
Как и чем сверлить глубокие отверстия
Сверление глубоких отверстий в металле отличается высокой сложностью. В качестве рабочего оборудования специалисты рекомендуют использовать станки, в которых сверло является неподвижным элементом, а заготовку приводят во вращение. В процессе выполнения работ необходимо использовать СОЖ. Смазка для сверления обеспечит отвод тепла и позволит осуществлять обработку с большей производительностью. Необходимо следить за своевременным удалением побочных продуктов сверления. Они способны закупорить каналы и привести к поломке сверла. Небольшую заготовку можно просто перевернуть – стружка под действием силы тяжести выпадет из отверстия. Для массивных деталей существуют специальные приспособления с магнитными наконечниками.
Для домашних работ лучше приобрести направляющие для дрели. Это удобный опорный механизм, который неподвижно фиксирует инструмент, что позволяет сверлить отверстия с высокой точностью.
Советы по проведению сверления
При необходимости получения в металле множества отверстий, есть вероятность перегрева и затупления сверла из любого металла. Чтобы этого избежать периодически в процессе сверления необходимо сверло опускать в емкость, где налито машинное масло, можно и отработанное. Это не позволит ему перегреваться и существенно облегчит процесс сверления.
Используя этот простой прием, удается просверлить много отверстий всего одним сверлом, которое на протяжении всей работы и после не имеет признаков износа. Недостатком такого метода является разбрызгивание смазывающего масла. Однако решить проблему можно сверлением через бумагу либо полиэтиленовый пакет.
Наша компания на заказ готова выполнить работу по сверлению алюминия.
Тонкости эксплуатации
Электродрели стали появляться в конце XIX века практически сразу после изобретения электродвигателей. Основной задачей вводящегося в производство инструмента, обладающего ударным механизмом, было сверление различных отверстий в материалах при использовании электричества и крутящихся с высокой скоростью сверл.


Уже из описания понятно: чтобы пользоваться таким инструментом, нужно соблюдать определенные правила безопасности.
- Перед началом работы обязательно нужно осмотреть: дрель, чтобы не было открытых электронных (токоведущих) частей; провод, идущий к сети, чтобы он не был поврежден; вилку, чтобы она была цельной и рабочей; розетку, чтобы она была исправной и плотно сидящей в стене. При этом вилка должна плотно вставляться в розетку и не должно быть искр.
- Вставляют сверло в дрель максимально плотно.
- Выбирают необходимый режим: сверление (кручение сверла с высокой скоростью) или бурение (сверление с использованием ударного механизма).
- Выбирают предельную скорость кручения сверла.
- После проделывания отверстия нужного диаметра и длины, следует нажать кнопку выключения, а затем изъять вилку из розетки, чтобы случайно не запустить инструмент, когда не требуется.


Стоит отметить, что есть функциональные дрели, которые распознают диаметр сверла, имеют ограничители для фиксирования нужной глубины сверления, имеют рукоятки для большей фиксации инструмента в руке, автоматически меняют скорость сверления. Такие функциональные дрели требуют дополнительных настроек, чтобы автоматика не подводила в самый неподходящий момент.
Сверла выбираются в соответствии с требованиями к проводимой работе. Но необходимо помнить, что они бывают разные, и некоторые сверла не подходят к той или иной дрели.
Тут основную роль играет патрон инструмента, который бывает:
- ключевой;
- быстрозажимный.


Первый вариант подразумевает, что у пользователя имеется специальный ключ, с помощью которого можно ослабить патрон. Для этого нужно использовать отверстие на дрели и крутить ключ против часовой стрелки или поворачивать его по часовой, и таким образом – зажать. Часто этот ключ крепится к дрели, что снижает вероятность его потери и позволяет в любой момент снять ключ с крепления и использовать его.
Второй вариант представляет собой нечто другое, потому что быстрозажимный может быть:
- одномуфтовый;
- двухмуфтовый.
Если использовать одномуфтовый патрон, для зажатия понадобится всего одна рука, а второй вариант немного сложнее: приходится зажимать одну муфту, а второй рукой – крутить другую муфту. Оба варианта экономят время, но фиксация при этом намного хуже, чем при использовании ключевого патрона.

