
Сварочная проволока
Для ручной и автоматической аргонодуговой сварки неплавящимся электродом, газовой (ацетилено-кислородной) сварки, полуавтоматической в углекислом газе и автоматической сварки под флюсом необходимо применять сварочную проволоку, удовлетворяющую требованиям ГОСТ 2246-70. Марку сварочной проволоки следует подбирать по табл. 10.26. Для ручной и автоматической аргонодуговой сварки стыков пароперегревательных труб из сталей 12Х2МФБ и 12Х2МФСР следует применять проволоку марок Св-08МХ, Св-08ХМ, Св-08ХМФА или Св-08ХГСМФА, из стали 12Х11В2МФ – Св-07Х25Н13 или Св-04Х19Н11МЗ; из сталей 12Х18Н10Т, 08Х18Н10Т, 12Х18Н12Т и 08Х18Н12Т – Св-04Х19Н11МЗ или Св-04Х19Н9.
Каждая партия проволоки должна иметь сертификат с указанием завода-изготовителя, ее марки, диаметра, номера плавки и химического состава. К каждому мотку (бухте) проволоки должна быть прикреплена бирка с указанием завода-изготовителя, номера ее плавки, марки и диаметра проволоки по ГОСТ 2246-70.
При отсутствии сертификата или бирки, а также в случае сомнений в качестве проволоки необходимо проверить ее химический состав. При неудовлетворительных результатах химического анализа проводят повторный анализ на удвоенном числе проб. При неудовлетворительных результатах повторного анализа проволоку бракуют.
Поверхность проволоки должна быть чистой, без окалины, ржавчины, масла и грязи. При необходимости ее очищают от ржавчины и грязи пескоструйным аппаратом или травлением в 5% растворе соляной или ингибированной кислоты (3% раствор уротропина в соляной кислоте). Можно очищать проволоку, пропуская ее через специальные механические устройства (в том числе через устройства, заполненные сварочным флюсом, кирпичом, осколками наждачных кругов и войлочными фильтрами). Перед очисткой бухту проволоки рекомендуется отжечь при 150–200°С в течение 1,5–2 ч. Разрешается также очищать проволоку наждачной шкуркой или другим способом до металлического блеска. При очистке проволоки, предназначенной для автоматической сварки, нельзя допускать ее резких перегибов (переломов). Во всех случаях после очистки проволоку необходимо промыть сначала в 12–15% водном растворе кальцинированной соды при 70–90°С, затем в горячей воде и просушить на воздухе.
Каждая бухта (моток, катушка) легированной проволоки перед сваркой (независимо от способа сварки) должна быть проверена путем стилоскопирования для определения основных легирующих элементов. Стилоскопированию подвергают концы каждой бухты (мотка, катушки). При неудовлетворительных результатах стилоскопирования данная бухта не может быть использована для сварки до установления точного химического состава проволоки количественным химическим анализом.
Плоские плавящиеся кольца, применяющиеся в качестве присадки для корневого слоя при автоматической аргонодуговой сварке неплавящимся электродом стыков трубопроводов без остающихся подкладных колец, изготовляют из проволоки диаметром 3 или 4 мм. Марку проволоки выбирают в зависимости от марки стали свариваемых труб по табл. 10.26. Сечение плавящегося кольца показано на рис. 10.3.
Рис. 10.3 Сечение плавящегося плоского кольцаТаблица 10.26. Области применения сварочной проволоки
| Сталь труб | Марка проволоки (ГОСТ 2246-70) для сварки | |||
| ручной и автоматической аргонодуговой | газовой | полуавтоматической в углекислом газе | автоматической под флюсом | |
| 10, 15, 20, ВСт2кп, ВСт2сп, ВСт2пс, ВСт3кп, ВСт3сп, ВСт3Гпс, ВСт3пс, 15Л, 20Л, 25Л,ВСт4сп | Св-08Г2С, Св-08ГС | Св-08, Св-08А, Св-08ГА, Св-08ГС,
Св-08Г2С, Св-08МХ |
Св-08Г2С, Св-08ГС | Св-08А, Св-08АА, Св-08ГС |
| 15ГС, 16ГС, 16ГТ, 17ГС, 14ГН, 16ГН, 09Г2С, 10Г2С1, 15Г2С, 14ХГС, 20ГСЛ | Св-08Г2С, Св-08ГС | Св-08Г2С, Св-08ГС | Св-08Г2С, Св-08ГС | Св-08ГС, Св-10Г2, Св-08ГА |
| 12МХ, 15ХМ, 12Х2М1, 20ХМЛ | Св-08МХ, Св-08ХМ* | СВ-08МХ, Св-08ХМ | — | — |
| 12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ | Св-08ХМФА, Св-08ХГСМФА* | Св-08МХ, Св-08ХМ,
Св-08ХМФА |
— | — |
* При ручной и автоматической аргонодуговойсварке корневого слоя трубопроводов толщиной более 10 мм из хромомолибденовых и хромомолибденованадиевых сталей следует применять проволоку Св-08Г2С или Св-08ГС.
Сварка труб инвертором
Обработка проката толщиной до 5 мм легким и компактным инверторным аппаратом – способ, который более всего подходит для новичков.

Советы по свариванию:
- Работы проводят на малых токах сварочного инвертора (например, для электродов диаметром 1,5 мм устанавливают силу тока не более 45 А).
- Для обработки тонколистных заготовок используют рутиловые электродные стержни. Для них характерен легкий розжиг дуги, хорошая отделяемость шлака. Диаметр стержней не должен быть более 2 мм.
- Чтобы не прожечь материал, следует использовать обратную полярность инвертора. Для этого к плюсу аппарата подключают электродержатель, а к минусу – кабель массы.
- Чтобы металл не «повело», заготовки сваривают короткими стежками (через 5-8 см). Только потом накладывают непрерывный сварочный шов.
- Варку проводят, выдерживая короткую дугу длиной не более 4 мм.
- При толщине листа менее 2 мм места соединения охлаждают с помощью теплоотводящих пластин. Это необходимо, чтобы избежать деформации заготовки под воздействием высокой температуры.
- Сварщик действует быстро, выдерживая поступательную и одинаковую скорость движения. Если долго удерживать электрод в одном месте, на металлической поверхности образуется прожог.
Вам может быть интересно
Код товара: 6173
Напряжение питания, В: 220 ± 10% Частота, Гц: 50 Тип сварки: MIG/MAG / MMA Номинальный потребляемый ток, А: 28,5 Номинальная потребляемая мощность, кВA: 6,3
864.36
839.42
BYN/шт.
