
Инструменты
Если необходимо произвести соединение алюминиевых изделий в домашних условиях, то целесообразно использовать электропаяльник. Это универсальный прибор, который очень удобно позволяет припаивать провода, ремонтировать маленькие трубки и прочие элементы. Для приспособления необходимо минимальное количество пространства. А также в доме обязательно должно быть электричество. Если нужно починить крупногабаритный прибор, тогда применяют для пайки алюминия газовую горелку, для которой используют бутан, аргон и пропан. Чтобы производить пайку предметов в домашних условиях, подойдёт стандартная паяльная лампа.
Если применяются газовые горелки, то необходимо постоянно наблюдать за пламенем, которое представляет собой сбалансированную подачу газов и кислорода. Если имеется правильная газовая смесь, то язык пламени будет ярко-синий. Неяркий оттенок будет свидетельствовать о том, что имеется избыток кислорода.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Подготовка к пайке алюминиевых деталей
На этапе подготовки нужно провести качественную зачистку поверхностей от краски, если она есть, и загрязнений. Затем следует обезжирить детали бензином, ацетоном или другим подходящим растворителем.
А также следует обязательно удалить оксидную пленку, которая всегда появляется на поверхности металла после контакта с воздухом.
Как удалить оксидную пленку
Снять оксидную пленку с алюминия дома можно механическим путем. Для этого рекомендуется использовать углошлифовальную машину, щетку по металлу, наждачку, специальную сетку из нержавеющей проволоки.
Также провести зачистку можно химическим способом при помощи кислоты. Но в домашних условиях он применяется крайне редко.
Техника безопасности
Перед началом работы с паяльником всегда нужно сначала изучит правила безопасности.
- Работать нужно только при открытом окне. Поскольку можно отравиться из-за выделений в процессе работы.
- Вокруг не должно быть ничего легковозгорающегося. Если паяльник уронить на бумагу, к примеру, то это может привести к возникновению пожара.
- Аппарат держать следует исключительно за специальную ручку, поскольку в процессе работы он сильно нагревается, что может привести к ожогу.
- К паяльнику нельзя подпускать ребёнка. Устройство всегда следует держать в труднодоступном для малыша месте.
- Аппарат опускать в перерывах между пайкой можно только на специальную подставку. Если паяльник будет помещён на стол, то возможно возгорание.
Следуйте этим простым правилам, и никаких проблем во время работы не возникнет.
Чтобы производить качественную пайку алюминиевых материалов в домашних условиях, необходимо полностью соблюдать технологию. Если выбирать качественные методы, припои, флюсы и материалы, тогда результат будет положительным.
Спаивание компонентов из алюминия
Спаять алюминий в домашних условиях паяльником можно, как при высокой, так и низкой температуре. Но процесс проведения работ в этих случаях несколько отличается.
Пайка алюминия в высокотемпературном режиме
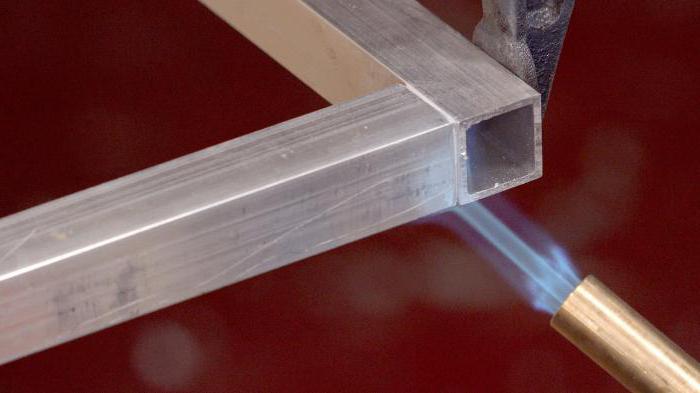
Этот метод применяется для соединения элементов крупного размера. К этой категории относятся алюминиевые детали с толстой стенкой и повышенной массой. В этом случае температура разогрева должна быть в пределах 550-650 °С. В качестве источника тепла следует использовать горелку, работающую на газу.
Пайку нужно проводить после нагрева деталей до нужной температуры, что приведет к плавлению твердого припоя.
Пайка алюминия в низкотемпературном режиме
Такой метод пайки больше подходит для сцепления мелких деталей, алюминиевых проводов, кабелей. В этом случае достаточно температуры 250-450 °С. Для этого режима проведения работ нужно применять жидкие припои.