Типы отверстий и методы их сверления
В теории металлообработки все отверстия делятся по следующим признакам:
- назначению;
- геометрическим размерам и глубине;
- степени обработки.
По назначению их подразделяют: для крепления двух и более элементов, последующего нарезания резьбы, вставки отдельных элементов конструкции.
По второму признаку рассматривают следующие виды:
- сквозные;
- глухие (в том числе глубокие);
- половинчатые;
- большого диаметра.
Особое место занимают отверстия, которые подготавливают для нарезания внутренней резьбы. В этом случае сверление и рассверливание отверстий производиться с учётом будущего диаметра вкручиваемого элемента, обладающего наружной резьбой. Для каждого из отверстий выбирают свои способы сверления.
Так как сверление это процесс механического резания металла, поэтому для получения желаемого результата следует выбрать необходимые методы обработки. Для производства сквозных отверстий в деталях необходимо продумать систему их крепления, которая не позволит повредить поверхность, находящуюся за деталью. Наиболее целесообразно применять тиски или струбцины.
Для изготовления глухих или половинчатых отверстий следует предусмотреть точную остановку сверла, которое обеспечит необходимый размер. Сверление больших отверстий предполагает применение специального оборудования. При необходимости получения отверстий разного диаметра следует подобрать требуемый набор свёрл или применять станки с числовым программным управлением. Они позволят автоматически производить замену сверла на инструмент с заданным диаметром.
Сверлим различные отверстия
Иногда во время ремонта есть необходимость сверлить отверстия под разными углами и в различных плоскостях, сделать это можно такими способами.
Вертикальные и горизонтальные плоскости:
- предварительно разметить место сверления;
- закрепить в патроне изделия сверло;
- поднести дрель к месту сверления;
- плавно нажать кнопку и несильно надавить на корпус устройства;
- по намеченному отверстию убедиться что дрель находится в нужной плоскости, после этого продолжать сверление;
- вытащить сверло, не выключая инструмент;
- дождаться остановки вращающегося патрона;
- отложить дрель в сторону.
Когда вам нужно просверлить перпендикулярное отверстие дрелью, и угол в 90 градусов должен быть безупречен, то следует использовать специальную струбцину. Инструмент закрепляют строго вертикально — это подходит начинающим мастерам. Для умудренных опытом домашних умельцев подойдет оригинальный способ:
- на место сверления укладываем старый компактный диск;
- режущий инструмент выравниваем таким образом, чтобы его видимая часть полностью совпала с отражением в зеркальной поверхности диска;
- сверлим отверстие, которое будет перпендикулярным без всяких угломеров.

Когда необходимо просверлить точное отверстие под углом, то можно применять стойку оригинальной конструкции, показанную на фото ниже. Пользоваться ей элементарно: закрутите фиксаторы под нужным углом, вставьте дрель и сверлите любые отверстия.

Расчет необходимого усилия пробивки
Процесс вырубки металла характеризуется тем, что в ходе этого процесса появляется довольно сложная схема нагрузки, которая концентрируется в районе места взаимодействия пуансона, прорубаемого материала и матрицы.
Пуансон изготавливают таким образом, что он входит в материал не всем своим торцем, а только внешней кольцевой частью. Ответное воздействие возникает со стороны матрицы. Причем давление, возникающее в зоне взаимодействия этих трех компонентов, распределяется неравномерно.
Другими словами, в процессе вырубки возникает пара сил, которые формируют круговой изгибающий момент. Под его воздействием лист изгибается. В результате этого изгиба зарождается давление, которое оказывает воздействие на пуансон, и на кромку матрицы. Кроме этого, необходимо учитывать и то, что под действием сил трения появляются касательные усилия. Как видно из выше сказанного, при пробивке возникает неоднородное силовое поле. Поэтому, при проведении расчетов применяют условную величину — сопротивление срезу. В результате, проведенных исследований, сопротивление зависит не столько от свойств металла, но и от уровня наклепа, толщины вырубки, зазоров в паре пуансон/матрица и скорости процесса вырубки.
