
Как правильно сваривать тонкие профильные трубы своими руками
При проведении работ в бытовых условиях чаще всего сваривают профили инвертором, отличающимся малым весом, удобством в работе, широким диапазоном регулировок и наличием дополнительных функций, облегчающих проведение работ.
Второй важной задачей является определение правильной полярности подключения электродов. Общеизвестно, что плюсовой контакт имеет более высокую температуру нагревания, и при правильной полярности «минус» подается на держатель электрода, а «плюс» на корпус детали. Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность
Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность.

Рис. 12 Подготовка и соединение своими руками труб
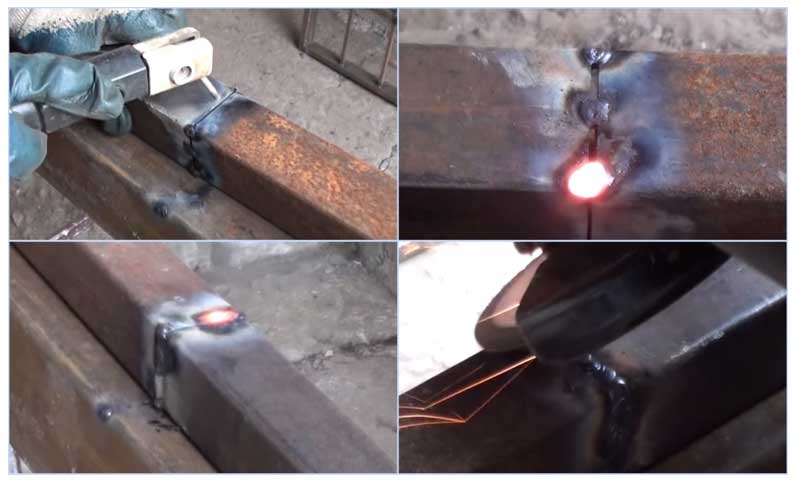
Сварка профильной трубы встык инвертором
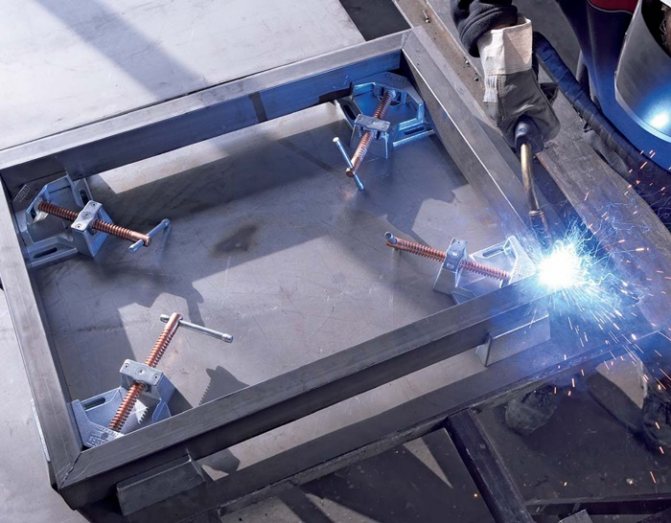
Перед проведением работ готовят ровную поверхность на удобном расстоянии от поверхности земли, в качестве опоры лучше использовать толстостенные профили квадратного или прямоугольного сечения, на которые будет укладываться соединяемый металлопрофиль. Сварочные работы после помещения труб на ровную поверхность проводят в следующей последовательности:
- Подготавливают профильные трубы к сварке. Для этого их торцы обрезают болгаркой под прямым углом и очищают от ржавчины той же болгаркой или наждачной бумагой.
- Выравнивают обе заготовки. К их боковым стенкам прикладывают металлический уголок или любой ровный и длинный предмет с плоской поверхностью, если профиль имеет сварной шов, он должен совпадать. Расстояние между торцами для качественного провара должно составлять от 1 до 2-х миллиметров.
- С помощью точечной сварки рутиловым электродом производят соединение трубного профиля в нескольких местах. Вначале это делают посередине, затем приваривают угловые кромки, если необходима высокая точность, соединяют все четыре угла и центральные кромки.
- Производят сварку от краев к центру, стараясь равномерно прогревать шов, не задерживаюсь на одном участке, затем переворачивают заготовку и повторяют операцию с другой стороны. Новичкам лучше проводить сваривание короткими участками с отрывом, следя за тем, чтобы кромки успевали оплавляться — это позволит избежать прожигания металла.
- По окончании работ шлаковое покрытие сбивают, если необходимо получить ровную и гладкую поверхность, выступающий шов защищают болгаркой.