При низкотемпературном режиме шов получается ровным и аккуратным
Как правильно паять паяльником – советы, видео
Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов.
- При подаче припоя на детали с паяльника , на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться. В это время наконечником прибора следует распределить припой по стыку.
- При подаче припоя на соединяемые детали, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.
Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника.
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества.
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.
Качественный спай должен ярко блестеть. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.
Как паять провода
На подготовительном этапе провода следует зачистить, скрутить и залудить:
- провод опускается в ванночку с канифолью;
- капля припоя с помощью паяльника распределяется по медным жилам;
- чтобы покрытие было со всех сторон, в процессе лужения провод необходимо поворачивать и прогревать;
- залуженный конец провода окунается в разогретый припой, излишки которого удаляются.
Одножильные провода перед спайкой очищаются до блеска. После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой. Для обеспечения надежной изоляции на оголенный провод надевается термоусадочная трубка, которая должна быть большего диаметра. Под воздействием высокой температуры она уменьшится и образует изоляцию проводов.
Если из-за наличия эмали или лака проводник не хочет лудиться, то можно применить обычный аспирин. Для этого таблетку нужно положить на дощечку и, прижав к ней проводник, прогреть его несколько секунд. Таблетка должна начать плавиться, а выделяемая кислота разрушать лак.
Препятствовать лужению на старых проводах могут окислы, которыми они бывают покрыты. Справиться с ними поможет та же таблетка аспирина.
Для лужения провода из алюминия необходим «Флюс для пайки алюминия». Он является универсальным, поэтому использовать его можно для соединения металлов с химически стойкой окисной пленкой. При этом во избежание коррозии не нужно забывать после пайки очищать изделия от остатков флюса.
Следует знать, что недопустимо скручивать вместе алюминиевый и медный провода. Фиксировать их можно только через промежуточный элемент, в качестве которого можно применить другой металл, клеммный зажим, разделение шайбами.
Для правильной пайки с помощью паяльника требуется тщательная подготовка деталей и инструментов. Во время самого процесса слой припоя всегда должен быть защищен флюсом. Для различных материалов подбирается соответствующей мощности прибор и необходимой формы жало. При выдерживании оптимального температурного режима и правильном соединении деталей пайка получится надежной и будет долго служить.
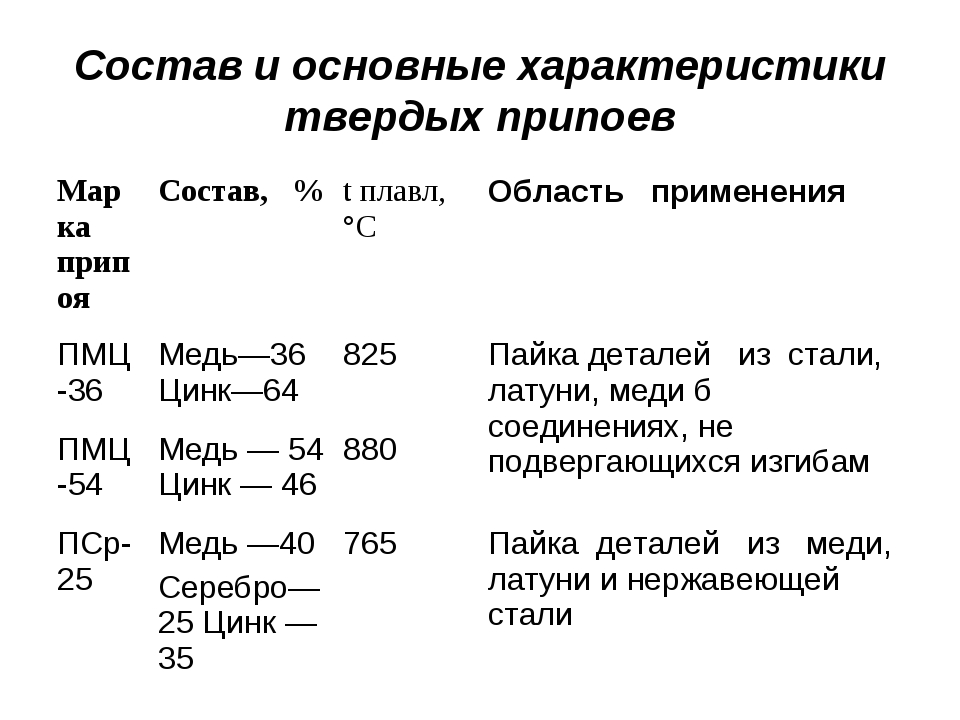
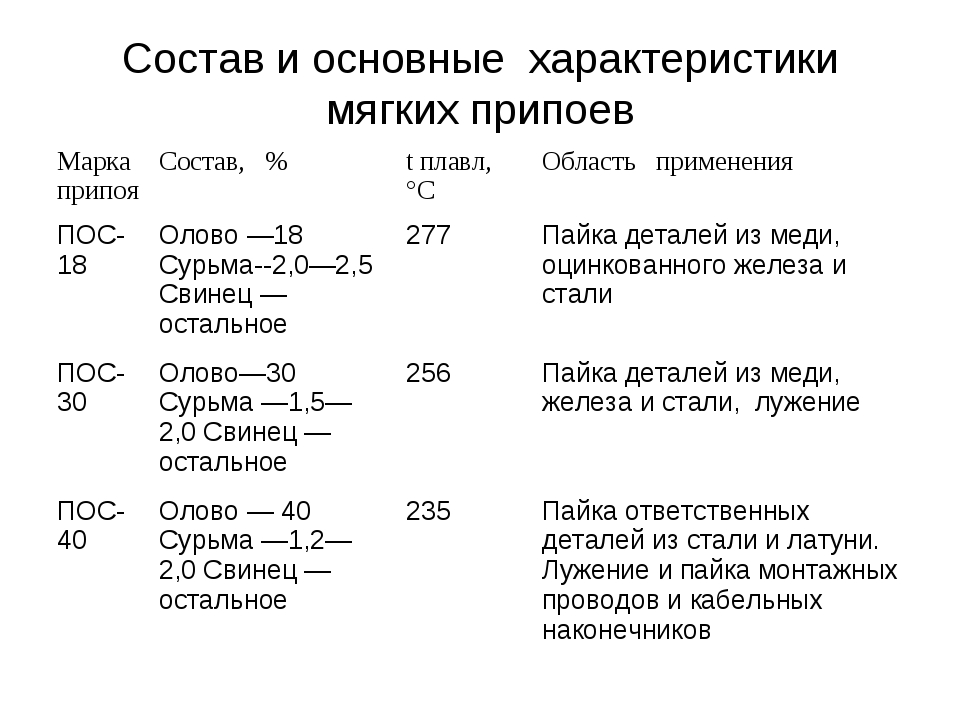
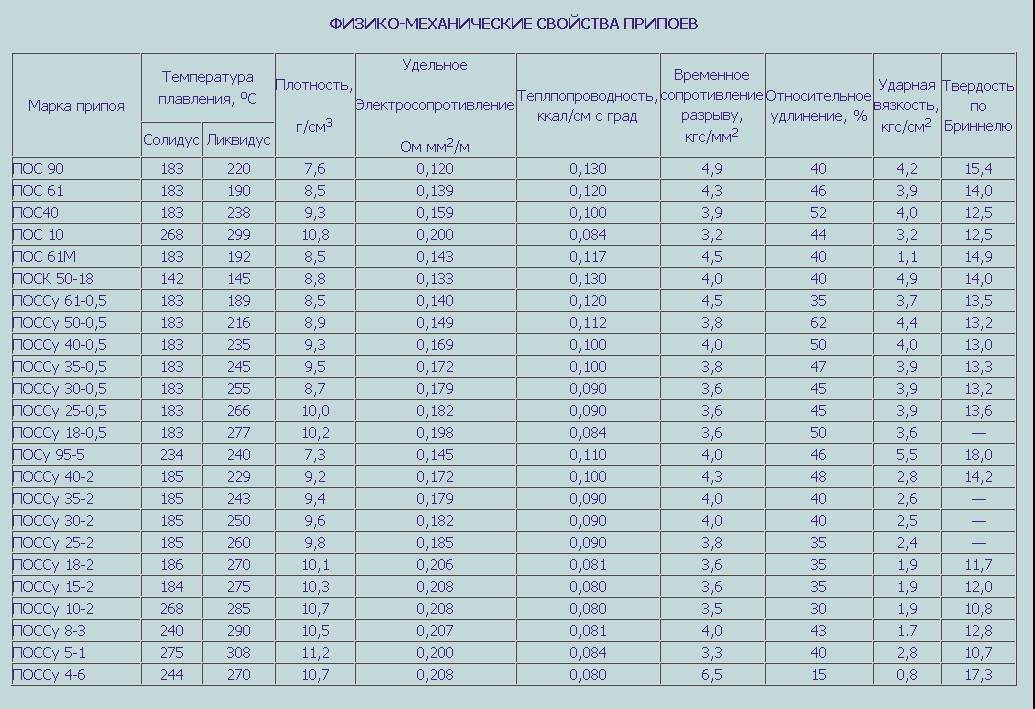
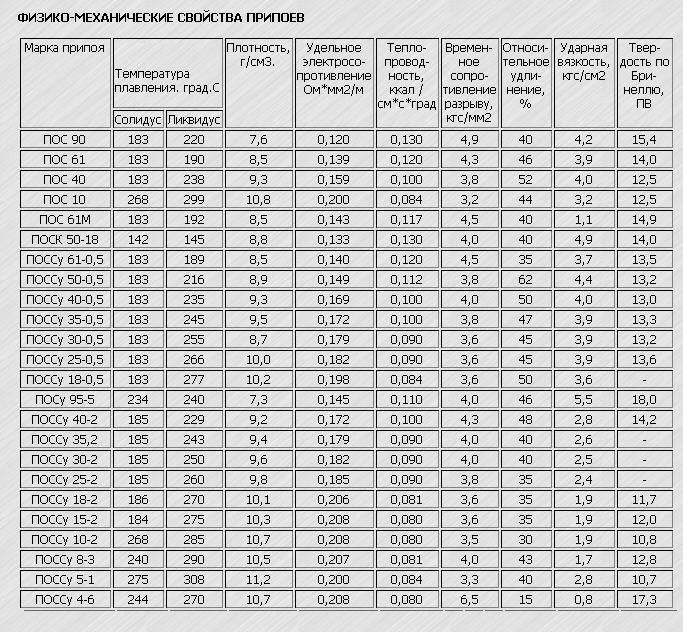
Используемые припои
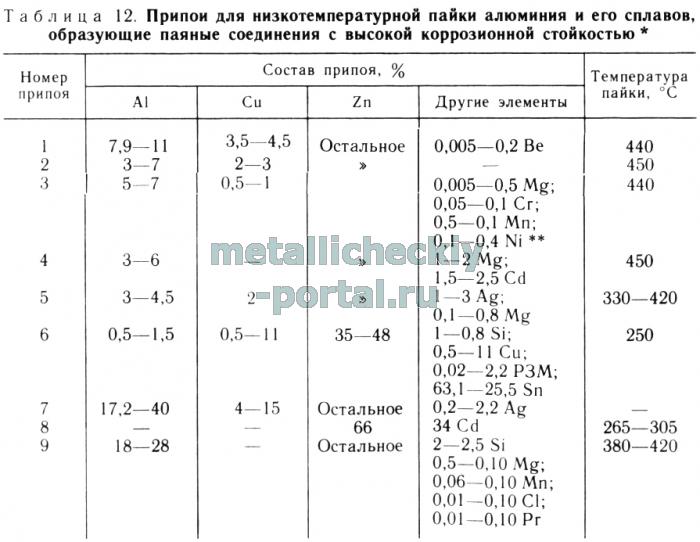
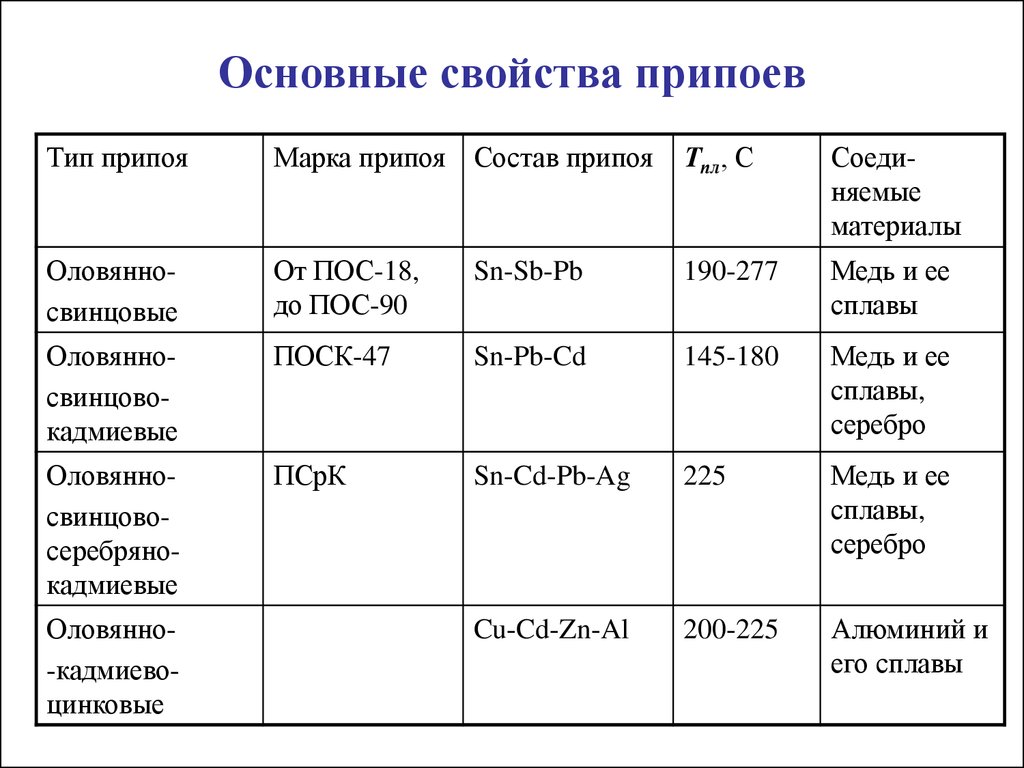
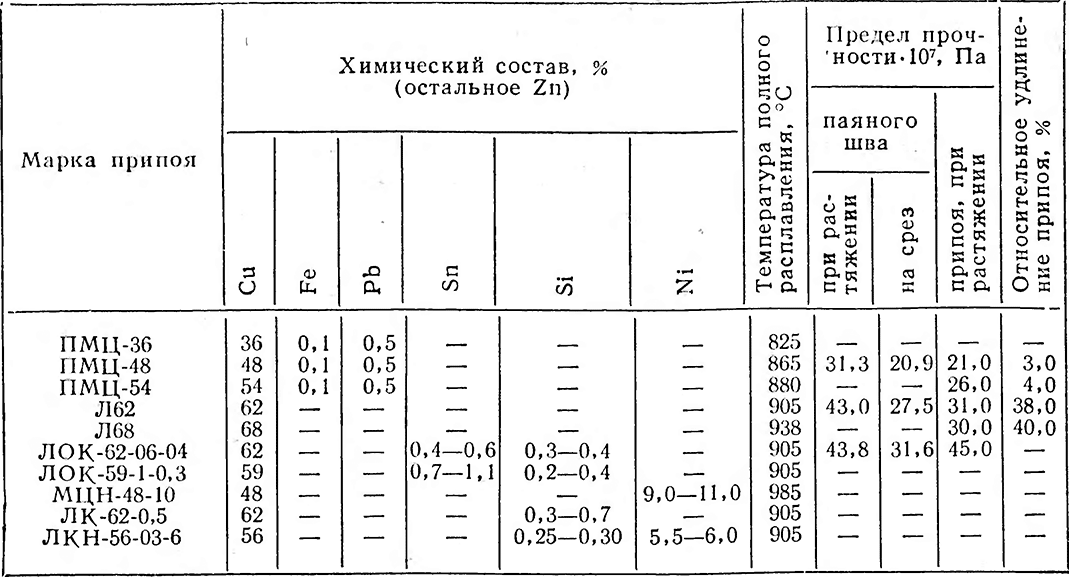
Когда осуществляется сварка изделий, изготовленных из алюминия, рекомендуется использование припоев из оловянно-свинцовой группы. Наиболее качественное соединение можно получить, если использовать вид припоев, в составе которых содержатся такие элементы, как кремний, цинк, медь. Внесение добавок значительно улучшают качество припоя — понижают температуру его плавления, увеличивают смачиваемость, делают более прочными.