Читать также: Модульная резьба что это такое
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Обработка отверстий: виды операций и используемый инструмент
Обработка отверстий – это целый ряд технологических операций, целью которых является доведение геометрических параметров, а также степени шероховатости внутренней поверхности предварительно выполненных отверстий до требуемых значений. Отверстия, которые обрабатываются при помощи таких технологических операций, могут быть предварительно получены в сплошном материале не только при помощи сверления, но также методом литья, продавливания и другими способами. Обработка высверленного отверстия цилиндрическим зенкером










Конкретный способ и инструмент для обработки отверстий выбираются в соответствии с характеристиками необходимого результата. Различают три способа обработки отверстий – сверление, развертывание и зенкерование. В свою очередь эти методы подразделяются на дополнительные технологические операции, к которым относятся рассверливание, цекование и зенкование.
Чтобы понять особенности каждого из вышеперечисленных способов, стоит рассмотреть их подробнее.
Лекция № 11.2 Обработка деталей на сверлильных станках.
Сверлильные станки предназначены для сверления отверстий, нарезания в них резьбы метчиком, растачивания и притирки отверстий, вырезки дисков из листового материала и т. д. Эти операции производятся сверлами, зенкерами, развертками и другими подобными инструментами.
Существуют следующие типы универсальных сверлильных станков.
1. Одношпиндельные настольно-сверлильные станки применяются для обработки отверстий малого диаметра. Станки находят широкое применение в приборостроении. Шпиндели этих станков вращаются с большой частотой.
2. Вертикально-сверлильные станки (основной и наиболее распространенный тип) применяются преимущественно для обработки отверстий в деталях сравнительно небольшого размера. Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение заготовки относительно инструмента.
3. Радиально-сверлильные станки, применяемые для сверления отверстий в деталях больших размеров. На радиально-сверлильных станках совмещение осей отверстий и инструмента достигается перемещением шпинделя станка относительно неподвижной детали.
4.Многошпиндельные сверлильные станки, которые обеспечивают значительное повышение производительности труда по сравнению с одношпиндельными станками.
5. Горизонтально-сверлильные станки для глубокого сверления.
К группе сверлильных станков можно также отнести центровальные станки, которые служат для получения в торцах заготовок центровых отверстий.
Основными размерами сверлильных станков являются: наибольший условный диаметр сверления, размер конуса шпинделя, вылет шпинделя, наибольший ход шпинделя, наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты и др.
Сверлильные станки используются для организации глухих, а также сквозных отверстий в материале сплошного вида. Также применяются для конечной обработки отверстий, которые выполнялись с применением другого способа. Кроме того, сверлильные станки используются для:
· рассверливания отверстий (чтобы обеспечить высокую точность и шероховатость имеющегося в заготовке отверстия);
· вырезания дисков;
· выполнения операций вроде вырезания дисков посредством зенкеров, сверл, разверток, метчиков и т.д;
· нарезания внутренних резьб;
· зенкования поверхностей торца;
· раскатывания отверстий оправками.
Также сверлильные станки применяются для получения в основании уже имеющего отверстия гнезд, которые обладают плоским дном, под головки болтов и винтов. Но сфера использования сверлильных станков на самом деле гораздо шире спектра перечисленных операций. Они используются и для обработки отверстий с большим числом граней, для развальцовки полых заклепок.
Ручной процесс
В отсутствие на производстве станка с ЧПУ пробивка отверстий в листе или трубе может осуществляться вручную – на пресс-ножницах. В целом, этот процесс мало отличается от автоматического режима.
На стол станка также кладется заготовка, но предварительно ее необходимо разметить, точно указав керном центр каждого отверстия. В дальнейшем положение заготовки вручную погоняется так, чтобы отмеченный центр был ровно напротив центра пунсона.
Далее запускается пресс, который, также как и в автоматизированном процессе, выдавливает внутреннюю часть металла. После этого операция по установке заготовки повторяется.
Ручной вариант существенно медленнее, но на небольших партиях это не так заметно. К тому же стоимость пресс-ножниц существенно ниже, чем станка с ЧПУ.
За работой данного станка можно понаблюдать далее:
https://youtube.com/watch?v=8gJHu4fl6Kg
Как не затупить сверла
Нарушения режима эксплуатации сверл ведет к потере режущих качеств. Это связано с чрезмерным нагревом его поверхности, что вызвано силой трения.
