
Принцип работы
Плазменную сварку применяют как для создания неразъемного соединения, так и для резки металлов, толщина которых не превышает одного миллиметра. При этом допустимо даже соединять разнородные материалы.
В основе метода лежит использование особой плазмы, обеспечивающей локальное расплавление обрабатываемых деталей. Применяемый поток – это подверженный ионизации газ, содержащий заряженные токопроводящие частицы. Благодаря этому возникает чрезвычайно высокая температура – до 30 000 градусов!
Ионизация газа происходит в процессе нагрева предварительно сжатой электродуги, выходящей из особого устройства – плазмотрона. У данного метода есть определенное сходство с аргоновой сваркой. Правда, последняя не способна поддерживать температуру выше 5 000 градусов. Дуга, применяемая в плазменной технологии, преобразуется из привычной электрической. Ее основные достоинства:
- мощность, не имеющая аналогов;
- высокая температура;
- минимальный диаметр потока.
Благодаря этому в значительной мере усиливается воздействие на материал.
Плазменная сварка обеспечивается выполнением ряда условий:
- защита электрода инертным газом;
- интенсивное охлаждение плазмотрона;
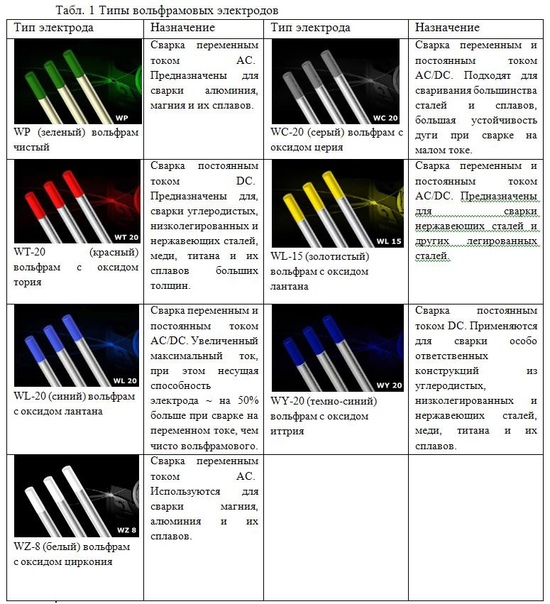
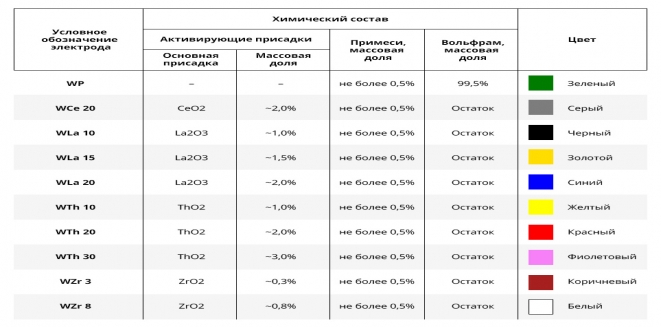
- использование вольфрамового неплавкого электрода с ториевой присадкой.
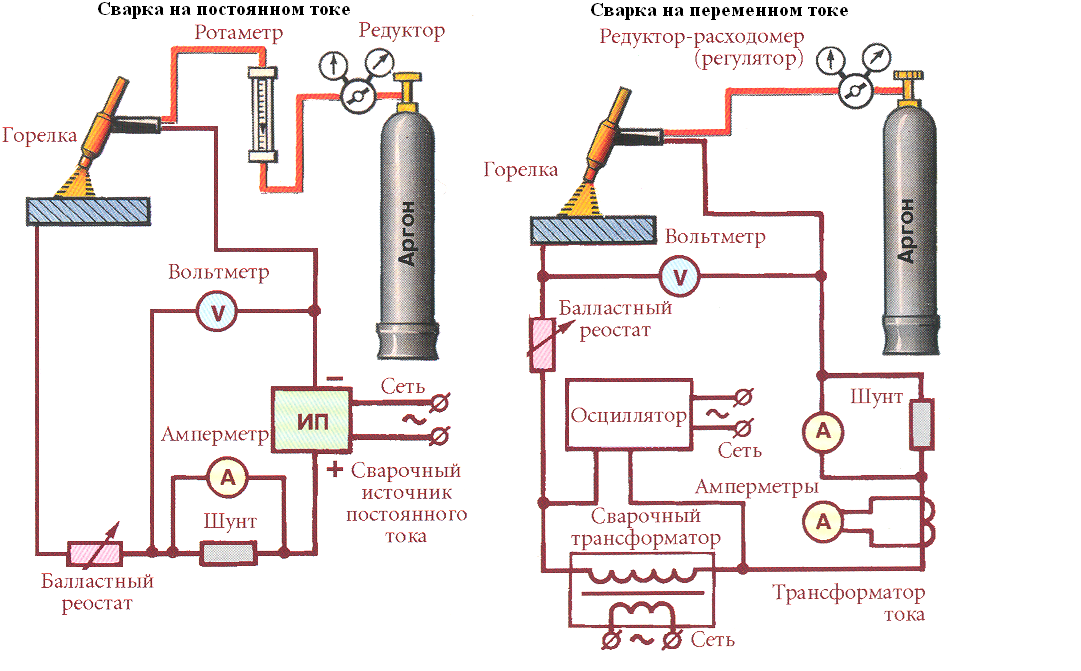
Аппарат может функционировать как на постоянном, так и на переменном токе.
Виды сварочного оборудования
Для аргонной сварки используются четыре вида оборудования.
- Ручная (показана на видео) – это когда сварщик собственными руками держит и горелку, и присадочную проволоку.
- Механизированный вариант – сварщик держит горелку, а проволока подается механизированным способом.
- Автоматическая сварка аргонодуговая – сварщик отсутствует, его заменяет оператор, который следит за процессом, потому что и подача горелки, и подача присадочной проволоки происходит в автоматическом режиме.
- Роботизированный сварочный процесс. Задается программа, которая полностью отвечает за проводимый процесс.
Самое важное достоинство аргонодуговой сварки – это возможность сваривать детали тех металлов, которые другими способами соединить невозможно. И в быту такие ситуации встречаются нередко, к примеру, стыковка труб из нержавейки
Обязательно посмотрите видео на этой странице сайта.
