
Какой инвертор выбрать для домашнего пользования
Для того чтобы качественно сваривать уголки, швеллеры, полосы и трубы толщиной до 5 мм, теоретически достаточно сварочного инвертора со следующими характеристиками:
- напряжение сети — 220 В;
- максимальный сварочный ток — 120÷150 А;
- ПВ — 40÷50%;
- толщина электрода — до 4÷5 мм.
Но на практике эксплуатация инвертора, скорее всего, будет происходить в условиях, отличных от нормативных. Поэтому почти наверняка придется скорректировать выбранные характеристики. В первую очередь следует проанализировать качество и стабильность напряжения питания. Обычно сварочные инверторы предназначены для работы в условиях колебаний входного напряжения ±10÷15%, поэтому при подключении к электросети с такими параметрами они будут работать без каких-либо проблем. Если же отклонение достигает 30% (что нередко случается на дачах, в гаражах и сельской местности), то следует выбирать модель инвертора с возможностью работы при пониженном напряжении.
Домашний инвертор должен быть легким, чтобы было удобно его переносить, и компактным, чтобы помещался в багажник автомобиля. Желательно подобрать инвертор с ударопрочным и влагозащищенным корпусом, а также с прозрачной защитной крышкой панели управления. Наличие цифрового индикатора желательно, но необязательно, т. к. на недорогих моделях они нередко работают с большими погрешностями.
Рисунок 8 — Процесс сварки
Технические требования для выбора лучшего домашнего сварочного инвертора в нашем варианте будут выглядеть примерно так:
| № | Наименование | Бытовые |
|---|---|---|
| 1 | Входное напряжение (В) | 220 |
| 2 | Допустимые колебания напряжения (%) | +15 / -40 |
| 3 | Мощность (кВт) | 4÷5 |
| 4 | Макс. и мин. значения рабочего тока (А) | 10÷180 |
| 5 | Напряжение холостого хода (В) | 60÷80 |
| 6 | Степень защиты | IP-22 |
| 7 | Диаметр электрода (мм) | 1.6÷5.0 |
| 8 | Продолжительность включения (ПВ, %) | 30÷50 |
| 9 | Дополнительные функции | Arc Force, Anti stick, Hot start |
| 10 | Вес (кг) | 4÷5 |
При выборе конкретной модели следует ориентироваться на известные торговые марки, которые присутствуют на рынке не менее десяти лет
Также необходимо обратить внимание на близость сервисного центра и гарантийный срок, который у производителей инверторов лежит в интервале от одного до пяти лет
Разновидности
Инверторные устройства для электросварки металлов отличаются достаточно компактными размерами, надёжностью и невысокой стоимостью. Сейчас личный сварочный аппарат в гараже или на даче может себе позволить любой желающий. Чтобы определить, какой сварочный аппарат-инвертор лучше, нужно немного разобраться в их модификациях и типах сварки.
По мощности, сварочные инверторы принято разделять на три группы:
- Малой мощности;
- Средней мощности;
- Большой мощности.
От этого параметра зависят возможности аппарата и его функционал. Маломощный сварочный инвертор работает от однофазной сети 220В и обеспечивает рабочий ток до 200 ампер, что позволяет выполнять работы MMA с электродами до 5 мм.
Устройства средней мощности выдают сварочный ток от 10 до 300 ампер. В зависимости от модели, они могут подключаться к сети 220/380В и позволяют выполнять работу в режимах MMA, MIG/MAG и TIG.
Мощные инверторы обеспечивают ток от 45 до 600 ампер и обладают большими функциональными возможностями. Встроенный микропроцессор позволяет запоминать до 99 рабочих режимов и диагностировать внутренние неисправности.
В технической литературе могут использоваться следующие обозначения:
- MMA;
- MIG/MAG;
- TIG;
- CUT.
MIG и MAG – это обозначение полуавтоматического сварочного процесса, в среде нейтрального газа, с использованием присадочной проволоки. Этот процесс применяется на промышленных сварочных установках.
Ручная сварка с применением неплавящегося молибденового или вольфрамового электрода в газовой среде обозначается TIG (WIG). Так как в качестве газа обычно применяется аргон, то сварка может сокращённо называться АДС или аргонно-дуговая сварка.
ГОСТ, сертификация и маркировка
Для полупроводниковых инверторов технические условия в полной мере содержатся в ГОСТ 24376-91, а за их соблюдение отвечает нормативно-технический документ ТУ 34-38-11274-88.
Кроме того, часть производимых аппаратов, особенно промышленных, проходят аттестацию НАКС.

Делается это для проверки соответствия заданным технологическим характеристикам различных способов сварки, которые применяются на опасных объектах.
Процесс аттестации проводится путем сопоставления параметров, указанных в документации к оборудованию с фактическими показателями.