При сверлении отверстий не следует превышать рекомендованное число оборотов. Большинство моделей ручных инструментов не оснащено механизмом регулировки вращения шпинделя, поэтому выход один – не давить на кнопку включения изо всех сил. Скорость вращения сверла можно оценить визуально: если спиральные каналы не сливаются в одно целое, скорость вращения не превышает 1000 об/мин.
При сверлении отверстий в толстостенных заготовках необходимо использовать охлаждающие жидкости.
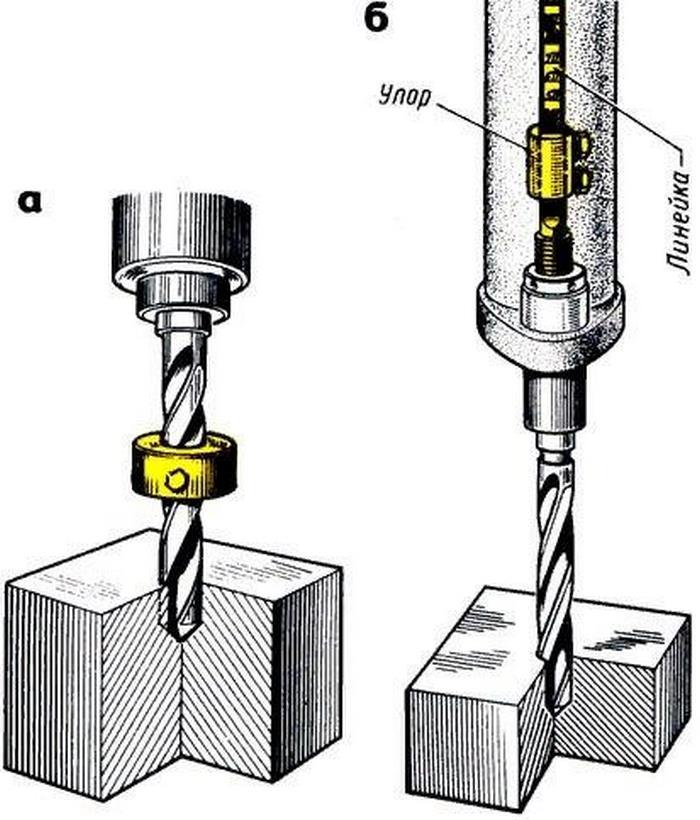
Сверление по разметке

Рис. 1. Сверление отверстий по разметке:
а – разметка и кернение центра отверстия; б – разметка и кернение контрольной окружности; в – увод сверла от центра отверстия; г – исправление направления сверла; 1 – след от кернера; 2 – канавка от предварительно просверленного отверстия; 3 – обработанное отверстие
Данный вид обработки заготовок выполняется в несколько этапов:
предварительное.
окончательное.
При предварительном сверлении высверливают небольшое отверстие (0,25d). Далее отводят шпиндель со сверлом для проверки подготовленного отверстия с исходной разметкой.








При удовлетворительном результате предварительного сверления (рис. 1, б) осуществляют окончательную обработку, для чего продолжают работу до выхода режущего инструмента из детали. В случае возникновения скоса и ухода высверливаемого отверстия (рис. 1, в) выполняют корректировку посредством крейцмейселя — прорубаются канавки в том направление, куда необходимо сместить отверстие (рис. 1, г). Благодаря направляющим для сверла задается направление в нужную сторону для исправления скоса.
Выбор режима резания
Играет наиболее важную роль угол при вершине 2φ. Сверла работают в худших условиях, чем резцы – затруднен отвод стружки и подвод СОЖ к режущим кромкам, возникают большие трения о поверхность канавок сверла и сверла о поверхность отверстия.
Сверла из инструментальной стали имеют различный угол при вершине 2φ, при обработке – стали (116-120°); чугуна (90-100°); алюминиевых сплавов (130-140°).С уменьшением угла при вершине 2φ увеличивается активная длина главных режущих лезвий, что способствует лучшему теплоотводу (важно учитывать при сверлении древесно-слоистых пластиков и пластмасс), но при этом теряется прочность.
Определяют максимальную подачу: для сквозных отверстий берут меньше, чем для глухих. При сверлении глубоких отверстий подачу уменьшают
Учитывается требование к чистоте обработки. При получении более чистой поверхности подачу уменьшают (выбирают из справочников).