Сварка разнородных цветных металлов
Сложность процесса заключается в ограниченной взаимной растворимости. При сварке цветных металлов и сплавов между собой используют несколько технологий, обеспечивающих надежность соединения:
- шов формируют, воздействуя на детали импульсным электронным лучом, скорость прогревания заготовок увеличивается, при высокой температуре происходит схватывание деталей;
- при сварке давлением цветной металл разогревается за счет энергии, выделяющейся при пластической деформации структурной решетки, концентрированная тепловая энергия скапливается в зоне контакта, детали не нужно дополнительно прогревать;
- для сварки цветных разнородных цветных металлов используют промежуточный слой, сцепляющийся с заготовками, риск охрупчивания швов снижается;
- в среде аргона проводят автоматическую, ручную и полуавтоматическую сварку разнородных цветных металлов, электрод держат перпендикулярно деталям, чтобы шов был качественным.
Защитный газ снижает степень окисления, насыщения цветного металла азотом и водородом. Высокотемпературные технологии внутреннего воздействия увеличивают скорость сварки. За счет текучести цветных металлов заполняются пустоты, стык проваривается насквозь. При подборе буферного слоя учитывают компонентный состав заготовок, температуру плавления сплавов.
Имея аппарат для аргоновой сварки, можно заниматься ремонтом деталей из цветных металлов самостоятельно. В промышленных условиях применяют передовые технологии, не позволяющие расплавленному металлу реагировать с воздухом.
Прибор
Для работы в аргоновой среде применяют разные приборы для сварки.
Выбор может пасть на ручной метод управления, тогда специалист сам придерживает горелку и поставляет провод из металла в область сварки или улучшенный портативный прием, когда металлический провод подается в устройство.
На массовом изготовлении используют приборы-роботы, которые самостоятельно контролируют процесс. Их напрямую программируют на исполнение задач по сварке аргоном.
Приступим к работе. Объясним применение сварочного аппарата при работе в аргоновой среде, чтобы результат вас удовлетворил и служил много лет.
Работы в домашних условиях
В домашних условиях иногда требуется сварка деталей небольших размеров, поэтому для большинства случаев в качестве электродов подойдут обычные медные жилы из проводов. Все этапы работ определяет технология сварки меди:
- Зачищают пруток от поверхностных слоёв лака, окисла, жира или других видов загрязнений. Рекомендуется применять проволоки с минимальным количеством примесей в составе.
- В процессе сварки используют присадки, выполняющие роль защитной среды от контакта металла с воздухом.
- Поджигают горелку, впереди шва ведут присадку, затем электрод, а за ними выполняется прогрев. Движения горелки должны быть по спирали в сторону формирования шва.
При сварке толстых деталей рекомендуется расплавлять основной металл конструкций, но основе которого и формировать соединение. В таком случае шов получается чистым и аккуратным. При этом присадки не используют.
Сваривание тонких деталей выполняется ступенчатым образом. Способ заключается в выполнении проварок через определённые интервалы, а затем заваривают пропущенные участки до того момента, пока не получится равномерный и качественный шов.
Настройка аппарата
Чтобы добиться качества соединительного шва, нужно тщательно подбирать параметры сварочных аппаратов. Необходимо варить чистую медь на постоянном токе вольфрамовыми электродами в защитной аргоновой среде. Сплавы рекомендуется сваривать на переменном токе.




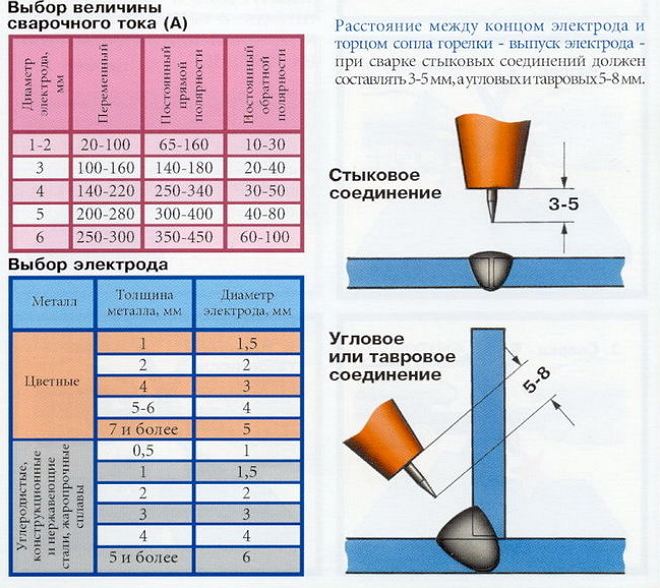
Настройки по току подбираются в зависимости от следующих критериев:
- толщины металла;
- диаметра проволоки электрода;
- типа и диаметра присадочного прутка.
Кроме аргоновой среды допустимо использовать азотную, гелиевую, а также смеси защитных газов. Аргон эффективен и потому применяется чаще остальных газовых смесей.
В среде аргона
 Сварка металлов аргоном, с точки зрения организации, совмещает в себе элементы газовой и электродуговой специальных технологий. С первой этот процесс роднит использование газа, а со второй – наличие электрической дуги и особые подходы к формированию шва.
Сварка металлов аргоном, с точки зрения организации, совмещает в себе элементы газовой и электродуговой специальных технологий. С первой этот процесс роднит использование газа, а со второй – наличие электрической дуги и особые подходы к формированию шва.
Наиболее оптимальное решение, обеспечивающее эффективные условия для защиты зоны сварки – применение инертного газа, в качестве которого выступает аргон. Требуемая эффективность действия объясняется исходными характеристиками, благодаря которым он по причине своей природной тяжести без труда вытесняет кислород из зоны сварки и обеспечивает надежную защиту.
