковой врезки, когда формируется кромка врезаемой перпендикулярно круглой трубы по отношению к основной трубе. Мы будем придерживаться следующей порядка, реализуя этот способ.
Обрезаем кромку привариваемой трубы под прямым углом.
На ней маркером наносим четыре точки, являющиеся местом пересечения двух взаимно перпендикулярных диаметров и торца трубы. Если все сделано правильно, то эти точки располагаются равномерно по кругу через 90 градусов.
Приставляем трубу размеченным концом к боковой поверхности основной и замеряем с помощью металлической линейки или рулетки наибольший зазор между торцом первой и образующей второй. Он в нашем случае оказался равным 30 мм.
От двух противоположных точек на торцах откладываем вниз по образующей 30 мм. Наносим маркером на боковую поверхность трубы две плавные линии, исходящие из одной смежной точки на торце, в противоположные стороны, чтобы они проходили через нижние метки, и сходились во второй точке на торце.
По выполненной разметке, используя болгарку с отрезным диском, вырезаем фрагменты в виде двух одинаковых округленных сегментов. Фигурные вырезы на торце трубы зачищаем, чтобы не осталось заусенцев и неровностей.
Примеряем трубу по месту и, если обнаружится недостаточное прилегание, подправляем эти места болгаркой и добиваемся более точного совпадения поверхностей труб.
Переносим маркером наружный контур привариваемой трубы на боковую поверхность основной. Внутри полученной замкнутой линии строим конгруэнтную линию, отступив от внешней на толщину стенки трубы. Именно по новой линии будем производить рез.
Вырезаем с помощью болгарки круг в трубе по разметке и обрабатываем края, чтобы удалить заусенцы и скруглить кромки под сварку.
До начала сварочных работ угольником проверяем перпендикулярность труб. Угол между образующими должен составлять 90 градусов. Делаем прихватки в двух-трех местах.
Сварку начинаем с нижней точки контакта и осуществляем в два прохода ниточным швом: корневым и облицовочным. Этим мы обеспечим лучшее качество сварного соединения.
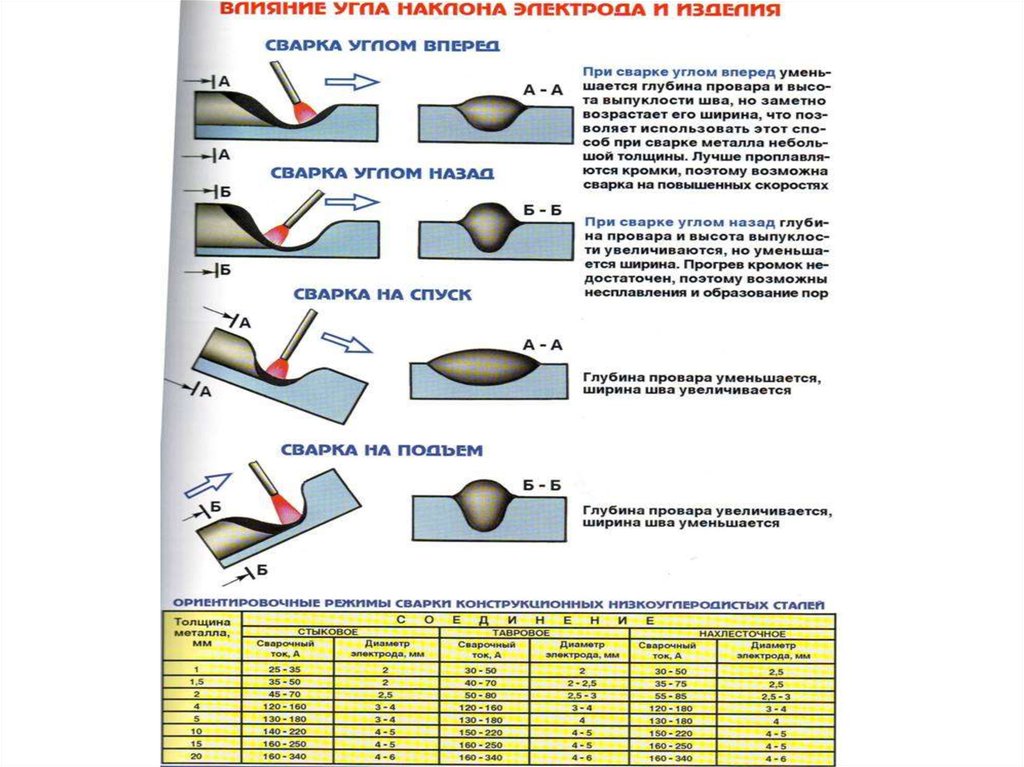
При сварке важно правильно выбрать силу тока, которая зависит от качества подаваемой электроэнергии и, в частности, напряжения. Обычно речь идет о 70-80 А
Варим трехмиллиметровым электродом УОНИ-13-55, стараясь, чтобы шлак не попадал в металл.
Пройдя от нижней точки до верхней, останавливаемся и отбиваем шлак молотком. Обнаруженные недостатки некритичны, т. к. их можно будет устранить при втором проходе – облицовочном.



Точно также завариваем другую половину стыка поверхностей труб. После чего слегка обрабатываем первый шов, удаляя большие наплывы и шлак.
Начинаем накладывать лицевой шов с нижней части, держа электрод под углом 45 градусов по ходу, и перемещая его поперечно первому шву, или «елочкой». Далее шов варим, держа электрод почти вертикально к поверхности, и заканчиваем первую половину, располагая электрод снова под 45 градусов по ходу, и совершая круговые движения.
Начинаем накладывать лицевой шов также с нижней точки и доводим его до верхней, после чего отбиваем молотком со шва шлак.
Точно также варим лицевой шов на второй половине соприкосновения труб. По мере продвижения наверх замедляем скорость сварки, чтобы шов был везде одинаковым.
Также отбиваем шлак и производим зачистку шва с помощью болгарки. В результате получился аккуратный и надежный сварочный шов.
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
- Трубы, фитинги следует приобретать от одного производителя. Лучше если это будут заводские материалы уже известных производителей. Расхождение в производителе чревато несовпадением диаметров труб, неоднородностью органического полимера. Несмотря на то, что полиэтилен получают одинаковыми способами, разнородность материала может быть даже у разных партий одного производителя.
- Трубы и фитинги от разных брендов могут иметь расхождение во времени нагрева. Перегрев одного из элементов оплавит деталь и сделает соединение бракованным.
- Чистота при проведении работ очень важна. Попадание в место сварочного стыка пыли, взвешенных частиц, песка или следов масляных элементов сделает соединение неспособным выносить нагрузки.
- Обязательно соблюдение полной неподвижности свариваемых деталей до их полного остывания.
Источник