Период стойкости сверла (продолжительность работы в мин без переточки).
Элементы срезаемого слоя:
- в – ширина срезаемого слоя, расстояние между обработанной и необработанной поверхностями по режущей кромке;
- а – толщина срезаемого слоя, расстояние между двумя положениями соседних режущих кромок, измеренное перпендикулярно к главной режущей кромке.
При сверлении отверстий на сверлильных и токарных станках достигается наибольшая точность по 10 квалитету. Экономически достигаемая точность составляет 11-13 квалитетов. Шероховатость поверхности по параметру Rz от 90 до 20 мкм. Rz – высота неровностей профиля по 10 точкам.
Повысить точность можно сверлением отверстий в кондукторах. Таким образом обработка сверлами обеспечивает низкую точность и чистоту поверхности; в ряде случаев применение сверл для рассверловки, особенно в литых корпусных деталях не рационально из–за их поломок.
Как не затупить сверла
Нарушения режима эксплуатации сверл ведет к потере режущих качеств. Это связано с чрезмерным нагревом его поверхности, что вызвано силой трения.
При сверлении отверстий не следует превышать рекомендованное число оборотов. Большинство моделей ручных инструментов не оснащено механизмом регулировки вращения шпинделя, поэтому выход один – не давить на кнопку включения изо всех сил. Скорость вращения сверла можно оценить визуально: если спиральные каналы не сливаются в одно целое, скорость вращения не превышает 1000 об/мин.
При сверлении отверстий в толстостенных заготовках необходимо использовать охлаждающие жидкости.
Обработка металлов сверлением: основные сведения
Сверлильная обработка производится на специальных сверлильных станках, где заготовка жестко закреплена, а режущий инструмент вращается и одновременно движется поступательно вдоль оси отверстия, высверливаемого в обрабатываемой детали (это движение называется подачей). Различают вертикальносверлильные и радиально-сверлильные станки. Первые используются для сверления отверстий в небольших заготовках, которые в процессе настройки перемещают по столу с тем расчетом, чтобы ось сверла и ось будущего отверстия совпали. Для работы с тяжелыми и крупногабаритными заготовками используют радиально-сверлильные станки. На них обрабатываемая деталь сразу жестко фиксируется на столе, а шпиндель станка устанавливается в нужном положении. Работы, выполняемые на сверлильных станках:
- сверление;
- развертывание;
- зенкерование;
- нарезание резьбы.
Режущие инструменты, используемые для обработки деталей на сверлильных станках:
- сверла;
- развертки;
- зенкеры;
- метчики (для нарезания резьбы).
Основным режущим инструментом при сверлении деталей является сверло. Обычно для этой цели используются спиральные сверла, состоящие из рабочей части, шейки и хвостовика. Рабочая часть, в свою очередь, состоит из двух частей — режущей и центрирующей. У режущей части две режущие рабочие кромки, соединенные между собой перемычкой. Центрирующая часть имеет пару винтовых ленточек, выполняющих функцию направляющих в процессе сверления металла, а также две спиральных канавки, по которым подводится смазочно-охлаждающая жидкость и отводится стружка. Хвостовик может иметь коническую либо цилиндрическую форму. Первый вариант предназначен для крепления сверла в шпинделе посредством переходных втулок, второй вариант — для крепления в патроне. Шейка сверла несет на себе маскировку, где в числе прочих параметров указывается диаметр сверла и материал его режущей кромки.
Как пользоваться аккумулятором
Источником питания аккумуляторных моделей выступает никель-кадмиевая (Ni-Cd) или литий-ионная (Li-ion) батарея. Чтобы понимать, как работать шуруповертом с аккумулятором первого типа, нужно знать плюсы и минусы последнего.
К достоинствам относят низкую цену, большое количество циклов заряда-разряда, возможность эксплуатации при низких температурах. Недостатками выделяют потерю 8-10% емкости при хранении, «эффект памяти». При каждой зарядке не полностью разряженного источника питания его емкость будет постепенно уменьшаться. Если АКБ долго не эксплуатировать, то к работе он будет готов после 5 циклов заряда-разряда.
