
Электроды по нержавейке – в чем особенности
Осуществление сварки деталей из нержавеющей стали является достаточно сложным процессом. Выполнение работ требует от исполнителя наличия соответствующих опыта, знаний и навыков. Для предупреждения наполнения сварочной ванны азотом следует придерживаться минимальной длины дуги. Кроме этого, коррозионностойкие стали обладают плохой свариваемостью, которая в значительной степени затрудняет соединение. Причины этого кроются в следующем:
- теплопроводимость нержавейки в два раза меньше, чем у обычных углеродистых стальных сплавов. Это приводит к перегреву изделий, поэтому проводить данный технологический процесс необходимо на меньшем сварочном напряжении.
- при сваривании массивных элементов, между ними нужно оставлять достаточно широкий зазор. Невыполнение этого требования может привести к образованию микротрещин, снижающих качество и надежность шва.
- в рабочей зоне присутствует сильное электрическое сопротивление, которое приводит к нагреву стержня электрода.
Именно поэтому, а также из-за вышеперечисленных особенностей сварки, необходимо использовать специальные сварочные электроды по нержавейке. Неверный выбор сварочных материалов может привести к межкристаллитной коррозии – опасному виду разрушения. Такое явление является причиной значительного снижения надежности сварного шва.
Как приварить нержавейку к черному металлу: способы и порядок действий
Существуют три способа, чем приварить нержавейку к черному металлу:
- Единичными электродами с никелевым покрытием в системе мма.
- Электродами из вольфрама. В этом случае необходима регулярная подточка наконечника стержня.
- В аргоновой среде, где газ выполняет защитную функцию. Применение газа делает соединение более надежным, помогает избежать окисления, и, как следствие, хрупкости шва. Однако данный метод подразумевает использование специализированного сварочного аппарата, способного выполнять операции в подобном режиме.
Вне зависимости от типа проводящихся сварочных работ для получения наилучшего результата стержень располагается строго перпендикулярно относительно поверхности и все движения производятся максимально плавно.
Перед сваркой нержавейки с черным металлом необходимо сделать следующее:
- Приготовить расходные материалы, произведенные на основе из никеля;
- Электроды должны быть прокалены. Самая подходящая температура должна быть в диапазоне от 200 до 205 градусов в течение 60 минут;
- Постоянный ток должен быть подключен;
- Поверхность нержавеющей стали и черного металла должна быть очищена от пыли, пятен, грязи, ржавчины.
Как варить электродом
Для соединения заготовок из нержавеющей стали и черного металла в бытовых условиях используют инверторы. Аппараты питают от сети 220 В, компактные размеры позволяют легко перемещать их. Процесс сварки ведут так:
- Очищают обрабатываемые поверхности от ржавчины, жира, пыли. Зачищают металл до блеска.
- Кромки толстых заготовок разделывают болгаркой или напильником. Это обеспечивает высокую степень проплавления, заполнение сварочной ванны.
- Тонкостенные детали сопоставляют, приваривают их в нескольких местах. Изделия толщиной более 5 мм прогревают до 150 °С. В бытовых условиях для этого используют паяльную лампу.
- Возбуждают электрическую дугу. Для этого подводят электрод к поверхности, несколько раз касаются ее. Сварку ведут с короткой дугой.
- Завершают сварку, формируя замок, исключающий появление трещин и прожогов.
- Дожидаются естественного остывания шва. Принудительные методы применять нельзя.
- Очищают соединение от шлака, используя молоток. Полируют и шлифуют шов.
Рекомендуем к прочтению Как варить нержавейку полуавтоматом
Полуавтоматический автомат
При использовании такой технологии соединяемые элементы требуют подготовки. Перед сваркой выполняют следующие действия:
- примыкающие к будущему шву участки зачищают железной щеткой до металлического блеска;
- с кромок толстых заготовок снимают фаски;
- обезжиривают поверхности ацетоном, спиртом или бензином;
- просушивают кромки, прогревая их горелкой;
- для устранения внутреннего напряжения детали нагревают до 200 °С.
Для ведения сварки в домашних условиях достаточно полуавтоматического аппарата мощностью до 10 кВт. Такие приборы предназначены для соединения заготовок толщиной до 3 мм. При настройке агрегата выставляют напряжение в 19-25 В. Рекомендованная скорость подачи расходного материала – 300-400 м/ч. Силу тока подбирают в зависимости от толщины металла. Увеличением или уменьшением этого параметра регулируют степень провара, длину электрической дуги, форму шва.