с НДС
Напряжение питания, В: 220 ± 10% Частота, Гц: 50 Тип сварки: MIG/MAG / MMA Номинальный потребляемый ток, А: 28,5 Номинальная потребляемая мощность, кВA: 6,3
Код товара: 23485
Назначение : MMA Входное напряжение сети, В: 220±15% (1 фаза), 50/60 Гц Номинальная входная мощность, кВА: 9,7 Номинальное выходное напряжение, В: 26,5 Диапазон регулировки сварочного тока, А: 20-200
Назначение : MMA Входное напряжение сети, В: 220±15% (1 фаза), 50/60 Гц Номинальная входная мощность, кВА: 9,7 Номинальное выходное напряжение, В: 26,5 Диапазон регулировки сварочного тока, А: 20-200
Код товара: 23484
Входное напряжение сети, В: 220 Номинальная входная мощность, кВА: 7,1 Номинальное выходное напряжение, В: 26,5 Диапазон регулировки сварочного тока, А: 10-200 Номинальный режим работы ПВ, % : 20
Входное напряжение сети, В: 220 Номинальная входная мощность, кВА: 7,1 Номинальное выходное напряжение, В: 26,5 Диапазон регулировки сварочного тока, А: 10-200 Номинальный режим работы ПВ, % : 20
Код товара: 5947
Диапазон рабочего напряжения, B: 150 – 240 Напряжение питания, В: 220 Частота, Гц: 50 Максимальная потребляемая мощность, кВА: 5,6 Сварочный ток, А: 30 – 180
Диапазон рабочего напряжения, B: 150 – 240 Напряжение питания, В: 220 Частота, Гц: 50 Максимальная потребляемая мощность, кВА: 5,6 Сварочный ток, А: 30 – 180
Код товара: 19514
Тип сварки: дуговая (электродом, MMA) Мощность, Вт: 6600 Рабочее напряжение, В: 140 — 240 Напряжение сети, В: 220 Максимальный потребляемый ток, А: 36.5
Тип сварки: дуговая (электродом, MMA) Мощность, Вт: 6600 Рабочее напряжение, В: 140 — 240 Напряжение сети, В: 220 Максимальный потребляемый ток, А: 36.5
Код товара: 19356
Тип сварки: дуговая (электродом, MMA) Мощность, Вт: 6600 Рабочее напряжение, В: 140 — 260 Напряжение сети, В: 220 Максимальный потребляемый ток, А: 30
Тип сварки: дуговая (электродом, MMA) Мощность, Вт: 6600 Рабочее напряжение, В: 140 — 260 Напряжение сети, В: 220 Максимальный потребляемый ток, А: 30
Код товара: 5954
Диапазон рабочего напряжения, B: 150 – 240 Напряжение питания, В: 220 Частота, Гц: 50 Максимальная потребляемая мощность, кВА: 7,7 Сварочный ток, А: 20 – 200
Диапазон рабочего напряжения, B: 150 – 240 Напряжение питания, В: 220 Частота, Гц: 50 Максимальная потребляемая мощность, кВА: 7,7 Сварочный ток, А: 20 – 200
Код товара: 5946
Диапазон рабочего напряжения, B: 150 – 240 Напряжение питания, В: 220 Частота, Гц: 50 Максимальная потребляемая мощность, кВА: 5 Сварочный ток, А: 20 – 160
Диапазон рабочего напряжения, B: 150 – 240 Напряжение питания, В: 220 Частота, Гц: 50 Максимальная потребляемая мощность, кВА: 5 Сварочный ток, А: 20 – 160
Код товара: 19353
Тип сварки: дуговая (электродом, MMA) Мощность, Вт: 5500 Рабочее напряжение, В: 140 — 260 Напряжение сети, В: 220 Максимальный потребляемый ток, А: 25
Тип сварки: дуговая (электродом, MMA) Мощность, Вт: 5500 Рабочее напряжение, В: 140 — 260 Напряжение сети, В: 220 Максимальный потребляемый ток, А: 25
Код товара: 19512
Тип сварки: дуговая (электродом, MMA) Мощность, Вт: 5500 Рабочее напряжение, В: 140 — 240 Напряжение сети, В: 220 Максимальный потребляемый ток, А: 32.5
Тип сварки: дуговая (электродом, MMA) Мощность, Вт: 5500 Рабочее напряжение, В: 140 — 240 Напряжение сети, В: 220 Максимальный потребляемый ток, А: 32.5



Код товара: 19352
Тип сварки: дуговая (электродом, MMA) Мощность, Вт: 4400 Рабочее напряжение, В: 140 — 260 Напряжение сети, В: 220 Максимальный потребляемый ток, А: 20
Тип сварки: дуговая (электродом, MMA) Мощность, Вт: 4400 Рабочее напряжение, В: 140 — 260 Напряжение сети, В: 220 Максимальный потребляемый ток, А: 20
Что представляет собой профильная труба
Профильная труба является прокатом квадратного или прямоугольного сечения со стенкой толщиной от 0,8 до 14 мм, ширина ее грани варьируется в границах от 10 до 140 мм, длина может достигать 14 м.
Обычным материалом ее изготовления является конструкционная сталь марок Ст2, Ст 4, Ст10, Ст45, на рынке встречается профиль из нержавейки.
Промышленность производит квадратный и прямоугольный профиль горячекатаный и холодной деформации, изделия могут быть цельнотянутыми (изготавливаются из горячедеформированных и холоднодеформированных труб круглого сечения методом формования) или иметь электросварной шов при изготовлении из листового проката.
Использование профильных труб в бытовом хозяйстве имеет следующие преимущества:
- Благодаря угловым ребрам жесткости трубы имеют высокую механическую прочность при низкой металлоемкости.
- Прямоугольная или квадратная форма облегчает транспортировку и хранение трубопроводов, при этом они занимают меньше места, чем круглый прокат.
- Прямоугольное сечение, в отличие от круглого проката, дает преимущество профильным трубам при использовании в качестве каркасов, на которые крепятся различные детали.
- Использование в качестве материала изготовления конструкционных сталей с низким содержанием углерода облегчает их сваривание любыми методами.
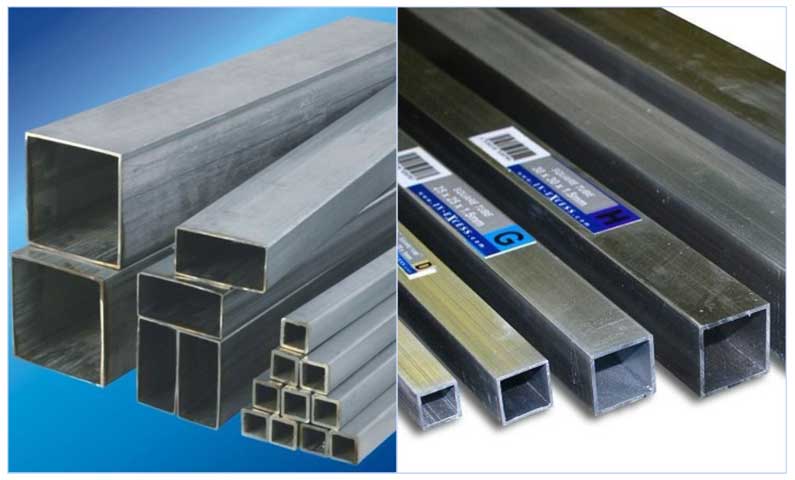
Рис.2 Внешний вид профильных изделий
- Еще одним преимуществом сталей с малым содержанием углерода является низкая твердость и высокая пластичность (по сравнению с высокоуглеродистыми и легированными сталями) — это позволяет резать, обрабатывать и деформировать материал ручным и электрическим инструментом с использованием бюджетных расходных материалов.
- В соответствии со стандартом (ГОСТ 8639-82) промышленность выпускает профильную трубу толщиной стенки 2 мм. с размером внешней грани от 20 до 60 мм. — это делает ее вес удобным для работы и самостоятельного монтажа объемных конструкций одним человеком.
- Сварка профильных труб является наиболее удобной из всех видов — они имеют одинаковое сечение и толщину по всей длине, гладкую и ровную поверхность.
Кузнечная сварка металла: технология
Технология кузнечной сварки металла заключается в соединении заготовок при помощи силового воздействия ударными инструментами. Она подходит для работы с низкоуглеродистыми стальными конструкциями. Предварительно заготовки следует очистить от загрязнений и окисляющих веществ. После этого металл подогревается таким образом, чтобы не допустить окисления. Оптимальны для топлива — древесный уголь, кокс. Нагревание стали производится до температуры 1350-1400 °С. Непосредственно перед ударной обработкой металл покрывается флюсом, чтобы исключить риск прожига.