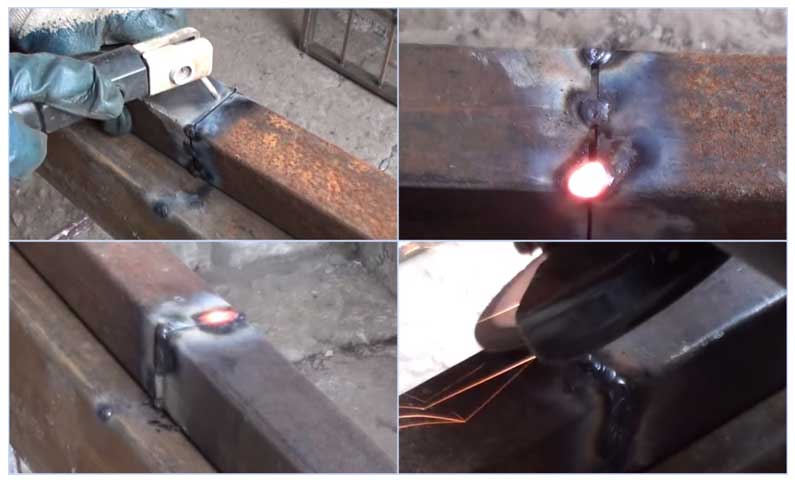
Рис.13 Как варить профильную трубу 2 мм. в стык
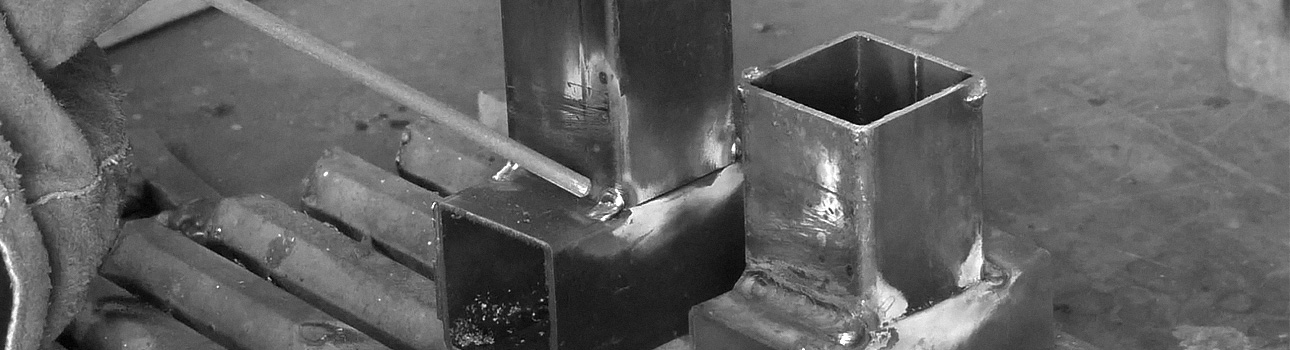
Как сварить профильные трубы под 90 градусов при тавровом соединении
Подготовительные операции производят по приведенной выше схеме, порядок выполнения основных работ следующий:
- После соединения деталей делают прихватки боковых кромок с двух сторон.
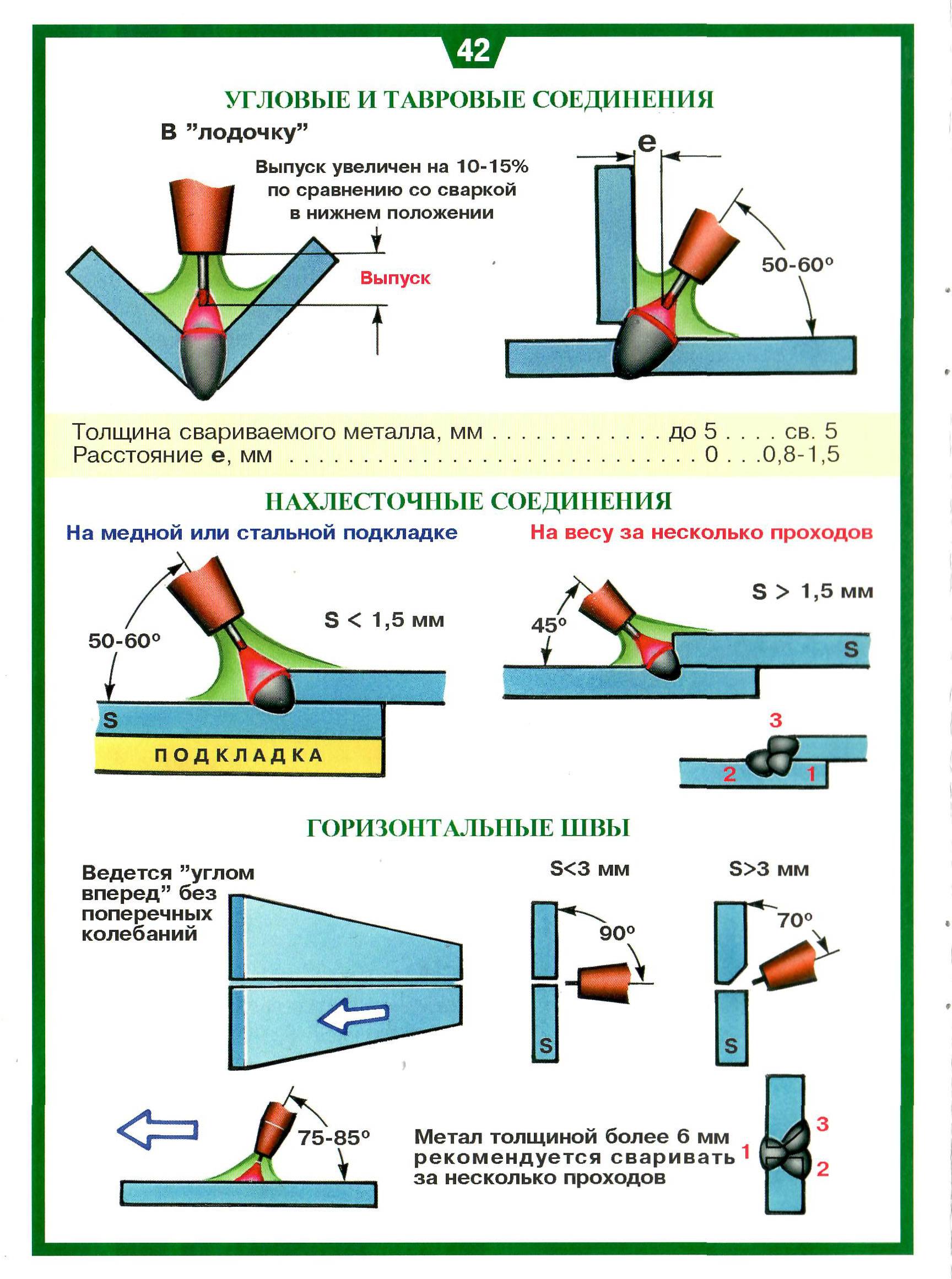
- Вначале сварку проводят в углах, непрерывно перемещая электрод мелкими круговыми (против часовой стрелки) или зигзагообразными движениями снизу вверх — это позволяет выгонять шлак из сварочной ванны. Угол наклона электрода должен составлять 45 градусов относительно горизонтальной плоскости
- Далее сваривают боковые кромки, расположенные в одной плоскости.
При сварке прожигает профильную трубу — что делать
Для борьбы с прожогами используются следующие методы:
- Сварку проводят с отрывом короткими участками или точечно.
- Для предотвращения перегрева внутрь соединения вставляют отрезок массивного металлического бруса с сечением, максимально приближенным к внутренним размерам заготовок.
- Уменьшают расстояние между кромками заготовок.
- Работают в режиме максимально низкого выходного тока.
- Увеличивают скорость перемещения электрода.

Рис.14 Сваривание тонкой профильной трубы при тавровом соединении
Отвечая на вопрос, какими электродами варить профильную трубу 2 мм, отвечаем, для сварки тонкостенного профиля 2 мм электродуговым способом чаще всего используют рутиловые электроды диаметром 2-3 мм в прямой полярности подключения. Новичкам при проведении работ в связи с отсутствием опыта, следует принимать меры для борьбы с прожогами или использовать более простую полуавтоматическую сварку.
Аппараты для сварки профильных труб
Оборудование для инверторной сварки