Такие виды припоев выпускаются отечественной промышленностью и зарубежными производителями. Наиболее низкой температурой плавления обладают оловянно — свинцовые припои. К одной из наиболее распространенных марок припоя для сварки алюминия относится HTS-2000. Опытные сварщики говорят, что использовать припой HTS-2000 для получения качественного соединения следует только с флюсом.
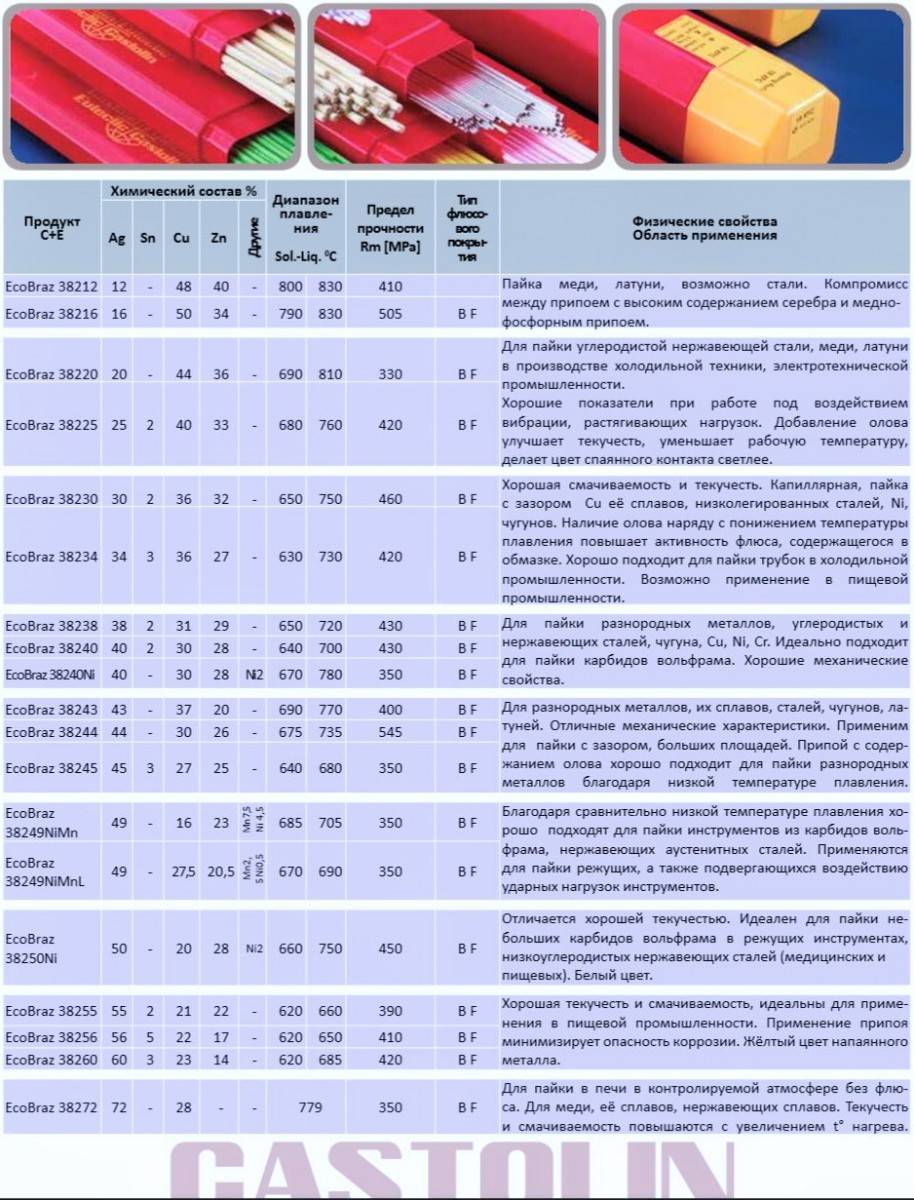
К неплохим веществам из этой области также можно отнести припой французской фирмы Castolin 192FBK, а также припой Castolin 1827, используемый при соединении деталей из алюминия и меди. Отечественным аналогом HTS-2000 служит изготавливаемый в Новосибирске припой SUPER A+, который применяется совместно с флюсом SUPER FA.