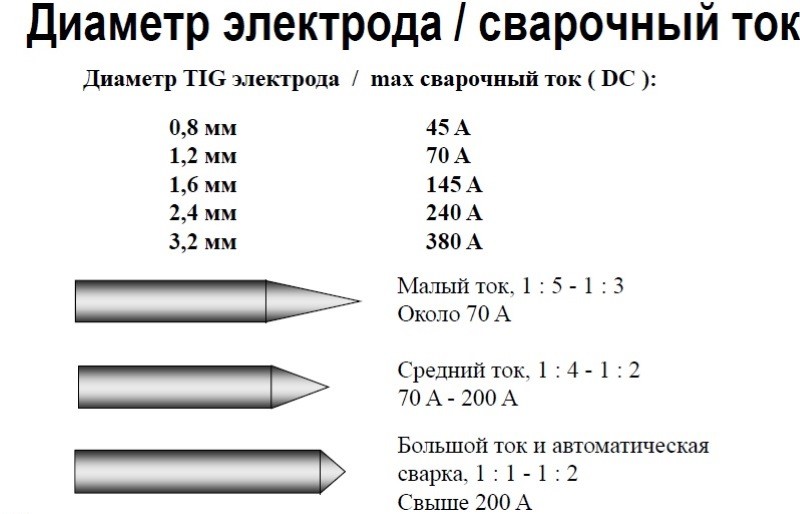
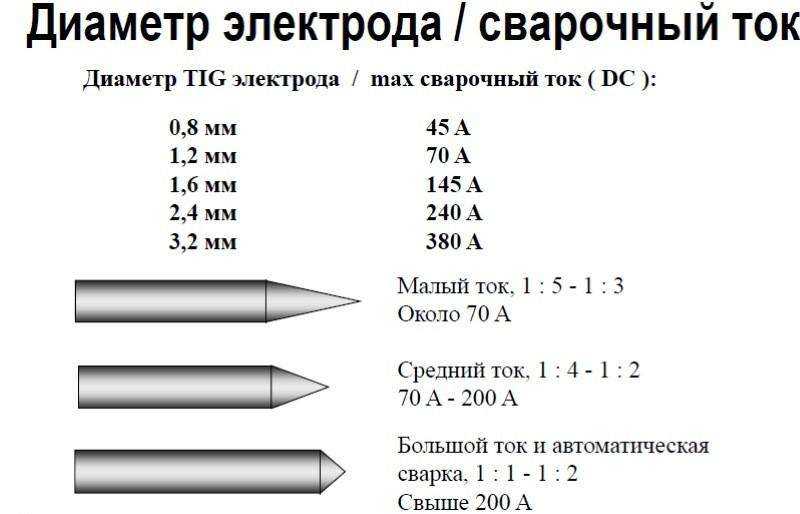
С другой стороны из-за своей инертности аргон почти не реагирует с расплавом и другими газами, имеющимися в зоне горения. При сварке аргоном могут применяться не только плавящиеся, но и неплавящиеся электроды, такие, как стержни из вольфрама. Диаметр этих электродов, зависящий от характера сочленяемых заготовок из цветного металла, подбирается по специальным таблицам:
Известные приёмы аргоновой сварки делятся на ручные методы с использованием вольфрамовых электродов и автоматические (с применением как неплавящихся, так и плавящихся рабочих стержней).
Особенности процесса
Алюминий обладает свойствами, которые не присущи другим металлам. Он стойкий к коррозии, лёгкий и очень прочный. Профессионалы заверяют, что алюминий — один из сложнейших металлов для сварки. Чтобы провести эффективную работу, необходимо знать особенности данного материала.
Перед тем, как приступить к газовой сварке алюминия, нужно понимать, чего ожидать от него. Как работать, с чего начать и чем закончить. Например, при нагревании алюминий не меняет цвета, в отличие от других материалов.

При работе с алюминием сварщик должен знать:
Алюминий имеет оксидную плёнку. Этот металл имеет естественное покрытие в видео оксидной плёнки по всей площади. Она выполняет роль защиты от влияния внешних факторов. Стоит понимать, что у данного материала температура плавления 2050С — выше, чем температура кипения алюминия. Такой слой сильно усложняет работу с самим металлом, потому что требует предварительной значительной подготовки. Верхний слой удаляется механическим или химическим методом. Делать это нужно непосредственно перед началом работы, так как слой самовосстанавливается. Алюминий обладает высокой химической активностью, и при контакте с кислородом после зачистки быстро восстанавливает верхний оксидный слой. Поэтому сварка алюминия без аргона испортит качество металла.
Подготовка алюминия к сварке аргоном. Подготовка поверхности — основной момент в работе с алюминием. Требовательному металлу необходима предварительная обработка. Вне зависимости от выбранного метода, следует незамедлительно приступать к сварке, либо предотвратить попадание кислорода на поверхность металла, обернув в полиэтиленовую плёнку. Правильно проведённая процедура предварительной подготовки значительно упростит и ускорит дальнейшую сварку. Непосредственно перед тем, как начать работу, пройдитесь ещё раз по материалу грубой металлической щёткой, чтобы завершить подготовку.
Не требуются высокие температуры. Так как алюминий прекрасно проводит тепло, он быстро нагревается и не требует высоких температур при работе
Тут стоить работать с предельной осторожностью, ведь алюминий очень просто прожечь насквозь. Такие повреждения сложно исправить, а серьёзные оплошности — неисправимы.
Высокое энергопотребление
Теплопроводность алюминия на несколько порядков выше, чем у аналогичных по популярности металлов. В сравнении со сталью, этот показатель выше в 5-6 раз, в зависимости от примесей в сплаве. Исходя из данной особенности, для сварки требуется постоянное внесение мощного тепла. Это реализуется за счёт мощности сварочной дуги. Но если в планах сварка массивного изделия или толстых листов, стоит использовать предварительный прогрев.
Заварка кратера. Из-за свойства алюминия быстро затвердевать, во время сварки в большинстве случаев образуется кратер, который обязательно заваривается в конце. Такая работа требует точности и особой техники. Именно для заварки в большинстве сварочных аппаратов есть режим работы с алюминием. Он работает по следующему принципу: начальная мощность тока увеличена, чтобы пробить защитный слой, а конечная — уменьшенная, для заварки образовавшегося кратера.
Технология аргонодуговой сварки
Выполнение сварочных работ всегда требовало определенного профильного образования. Но современные технологии позволили настолько упростить этот процесс, что благодаря специальному оборудованию удается получить качественный результат даже в домашних условиях. Принцип работы аргонно-дуговой сварки также отличается простотой, что позволяет использовать его даже непрофессиональным рабочим.