Название этого электросварочного аппарата происходит от процесса преобразования стандартного переменного напряжения 2 2 0 В при 5 0 Гц в постоянное напряжение. Инвертор — это самый простой и надежный способ соединения двух компонентов. Основными преимуществами используемой машины являются:
Рабочая методология хорошо отработана;
Применяется для начинающих сварщиков;
исключает залипание электрода;
Обеспечивает высокое качество дуги;
Достигается хорошее качество сварных швов;
Все компоненты сварочного аппарата доступны для использования даже в домашней мастерской;
широкий спектр применения для сварки металлических конструкций.
Используется для изготовления рам из профильных труб толщиной 2 мм и более. С помощью этого метода из профильных труб можно изготовить теплицу или основу для мебели. Сварные детали могут быть любой длины. Инвертор позволяет сваривать различные марки металлов с помощью соответствующих электродов. В зависимости от толщины стенки и размера профильной трубы выбирайте инверторы, способные обеспечить необходимый технологический режим. Инверторные блоки используются как в помещениях, так и на улице.
Универсальность инверторных аппаратов позволяет выполнять сварку под любым необходимым углом. Одним из наиболее подходящих углов сварки является угол 90 градусов. В этом случае необходимо использовать инструменты и оборудование для обеспечения того, чтобы угол оставался вертикальным на протяжении всей работы. Для получения профиля заданного дизайна с использованием 2 -миллиметровой трубы необходимо аккуратно работать электродом, чтобы не повредить края заготовки и тем более не прожечь ее насквозь.
Оборудование для газовой сварки
Для создания нужной температуры в точке соединения используется смесь газов. Этот метод выполняется с использованием следующего оборудования:
редуктор;
Кислородные и ацетиленовые баллоны;
факелы;
комплект соединительных шлангов;
Выберите подходящие электроды для работы.