В чем состоит проблема
Оксидная пленка плавится при очень высокой температуре. Ее присутствие мешает проникновению припойного расплава в основной металл, нарушает смачивание места пайки.
Алюминий имеет низкую температуру плавления. Он полностью переходит в жидкое состояние при 660 ℃. Начинается изменение агрегатного состояния при температуре около 300 ℃. В большинство алюминиевых сплавов входят металлы, которые расплавляются уже при 500 ℃.
Велика вероятность перегрева зоны плавления, вследствие которого в жидкое состояние перейдут фрагменты деталей. Следует помнить, что паяние должно проводиться путем обволакивания твердых рабочих участков изделий расплавленной массой припоя.
Низкотемпературный режим
Прогревать элементы с помощью горелки не всегда рационально и практично. Если соединению не требуется слишком высокая прочность на разрыв, используются низкотемпературный сплавы. Их температура плавления не превышает 300 градусов из-за использования олова и цинка в качестве основных компонентов состава. Сегодня на рынке наиболее распространены следующие марки мягких припоев:
- российский П250а из олова, цинка и меди;
- швейцарский припой Castolin 1827 из олова, цинка и кадмия.
Читать также: Как подключить лед подсветку
Технология пайки с использованием перечисленных марок предполагает нагрев самого припоя. Для этих целей используется паяльник. В первую очередь тщательно зачищаем поверхность. Затем покрываем ее флюсом для алюминия (Ф-64, Ф-59А и Ф-61А, Ф-380 или А-214). После подносим к месту соединения разогретое жало паяльника и пруток припоя. Равномерно покрываем место припоем по мере выкипания флюса. Остужаем соединение и очищаем поверхность от продуктов распада флюса.
Таким образом, при использовании правильной марки припоя процесс пайки становится простым и эффективным. Достаточно правильно подобрать режим нагрева и следовать инструкции.
Порядок работы
 Начинать следует с подготовки сопрягаемых поверхностей. Чтобы спаять алюминий в домашних условиях, сопрягаемые детали необходимо отчистить от остатков краски или грязи. Для этого используются металлические щётки, скребки, абразивные круги или наждачная бумага. Окисные плёнки при этом должны становиться тоньше. Обрабатываемые поверхности нужно обезжирить спиртом, ацетоном или бензином. Затем детали устанавливаются в рабочее положение, и начинается прогрев материала.
Начинать следует с подготовки сопрягаемых поверхностей. Чтобы спаять алюминий в домашних условиях, сопрягаемые детали необходимо отчистить от остатков краски или грязи. Для этого используются металлические щётки, скребки, абразивные круги или наждачная бумага. Окисные плёнки при этом должны становиться тоньше. Обрабатываемые поверхности нужно обезжирить спиртом, ацетоном или бензином. Затем детали устанавливаются в рабочее положение, и начинается прогрев материала.
Для небольших деталей или электротехнических работ можно использовать паяльник мощностью 100 Вт. Жало паяльника желательно залудить. Для больших деталей паяльника недостаточно. Применяется пайка алюминия газовой горелкой или паяльной лампой, которыми прогревают стык деталей. Пламя горелки нужно регулировать так, чтобы не было копоти, которая загрязнит обрабатываемые поверхности.
https://youtube.com/watch?v=Z8gsfb_1eNI
Металл не должен перегреваться. Для проверки можно коснуться куском припоя обрабатываемой поверхности. Если припой стал плавиться, температура достигла необходимых для обработки значений. После проведения подготовки можно приступать к соединению деталей. Порядок действий такой:
- Нанести флюс на обрабатываемые поверхности. Для этого удобно использовать кисточку. Следует избегать попадания припоя на открытые участки тела и слизистую оболочку. В случае попадания немедленно промыть водой.
- Жало паяльника и пруток припоя установить на место стыка. Паяльником распределить припой по месту соединения. Если жало паяльника имеет специальные зазубрины, нужно поскрести им место соединения для удаления оксидной плёнки.
После остывания место соединения следует очистить от остатков флюса. Рекомендуется промывать загрязнённые места последовательно холодной и горячей водой и неконцентрированным раствором каустической соды. Это предохранит соединение от коррозии.