Основное отличие сварки с аргоном от обычного электродного метода заключается в том, что работы проводятся с использование защитного облака создаваемого с помощью аргона. При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
Другими особенностями технологического процесса являются:
- Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
- Направленность движений – вести электрод необходимо вдоль шва. Отсутствие колебательных движений помогает создать эстетически привлекательный шов. При этом от мастера требуется практика, чтобы создать все необходимые условия для достаточного провара.
- Сущность технологических процессов аргонно-дуговой сварки сводится к тому, чтобы в момент наложения шва на него не воздействовал кислород и азот, выделяющийся во время сгорания металла. Необходимо следить за тем, чтобы электрод и присадочный материал постоянно находились в защитном облаке аргона.
- Скорость подачи проволоки должна быть равномерной. Должны отсутствовать рывки, при которых наблюдается разбрызгивание металла. Техника электродуговой сварки в среде аргона подразумевает последовательность действий мастера: правильно выбранный угол подачи присадочной проволоки впереди горелки, строгое соблюдение направленности нанесения шва и точные настройки относительно интенсивности подачи газа на горелку.
- Скорость сварки – наложение сварного шва осуществляется медленно. При этом необходимо учитывать возможные металлургические процессы, присущие этому методу обработки. К примеру, подача газа на поверхность детали должна начаться на 10-15 сек. раньше, а закончится, спустя 7-10 сек после наложения сварного шва. Заваривание кратера осуществляют с помощью реостата (снижая силу тока на дугу). Расчет расхода аргона при сварке выполняют с помощью специальных таблиц и норм. Основные положения можно узнать в ГОСТ 14771 76.
Большинство нюансов связанных с выполнением работ мастер узнает с помощью практики. Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.
Особенности методики аргонно-дуговой сварки заключаются в правильном комбинировании: подачи проволоки, воздействия вольфрамового электрода, интенсивности подачи аргона и скорости наложения шва. Регулировать все эти составляющие станет проще по мере получения опыта.