Разница между аттестованными и неаттестованными моделями, полностью идентичными конструктивно, заключается исключительно в наличии документа о проведении дополнительных приемо-сдаточных испытаний, коим является соответствующее свидетельство Национального Агентства Контроля Сварки (НАКС).

Что касается маркировки, то инверторы обозначаются аббревиатурой способа сварки, который они поддерживают.
В дополнение следует отметить, что существует маркировка CUT, которая указывает, что данная модель выполняет резку материала плазменным методом.
Виды инверторов
- По типу элементной базы частотного преобразователя, от которой напрямую зависит максимальная частота преобразования входного постоянного тока. Обычно речь идет о трех разновидностях: тиристорные — до 5 кГц; на биполярных транзисторах с изолированным затвором (IGBT) — до 20 кГц; на полевых МОП-транзисторах (MOSFET) — до 100 и более кГц.
- По схемотехническому типу инверторного преобразователя (различные виды мостов) и методу регулирования переменного высокочастотного тока (ШИМ, ЧИМ).
- По виду сварочной технологии. Существуют инверторы для MMA, MIG/MAG, TIG, импульсной инверторной сварки и их разновидностей. Отдельным видом такого оборудования являются плазморезы (CUT), в которых также используются инверторы.
- По массогабаритным показателям. Здесь выделяют мини-устройства, а также переносные, передвижные и стационарные инверторы.
- По сфере применения. В этом случае инверторы делят на бытовые, профессиональные, производственные, предназначенные для робототехнических комплексов и специализированные.
- По уровню механизации и автоматизации. Новинкой в этом виде характеристик инверторов является синергическое управление (Synergic Control). Эта интеллектуальная система позволяет адаптивно чередовать различные режимы и полностью контролирует весь сварочный процесс.
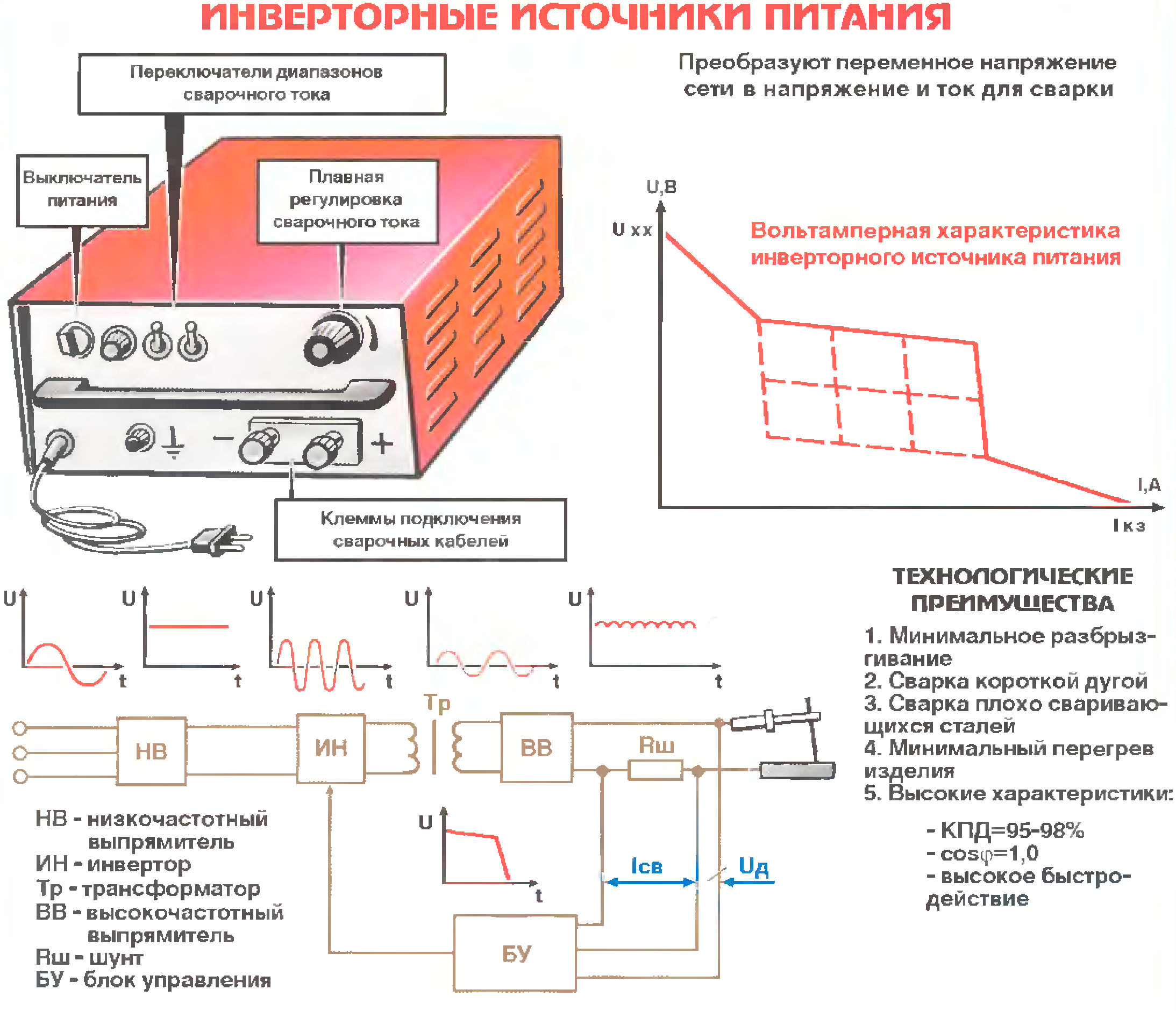
Схематичный принцип работы сварочного инвертора
Логика здесь следующая:
- — Переменный ток, имеющий частоту 50 Гц от обычной бытовой сети подаётся на выпрямитель;
- — Далее постоянный (уже выпрямленный) ток сглаживается специальным фильтром — так называемым дросселем с конденсатором;
- — Затем, отфильтрованный ток преобразуется инвертором обратно в переменный, но с другой частотой;
- — Силовой трансформатор снижает это напряжение до 70-90 вольт, увеличивая при этом силу тока до 100 -220 ампер;
- — Высокочастотный выпрямитель снова преобразует переменный ток в постоянный и опять через фильтр направляет уже на дугу;
- — Все описанные выше процессы перехода тока из одного состояния в другое, контролирует электронный блок управления.
Схема сварочного инвертора
Видите как всё «до безобразия просто». Да да, скажет кто-то, куда же ещё проще?..
Описание сварочных инверторов