При пайке предметов домашней утвари (посуды, кастрюль, соприкасающихся с продуктами питания) следует очень внимательно выбирать флюсы и припои. Во многих из них содержатся вредные химические вещества.
При соблюдении всех этих условий пайка алюминия может обеспечить прочное и долговечное соединение деталей. Припаять отдельные детали гораздо проще, чем сваривать их.
Originally posted 2018-04-18 12:22:57.
Какой припой выбрать?
- мягкого, с температурой плавления до 425оС;
- твердого, с температурным диапазоном 460-560оС.
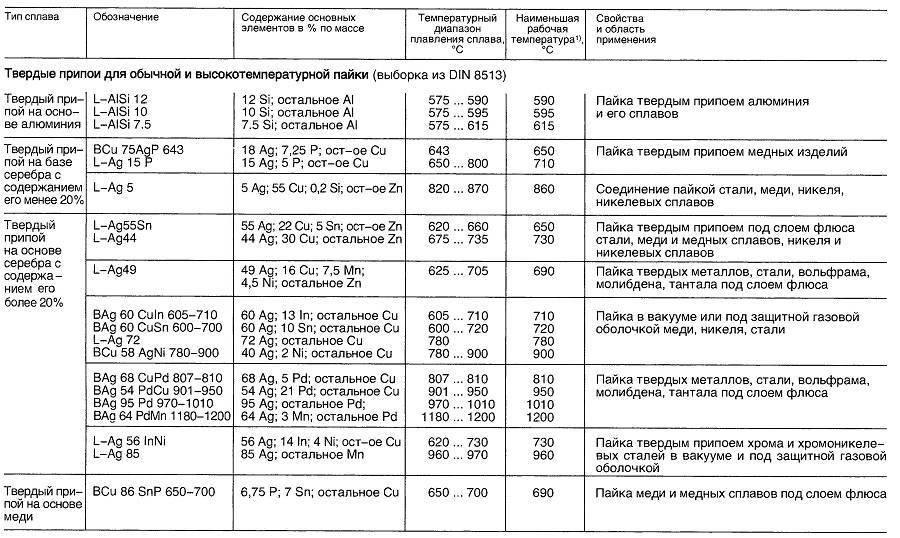
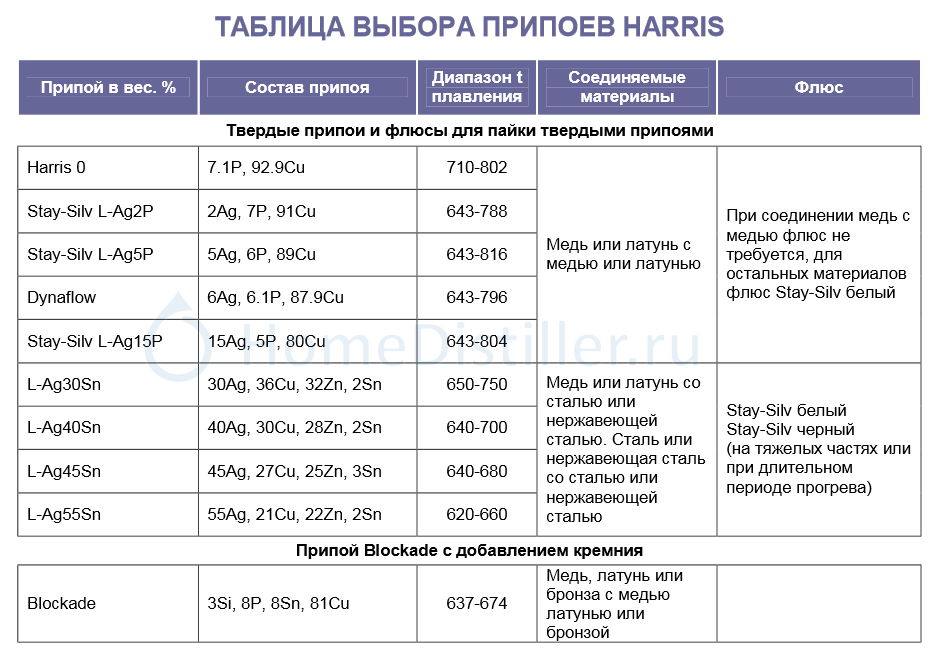
В качестве припоев рекомендовано использование содержащих серебро сплавов. Они обеспечивают высокое качество соединений, но дороги. Медно-фосфорные составы более доступны и подходят для пайки менее ответственных соединений.
Медно-фосфорные
Температура плавления медно фосфорного припоя невысока. Медный припой позволяет обходиться без флюсовых составов. Входящий в состав фосфор защитит рабочую область от воздействия кислорода воздуха.
Шовный материала, сформированный на основе меднофосфористого припоя, весьма прочен и стоек к вибрационным воздействиям. Поэтому фосфористые составы широко используют при пайке компонентов теплообменников.
Почему при спаивании стальных деталей пайщики иногда пользуются медным припоем, а медь стальным припоем паять нельзя? Причина заключается в разнице температур плавления стали и меди. Медные заготовки уже расплавятся, а сталь все еще будет нагреваться.
В то же время медно-фосфорный припой чувствителен к перегреву, поэтому приходится принимать меры к охлаждению стыка. Изделие выпускается в виде прутка. Доступна и медная лента для пайки. Используются для пайки и медно-цинковые низкотемпературные припои.
Серебряные

Состав из чистого серебра мало подходит для того, чтобы паять медные изделия. В основном используют серебро с добавками железа, висмута и других элементов.
Припой для меди на основе серебра обладает высокой смачиваемостью по отношению к заготовкам и отлично проникает в самые узкие зазоры между ними. Соединения не корродируют и выдерживают большие статические и периодические динамические нагрузки.
Содержание Ag
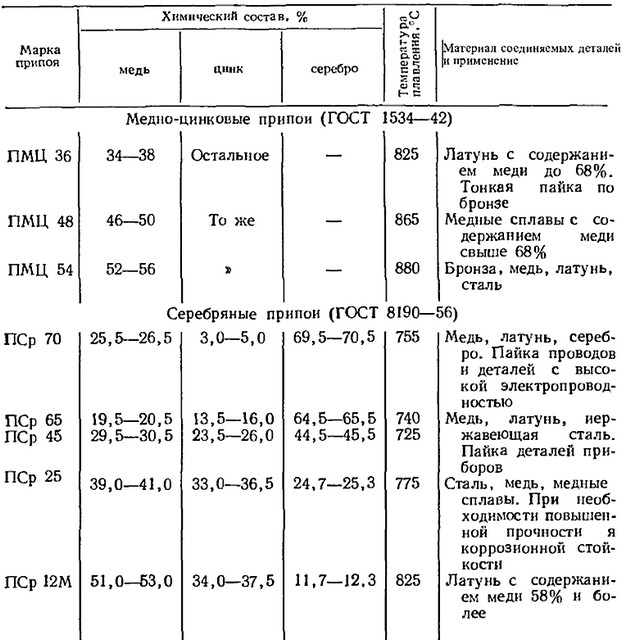
Химический состав припоев для пайки заготовок из меди с серебром описан в ГОСТ 19738-74. Они обозначаются литерами ПСр ХХ, где цифры определяют долю серебра в процентах
Практическое применение
Составы с высокой процентной долей серебра (50-72) обладают высокой электропроводностью и теплопроводностью. Их используют в электротехнике и электронике.