Суть метода заключается в создании необходимой температуры в области рабочей зоны (края металла с присадкой) для их расплавления. Это происходит путем сжигания смеси кислорода и ацетилена. Присадочный металл плавится и заполняет рабочую зону, образуя сварной шов. В газовой сварке различают два метода. Они определяются направлением факела. Первый — слева направо. Второй — наоборот — справа налево. Каждый из них имеет свои преимущества и недостатки.
Оборудование для контактной сварки
Этот тип соединения используется на крупных заводах, когда необходимо изготовить большое количество конструкций. Контактный метод требует дорогостоящего оборудования. Сложность производственного процесса требует высококвалифицированных специалистов. Суть метода заключается в оказании высокого давления на электроды без использования наполнителей.
Оборудование для электродуговой сварки
Этот тип сварки работает следующими методами:
Стыковая сварка
Сварка внахлестку;
Метод Т-образного соединения;
Работайте под заданным углом.
Это позволяет сваривать профильные трубы разных размеров. Необходимо выполнить определенную последовательность операций.
Подготовьте концы труб. Их следует очистить (удалить грязь, ржавчину и старую краску). Непосредственно перед началом работ поверхность обезжиривается.
Выберите подходящие электроды для работы.
Для снятия фаски используйте специальное оборудование. Будет создан более ровный шов.
Процесс зависит от толщины стенки. Тонкие трубы соединяются в один слой для предотвращения прогорания. Толстостенные детали свариваются в несколько слоев для повышения жесткости соединения. Помимо учета этих характеристик, необходимо выбрать скорость вращения электрода.
Выбранный режим зависит от параметров используемого в данный момент режима. Его значение не должно превышать 90A. Полярность напряжения зависит от выполняемых задач.
После сварки необходимо тщательно удалить шлак, образовавшийся на поверхности шва. Специалисты по сварке рекомендуют после сварки наносить ингибитор ржавчины.
Если требования соблюдены правильно, получается надежный и красивый шов.
Какие ошибки нельзя допускать
При нарушении технологии сварки шов получается недостаточно прочным. При неправильном выборе расходного материала появляются трещины и пустоты, делающие соединение некачественным. Ошибки возникают при некорректном подборе следующих величин:
- Размер проволоки. С недостаточным значением сварочный шов получается слишком узким, с избыточным — широким. Это негативно отражается на глубине соединения.
- Сила тока. Также сказывается на глубине провара. Чем больше значение, тем глубже соединение. Это приводит к появлению отверстий, особенно при работе с тонкими изделиями. Увеличение напряжения способствует расширению шва.
- Скорость сварки. Если вести дугу вдоль стыка слишком быстро, соединение получится неглубоким. При снижении скорости работы образуются прожоги, соединение становится неравномерным. Заготовки нередко деформируются.
Дефекты возникают, если пользователь не знает, как работает полуавтомат и что нужно для качественной сварки.
Газовая сварка
Соединение своими руками профильных труб газовой сваркой, очень отличается от электрической. Подготовительная работа к процессу оналогичная. Только все поверхности для состыковки покрывают порошком-флюсом. И готовят присадочную проволоку.


Соединение. Его выполняют двумя способами:
- Тонкостенные изделия соединяют справа налево.
- Если стенки свыше 5 мм – слева направо.
При работе постоянно нужно контролировать положение деталей. Когда трубы остывают, шов зачищается абразивом и на него наносится антикоррозийное покрытие.
Топ 2 ошибки при сварке профильной трубы.Решение здесь!!!
Соединение своими руками труб без сварки
Малогабаритные каркасные сооружения собирают без сваривания. При этом соединение профильной трубы без сварки производят с использованием специального приспособления.
Краб-системы
Представляют собой устройства в виде специального хомута в форме краба, который ставиться в конкретное место и соединяет определенный участок профиля. Такое устройство состоит из двух частей, они соединяются гайками и болтами.
 В собранном варианте такое устройство образует прямоугольную или квадратную форму, его размеры позволяют плотно обхватывать трубопрокатное изделие со всех сторон.
В собранном варианте такое устройство образует прямоугольную или квадратную форму, его размеры позволяют плотно обхватывать трубопрокатное изделие со всех сторон.
Самые популярные хомуты с размером 95х95 мм. Они дают возможность произвести надежные соединения, и гарантируют качественный и прочный крепеж сооружений.
Изготавливают эти приспособления из оцинкованного, или покрытого составом порошка металла.
Преимущества использования краб-системы
Они дают возможность за короткое время собрать или разобрать сооружение. Все трубопроводы с такими соединением превращаются в разборные.
Крепление профильной трубы без сварки краб-системами, пользуются большой популярностью. С такими соединениями сооружение можно не только быстро переместить, но и сконструировать что-то новое.
Также к достоинствам этих крепежей относят и то, что строение возводиться с небольшими финансовыми вложениями.
Как, недостаток можно выделить тот момент, что крепить им можно трубы небольших размеров.