Литий-ионные образцы привлекают отсутствием «эффекта памяти». Их можно заряжать при любой степени разряда. К достоинствам относят небольшой вес, низкий уровень саморазряда (до 5% в месяц), скорость зарядки. Основными недостатками выделяют высокую цену и быстрый разряд при температуре ниже 0 градусов. Хранить такие АКБ нужно при половинном уровне заряда.
Как пользоваться дрелью-шуруповертом на аккумуляторе, подробно описано в инструкции по эксплуатации агрегата. Даже самые дорогие модели могут работать на одном заряде не более 2 ч, поэтому многие производители комплектуют инструмент запасным источником питания.
Заряжается АКБ с помощью обычного или импульсного зарядного устройства. Скорость восполнения емкости в первом случае составляет 2-6 ч, во втором – не более 1,5 ч. В некоторых моделях предусмотрена быстрая зарядка – 30 мин. Подсоединяя аккумулятор к зарядному устройству, нужно контролировать правильность совмещения полярности на каждом предмете. О начале процесса заряда свидетельствует свечение красного светодиода, об окончании – включение зеленого.
Станки и инструменты для выполнения сверления

Свёрла Сверление цилиндрических отверстий, а также сверление многогранных (треугольных, квадратных, пяти- и шестигранных, овальных) отверстий выполняют с помощью специальных режущих инструментов — свёрл. Свёрла в зависимости от свойств обрабатываемого материала изготавливаются нужных типоразмеров из следующих материалов:
- Углеродистые стали (У8, У9, У10, У12 и др): Сверление и рассверливание дерева, пластмасс, мягких металлов.
- Низколегированные стали (Х, В1,9ХС,9ХВГ и др): Сверление и рассверливание дерева, пластмасс, мягких металлов. Повышенная по сравнению с углеродистыми теплостойкость (до 250 °C) и скорость резания.
- Быстрорежущие стали (Р9, Р18, Р6М5, Р9К5 и др): Сверление всех конструкционных материалов в незакалённом состоянии. Теплостойкость до 650 °C.
- Свёрла, оснащенные твёрдым сплавом, (ВК3, ВК8, Т5К10, Т15К6 и др): Сверление на повышенных скоростях незакалённых сталей и цветных металлов. Теплостойкость до 950 °C. Могут быть цельными, с напайными пластинами, либо со сменными пластинами (крепятся винтами)
- Свёрла, оснащённые боразоном: Сверление закалённых сталей и белого чугуна, стекла, керамики, цветных металлов.
- Свёрла, оснащённые алмазом: Сверление твёрдых материалов, стекла, керамики, камней.
Операции сверления производятся на следующих станках:
- Вертикально-сверлильные станки: Сверление — основная операция.
- Горизонтально-сверлильные станки: Сверление — основная операция.
- Вертикально-расточные станки: Сверление — вспомогательная операция.
- Горизонтально-расточные станки: Сверление — вспомогательная операция.
- Вертикально-фрезерные станки: Сверление — вспомогательная операция.
- Горизонтально-фрезерные станки: Сверление — вспомогательная операция.
- Универсально-фрезерные станки: Сверление — вспомогательная операция.
- Токарные станки: Сверло неподвижно, а обрабатываемая заготовка вращается.
- Токарно-затыловочные станки: Сверление — вспомогательная операция. Сверло неподвижно.
- Агрегатном станке.
- Токарно-револьверные станки: Сверление — вспомогательная операция. Сверло может быть неподвижно (статический блок) или вращаться (приводной блок)
И на ручном оборудовании:
- Механические дрели: Сверление с использованием мускульной силы человека.
- Электрические дрели: Сверление на монтаже переносным электроинструментом (в том числе ударно-поворотное сверление).
- перфораторы
Для облегчения процессов резания материалов применяют следующие меры:
- Охлаждение: Смазочно-охлаждающие жидкости и газы(вода, эмульсии, олеиновая кислота, углекислый газ, графит и др.)
- Ультразвук: Ультразвуковые вибрации сверла увеличивают производительность и дробление стружки.
- Подогрев: Подогревом ослабляют твёрдость труднообрабатываемых материалов.
- Удар: При ударно-поворотном сверлении (бурении) камня, бетона.