При работе соблюдают следующие правила:
- Процесс ведут с током обратной полярности.
- Горелку устанавливают под наклоном, обеспечивающим нужную глубину проплавления и ширину сварочной ванны. Проволока должна выступать не более, чем на 12 мм.
- Расход газа должен составлять 6-12 м³/час. Для устранения лишней влаги вещество пропускают через осушитель.
- Электрод перед применением прокаливают при +200 °С.
- Для защиты прилегающих участков от брызг расплава их обрабатывают водным раствором мела.
- Сварку начинают, отступая 5 мм от кромок деталей. Это препятствует появлению холодных трещин.
- Электрод ведут вдоль соединения плавно. Совершение поперечных движений недопустимо. Расплав не должен покидать пределы защитной среды.
В газовой среде
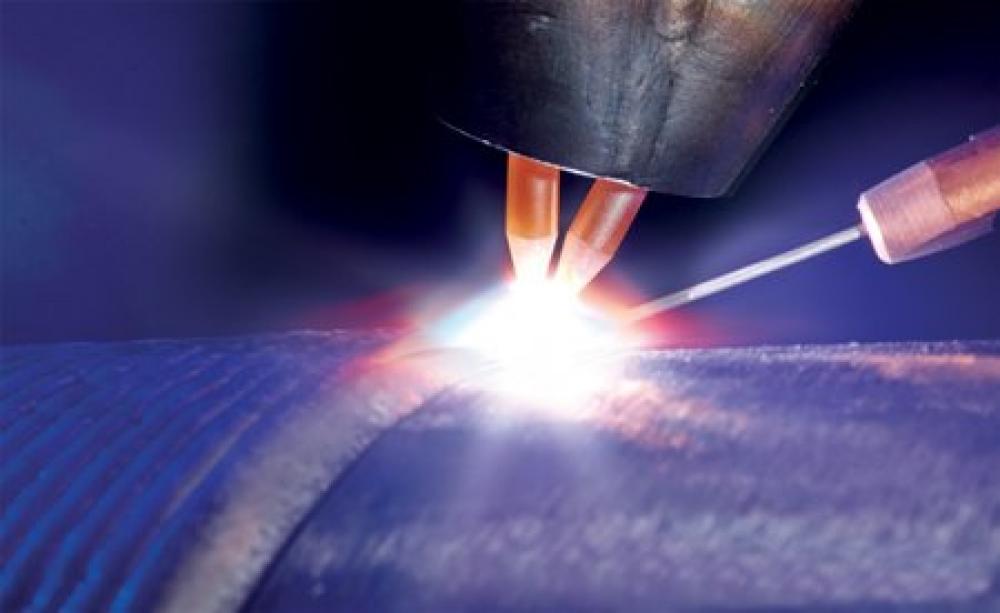
Процесс ведется с использованием неплавких электродов из вольфрама. Из-за высокой стоимости работ метод редко применяется в домашних мастерских. Однако он помогает получить наиболее качественное, в сравнении с другими технологиями, сварное соединение. Аргонный метод применяют для устранения повреждений в газо- и водопроводах. Сварка черного металла с нержавейкой ведется с постоянным током.
Газ начинают подавать за 5-10 секунд до появления электрической дуги. Попадание воздуха в сварочную ванну приводит к окислению, ухудшению антикоррозионных свойств стали. При работе недопустимы зигзагообразные движения электрода. Они способны нарушать газовое пространство.
Особенности процесса своими руками
Процесс проведения сварки с нержавеющей сталью в домашних условиях следует осуществлять с учетом всех рекомендаций:
- В процессе соединения следует использовать ток обратной полярности. При проведении сварочного процесса необходимо следить за швом, чтобы он не проплавился. При недостатке опыта допустима минимальная проплавка.
- При создании оптимальной среды для усадки в сварном стыке оставляют небольшой зазор.
- Осуществляя сварку в домашних условиях простым электродом, необходимо подобрать его нужный размер соответственно ширине металла. Для тонкого металла выбирают электроды с малым диаметром. В противном случае нарушится герметичность шва, что приведет к появлению микротрещин и пор.
- Выбор величины сварочного тока осуществляется с помощью специальных таблиц с нормированием значений и учетом толщины металла.
- С целью сохранения антикоррозийных свойств шва его остужают после завершения работ.
- Для охлаждения шва можно использовать медные прокладки.