Что лучше — инвертор или полуавтомат
Если сравнивать два вида аппаратов, то становится очевидным, что инвертор работает с электродами, а полуавтомат — с электродной проволокой, как с порошковым покрытием, так и омедненной. В последнем случае требуется использовать защитный газ для обдува места горения электрода, благодаря чему создается более качественный и эстетичный шов, чем при сварке обычным электродом. Полуавтоматы больше подходят для работы с нержавеющей сталью, алюминием и другими “трудными” металлами.
К тому же, полуавтоматом можно сращивать тонкие металлические детали, например, при кузовном ремонте автомобилей, чего нельзя делать обычным инвертором. Особенно удобно работать полуавтоматом в труднодоступных местах, поскольку длина электродной проволоки не мешает при работе. При работе инвертором порой сложно добраться до какого-либо места соединения из-за длины электрода. В таких случаях его приходится укорачивать, на что уходит время. Необходимость постоянной замены электрода сильно снижает производительность труда.




Но инверторы имеют огромное преимущество перед полуавтоматами – это мобильность и компактные размеры. Аппарат без проблем перемещается с одного места работы на другое, к примеру, при установке длинного забора или монтаже рекламных щитов. Поэтому инвертор можно считать более универсальным прибором. Полуавтомат же скорее относится к стационарному оборудованию, которое используется в пределах участка цеха или мастерской, поскольку он имеет большую массу, чем инвертор, и его неудобно постоянно перемещать вместе с баллоном и шлангами.
Принцип работы
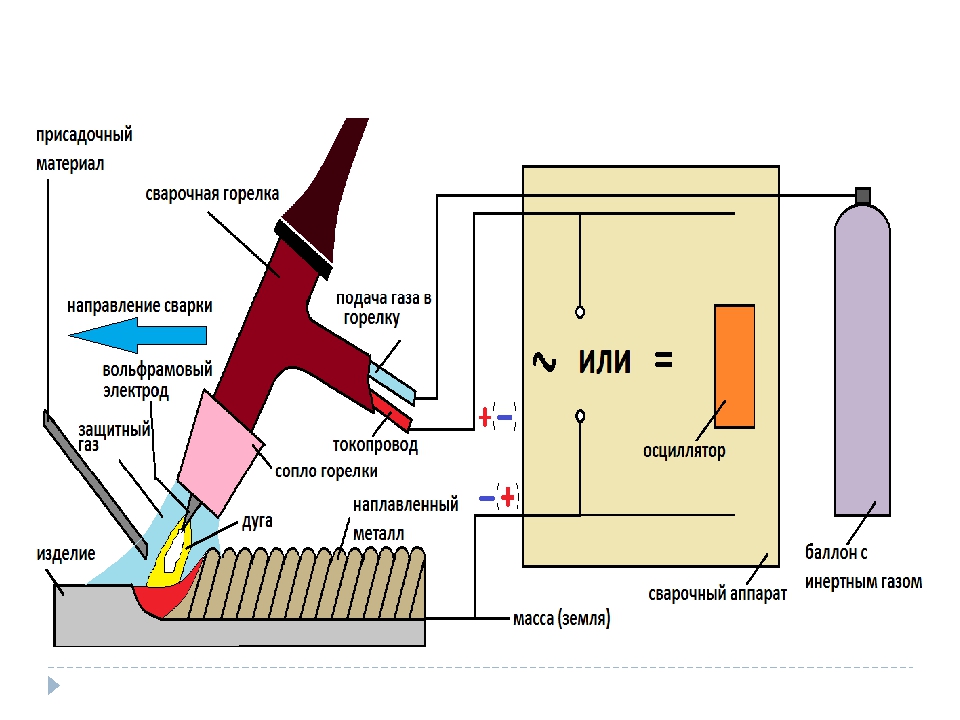
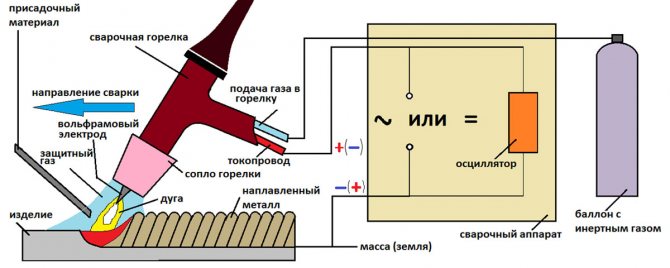
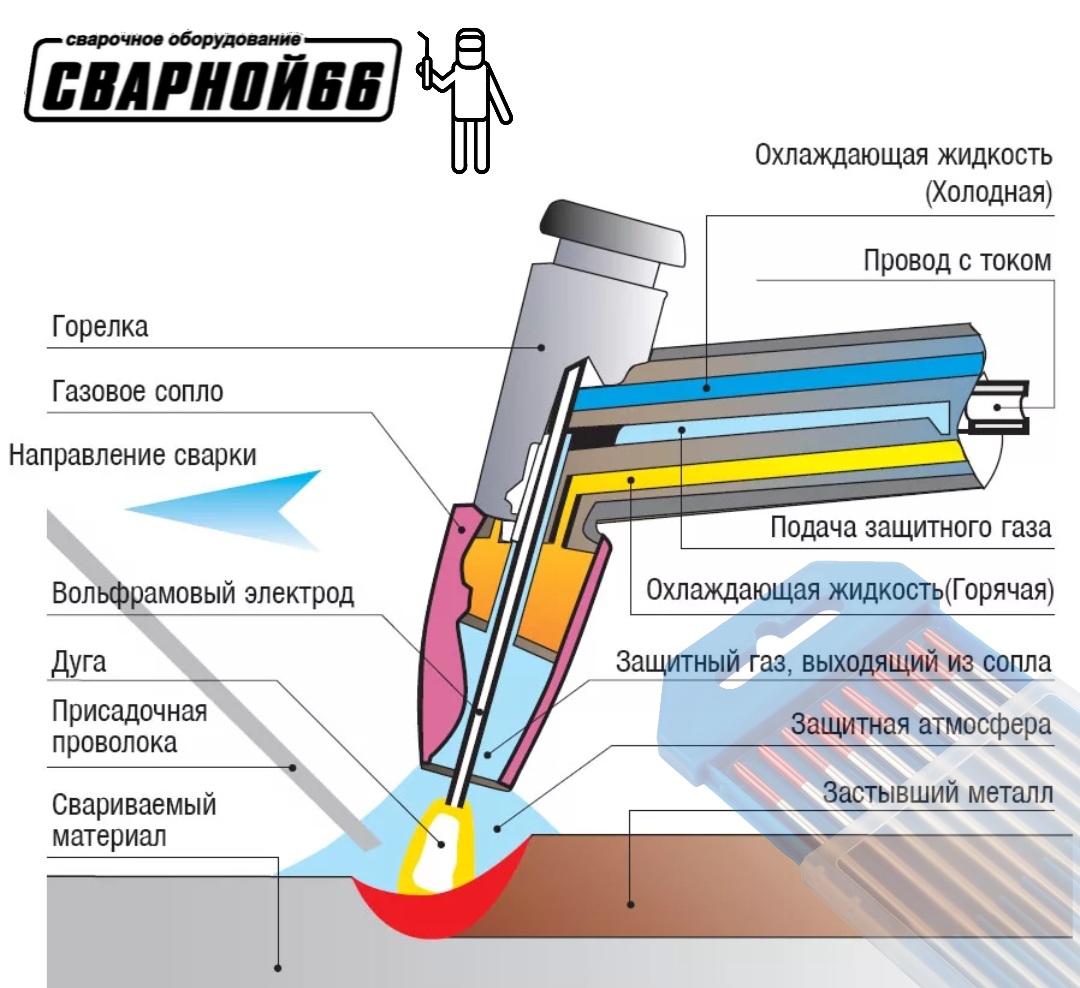
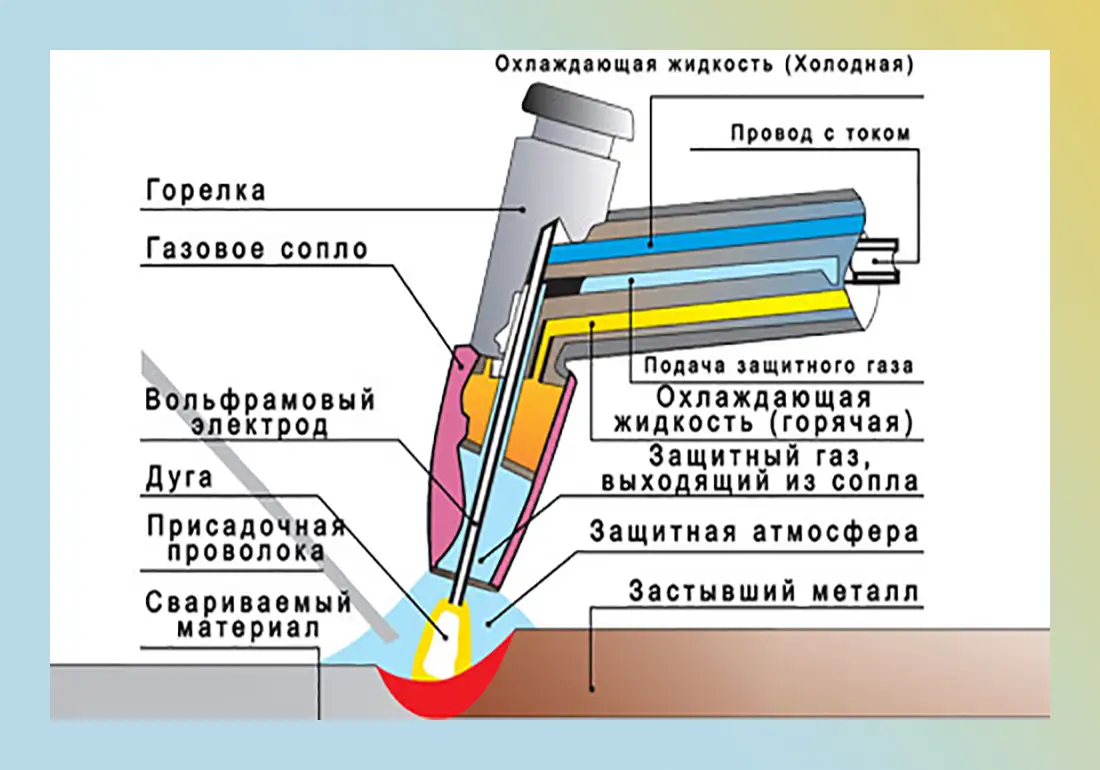
Оборудование для аргонной сварки состоит из: сварочного аппарата ― в который входит инверторный преобразователь для образования электродуги, осциллятор, горелка, баллон с аргоном, газовые шланги и сварочные кабеля.