Оборудование для кузнечной сварки:
- переносные и стационарные горны;
- наковальни;
- кузнечные клещи;
- большие и компактные молоты;
- емкости для охлаждения деталей.

Изображение №6: кузнечная сварка
Проблемы сварки тонкостенных изделий
Не рекомендуется проводить подобную работу при отсутствии требующихся навыков. Наиболее распространенными проблемами можно назвать:
- Формирование сильного наплыва. Сварочная ванная может расплываться и даже проваливаться. Поэтому подобному моменту уделяется много внимания.
- Прожиг тонкого материала происходит при сильном точечном нагреве. Как правило, подобная проблема возникает в случае выбора высокого показателя силы тока.
- Появление низкокачественного валика. Контролировать короткую дугу достаточно сложно, как и распространение расплавленного материала.
Если расстояние между изделием и стержнем большое, то это может привести к формированию длинной дуги. Она характеризуется более высокой температурой воздействия в зоне плавки.
В заключение отметим, что основные проблемы можно избежать при наборе опыта, использовании современного аппарата и более подходящего электрода. это связано с тем, что новые инверторы позволяют устанавливать оптимальные значения силы тока. Кроме этого, качественные электроды формируют стабильную дугу даже при низкой силе тока. Поэтому не стоит скупится на приобретении расходных материалов, так как в противном случае получить качественный шов будет достаточно сложно.
https://youtube.com/watch?v=j9UstFGYajQ