Приспособления для облегчения процесса
Смазочно-охлаждающую жидкость используют во многих видах обработки металла резанием. Чаще всего ее используют при глубоком сверлении для снижения сил трения и стабилизации температуры рабочего инструмента. Качественная жидкость не вызывает коррозию поверхности, безопасна для человека, не обладает неприятным запахом и прекрасно отводит тепло.

В качестве смазки для сверления металла в домашних условиях используют:
- Технический вазелин – для мягких материалов.
- Мыльный раствор – для алюминия.
- Скипидар со спиртом – для силумина.
- Смесь масел – для инструментальных и легированных сталей.
Некоторые мастера предпочитают использовать универсальный состав, который включает в себя хозяйственное мыло (200 г) и моторное масло (20 г). Компоненты смешивают и кипятят до получения однородной эмульсии.
Использование смазочно-охлаждающих жидкостей промышленного производства позволяет повысить скорость сверления различных сортов металла. Например, при обработке нержавейки производительность увеличивается на 30 %. Для чугуна этот параметр увеличивается до 40 %.
Назначение мини токарных-станков
Токарный станок — это станок для обработки из металлов в виде тел вращения резанием(точением) заготовок.
Мини токарный станок — это станок, являющийся уменьшенной копией крупного промышленного оборудования. Копией, которая: по стоимости гораздо ниже; по функциональности мало уступает полупрофессиональным и профессиональным моделям.
Данный тип оборудования подходят для изготовления деталей малых размеров. Мини станки не предназначены для токарного производства, например, единичного или мелкосерийного производства. Предназначение они нашли в мастерских при школах на уроках труда, гаражных кооперативах, в экспериментальных мастерских и автомастерских.
Рис. 1 Мини токарный станок
Сверление
Главное движение резания при сверлении — вращательное, оно выполняется заготовкой; движение подачи — поступательное, выполняется инструментом. Перед началом работы проверяют совмещение вершин переднего и заднего центров токарного станка. Заготовку устанавливают в патрон и проверяют, чтобы ее биение (эксцентричность) относительно оси вращения не превышало припуска, снимаемого при наружном обтачивании. Проверяют биение торца заготовки, при котором будет обрабатываться отверстие, и выверяют заготовки по торцу. Перпендикулярность торца заготовки к оси ее вращения можно обеспечить подрезкой торца. При этом в центре заготовки можно выполнить углубление для обеспечения нужного направления сверла и предотвращения его увода и поломки. Сверла с коническими хвостовиками устанавливают непосредственно в конусное отверстие пиноли задней бабки, а если размеры конусов не совпадают, то используют переходные втулки.
Для крепления сверл с цилиндрическими хвостовиками (диаметром до 16 мм) применяют сверлильные кулачковые патроны, которые устанавливают в пиноли задней бабки.
Перед сверлением отверстий заднюю бабку перемещают по станине на такое расстояние от заготовки, чтобы сверление можно было производить на требуемую глубину при минимальном выдвижении пиноли из корпуса задней бабки. Перед началом сверления заготовку приводят во вращение включением шпинделя.









Сверло плавно (без удара) подводят вручную (вращением маховика задней бабки) к торцу заготовки и производят сверление на небольшую глубину (надсверливают). Затем отводят инструмент, останавливают заготовку и проверяют точность расположения отверстия. Для того чтобы сверло не сместилось, предварительно производят центрование заготовки коротким спиральным сверлом большого диаметра или специальным центровочным сверлом с углом при вершине 90°. Благодаря этому в начале сверления поперечная кромка сверла не работает, что уменьшает смещение сверла относительно оси вращения заготовки. Для замены сверла маховик задней бабки поворачивают до тех пор, пока пиноль не займет в корпусе бабки крайнее правое положение, в результате чего сверло выталкивается винтом из пиноли. Затем в пиноль устанавливают нужное сверло.
При сверлении отверстия, глубина которого больше его диаметра, сверло (также как при работе на сверлильных станках), периодически выводят из обрабатываемого отверстия и очищают канавки сверла и отверстие заготовки от накопившейся стружки.