Хомуты
Используется для профиля к постройке-изгороди. Устройство имеет прямоугольную форму и его составляют две части. Одну из них вкручивают в стенку и вставляют туда трубу. Второй частью труба фиксируется (хомутом и болтами).
Фитинги
 Еще одним способом, как соединить профильные трубы без сварки, являются фитинги. Их применяют в тех ситуациях, когда нужно сделать ответвление и загибы. Они являются неподвижным крепежом для стыка и торца. Эти крепежи могут быть таких видов:
Еще одним способом, как соединить профильные трубы без сварки, являются фитинги. Их применяют в тех ситуациях, когда нужно сделать ответвление и загибы. Они являются неподвижным крепежом для стыка и торца. Эти крепежи могут быть таких видов:
- Тройники и крестовины. Их используют для ответвления, и они соединяют изделия разного и одинакового размера.
- Угольники. Их применяют, когда нужно изменить направление трубомагистрали.
- Муфты. Они ставятся в месте стыковки.
Теперь вам известно, как осуществить сварку профильной трубы, а видео уроки помогут дать наглядное представление. Так же мы разобрали, какие способы соединения существуют. Используя данную информацию, вы справитесь с работой легко и быстро.
Особенности технологии сварки профильной трубы
Профильная труба является металлопрокатом особого вида. Материал изготовления – нержавеющая или углеродистая сталь. Метод производства – литье и последующая формовка.
Материал может иметь сечение в зависимости от предполагаемой нагрузки на готовое изделие: от 10х10 мм до 500х400 мм. Толщина стенок труб зависит от сечения и составляет обычно от 1 до 22 мм.
Преимущества данного материала:
- вес – малый, дает возможность уменьшить затраты труда в процессе сборки конструкций, изготовленных из профильной трубы;
- диапазон размеров – большой;
- размеры – стандартные, упрощают торцовую стыковку в процессе соединения;
- стенки – ровные, имеют одинаковую толщину, а также гладкую поверхность как снаружи, так и внутри.
Самым популярным видом сварки металлопроката в России является соединение спецоборудованием и электродом.
Однако для работы с металлопрокатом необходимы специальные знания. Создание сварных соединений требует навыков работы и учета технологических особенностей – иначе не добиться высокого качества швов.
Давайте рассмотрим информацию, о которой нужно помнить при работе с трубным прокатом:
- деформация – под влиянием высоких температур профильные трубы сильнее ей подвержены, чем круглые;
- пустотелость – в процессе работы капли расплава могут попасть в трубу и заполнить внутреннее пространство или перекрыть его, что необходимо контролировать при работе;
- высокое напряжение на углах – появляется при торцевой сварке труб с профильным сечением, когда нагрев идет неравномерно, а также формирование валиков происходит неправильно.
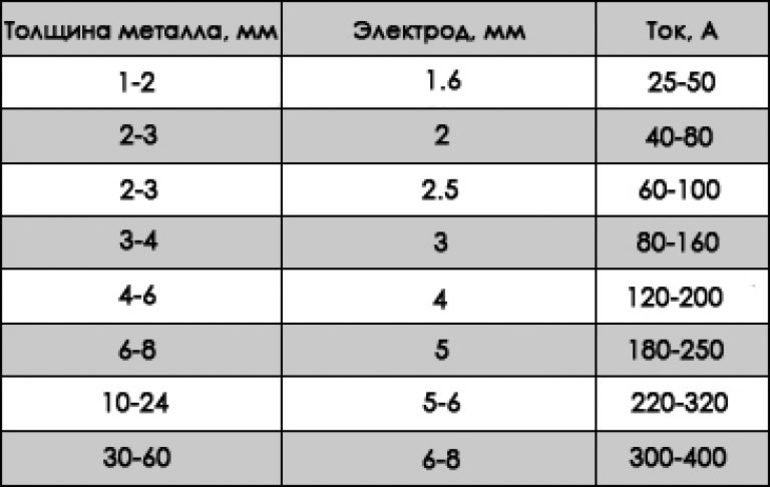
Существует несколько важных моментов, которые надо учитывать при соединении профильных труб с небольшой толщиной стенок:
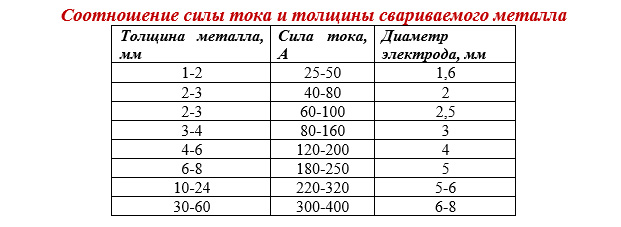
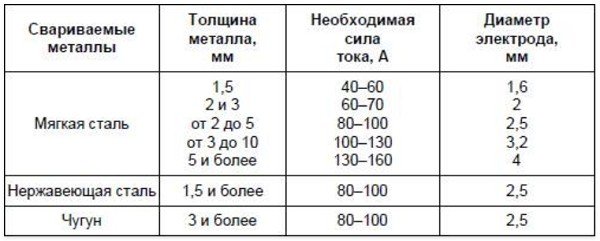
- при соединении профильных труб значение тока должно быть 10–60 А;
- для заготовок с небольшой толщиной стенок диаметр электродов должен быть 0,5–2 мм;
- шов делается одним проходом;
- скорость работы сильно влияет на качество сварки профильных труб;
- сварка должна быть завершена до остывания кромок.