Нежелательно проводить механическую зачистку сварочного шва после осуществления процесса. В этом случае удалится верхний слой материала, который обеспечивает защиту от коррозии. Для восстановления окисленного слоя понадобится около 6 часов. В это время необходимо исключить контакт с органическими веществами в зоне зачистки. В качестве дополнительного средства можно использовать консервант из пассивирующих присадок и синтетических масел.
https://youtube.com/watch?v=6zZS5FoNzPs
Выбор электродов
 При наличии значительного опыта в области сварочных работ у специалистов не возникает вопроса, как варить нержавейку электродом с черным металлом. Иногда возникает потребность в соединении деталей черного металла и нержавеющей стали.
При наличии значительного опыта в области сварочных работ у специалистов не возникает вопроса, как варить нержавейку электродом с черным металлом. Иногда возникает потребность в соединении деталей черного металла и нержавеющей стали.
Если правильно выбрать электроды для этих различных материалов, то можно получить качественное соединение даже в бытовых условиях. Для работ можно взять электроды с покрытием или вольфрамовые. Самыми популярными марками являются расходные материалы АНЖР-1 и АНЖР-2, ЦТ-28.
Вольфрамовые электроды стоят несколько дороже обычных и требуют наличия специального оборудования. К тому же для качественного выполнения процесса требуется следить за перпендикулярным расположением стержня, относительно свариваемой поверхности.
Работа с тонкостенной нержавейкой
Без минимального опыта очень сложно работать с такими материалами. Помимо правильного подбора электродов, следует выбрать нужное напряжение. Для работы с трехмиллиметровым металлом следует выбирать диаметр расходника не более 4 мм. Напряжение на аппарате не должно превышать 80 ампер. Для работы предпочтительно выбрать электроды марки ЦЛ-11 или ОК 63.20.
Методы сварки нержавеющей стали
При осуществлении процесса по сварке нержавейки в домашних условиях или на производстве, обычно используют три приема:
- Сварка обычными электродами. В этом случае плавящийся при осуществлении работы электрод является основным материалом для соединения деталей и создания самого шва. При осуществлении дела сварщик использует сварочный аппарат инверторного типа.
- Сварка вольфрамовыми электродами аргоновая. Суть процесса сводится к плавлению металла на заготовленной металлической детали неплавящимся электродом. В этом случае материалом для создания шва служит сам металл. Аргон в этом случае выполняет защитную функцию сварочной ванны. Аргоновая сварка может также выполняться с применением присадочной проволоки без покрытия.
- Электросварка плавящимся электродом с использованием полуавтомата. Процесс производится в газовой среде с применением аргона с углекислотой или одной углекислоты.
Критерии выбора электродов
Чтобы правильно соединить заготовки нержавейки, необходимо выбрать подходящие электроды. Они должны предназначаться для процесса с таким материалом и подбираться с учетом его толщины. Чтобы не запутаться в широком ассортименте представленных товаров, можно прибегнуть к опыту профессиональных сварщиков.
Многие мастера своего дела применяют для сварочного процесса с нержавейкой электроды шведской фирмы ESAB марки ОК 67.60. Они применяются для соединения коррозиестойких сталей. Электроды имеют рутилово-кислое покрытие и обеспечивают легкий повторный поджиг, отлично держат дугу, что позволяет получить чистый и ровный шов. Образующийся в процессе производства шлак легко отделяется от металла.
Для сваривания нержавейки электроды должны отвечать следующим требованиям:
- Обладать небольшим температурным расширением.
- Отличаться высокой упругостью.
- Иметь высокую степень износоустойчивости и теплопроводности.
- Иметь большое сопротивление термической ползучести.
Электроды с базисным покрытием выпускаются отечественной промышленностью. Они не всегда подойдут новичку, в отличие от предыдущей марки электродов, но будут стоить дешевле импортных, чем и объясняется их востребованность на производстве. Для работы со сталью чаще всего используют электроды марки ОЗЛ-8 и ЦЛ-11.
Эти материалы способны обеспечить шву неплохие антикоррозийные свойства, но предрасположены к частому залипанию и созданию нестабильной дуги. Для проваривания большого количества швов рекомендуется приобретать электроды НЖ-13. Они обеспечивают надежное соединение и образуют тонкий слой шлака, который после остывания отпадает самостоятельно.