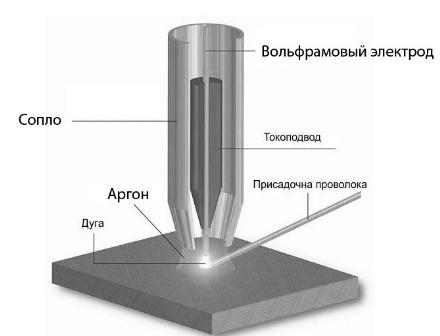
Аргонодуговая сварка (tig) неплавящимся электродом
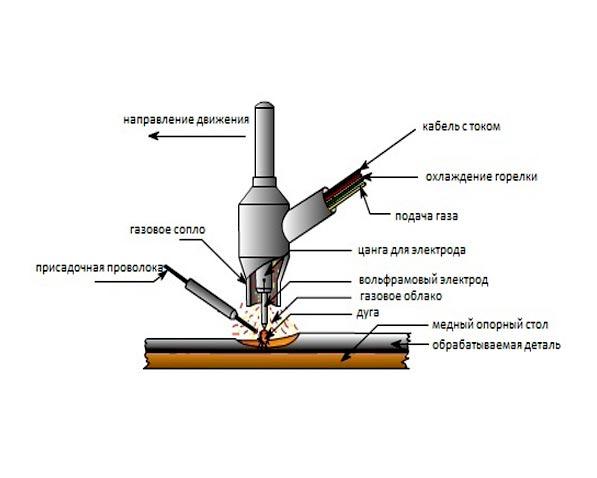
Перед началом работы включается аппарат и подается аргон. Для образования электродуги, сварщик приближает вольфрамовый (при сварке неплавящим электродом) электрод на небольшое расстояние к детали. На этом этапе есть один важный нюанс. Дуга не сможет образоваться при прямом соединении электрода с деталью, как при электросварке. Это из-за того, что для создания в среде аргона дуги, необходима высокая ионизация. А так как вольфрамовый электрод тугоплавкий (температура плавления около 5000 °C) и практически не сгорает, отсутствует образование газов, способствующих ионизации и зажиганию дуги. Потому в таких случаях используется ― осциллятор. Осциллятор ― это устройство, обычно установленное в сварочном аппарате для аргонодуговой сварки, которое зажигает электродугу в случае с неплавящим электродом. Происходит это следующим образом: поднося горелку с вольфрамовым электродом на небольшое расстояние к детали, осциллятор подает на электрод высоковольтный импульс высокой частоты, который электрически пробивает расстояние к детали образуя ионизацию в газовой среде. Благодаря этому происходит зажигание дуги и дальнейшее ее горение.
При использовании постоянного тока сварки, применяется подключение прямой полярности. То есть на корпус изделия подается «плюс», а на электрод «минус». Делается так потому, что при таком подключении, на детали, то есть «плюсе», выделяется до 70% тепла, а на электроде ― «минусе» всего 30%. Вследствие этого, металл детали плавится, а электрод меньше подвержен сгоранию. Исключением является сварка алюминия. В этом случае лучшие результаты получаются при сварке переменным током, так как при этом разрушается образование оксидной пленки. Что касается осциллятора, то при использовании переменного тока, после зажигания дуги, он переходит в режим стабилизации, подавая импульсы пробоя каждый раз, когда меняется полярность. Это обеспечивает стабильное горение электродуги.
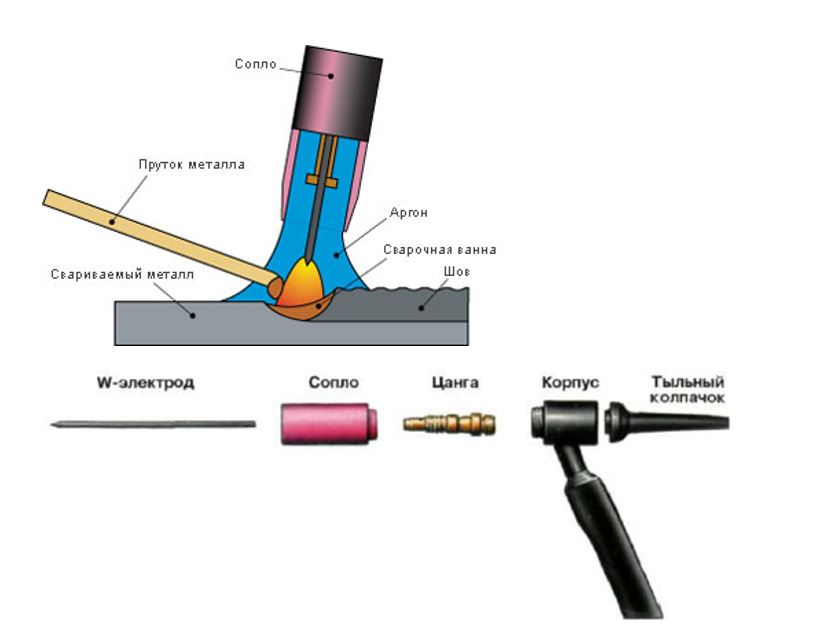
Ввиду того, что вольфрамовый электрод не плавится, для образования шва в место горения дуги добавляется присадочный материал, который сварщик держит левой рукой, и при надобности подает.