Инверторы
Данные типы сварочных аппаратов являются оборудованием, обеспечивающим надежное и качественное соединение металлов. Инверторы — достаточно востребованные агрегаты, как среди профессионалов, так и среди домашних мастеров благодаря небольшой массе, компактным размерам, высокому качеству сварки и доступной цене.

Отличительные особенности
Отличительной особенностью инверторов является то, что ток, начиная от входа в аппарат и заканчивая выходом из него, подвергается нескольким преобразованиям:
- переменный ток, поступающий из электросети или генератора, попадает на первичный выпрямитель, где он преобразуется в постоянный;
- далее, постоянный ток, проходя через инверторный блок, состоящий из группы транзисторов, становится снова переменным, но уже с повышенной частотой колебаний (десятки килогерц);
- высокочастотный ток попадает на понижающий трансформатор, где одновременно с понижением напряжения в разы возрастает сила тока;
- ток попадает на вторичный выпрямитель, установленный уже на выходе агрегата, где он преобразуется снова в постоянный, после чего направляется на электрод.
Аппараты оснащаются тепловой защитой, защитой от скачков сетевого напряжения, функцией “горячего старта” и защитой от прилипания электрода.
Сфера применения
Сварочные инверторы применяются как для электродуговой сварки (ММА) штучными электродами, так и для сварки методами TIG, MIG и MAG в составе полуавтоматических станций. Такая возможность появляется, если подсоединить к нему механизм протяжки проволоки (с блоком управления), который можно купить в Китае. Но чаще всего инверторы используются как переносные ММА-агрегаты на стройке, при проведении ремонтных и монтажных работ, для сварки проводов, а также в бытовой сфере для соединения металлов.
Плюсы и минусы
Инверторы являются универсальными в своем использовании агрегатами, применяемыми как для стыковой сварки, так и для соединения деталей внахлест, и имеют следующие положительные характеристики:
- повышенный КПД (до 95%);
- компактные размеры и небольшая масса (4-10 кг), позволяющие без труда транспортировать аппарат;
- высокое качество сварки благодаря большому количеству настроек;
- устойчивость электрической дуги;
- можно использовать в качестве сварочника для медных проводов;
- с данным оборудованием могут работать новички;
- с аппаратом можно использовать все типы электродов;
- ПН у инверторов достигает 80%.
Недостатки инверторов, тем не менее, довольно ощутимы.
- Высокая цена на агрегат.
- Дорогой ремонт. Ремонт вышедшего из строя блока IGBT обойдется в половину стоимости нового инвертора.
- Чувствительность к запыленности помещения. Пыль, оседая на радиаторы транзисторов, значительно уменьшает теплоотдачу, вследствие чего они перегреваются.
- При низких температурах на электронных платах образуется конденсат, из-за которого они могут перегореть.
Основы ручной сварки
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.
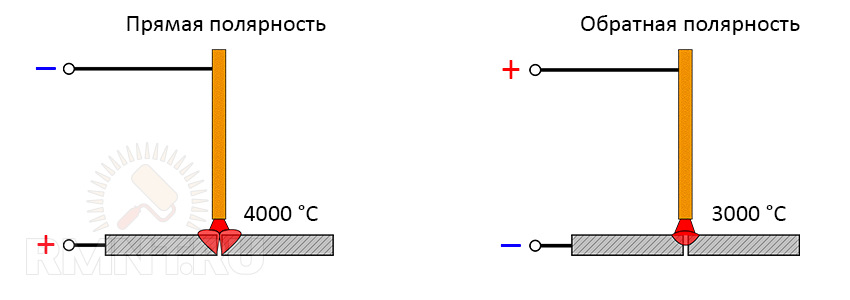