Нержавеющая сталь
По своей сути, нержавейка является сталью, усовершенствованной путем добавления примесей, делающих образование коррозии невозможным. Перечень таких добавок достаточно широк: медь, никель, хром, марганец, титан, сера, молибден, кремний и некоторые другие. В связи с объединением, сталь значительно меняет свои изначальные свойства и внешний вид.
Преимущества нержавейки очевидны:
- Высокая прочность;
- Хорошая устойчивость к высоким температурам;
- Высокая устойчивость к коррозии и воздействиям окружающей среды;
- Эстетически привлекательный внешний вид.
Виды нержавейки
- Аустенитные стали. Они содержат не менее 20% хрома и 4,5% никеля.
- Дуплексные стали. В них содержание хрома достигает 25%, 1,5%никеля и незначительной примеси азота.
- Ферритные стали. В их составе допускается до 29% хрома.
- Мартенситные стали. В них содержание хрома незначительное, не более 13%, а никеля максимум 4%.
- Сочетанные стали. Такие сплавы содержат минимальное количество хрома и никеля, но кроме них включают в себя широкий спектр прочих примесей-усилителей.
В данном случае хром является усиливающим компонентом, благодаря которому в значительной степени возрастают: прочность, устойчивость к коррозии. Упрощается холодная деформация и улучшаются сварочные возможности, внешний вид и устойчивость к изнашиванию.
Маркировка нержавеющей стали:
- Число указывающее на процентное содержание углерода;
- Буквенные обозначения, дающие представление о том, какая именно примесь содержится в данном сплаве:Х-хром, Н-никель и т.д. После них идут цифровые обозначения процентного содержания примеси.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
Маркировка и типы электродов
Наиболее распространённые электроды по свариванию нержавейки имеют следующие маркировки:
- ЦЛ-11;
- ОЗЛ-6;
- НЖ-13.
Остальные марки электродов для сварки деталей из нержавейки менее популярны по причине узости применения, высокой стоимости или технических параметров.

Маркированные электроды для сварки нержавейки
ЦЛ-11
ЦЛ-11 – электроды для сварки хромоникелевой нержавейки при +450С. Преимущества сварных швов:
- несклонность к кристаллизационным коррозионным процессам;
- однородность наплавляемого слоя;
- в процессе сваривания не образуются брызги расплавленного металла.
ОЗЛ-6
ОЗЛ-6 – электроды, применяемые для сварки нержавеющей стали, которую предполагается эксплуатировать в условиях повышенных температур до +1000С. Преимущества идентичны ЦЛ-11.









НЖ-13
НЖ-13 – марка электродов по свариванию нержавейки, применяемой в пищевой промышленности, сплавов на основе никеля, хрома, молибдена. Используются для формирования швов, которые предполагается эксплуатировать при температуре окружающей среды до +350С.
Другие марки
Существуют также и другие маркировки электродов по нержавейке, которые также позволяют получать надёжные швы:
- ЗИО-8 используются для соединения жаростойких нержавеющих сталей. Выпускаются со стандартной по составу обмазкой, позволяющей проводить работы на постоянном или переменном токе.
- НИИ-48Г имеют универсальное применение, можно сваривать стали низколегированного класса. Расположение относительно поверхности допускается любое удобное.
- ОЛЗ-17У применяют для сталей, которые предполагается эксплуатировать в химически активных средах.
- ЭА для сваривания конструкционных элементов из стальных сплавов высоколегированных марок. Рекомендуется применять при короткодуговой сварке.
- ОК 63.30 – электроды для сварки нержавейки любой марки.
Для сохранения коррозионностойких свойств нужно использовать способ холодной сварки. Он позволяет предотвратить образование карбидов на основе хрома или железа.