Сплавы со средним процентным содержанием стоят дешевле и используются для пайки соединений, не подверженных температурным нагрузкам.
Составы с низкой процентной долей (5-15) применяются в машиностроении.
Особенности тинолей
Характерной особенностью серебросодержащих составов является их низкая рабочая температура. Высокая текучесть позволяет расплаву проникать в зазоры и поры и создавать высококачественные швы.
Пайка твердым
Твердые припои применяются для стыков трубок и трубопроводов большего диаметра. При этом используют пастообразный флюс, газовую горелку для разогрева и необходимое вспомогательное оборудование и инструменты.
Низкотемпературные
Низкотемпературные припои плавятся при температуре до 450оС. Невысокая температура позволяет избежать отжига основного материала трубы и сохранить его физико-химические свойства. Припои готовятся на основе оловянных или цинковых сплавов. Применяется в качестве компонента и свинец.
Высокотемпературные
Высокотемпературный припой для пайки меди готовят на основе серебра или меди, обладающих высокой температурой плавления. При температурах свыше 450оС происходит отжиг заготовок, ведущий к снижению их прочности.
Реактивные органические флюсы
Для пайки алюминия легкоплавкими припоями были предложены реактивные органические флюсы.
Основой этих флюсов является органический аминоспирт триэтаноламин, а активаторами фторбораты тяжелых металлов и аммония. В местах контакта фторборатов с алюминием через несплошности в оксидной пленке Al2O3 высаживаются металлы: кадмий и цинк. Остатки триэтаноламина в процессе нагрева переходят в инертное вещество смолообразного вида, не вызывающее коррозии паяных соединений. Эти флюсы и их остатки после пайки имеют рН = 8, что также подтверждает их некоррозионно-активность.
Все эти флюсы не отличаются по коррозионной активности при пайке алюминия, но при пайке его со сплавом АМц, медью и ее сплавами наиболее эффективным является флюс Ф59А. Температурный интервал активности этих флюсов 150—300°С. Флюсы этого типа непригодны для пайки в нахлестку с укладкой припоя у зазора деформируемых сплавов АМг, Д1, Д16, В95 и литейных алюминиевых сплавов. Ими можно пользоваться только при облуживании паяемой поверхности алюминия с последующей пайкой, например с флюсом ЛТИ-120.
При этом температура между паяемыми деталями при пайке не должна отличаться более чем на 10°С.
Распределение по химическому составу
Современный материал для пайки может быть мягким, который легко плавится. Существуют также тугоплавкие расходники, обладающие твердой структурой.
Мягкие легкоплавкие
К этой группе относятся:
- Чистый свинец — температура плавления расходного материала составляет 180-230 °C.
- Олово — расплавляется при 220 °C и создает пластичное, но прочное соединение.
- Медь и олово в количестве соответственно 3% и 97%. Это самый популярный материал, позволяющий выполнить прочный шов с высокой стойкостью перед коррозией.
- Медь с серебром — количество этих металлов в припое составляет соответственно 95% и 5%. Такой расходный материал позволяет надежно соединить элементы трубопроводных систем.
Мягкие припои используются при монтаже труб с диаметром 6-108 мм. С их помощью создаются швы, у которых ширина составляет 7-50 мм. Они применяются во время обустройство разных коммуникаций за исключением газовых сетей.

Применение припоя
Твердые тугоплавкие
К этой группе относятся:
- Медно-серебряный с цинком, содержащий металлы в количестве соответственно 30%, 44% и 26%. Соединение получается прочным, коррозионностойким, с хорошей теплопроводностью и высокой степенью пластичности.
- Медно-фосфорный с содержанием металла соответственно 94% и 6%. Во время его применения не нужно использовать флюс. Расходник позволяет получить надежное соединение, способное потерять эластичность, если у воздуха понизится температура.
- Серебряный, не использующийся без флюса. С помощью этого материала создаются пластичные, коррозионностойкие, надежные швы. Он продается по более высокой цене по сравнению с другими.