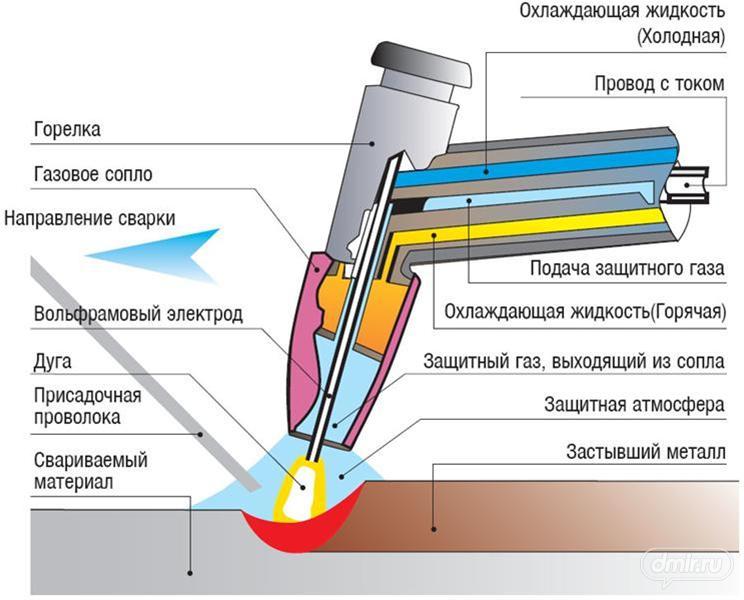
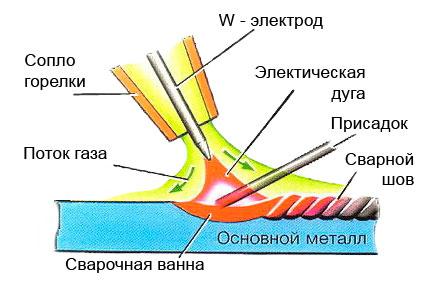
В соединяемых деталях под действием температуры образуется ванночка с расплавленным металлом. Так как горелка имеет вход для подключения газового шланга, аргон по специальной полости проходит к газовому соплу и вырывается наружу между ним и вольфрамовым электродом. Таким образом, как бы «окутывая» электрод и варочную ванночку.
Помимо полости для газа, еще горелка имеет впускной и выпускной патрубки для подачи холодной жидкости и отвода нагретой. Это необходимо для охлаждения сопла горелки ввиду сильного перегрева.
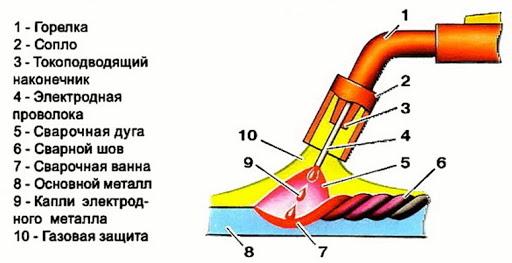
Аргонодуговая сварка плавящимся электродом
В этом случае, роль электрода выполняет стержень из металла, с нанесением рутила. При прямом касании электродом детали, происходит короткое замыкание (как при обычной электродуговой сварке), вследствие чего образуются пары расплавленного металла, которые и дают ионизацию в газовой среде аргона. Дуга зажигается благодаря этим парам, поэтому применение осциллятора в этом случае нет необходимости. Присадочная проволока подается вручную или специальным автоматизированным механизмом, в виде барабана с проволокой, роликов и электродвигателя с редуктором. Обычно такой вид оборудования находиться на специализированном сварочном посту.
Этапы ручной аргонодуговой сварки
Чтобы добиться высоких результатов, ради которых и выбирают эту технологию, рекомендуют соблюдать следующую последовательность действий:
- Химическим или механическим способом убрать с рабочих поверхностей грязь, масло, влагу. Посторонние фракции усилят пористость и шероховатость шва. Зазор между кромками тщательно зачищают. В производстве распространен метод пескоструйной и дробеструйной очистки, позволяющей добиться максимальной гладкости металла.
- Включить подачу газа не позднее, чем за 14-16 секунд. При этом горелка с электродом должна находиться в правой руке, на минимальном расстоянии от металла. Проволоку удерживают другой рукой. После подачи тока между электродом и металлом возникнет дуга.
- Вести горелку ровно вдоль шва, плавно распуская проволоку. Присадок укладывают перед горелкой под углом к металлу. Рывки и колебания руки по горизонтали недопустимы.
- Следить, чтобы аргон постоянно покрывал сварочную зону, включая проволоку и горелку.
- Непосредственно перед окончанием работы понизить напряжение, удерживая дугу. Оставить газ включенным еще на 12-14 секунд.
Обработка титана
Титан в расплавленном состоянии бурно реагирует с тремя компонентами воздуха: кислородом, водородом, азотом. Необходимо снизить их содержание в защитной атмосфере до минимума. Газ должен быть качественным, если нужен надежный шов. Он должен остывать в защитной атмосфере, чтобы не образовывались трещины. Для сварки титана в промышленных объемах используются герметичные камеры. При ручной сварке необходимо экранировать рабочую зону, чтобы облако инертного газа не смещалось со шва, аргон или гелий, смеси должны быть первого или высшего сорта. Защитный газ за счет высокой плотности вытеснит воздух. Используется сварочное оборудование, генерирующее постоянный ток. Сварка цветного металла проводится током прямой полярности. Основная термическая нагрузка концентрируется на поверхности заготовки, корень шва углубляется, дуга поддерживается стабильно, металл меньше разбрызгивается.
Режимы ручной и автоматической сварки алюминия в аргоне неплавящимся вольфрамовым электродом
Скорость сварки необходимо согласовывать не только с силой тока, но и с расходом аргона. При большой скорости сварки, неправильном наклоне сопла горелки и малом расходе аргона зона сварки может оказаться недостаточно защищена, что приводит к окислению кристаллизующегося металла.
Диаметр сварочной горелки должен быть согласован с диаметром вольфрамового электрода, который обычно равен 2-5мм. В зависимости от этой величины выбирают силу тока, из расчёта 60-70А на миллиметр диаметра электрода. Ориентировочные режимы ручной и автоматической сварки вольфрамовым электродом в аргоне представлены в таблицах ниже. При механизированной сварке сила тока должна быть немного больше, чем ручной сварке.