Сварка нержавейки электродом в домашних условиях
 Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода — 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка — 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня — 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника — 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать «замок», чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
Полезное видео
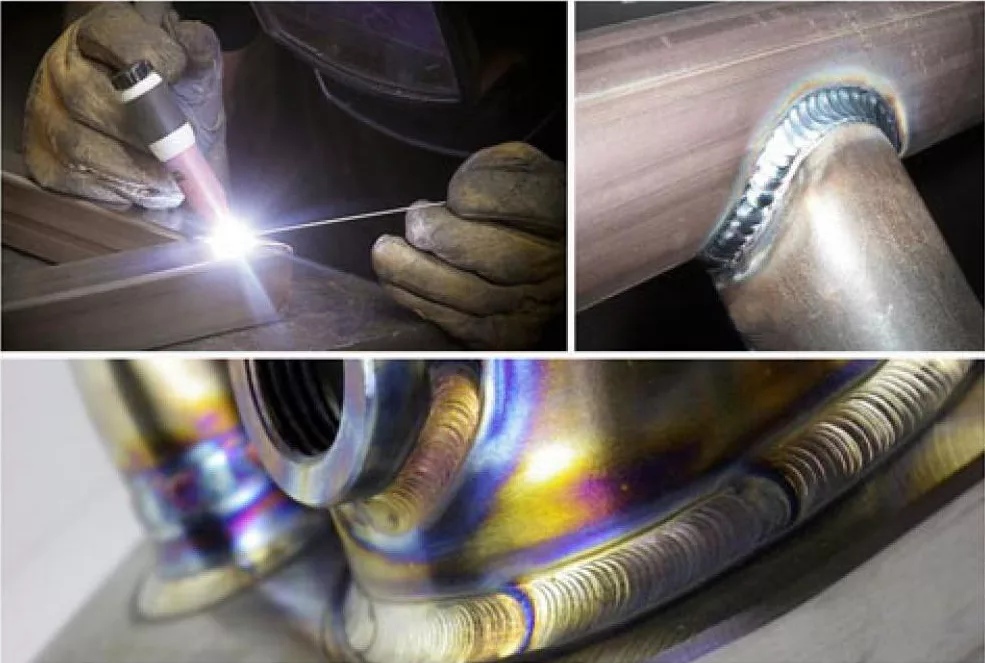
Техника ведения шва неплохо снята крупным планом и показана в данном ролике. Тут нет пояснений, но четко показано, как это выглядит.
https://youtube.com/watch?v=Zngv3j_zH4g
И еще один ролик.
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных температурах.
Методы сварки чермета и нержавеющей стали
Для соединения деталей из разных металлов применяют ручные и полуавтоматические аппараты. Процесс ведется как с подачей защитного газа, так и без таковой.
Полуавтоматический автомат
При использовании такой технологии соединяемые элементы требуют подготовки. Перед сваркой выполняют следующие действия:
- примыкающие к будущему шву участки зачищают железной щеткой до металлического блеска;
- с кромок толстых заготовок снимают фаски;
- обезжиривают поверхности ацетоном, спиртом или бензином;
- просушивают кромки, прогревая их горелкой;
- для устранения внутреннего напряжения детали нагревают до 200 °С.
Для ведения сварки в домашних условиях достаточно полуавтоматического аппарата мощностью до 10 кВт. Такие приборы предназначены для соединения заготовок толщиной до 3 мм. При настройке агрегата выставляют напряжение в 19-25 В. Рекомендованная скорость подачи расходного материала – 300-400 м/ч. Силу тока подбирают в зависимости от толщины металла. Увеличением или уменьшением этого параметра регулируют степень провара, длину электрической дуги, форму шва.
При работе соблюдают следующие правила:
- Процесс ведут с током обратной полярности.
- Горелку устанавливают под наклоном, обеспечивающим нужную глубину проплавления и ширину сварочной ванны. Проволока должна выступать не более, чем на 12 мм.
- Расход газа должен составлять 6-12 м³/час. Для устранения лишней влаги вещество пропускают через осушитель.
- Электрод перед применением прокаливают при +200 °С.
- Для защиты прилегающих участков от брызг расплава их обрабатывают водным раствором мела.
- Сварку начинают, отступая 5 мм от кромок деталей. Это препятствует появлению холодных трещин.
- Электрод ведут вдоль соединения плавно. Совершение поперечных движений недопустимо. Расплав не должен покидать пределы защитной среды.
Как варить электродом
Для соединения заготовок из нержавеющей стали и черного металла в бытовых условиях используют инверторы. Аппараты питают от сети 220 В, компактные размеры позволяют легко перемещать их. Процесс сварки ведут так:
- Очищают обрабатываемые поверхности от ржавчины, жира, пыли. Зачищают металл до блеска.
- Кромки толстых заготовок разделывают болгаркой или напильником. Это обеспечивает высокую степень проплавления, заполнение сварочной ванны.
- Тонкостенные детали сопоставляют, приваривают их в нескольких местах. Изделия толщиной более 5 мм прогревают до 150 °С. В бытовых условиях для этого используют паяльную лампу.