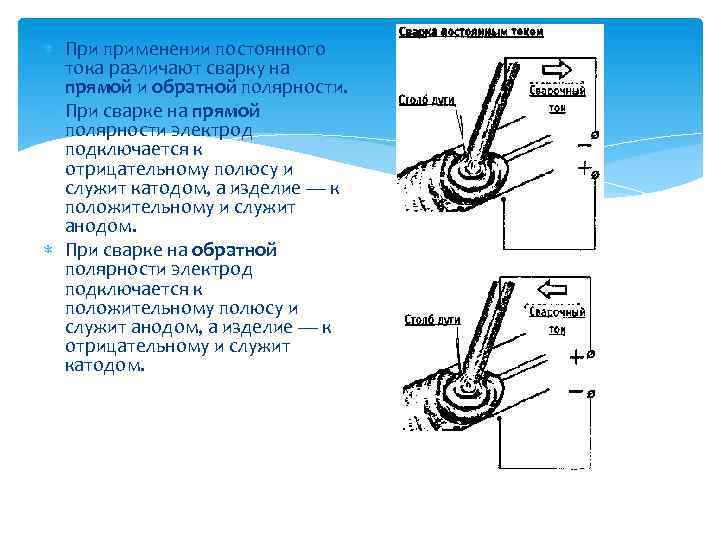
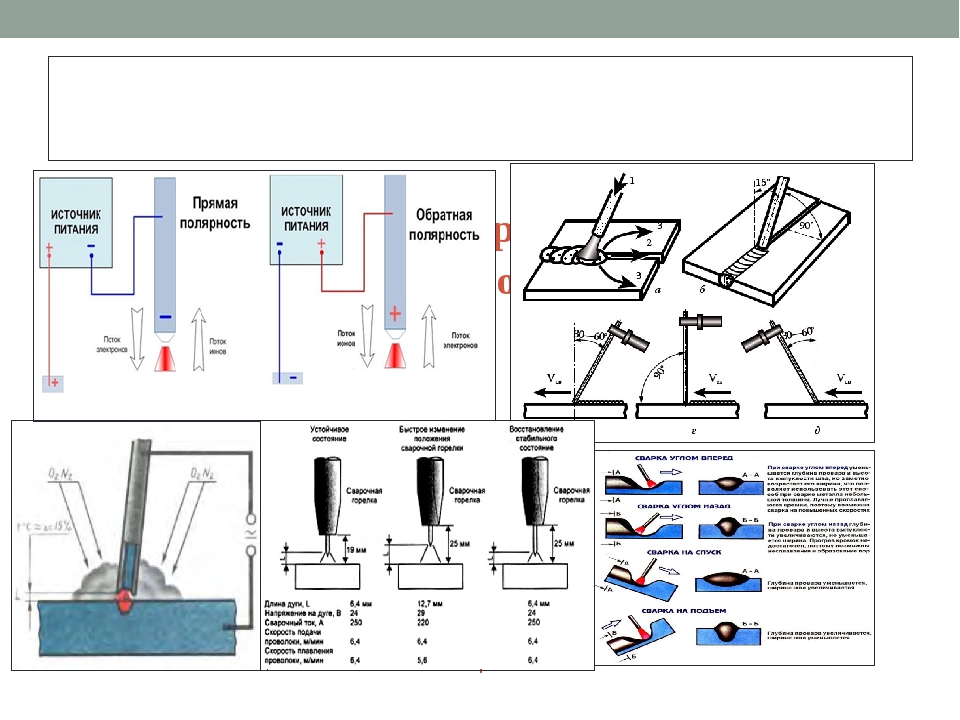
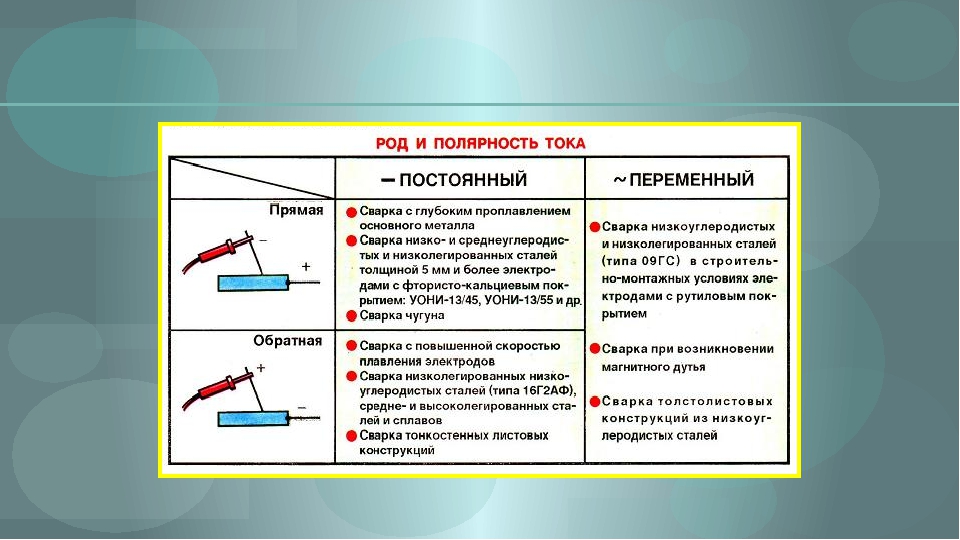
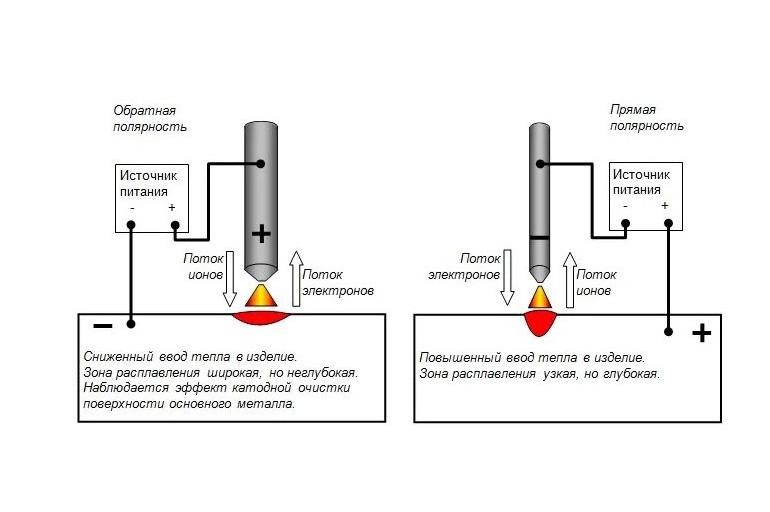
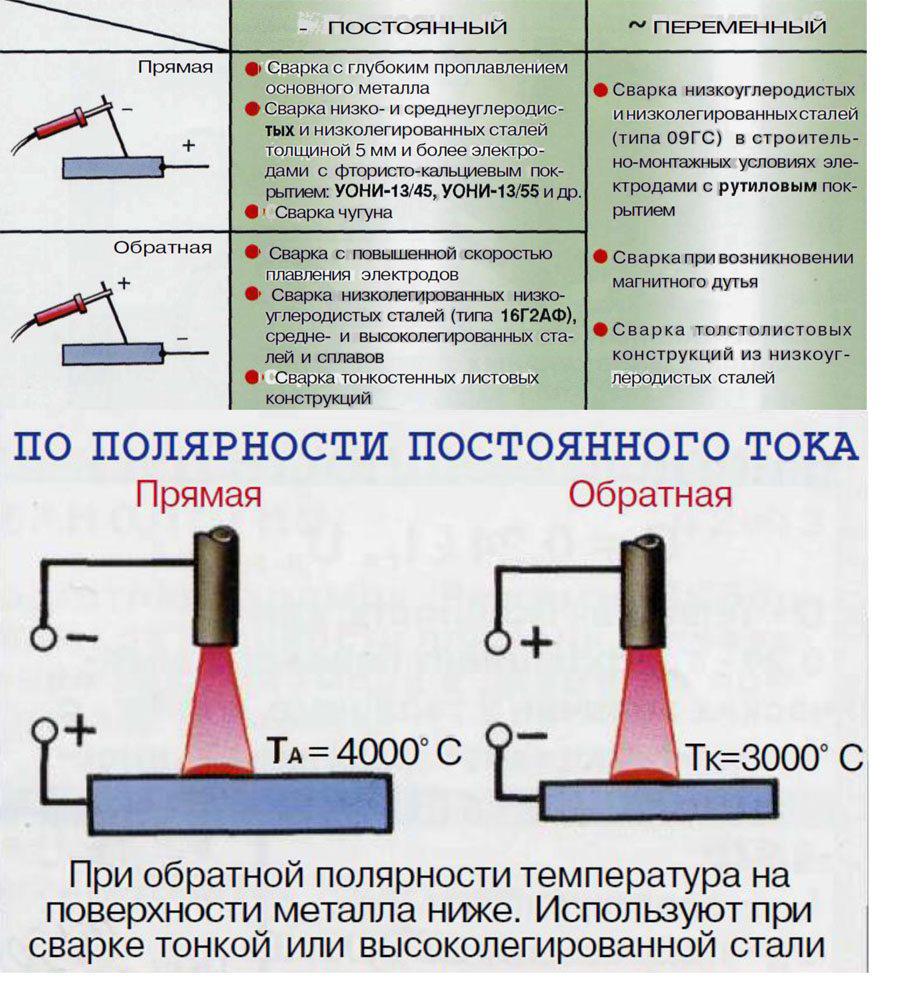
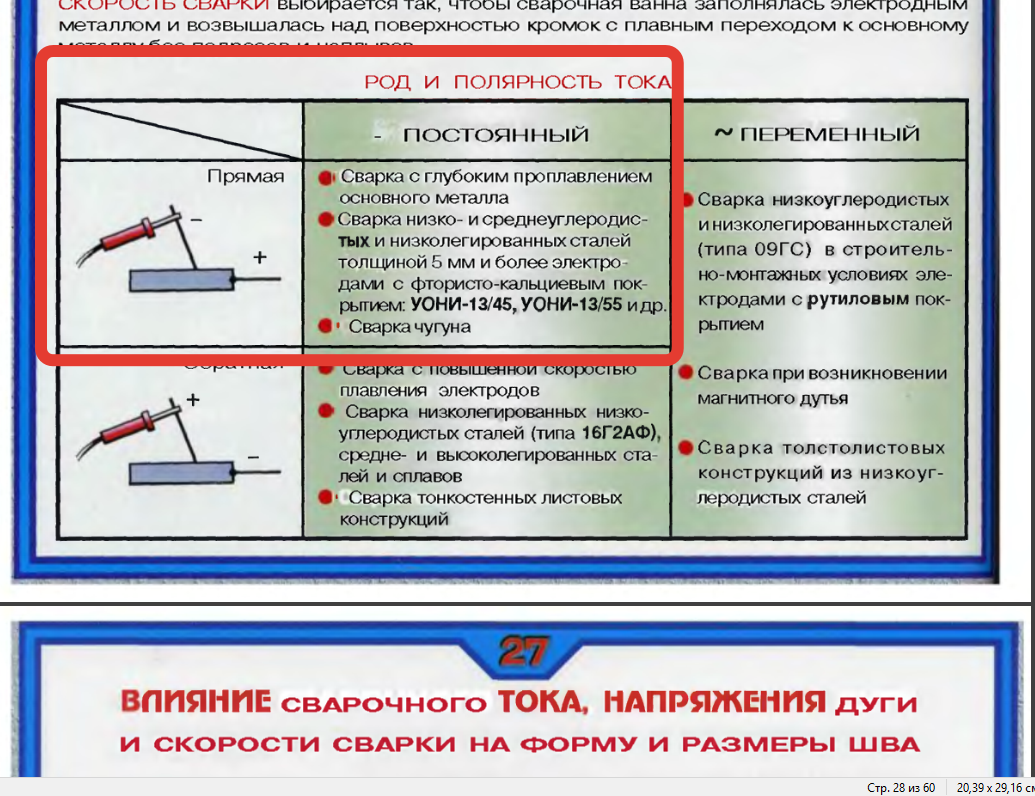
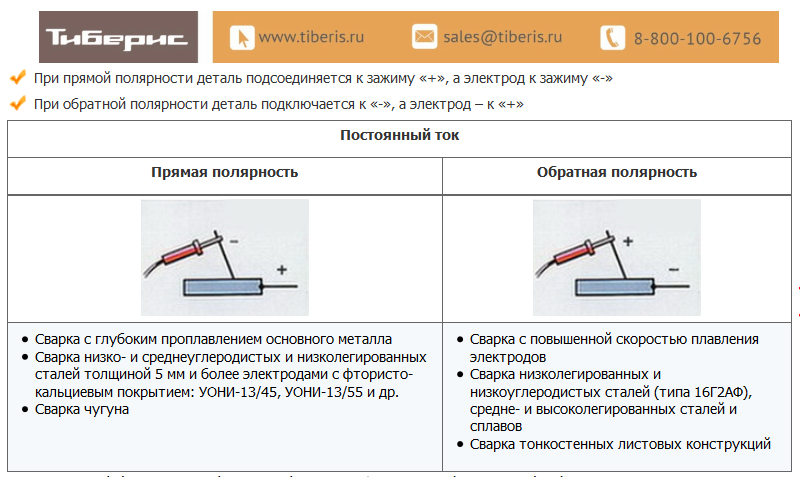
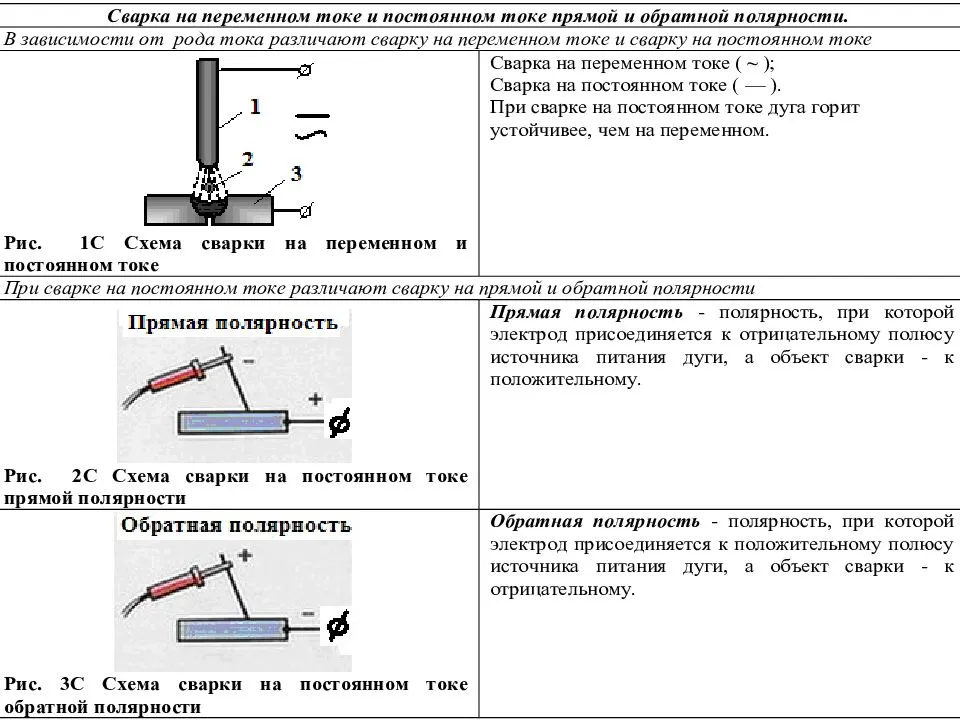
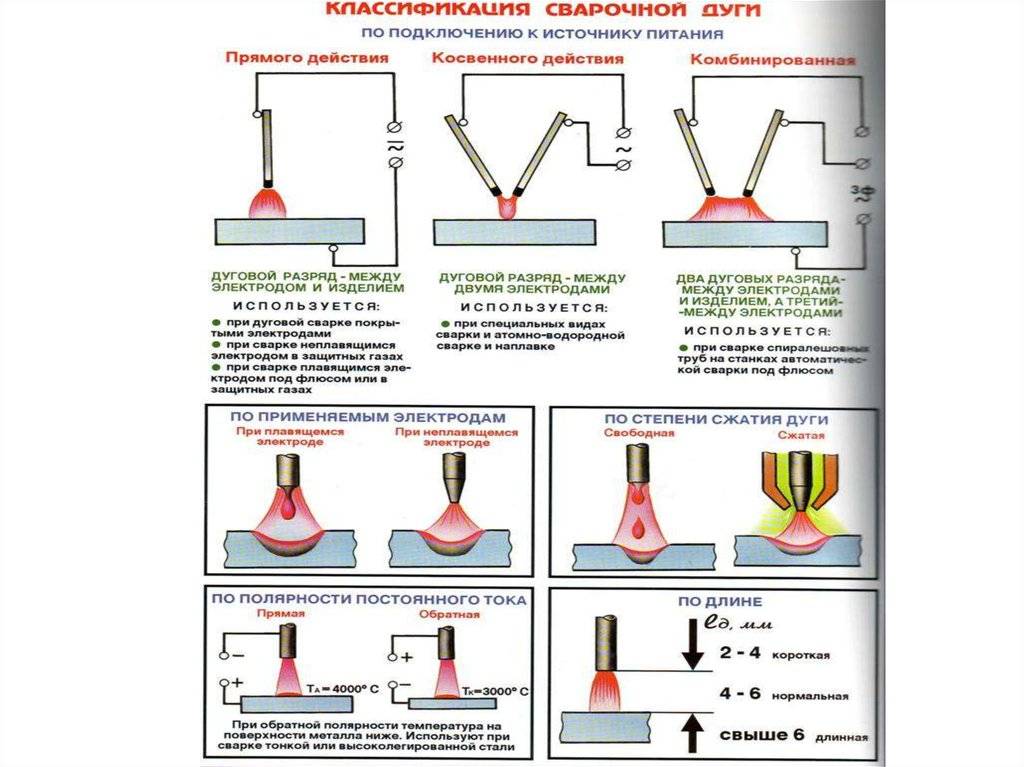
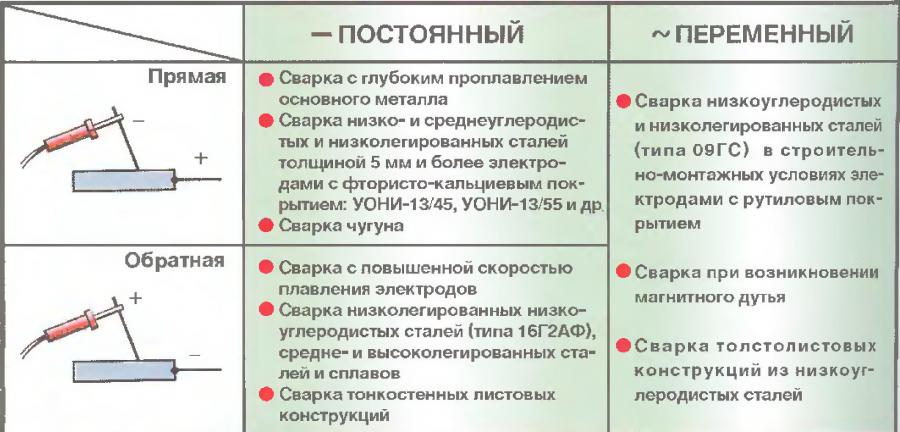
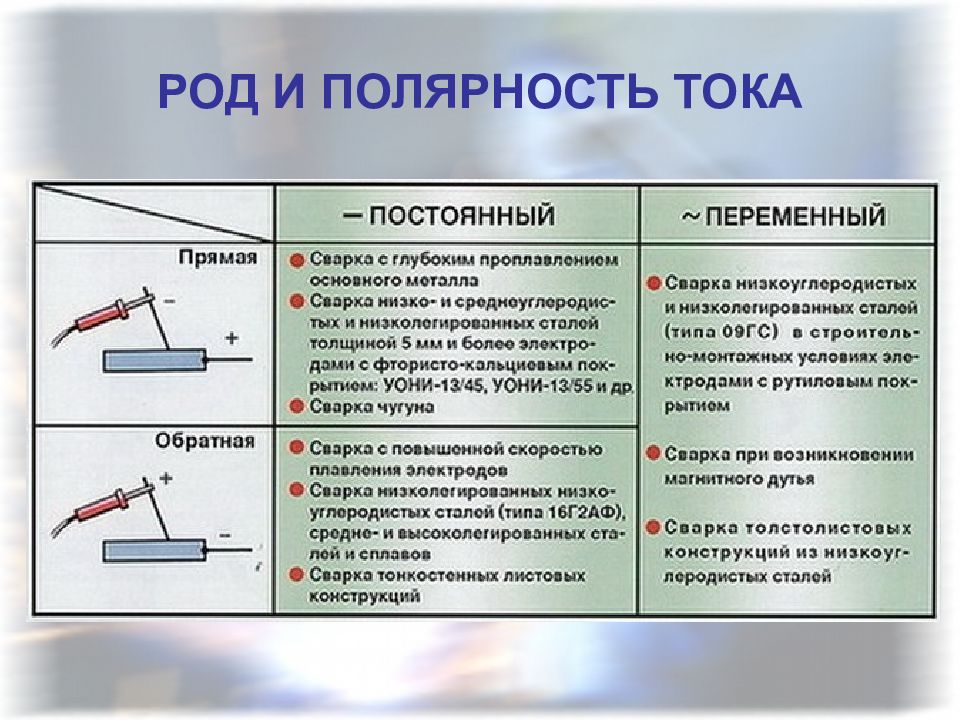
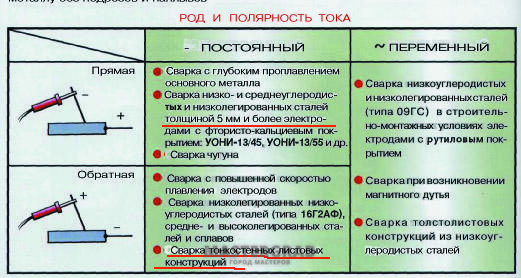
В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
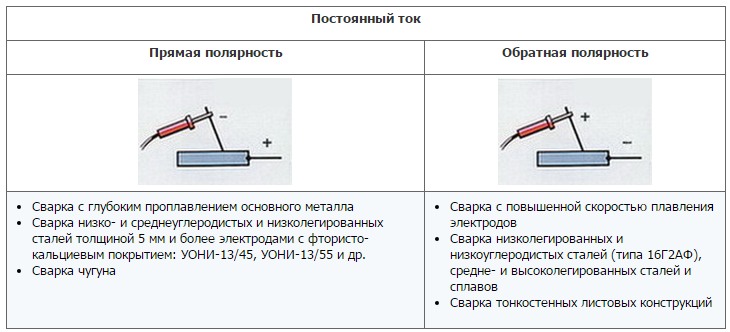
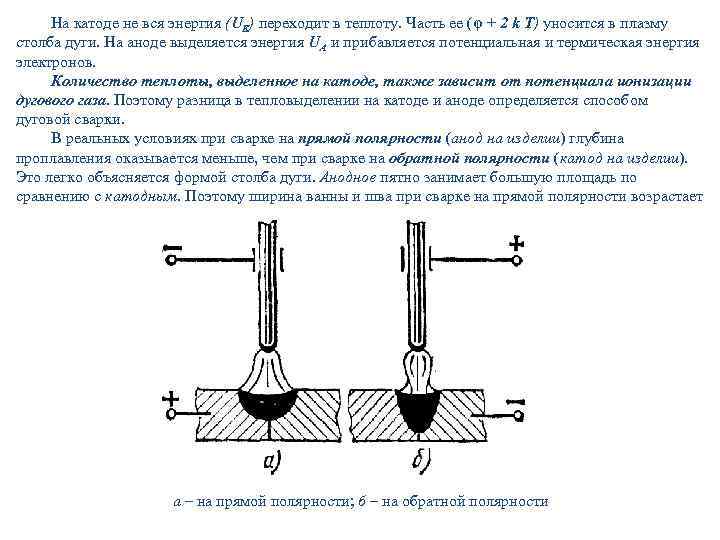
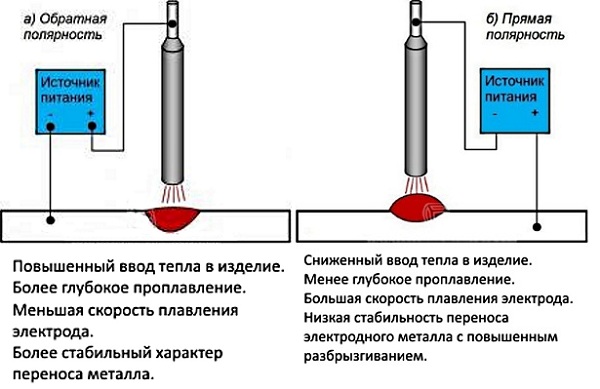
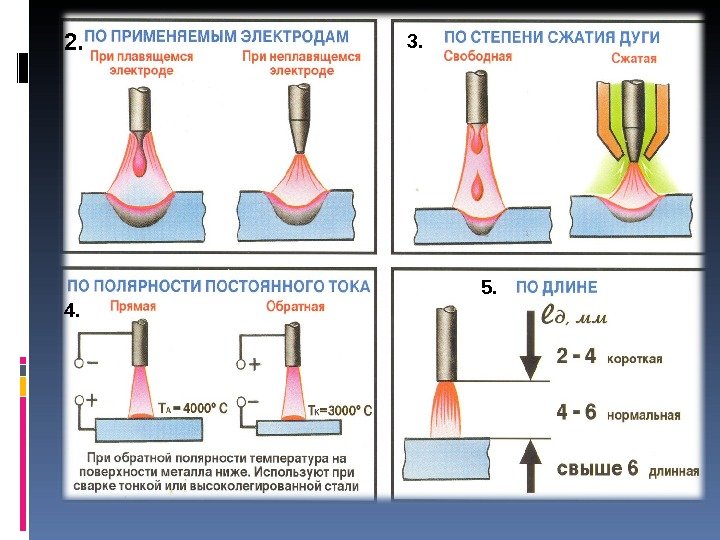
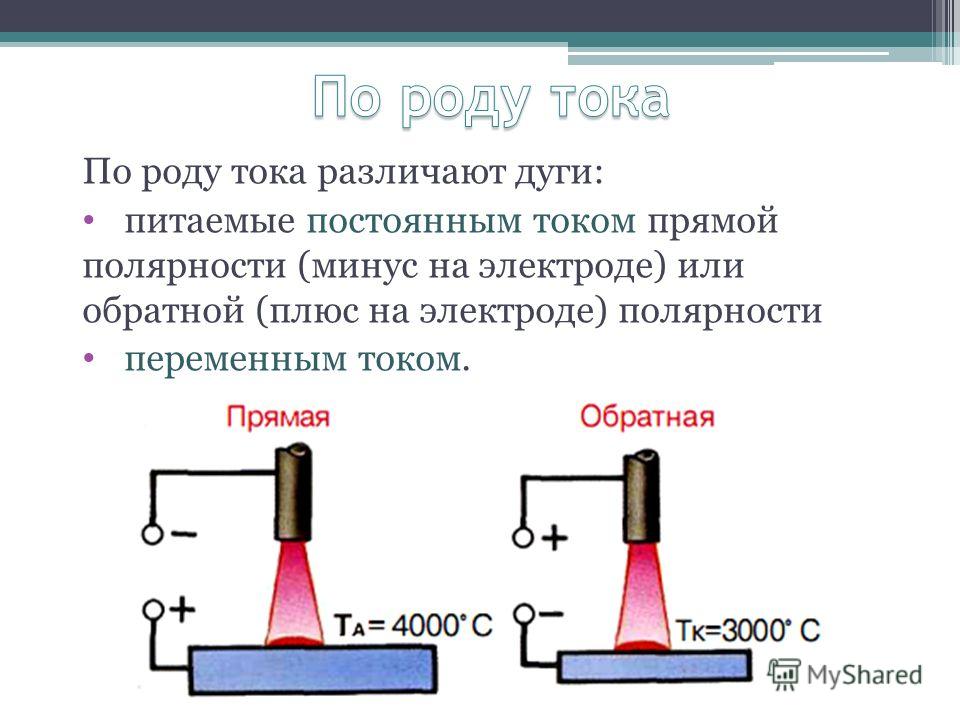
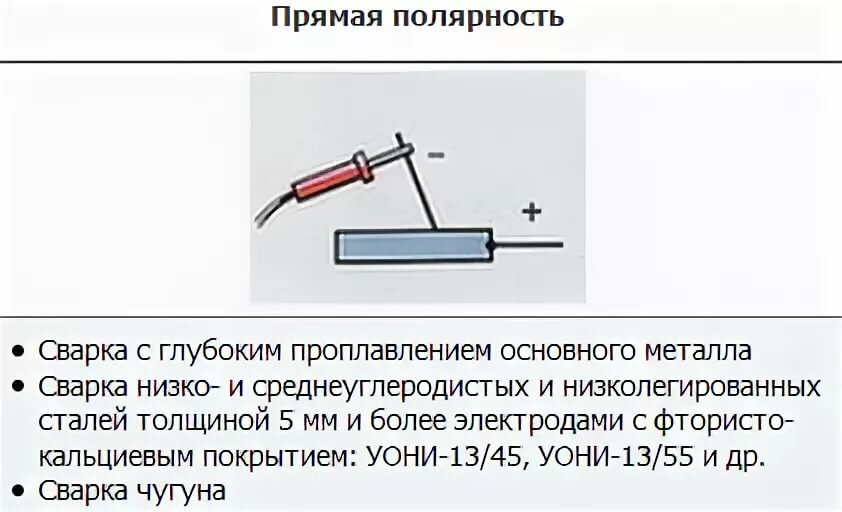
- При сварке прямой полярностью на массовом зажиме аппарата положительный потенциал, на держаке – отрицательный. Так как при горении дуги за счет эффекта «бомбардировки» электронами в ионизированном газе положительный электрод (анод) нагревается сильнее отрицательного (катода), при сварке прямой полярностью детали нагреваются сильнее, а сам электрод расходуется медленнее. Прямая полярность используется для получения глубокого провара массивных деталей и резки металла.
- При сварке обратной полярностью сильнее нагревается электрод. Обратная полярность используется при сварке тонкого металла во избежание прожогов. Одновременно с этим более быстрая наплавка металла вынуждает вести шов быстрее, что также способствует меньшему нагреву деталей. Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки.