Сварка профильных труб своими руками вполне возможна. Предоставленная выше информация может помочь ее освоить даже малоопытному специалисту. При отсутствии же знаний специфики материала и недостатке опыта выполнять работу по металлопрокату не следует, поскольку ее качество не позволит получить прочное, надежное изделие с долгим сроком службы.
Способы сварки
Профессионалы хорошо знают, как варить профильную трубу разными методами. Поэтому они быстро и качественно выполняют поставленные задачи.
Сварка ручным дуговым способом
Этот метод часто используют специалисты. Данный способ прост в исполнении. Он позволяет получить качественный шов при использовании доступного оборудования.
![]()
Шов после сварки ручным дуговым способом Источник content.foto.my.mail.ru
Для выполнения процесса специалисты используют инверторный или трансформаторный сварочный аппарат. Для повышения удобства проведения работ дополнительно могут применяться разные приспособления. Одними из них являются магнитные угольники. С их помощью удобнее сваривать трубные заготовки под нужным углом.
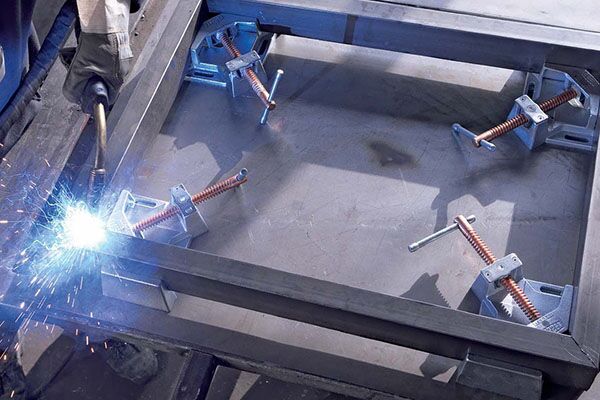
Нередко специалисты также используют центраторы. С их помощью удается быстро совместить оси деталей, когда они соединяются торцами. Применяются внешние и внутренние центраторы. Одной из разновидностей являются струбцины, позволяющие жестко закрепить изделия на ровной поверхности.







Ручная дуговая сварка используется для соединения профилированных трубных деталей с разными размерами сечения и толщиной стенок. Если профтрубы изготовлены из металла толще 4 мм, тогда их торцы предварительно зачищают, а потом обезжиривают.
Кроме того, необходимо еще знать, какими электродами варить профильную трубу, чтобы получить прочное соединение. Если толщина стенок не превышает 4 мм, тогда применяют стержни, у которых диаметр составляет от 2 до 3 мм. При этом сила тока на сварочном аппарате устанавливается в пределах от 50 А до 60 А.

Сварочные электроды 2.5 мм Источник main-cdn.goods.ru
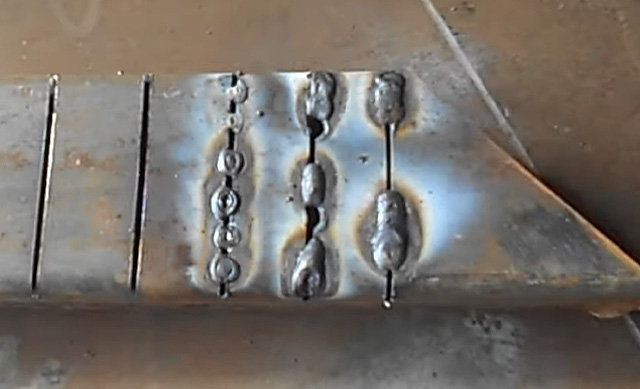
Электродуговой сварочный процесс в защитном газе
Соединение профтрубы таким способом выполняется при использовании неплавящихся электродов. Метод применяется для сварки тонкостенных деталей, которые предварительно очищаются и обезжириваются.