- Возбуждают электрическую дугу. Для этого подводят электрод к поверхности, несколько раз касаются ее. Сварку ведут с короткой дугой.
- Завершают сварку, формируя замок, исключающий появление трещин и прожогов.
- Дожидаются естественного остывания шва. Принудительные методы применять нельзя.
- Очищают соединение от шлака, используя молоток. Полируют и шлифуют шов.
Рекомендуем к прочтению Как сваривать нержавеющую сталь электродами
В газовой среде
Процесс ведется с использованием неплавких электродов из вольфрама. Из-за высокой стоимости работ метод редко применяется в домашних мастерских. Однако он помогает получить наиболее качественное, в сравнении с другими технологиями, сварное соединение. Аргонный метод применяют для устранения повреждений в газо- и водопроводах. Сварка черного металла с нержавейкой ведется с постоянным током.
Газ начинают подавать за 5-10 секунд до появления электрической дуги. Попадание воздуха в сварочную ванну приводит к окислению, ухудшению антикоррозионных свойств стали. При работе недопустимы зигзагообразные движения электрода. Они способны нарушать газовое пространство.
Что такое нержавеющая сталь
По своей сути, нержавейка является сталью, усовершенствованной путем добавления примесей, делающих образование коррозии невозможным. Перечень таких добавок достаточно широк: медь, никель, хром, марганец, титан, сера, молибден, кремний и некоторые другие. В связи с объединением, сталь значительно меняет свои изначальные свойства и внешний вид.
Преимущества нержавейки очевидны:
- Высокая прочность;
- Хорошая устойчивость к высоким температурам;
- Высокая устойчивость к коррозии и воздействиям окружающей среды;
- Эстетически привлекательный внешний вид.
Виды:
Аустенитные стали. Они содержат не менее 20% хрома и 4,5% никеля.









Дуплексные стали. В них содержание хрома достигает 25%, 1,5%никеля и незначительной примеси азота.
Ферритные стали. В их составе допускается до 29% хрома.
Мартенситные стали. В них содержание хрома незначительное, не более 13%, а никеля максимум 4%.
Многокомпонентные стали. Минимальное количество хрома и никеля и включают широкий спектр прочих примесей-усилителей.
В данном случае хром является усиливающим компонентом, благодаря которому в значительной степени возрастают: прочность, устойчивость к коррозии. Упрощается холодная деформация и улучшаются сварочные возможности, внешний вид и устойчивость к изнашиванию.
Маркировка нержавеющей стали:
- Число указывающее на процентное содержание углерода;
- Буквенные обозначения, дающие представление о том, какая именно примесь содержится в данном сплаве:Х-хром, Н-никель и т.д. После них идут цифровые обозначения процентного содержания примеси.
Сварка труб из стали
 Чтобы заварить трубы из нержавейки надо приобрести электроды с основным или рутиловым покрытием. В процессе сварки применяют постоянный ток обратной полярности. Сварка на постоянном токе может использоваться для соединения тонкостенных труб. Этот процесс обеспечивает минимальное разбрызгивание металла, является простым для сварщика.
Чтобы заварить трубы из нержавейки надо приобрести электроды с основным или рутиловым покрытием. В процессе сварки применяют постоянный ток обратной полярности. Сварка на постоянном токе может использоваться для соединения тонкостенных труб. Этот процесс обеспечивает минимальное разбрызгивание металла, является простым для сварщика.
Постоянный ток прямой полярности используют при работе с вольфрамовыми электродами. Этот метод позволяет защитить трубы от окисления, создать устойчивость дуги в процессе работы, обеспечить высокую коррозийную стойкость шва.
Технологичность процесса сводится к соблюдению трех основных этапов проведения работ и позволяет соединять трубы и баки цилиндрической формы. Для качественного выполнения швов необходимо:
- Осуществить качественную подготовку сварщика и оборудования к работе. С рабочей поверхности удаляются все загрязнения при помощи наждачной бумаги или металлической щетки.
- Начать сварочный процесс с поджигания электрода или возбуждения дуги. После этого переходят к процессу соединения, осуществляя контроль над дугой.
- По завершении работ отбивают шлак и проверяют шов на качество проваривания.
При выборе электродов марки ОК 63.20 для работ с нержавеющими трубами следует помнить, что сварочный процесс проходит при кратковременном поджигании и гашении электрической дуги. Говоря другими словами, сварка осуществляется точечным методом и позволяет работать с тонкими металлами.