Читать также: Габариты газового баллона 50 литров
Оборудование.
Для всех из приведенных способов в настоящее время, сварочным аппаратом является инвертор. Электронное устройство с трансформатором и транзисторным блоком выпрямления. Иногда можно встретить выпрямители, но они уходят в прошлое, оставаясь лишь на крупных производствах.
Для ручной дуговой кроме аппарата, держака с комплектом кабелей ничего больше не требуется. Все это, как правило, идет вместе в одном комплекте с аппаратом.
Для выполнения полуавтоматического процесса необходим баллон с защитным газом и редуктор, комплект шлангов. В холодное время года, также необходим подогреватель газа.
Помимо сварочных кабелей, массы, также нежна сварочная горелка.
Для процесса в аргоне неплавящимся электродом требуется так же, как в случае с полуавтоматом газовый баллон, шланг, редуктор, оборудованный ротаметром для контроля количества подаваемого газа. Также используется горелка, но она имеет совершенно другую конструкцию чем горелка полуавтомата. Горелка оснащается неплавящимся электродом. Его устанавливают в цангу фиксируя наконечником.
Чем варить тонкий металл. Способы сварки.
Рассмотрим способы сварки, подходящие для деталей из тонкого металла. Самые распространенные способы:
- Ручная дуговая (РДС)
- Неплавящимся электродом из вольфрама (РАД) в аргоне или смеси газов.
- Полуавтоматом в углекислом газе.