Твердый припой для меди Расходниками с высокой температурой плавления паяют трубопроводы, включая газопроводы, диаметром 12-159 мм. С их помощью также можно соединить трубы отопления и водопровода. Диаметр таких коммуникаций может составлять не менее 28 мм.
Подготовка к работе
Определение сплава изделия
Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Выбор припоя
- Если вы спаиваете алюминий с другими металлами, например, алюминиевый и медный провода, то эта пайка требует особый подход. Часто в таких случаях сам алюминиевый провод, небольшой его участок покрывают слоем меди. Потом лудят обычным припоем и спаивают провода.
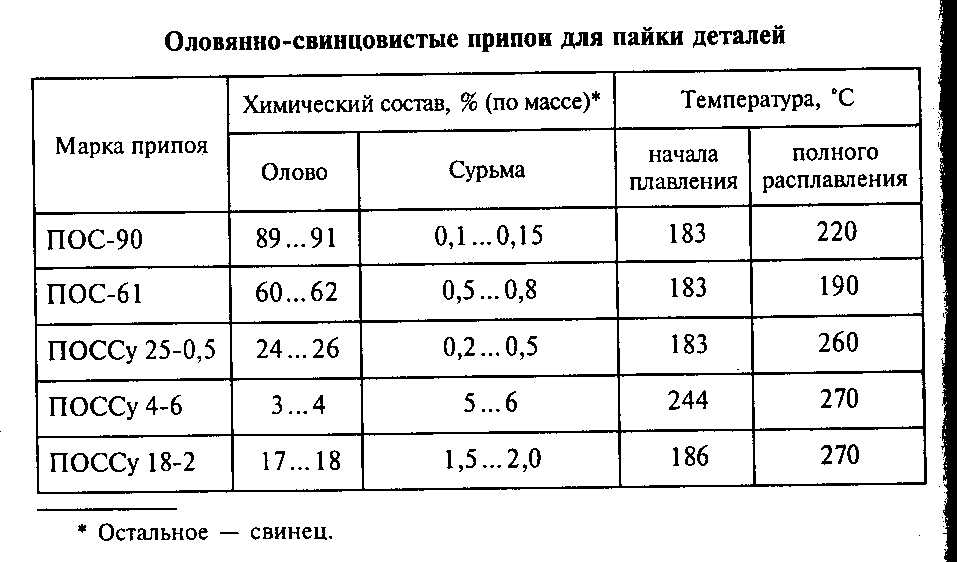
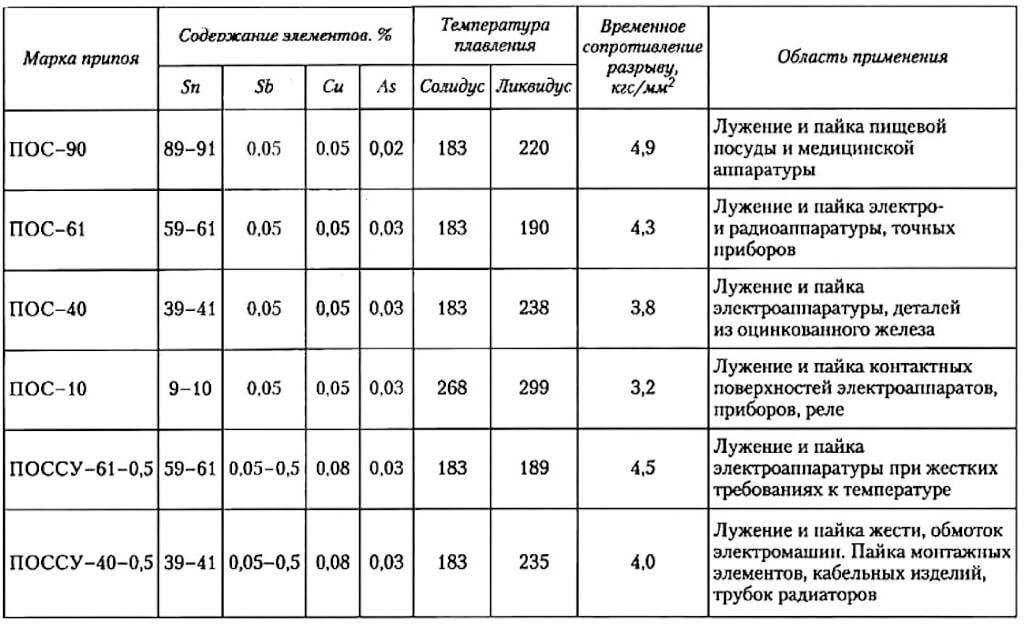
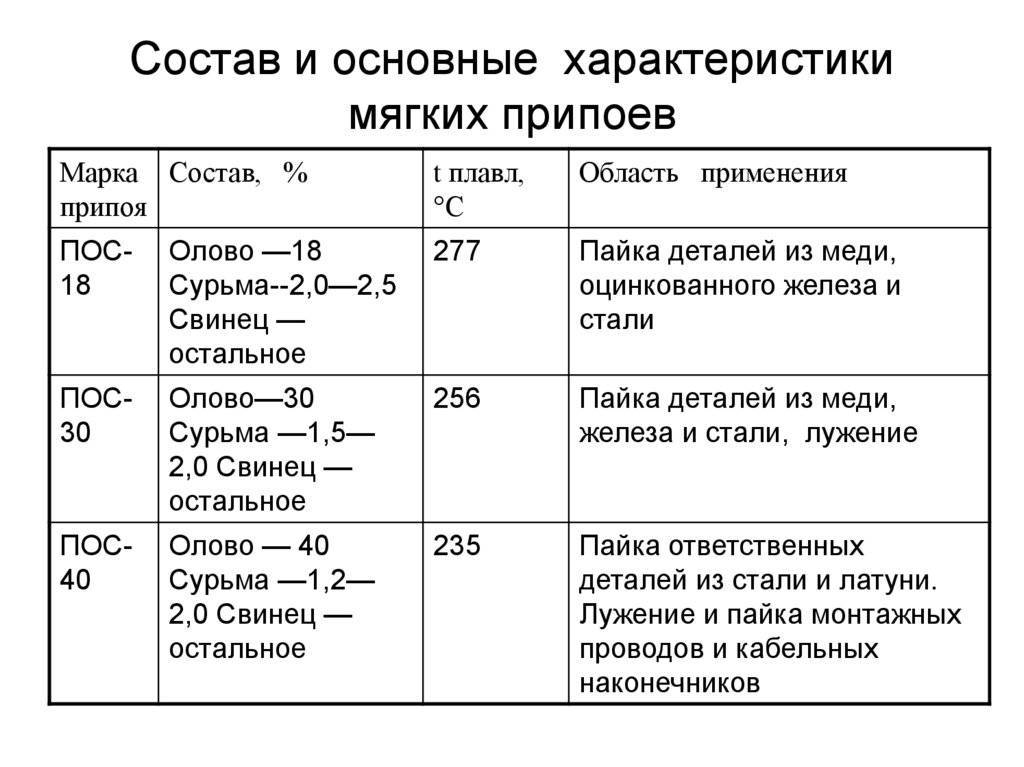
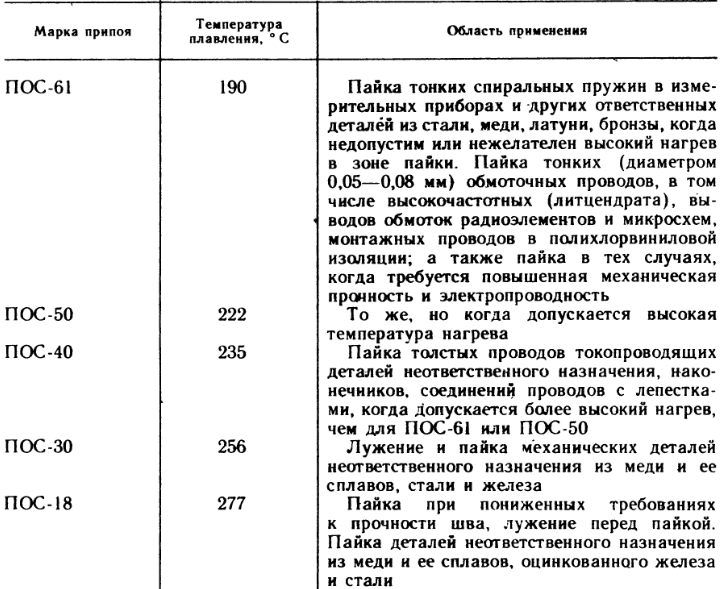
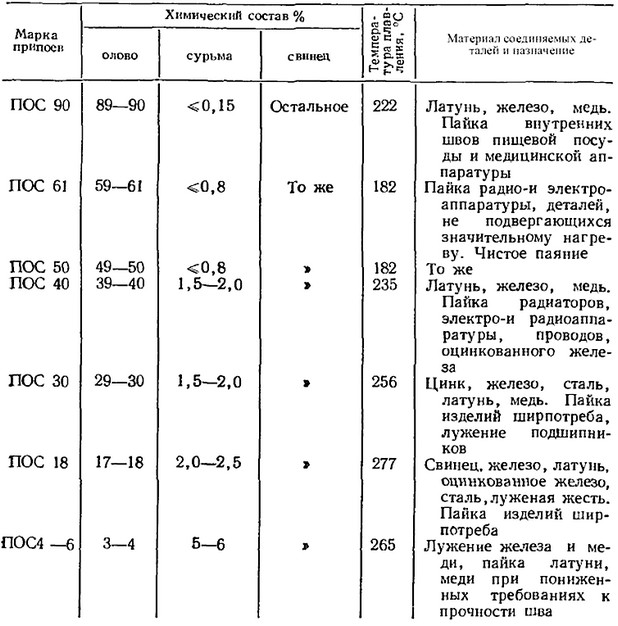
- Для паек необходим низкотемпературный припой. Так как температура плавления алюминия составляет 660 ºC, и он обладает хорошей теплопроводностью, то необходимое условие для успешных паек паяльником — необходимость достаточно легкоплавкого припоя, содержащего олово, а значит, быстрое плавление припоя. Во многих случаях вполне подходит припой ПОС-50. Также возможно использовать припой ПОС-61.
- Можно приобрести специальные припои для паек алюминия. Это сплавы алюминия с кремнием и цинком. Они бывают разными, в зависимости от того, что вы будете соединять — алюминий с алюминием или алюминий с медью и другими материалами. Необходимо внимательно прочитать этикетку на упаковке.
Выбор флюса
Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Выбор инструмента
- Нужно правильно выбрать источник тепла. Для мелких деталей вполне подойдёт паяльник с рабочей мощностью до 150 ватт, но для массивных деталей, например, радиатора автомобиля, необходима низкотемпературная газовая горелка. Её рабочая температура 315–425°C . Она может обеспечить хороший прогрев мест паек изделия и быстрое плавление припоя.
- Купите или соберите дополнительные приспособления. Когда вы будете соединять алюминий, вам будет необходим какой-то зажим или тиски. Кроме того, необходимо после завершения паек промыть спаянные поверхности в воде или в моющем средстве для удаления остатков кислотных или масляных флюсов. Если использовался флюс на основе смолы, то нужно промыть алюминий с помощью ацетона. Соответственно, для этого нужна какая-то ёмкость или ванна.
- Позаботьтесь о своей безопасности. Создайте комфортную рабочую зону. Обязательно приобретите респираторную маску для защиты от токсичных паров. Работайте только в хорошо проветриваемом помещении. При использовании жидких, а особенно кислотных флюсов, применяйте маску или защитные очки. При использовании газовой горелки алюминий может расплавиться, поэтому при работе нужно применять хлопчатобумажную спецодежду и сапоги.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Разновидности
Припой для алюминия Castolin 192CW изготавливается в Германии. Он пригоден как для пайки чистого алюминия, так и для него же с медью. У него высокая адгезия и текучесть. Его можно применять как для пайки с зазором, так и для капиллярной. Его используют для ремонта бытовой техники, холодильного оборудования, кондиционеров, радиаторов и прочих вещей. Он легок в использовании, но требует дополнительного использования флюса, который находится внутри прутков. Длина одного прутка составляет 0,5 метров, при весе в 9 грамм. Прочность соединения достигает 170 Мпа. Температура плавления составляет 430-440 градусов Цельсия.