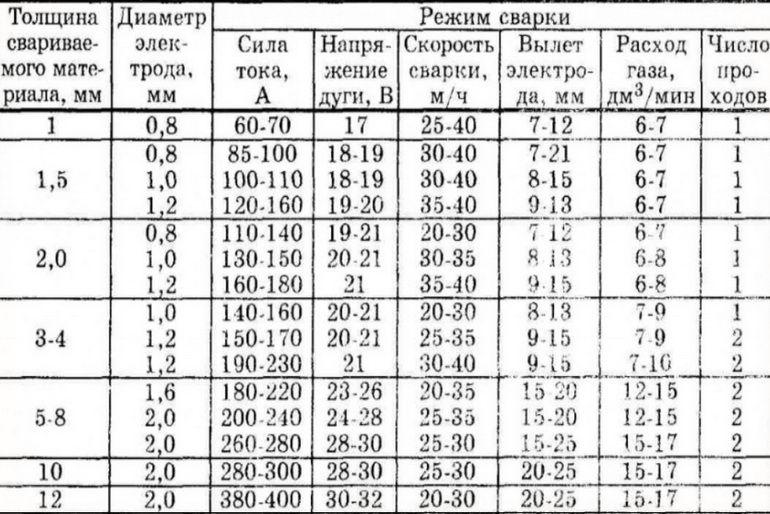
Для правильного выполнения процесса нужно тоже знать, какими электродами варить профильную трубу 2 мм. При соединении такого проката применяют вольфрамовые прутки. Их диаметр должен быть 1 мм. Если же у металлопроката толщина стенки превышает 2 мм, тогда используют электроды, у которых размер сечения составляет 1,6 мм.
Правильно выбирать также нужно диаметр сварочной проволоки. Эта ее характеристика тоже зависит от толщины металла. Если она составляет 1 мм, тогда применяют проволоку диаметром от 1 мм до 1,5 мм. Когда толщина стенки профтрубы равна 2 мм – используют проволоку, у которой размер сечения составляет от 2 мм до 2,5 мм.
![]()
Сварочная проволока для профтрубы Источник tck-market.ru
При выполнении самого процесса профессионалы удерживают электрод на минимальном расстоянии от места сварки. Это позволяет создать максимально короткую дугу, что улучшает проваривание и повышает качество сварного соединения. Электрод перемещают только в направлении шва. При этом не совершают поперечных движений.
Важно также правильно устанавливать силу тока, когда выполняется электродуговая сварка профиля в защитном газе. Ее величина должна составлять 50-120 А
На выбор значения влияет толщина металла.
При выполнении электродугового сварочного процесса в защитном газе специалисты используют:
- блок и трансформаторный или инверторный источник питания;
- газовую горелку;
- баллон с газом;
- специальные резиновые шланги;
- редуктор.
![]()
Оборудование для электродугового сварочного процесса Источник 8.allegroimg.com При завершении электродугового сварочного процесса сначала уменьшают напряжение. При этом газ перекрывают не сразу, а только по истечении 15 секунд после отключения тока.
Инструкция по работе со сварочным аппаратом
Сварку металлических заготовок осуществляют так:
- Подготавливают рабочее место и детали. Подсоединяют массу к свариваемому материалу. При работе с небольшими заготовками используют металлический стол. К нему подсоединяют нужный проводник. Стол можно заменить горизонтально установленным металлическим листом, к которому подключают «нуль» сварочного агрегата.
- Выбирают величину выступа проволоки из сопла. Рекомендованное значение — 5 мм. Сильно выступающий элемент отрезают кусачками.
- Устанавливают свариваемые детали рядом друг с другом. Проводят электродом по 2 точкам. Это сделает заготовки неподвижными. При сварке внахлест используют струбцины, надежно удерживающие детали.
- Возбуждают сварочную дугу, расплавляют металл в местах соединения. Если аппарат работает нестабильно, увеличивают силу генерируемого агрегатом тока.
- Проваривают шов от одного конца к другому, плавно ведя дугу над металлом.
Механизм и скорость вращения ротора в БК
Роторный механизм включает в себя главную пару и подающее шпулю устройство. В роторе есть колесо, которое ведет шестеренку на главном валу. Он начинает вращаться из-за вращения рукоятки. Она монтируется в отверстие с 4-мя гранями, расположенное на валу. Главная пара — редуктор, он имеет конкретное передаточное число.
Скорость, с которой вращается ротор, находится в зависимости от передаточного отношения привода и от того, как быстро вращается рукоятка. По передаточному числу БК для спиннинга классифицируются следующим образом:
- Силовые (катушка делает один оборот, а ротор в течение этого времени от 3,2 до 4,3 оборота) для троллинга, приспособлены для медленной проводки.
- Универсальные (от 4,5 до 6,1 оборота). Темп проводки любой.
- Скоростные (от 6,2 до 7,2) для твитчинга, джига.
Особенности сварки профильных труб
Профильная труба представляет собой особую разновидность металлопроката, изготавливаемую из углеродистой или нержавеющей стали путем литья стальной трубы с круглым сечением и ее последующей формовки.
Сечение материала может меняться в пределах от 10х10 и до 500х400 мм, что позволяет подобрать актуальный вариант с учетом конкретной нагрузки на металлоконструкцию. Толщина стеночек тубы в зависимости от параметров ее сечения меняется в диапазоне 1-22 мм.
Трубный прокат ‒ это особенный вид строительного металлопроката, который актуален для возведения легких металлических конструкций.