Ручная дуговая сварка (РДС)
Очень популярна из-за недорого оборудования и простоты применения. Варить тонкий металл ей сложнее чем другими двумя способами. Основной плюс при ее использовании, вам не нужен баллон с газом, а аппарат есть у многих. Для ручной дуговой (РД) — это не проблема
Аргонодуговая сварка (РАД, tig или wig).
Её применяют для изделий из тонкой нержавейки, алюминия а также сталей. Данный метод обеспечивается очень высокая степень защиты инертным газом. Газ, который применяют, аргон в чистом виде или смешанный с другими газами в различных соотношениях. Для высококачественной сварки тонких изделий в аргоне лучше всего подойдет. Но цена газа с присадочной проволоки высока, а оборудование тяжелое и габаритное (газовый баллон). Подробнее об данном способе читайте здесь.
Полуавтоматическая сварка(МП, МИГ, МАП)
Часто применяют в автосервисах, как раз для ремонта кузова автомобиля. Там толщины от 1,2 до 2 мм. Способ очень производительный и не сложный в применении. Для него так же, как и для предыдущего способа необходимо применять защитный газ. Чаще всего используют СО2. Иногда для полуавтомата применяют порошковую проволоку. Тогда процесс идет без газа. Порошковая проволока дорогостоящая вещь которую найти бывает сложно. Ее нечасто применяют, поэтому на ней останавливаться подробно не будем. Подробнее об данном способе читайте здесь.
Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.
Способы сварки профильных труб.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.




Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва
Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие. Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Важно! Электроды бывают двух видов: плавящиеся и неплавящиеся. Последние используются при сварке металлопроката исключительно в тандеме со специальными присадками из сплавов олова, латуни и других металлов высокой мягкости с примесями фосфатов
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
- электродуговая;
- газовая.
Расскажем об этом более подробно далее.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления. При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
ВАЖНО ЗНАТЬ: Советы по сварке нержавейки полуавтоматом в среде углекислого газа
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
Видео:
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка — листовая конструкция
При изготовлении резервуаров, элементов судового корпуса и ряда других конструкций часто возникает необходимость сборки и сварки плоскостных листовых конструкций , весьма разнообразных по своим толщинам и габаритам, которые будем условно называть полотнищами. Сборка, а главное сварка таких полотнищ требует хорошо проработанного технологического процесса с определением последовательности выполнения сварки.
В соответствующей нормали регламентируются подготовка сварного шва и технология различных способов сварки, а также рекомендуются электроды, сварочная проволока, составы флюсов для сварки листовых конструкций из сталей ( в том числе двухслойной), алюминия, меди, никеля и титана.
Для сварки листовых конструкций применяются различные стенды, обеспечивающие правильное взаиморасположение собираемых листов с соблюдением необходимых технологических.
В настоящее время газовая сварка находит применение в основном при изготовлении воздуховодов, фильтров, кожухов и других вентиляционных устройств, а также небольших аппаратов и емкостей из стали толщиной 0 5 — 2 мм. При сварке листовых конструкций толщиной до 2 мм лучшим видом подготовки кромок является от-бортовка.
Подготовка кромок под сварку выполняется так же, как и для сварки сталей. При сварке тонких листовых конструкций ( до 2 мм) для уменьшения деформаций и напряжений параллельно швам на расстоянии от швов, равном 25 — 30 толщинам, в заготовках делаются зиговки радиусом 4 — 5 толщин ( фиг.
![Сварка тонкого металла инвертором и электродом [технология]](https://takorest.ru/wp-content/uploads/c/b/c/cbce05301b3ba6587f1b73b4a2e8c252.jpeg)


Вид сварки выбирают, исходя из размера и формы соединяемых заготовок; расположения швов в сварном соединении; физико-химических свойств, соединяемых материалов; возможности механизации и автоматизации процесса сварки. Так, например, для сварки листовых конструкций из всех марок сталей и некоторых цветных сплавов широко применяют дуговую и электрошлаковую сварку. Для получения стыковых соединений заготовок компактных, полых и развитых сечений из сталей и цветных металлов применяют контактную стыковую сварку.
Стенды оборудуют приспособлениями, облегчающими труд и повышающими безопасность работы. Так, например, стенды для сборки и сварки листовых конструкций снабжают рольгангами, облегчающими перемещение листов в процессе сборки. На рис. 62 представлен стенд для сварки цилиндрических аппаратов, в нижней части которого установлены приводные ролики, позволяющие легко повертывать свариваемый аппарат.
Оборудование и техника безопасности
Можно осуществлять не только сварку, но и резку металла сварочным инвертором. При проведении работ сварочным оборудованием, требуется учитывать правила техники безопасности:
- Оборудование требуется проверить на наличие дефектов и поломок.
- Сварочный процесс является вредным для здоровья. Чтобы защитить глаза, требуется использовать специальную маску сварщика. Она комплектуется светофильтрами, которые защищают зрение.
- Помимо маски сварщику нужны защитные перчатки, спецодежда, обувь.
Место, в котором работает сварщик, должно оборудоваться специальной шторкой, которая защищает зрение посторонних людей.
https://youtube.com/watch?v=JYrmpMqKKzA
При использовании инвертора требуется учитывать конструкцию оборудования, знать способы ведения электрода, правильно выбирать угол и скорость ведения рабочей части. Нельзя забывать про технику безопасности и подготовку рабочего места.
Сварочные работы по автокузову своими руками
Проводить сварку кузова своими силами достаточно сложно. Это требует навыков работы со сварочной аппаратурой и умения достаточно точно определять места, нуждающиеся в коррекции. Нужно внимательно осмотреть кузов и сделать анализ железа, подверженного коррозии. Таким образом, кузовной ремонт можно разделить на локальный и полный.
Если автолюбитель знаком с принципами сварочного дела, то провести полный ремонт ему не составит особого труда. А вот начинающим сварщикам лучше начать с локального устранения проблем.
Если кузов гниет в незаметном для окружающих месте, например, на днище, то можно в качестве заплатки использовать любой материал. Главное, чтобы он подходил по качеству и толщине. Если же место коррозии располагается на внешней стороне, лучше всего использовать тот вид железа, из которого изготовлена кузовная часть машины
При этом важно, чтобы шов был незаметным
Если от коррозии пострадал небольшой участок, можно обойтись и без сварки. Достаточно применить особые смеси. В их составе – эпоксидная смола и стеклоткань. Эффект такого ремонта будет не хуже, чем при сварке, а эстетически подобная заплатка выглядит лучше. Чтобы повысить надежность, нужно будет проклеить сварочные стыки изнутри трещины.
Для защиты кузова от воздействия коррозии следует постоянно следить за его состоянием. Чтобы гниение не стало настоящей проблемой, нужно после каждого мытья автомобиля насухо вытирать труднодоступные места. А после езды по лужам и снегу удалять налипшую грязь. Если все это выполнять регулярно, авто прослужит достаточно долго.
Особенности деталей
Особый подход к работе с тонкими деталями объясняется тем, что любое непроизвольное или неосторожное движение электродом может привести к прожиганию металла в месте сварки и получению нежелательного отверстия. Но и излишняя осторожность при этом также не приветствуется, поскольку при медленном сваривании не исключена вероятность повреждения заготовки
Данное утверждение справедливо для всего спектра приёмов, используемых при работе электросваркой, включая сплавление тонколистовых материалов посредством импульсного инвертора, полуавтоматом или же обычным (непокрытым) электродом.
Рассмотрим каждый их перечисленных методов сварки листового металла более подробно.