Припой для алюминия Castolin 192CW
Алюминиевый припой Lucas-Mihaupt Filalu 1192NC изготавливается во Франции. Он предназначен для пайки алюминия с алюминием, так как именно к этому металлу у него повышенная адгезия и высокая текучесть. Его можно применять как для капиллярный пайки, так и для пайки при наличии зазора. Это идеальный вариант для ремонта соединений и корпуса в климатической технике, холодильников и прочих подобных вещах. Диаметр прутка составляет 2,4 мм. Внутри него находится флюс, без которого процесс качественного соединения будет невозможен. Длина прутка составляет 0,5 метра. Прочность готового соединения достигает 145 МПа.

Алюминиевый припой Lucas-Mihaupt Filalu 1192NC
Авиа-1 используется не только для алюминиевых деталей, но и для вещей из сплава этого металла. В особенности он хорошо справляется с тонкими деталями, такими как соединяющие и контактные провода. Это достигается благодаря относительно низкой температуре плавления, что не дает переплавиться самим проводам. Этот материал относится к категории мягких припоев, температура плавления которых не превышает 200 градусов Цельсия. Здесь требуется использовать флюс дополнительно, так как сами прутки его не содержат. В состав изделия входит кадмий (20%), цинк (25%) и олово (55%).

Припой Авиа-1
Припой для алюминия с флюсом Castolin 190 изготавливается в Германии. Он пригоден как для пайки чистого алюминия, так и для него же с медью. У него высокая адгезия и текучесть. Его можно применять как для пайки с зазором, так и для капиллярной. Его используют для ремонта холодильного оборудования, бытовой техники, радиаторов и других вещей. Он относится к твердым, и в то же время легкоплавким материалам. Длина одного прутка составляет 0,5 метров, при весе в 3 грамма. Прочность соединения достигает 160 Мпа. Температура плавления составляет 575-585 градусов Цельсия.



Припой Castolin 190
Припой для пайки алюминия с медью HTS-2000 производится в Соединенных Штатах Америки. Он предназначается для всех вариантов пайки алюминия. В нем уже содержится флюс, так что дополнительно применять его не требуется. Это современный сплав нового поколения, обеспечивающий высокую прочность и надежность. В его состав входит 9 компонентов. Он устойчив к коррозии. Температура плавления составляет 347 градусов Цельсия. Материал в спаянном состоянии может увеличиваться на 10% и больше, что повышает свойства пластичности в три раза. Масса составляет 240 грамм на 1 кубический дюйм. Диаметр прутков достигает 2-3 мм, а длина 0,46 метра.

Припой HTS-2000
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.

Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.

Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Castolin AluFlam 190 – припой из Франции
Продукт применяется в качестве присадочного прутка для ремонта алюминиевых деталей и высокотемпературной пайки.
Технические характеристики припоя Castolin AluFlam 190:
- Обладает высокой прочностью и исключительной капиллярной текучестью.
- Характеризуется отличной электропроводностью.
- По цвету соответствует многим сплавам из алюминия.
Продукт Castolin AluFlam 190 рекомендуется для высокопрочного соединения:
- алюминиевых сплавов с кремнием;
- кованого алюминия;
- листов;
- трубопроводов.
Его нельзя использовать для алюминиевых сплавов, в которых присутствует более 1,5% магния, и для деталей, которые требуют последующего анодирования.
Из-за своей способности формировать вязкий и прочный шов, припой Castolin AluFlam 190 может применяться в самых различных областях. Его можно использовать для ремонта оконных рам и мебели, в транспортной промышленности, для ремонта холодильного оборудования, газовых магистралей, решеток, кондиционеров и многого другого.
С продуктом Castolin AluFlam 190 специалисты рекомендуют использовать флюс Castolin 190 Flux .
Ремонт серебряных изделий
Красивые цепочки, браслеты, серьги, вилки, ложки, подстаканники из серебра украшают жизнь человека. Но со временем изделия из благородного металла ломаются, нуждаются в ремонте, реставрации. Для выполнения подобных работ потребуется серебряный припой. Для 925 пробы можно его сделать своими руками, воспользовавшись советами профессиональных мастеров-ювелиров. Для работы потребуются следующие материалы и инструменты: паяльники обычные и неправильной формы, отливка для припоя, лом серебра. Самый простой вариант того, как провести ремонт порвавшейся цепочки, – отнести ее ювелиру. Но при желании можно справиться с проблемой и в домашних условиях, сэкономив денежные средства. Чтобы самостоятельно паять серебро, необходимо освоить алгоритм действий, технологические приемы, изучить физические характеристики серебра и его сплавов.