Режимы ручной дуговой сварки
| Диаметр электродной проволоки, мм | Диаметр присадочной проволоки, мм | Сила тока, А | Расход аргона, л/мин | Число проходов | ||
| Стыковое, отбортовка кромок | 1,0 | 1,0 | — | 40-50 | 35-50 | 1 |
| 2,0 | 2,0 | — | 80-90 | 65-80 | 1 | |
| Стыковое, без разделки, одностороннее | 3,0 | 3,0-4,0 | 2,0-3,0 | 100-130 | 80-110 | 1 |
| Стыковое, без разделки, двухстороннее | 5,0 | 4,0-5,0 | 3,0-4,0 | 200-240 | 160-200 | 2 |
| Стыковое, V-образная разделка | 10 | 5,0-6,0 | 4,0-5,0 | 250-300 | 240-280 | 5 |
Режимы автоматической сварки
| Тип соединения | Толщина металла, мм | Диаметр электродной проволоки, мм | Диаметр присадочной проволоки, мм | Сила тока, А | Расход аргона, л/мин | Скорость сварки, м/ч | Скорость подачи проволоки, м/ч | Рабочее напряжение, В |
| Стыковое, без разделки | 3,0 | 4,0 | 2,5 | 180-200 | 14-16 | 18-20 | 95-100 | 12 |
| Стыковое, без разделки | 6,0 | 5,0 | 2,5 | 250-290 | 16-18 | 17-18 | 90-100 | 14 |
| Стыковое, без разделки. Сварка на подкладке трёхфазной дугой | 2,0 | 2,5 | 2,5 | 520-550 | 14-16 | 7-8 | 35-45 | — |
Для сварки алюминиевого сплава типа АМг6 толщиной 10мм рекомендуются следующие режимы: диамтер электродной проволоки 5мм, присадочной — 4мм. Сила тока 580-600А, расход аргона 25-28л/мин, рабочее напряжение 16-17В, скорость сварки 10м/ч.
Основные сведения
Прежде чем рассматривать особенности сварки в среде защитного газа, необходимо понять принципы ведения работ. Принципиального отличия аргоновая сварка от сварки MMA не имеет. Зачастую ее даже называют аргонодуговой. Металл сваривается посредством частичного плавления и перемешивания жидкой субстанции с расплавленной присадкой. Но в данном случае весь этот процесс ведется в газовом колпаке, состоящем из аргона. Почему в качестве защитного газа выбирают аргон?
- Во-первых, это инертный газ, а это значит, что он не вступает в химические реакции.
- Во-вторых, аргон тяжелее воздуха, поэтому оседает в зоне формирования шва.

Среда аргона получается из потока газа, направленного в зону сварки из горелки. Защитная функция газа заключается в том, что он вытесняет атмосферный кислород из зоны, препятствуя образованию окисла металла. В результате наблюдается улучшение качества шва и увеличение темпа сварки. Если бы не было защитного газа, то образовавшийся кислород привел бы к появлению пор и трещин в зоне шва.
Сфера применения аргонной сварки весьма широка. Можно сваривать изделия из титана, этот металл известен своей неприспособленностью к обработке. В качестве расходного материала могут быть использованы плавящиеся электроды, а также неплавящиеся электроды, состоящие из вольфрама. Чаще всего с помощью вольфрамовой проволоки ведут работы по сварке разнородных металлов. Аргоновая сварка может вестись в ручном режиме, полуавтоматическом или автоматическом. Принципиальное отличие режимов заключается в способе подачи присадочной проволоки.
Принято аргонно-дуговую сварку разделять на три вида, в зависимости от типа электродов и способа подачи.
- Ручная сварка выполняется вольфрамовым неплавящимся электродом. Данный материал был выбран неслучайно, так как у вольфрама наиболее высокая температура плавления. Такой режим принято обозначать аббревиатурой РАД.
- Автоматическая сварка вольфрамовым электродом обозначается, как ААД.
- Сварка плавящимися электродами известна, как ААДП.

Сейчас речь не идет о преимуществе одного из режимов. Каждый мастер склонен выбирать тот или иной режим, исходя из технических условий или собственных предпочтений. По международной классификации аргонно-дуговую сварку обозначают аббревиатурой TIG (от Tungsten Inert Gas). Даже на сварочном оборудовании ставят эту маркировку, что свидетельствует о работе инвертора с аргоном.
Принцип действия
Необходимость в подаче защитного газа в зону сварки связана с тем, что нагретый металл – и электроды, и свариваемые детали – очень быстро окисляются в кислородной среде. При этом защитная пленка окислов приводит к замедлению нагрева и затруднению сварки как таковой. Именно поэтому сварочные аппараты с газовым соплом, подающие инертный или активный газ. Для создания нужной газовой среды используют инертные газы (уже упомянутый аргон и гелий), а также активные – углекислый, азот, водород, иногда применяют также газовые смеси.






Согласно международным обозначениям, работа в среде защитного инертного газа маркируется metal inert gas (MIG). В США принято обозначение GMAW, также используется маркировка 13 (цифровое обозначение). Более детально уточнить правила обозначения вида сварки можно в ГОСТ Р ИСО 4063-2010 (российский аналог стандарта ISO 4063:2009).
Аргонная сварка может производиться в следующих режимах и условиях:
- ручная, с неплавящимся электродом. Маркировка РАД (ручная аргонная дуговая);
- автоматическая с неплавящимся электродом (ААД);
- автоматическая с плавящимся электродом (ААДП). Последняя буква в маркировке обозначает использование плавящегося электрода.
Иногда используют также ручную сварку с плавящимся электродом (РАДП), но чаще в процессе работы присадочный материал подает сварщик.
В качестве неплавящегося электрода чаще всего используется вольфрамовая проволока, способная выдерживать значительные температуры и хорошо проводящая ток.
Процесс сварки с использованием плавящегося электрода выглядит так.
Сварочный аппарат подсоединяют к емкости с газом, использую специальный шланг – в нем в едином рукаве проходит канал для подачи газа и кабель электропитания. При создании электрической дуги сразу же подается газ так, чтобы он полностью обволакивал место сварки. По мере расплавления электрода он автоматически подается в зону сварки. Капли расплавленного металла, попадая на шов между свариваемыми деталями, образует наплавное соединение.
Если используется неплавящийся электрод, то подача расплавленного металла для формирования шва ведется за счет присадка (присадочной проволоки), которая вручную (редко автоматически) подается в зону сварки.
Виды сварочного оборудования
Рассматриваемая сварка применяется при соединении разных изделий.
Для выполнения таких работ требуется определенный вид сварочного оборудования:
- специализированное – применяется для работы с однотипными деталями (круглый каркас, двутавровая балка и т.д.);
- специальное – используется на больших предприятиях, где есть серийное производство деталей 1 типоразмера;
- универсальное – используется для любых соединений, выполняемых при помощи аргонной сварки, в т.ч. и при работе с нержавейкой полуавтоматическим оборудованием.
Для выполнения работ требуется специализированное оборудование.