Основные достоинства материала:
- низкий вес, что позволяет снизить трудозатраты при монтаже металлической конструкции;
- широкое разнообразие размеров;
- стандартные размеры по типу труб, что облегчает их торцовую стыковку при сварке;
- равномерная толщина стеночек, ровная гладкая поверхность профильного проката снаружи и внутри.
Сваривание специальным оборудованием и электродом является наиболее популярным на отечественном рынке видом термообработки металлопроката.
Сварка профильных труб позволяет создать каркасы поликарбонатных теплиц, опоры заборов бытового назначения, ворота для гаражей и частных коттеджей, коммуникационные системы разного вида и назначения.
Способы сварки труб
Для сварного соединения труб чаще применяют три способа:
Электродуговая бывает трех видов:
— ручная с использованием плавящихся электродов;
— с применением полуавтомата в среде углекислого газа, дуга создается тугоплавким электродом, для наплавочного слоя используют присадочную проволоку;
— под слоем флюса, его наносят на прокат с защитными покрытиями.
- Электрошлаковая, благодаря толстому слою шлака шов не окисляется.
- Газовая, нагрев обеспечивается сжиганием ацетилена, поступающего в рабочую зону из горелки.
Еще бывает контактная, ультразвуковая, термомеханическая сварка.
Газовая сварка
Метод применим в полевых условиях, когда магистрали прокладывают вдалеке от источников тока или когда нельзя сварить трубы электросваркой: прокат нельзя повернуть, прокрутить при образовании соединения. Наполненность швов при газовой выше, чем при электродуговой. Металл меньше подвергается температурному воздействию, риск возникновения внутренних напряжений в металле незначительный.





При сварке труб газом используют ацетилен или газогенератор, температура в рабочей зоне выше при сгорании баллонного ацетилена. Присадочная проволока марки UTP подается так, чтобы она ложилась на раскаленный металл. Для стыкового соединения 3-х мм стенок разделки кромок не требуется, у толстостенного проката кромки срезают под углом.
Оцинкованный монтируют с применением флюса HLS-B, концентрацию кислорода в газовой смеси увеличивают. После работы дополнительная противокоррозионная защита швов не проводится.
Метод ручной дуговой электросварки
Чтобы правильно варить трубу электросваркой, нужно учитывать технологию. Число проходок зависит от толщины проката, состав электродов и обмазки подбирают под вид марки проката. При сварке труб большого диаметра перед нанесением последующего слоя с металла сбивают окалину, проковывают соединение. Направленность наплавки меняют – четные швы делают противоположно нечетным. Многое зависит от первого соединения, он делается не спеша, при контроле валика проверяют металл на трещины. При обнаружении дефектов участок неровного шва вырубается, на его месте создается новый со смещением от 15 до 30 мм. Для финишного слоя выбирают электроды с толстой обмазкой.
Способы и методы соединения
Сварка профтрубы осуществляется несколькими способами, которые имеют особенности, поэтому поговорим подробно о каждом.
Электродуговой вариант
Большая популярность метода объясняется такими причинами: простое использование, качество шовного соединения, возможность сварки в труднодоступных местах, легко найти оборудование и сопутствующие материалы в торговой сети. Для успешной работы понадобится:
- Трансформаторное или инверторное оборудование.
- Электроды разного сечения.
- Средства защиты.
- Приспособления для проведения сварочных работ, к которым относятся — механизм центровки; магнитные угольники, чтобы установить нужный угол соединения; металлическая щётка для зачистки торцов.
Электроды подбираются соотносительно толщине стенки профильной трубы, например, если она не более 4 мм, то применяются стержни с диаметром 2—3 мм.
Инверторный
Оборудование обладает компактными габаритами и малой массой, стоимость намного выше обыкновенного оборудования, но инвертор быстро окупается и позволяет работать в домашних условиях, а исполнителю необязательно иметь навыки профессионального сварщика, т. к. в изделии присутствует импульсный режим.Сварку профильной трубы с толщиной стенки в 2 мм проще осуществлять при помощи инвертора, сила тока при этом варьируется в диапазоне 50—60 А. Напряжение надо повышать при соединении изделий с более толстыми стенками. Горение дуги стабильное, не стоит опасаться залипания электрода, т. к. в оборудовании встроена система, исключающая такие негативные проявления.
При помощи газа
Процесс проводится с участием такого оборудования:
- баллоны, заполненные ацетиленом и кислородом;
- редукторы с манометрами, позволяющими контролировать расход газа;
- установленного образца газовая горелка;
- шланги для подачи газа;
- проволока с припоем.
Соединение производится путём расплавления кромок и заполнения промежутка между деталями расплавленным металлом с припоем.
Контактная
Сварка квадратных труб по контактной методике применяется на производстве, т. к. высокая цена на оборудование и сложности проведения процесса не позволяют использовать этот метод дома или в небольших мастерских. Прочность и большая надёжность соединения достигается сильным сдавливанием электродами с одновременным пропусканием разряда, при этом присадки не используются.