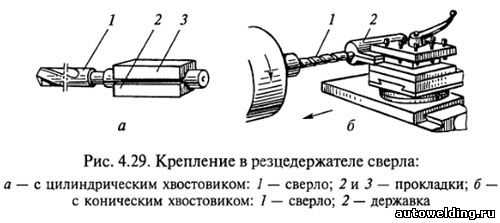
При ручном управлении станком трудно обеспечить постоянную скорость движения подачи. Для стабилизации скорости подачи используют различные устройства. Для механической подачи сверла его закрепляют в резцедержателе. Сверло 1 с цилиндрическим хвостовиком (рис. 4.29, а) с помощью прокладок 2 и 3 устанавливают в резцедержателе так, чтобы ось сверла совпадала с линией центров. Сверло 1 с коническим хвостовиком (рис. 4.29, б) устанавливают в державке 2, которую крепят в резцедержателе.
После выверки совпадения оси сверла с линией центров суппорт со сверлом вручную подводят к торцу заготовки и обрабатывают пробное отверстие минимальной глубины, а затем включают механическую подачу суппорта. При сверлении напроход перед выходом сверла из заготовки скорость механической подачи значительно уменьшают или отключают подачу и заканчивают обработку вручную.
При сверлении отверстий диаметром 5…30 мм скорость подачи S0 = 0,1 …0,3 мм/об для стальных деталей и S0 = 0,2…0,6 мм/об для чугунных деталей.
Для получения более точных отверстий и для уменьшения увода сверла от оси детали используют рассверливание, т. е. сверление отверстия в несколько приемов. При сверлении отверстий большого диаметра (свыше 30 мм) также прибегают к рассверливанию для уменьшения осевого усилия. Режимы резания при рассверливании отверстий те же, что и при сверлении.
Сверление металла
Первым делом рекомендуется подобрать сверло, предназначенное для этого вида работ. Сверла по металлу отличаются маркой стали, из которой их изготавливают, а также углом заточки. Для работы с чугуном, сталью или нержавейкой могут подойти только такие сверла. Сверление в металле производится на низких оборотах. Это позволяет сверлу меньше нагреваться и медленнее тупиться.
Если знать, как правильно пользоваться дрелью, то в результате из отверстия должна плавно вытекать стружка в форме спирали. Процесс сверления металла будет происходить более эффективно, если к дрели приложить давление. Перед началом процесса в месте постановки сверла керном наносят насечку. Это необходимо для лучшей сцепки с металлом.
Мощность и обороты при работе с металлом
Немаловажным фактором, является выбор инструмента, а именно перфоратора, дрели или шуруповерта, которым буду выполняться отверстия в металле. Если вы будете пользоваться дрелью с мощностью до 700Вт у вас не получится сделать сразу большого отверстия. Ручная дрель мощностью до 700Вт лучше всего использовать для высверливания отверстий диаметром до10-13мм.
Важно правильно выбрать обороты дрели или шуруповерта. Ведь при высоких оборотах, ваше сверло просто-напросто сгорит
Так вы его испортите.
Чем больше диаметр сверла, с которым вы работаете, тем меньшую скорость нужно выбирать.
Характеристики процесса глубокого просверливания
При глубокой обработке соблюдают основные принципы технологического процесса.
Изначально выполняют подбор вращательной скорости сверлильной части оборудования либо максимально возможной скорости резания (подачи сверл).
Следят за обеспечением нормального дробления стружки, выводом содержимого из углублений полностью.
Важным нюансом в момент иссечения отходов считается сохранность резца инструмента. В этой части сверло повреждений иметь не должно, равно как и заусенцев и прочих изъянов. Еще одним ключевым критерием эффективной обработки поверхностей металла является подача охладительно-смазывающей жидкости по правилам.
Поскольку детали сверлятся в сопровождении подачи охладительно-смазывающей жидкости с некоторым давлением и с заданной величиной расхода, в систему вводят работу насосных устройств – маслонасосов либо насосов для перекачивания вязких веществ.
Мощность системы подбирают, основываясь на расходовании жидкости и необходимой величине давления для подачи смазочного средства.
Подача жидкости – непременный пункт технологии:
- Выполняется правильный вывод стружки из рабочей зоны по выводным каналам.
- Понижается сила трения между соприкасающимися элементами.
- Осуществляется выведение излишков тепла, образующегося при процедуре длительного сверления, при этом обеспечивается сохранность сверла.
- Производится дополнительная обработка выемки.