Впервые такие агрегаты появились в 70-е годы прошлого века. От трансформаторных аппаратов они отличаются своим способом преобразованием тока (инвертированием). Переменный ток в инверторе от обычной сети поступает в выпрямитель, а затем переходит в постоянный. Затем постоянный ток опять переходит в переменный частотой в 20−50 кГц. Далее переменное напряжение понижается в инверторном блоке до 90 В, сила тока повышается до 200 А.








Высокочастотные трансформаторы очень небольшие, а вот в обычных аппаратах трансформатор может весить намного больше. Сварочные инверторы компактные и удобные в плане применения и невероятно популярны.
Преимущества и недостатки
У сварочных аппаратов инверторного типа много достоинств и почти нет недостатков, что сделало эти устройства востребованными не только у профессионалов, но и у домашних умельцев.Преимущества сварочных инверторов:
- Большая мощность;
- Высокое качество шва;
- Компактные габариты и вес;
- Экономичный расход электроэнергии;
- Дискретная и плавная регулировка тока;
- Дополнительные опции.
Устройство обеспечивает большой сварочный ток, который практически не зависит от габаритов. Выпускаются сварочные аппараты, которые комплектуются ремнём для ношения через плечо. Использование для сварки постоянного тока предотвращает разбрызгивание металла и обеспечивает очень качественный шов. У инверторных устройств большой КПД, отсюда экономия энергии. Сварочный ток можно регулировать в любых пределах. Современные сварочные инверторы могут иметь дополнительные опции, облегчающие работы сварщика.
К недостаткам инверторных аппаратов можно отнести:
- Высокую цену и дорогой ремонт, за счёт высокой стоимости комплектующих изделий;
- Сварочные преобразователи следует оберегать от пыли и загрязнений и регулярно продувать пылесосом и очищать мягкой кистью элементы электронной схемы;
- При попадании влаги внутрь корпуса, может произойти короткое замыкание и пробой полупроводниковых приборов;
- Не все сварочные аппараты такого типа могут работать в условиях низких температур.
Как работает инверторный сварочный аппарат
Принцип действия инверторного аппарата во многом схож с работой импульсного блока питания. И в инверторе, и в импульсном блоке питания энергия трансформируется похожим образом.
Процесс преобразования электрической энергии в сварочном аппарате инверторного типа можно описать так.
- Переменный ток с напряжением 220 Вольт, протекающий в обычной электрической сети, преобразуется в постоянный.
- Полученный постоянный ток при помощи специального блока электрической схемы инвертора опять преобразуется в переменный, но обладающий очень высокой частотой.
- Понижается напряжение высокочастотного переменного тока, что значительно увеличивает его силу.
- Сформированный электрический ток, обладающий высокой частотой, значительной силой и низким напряжением, преобразуется в постоянный, на котором и выполняется сварка.
Принцип работы сварочного инвертора
Основным типом сварочных аппаратов, которые использовались ранее, были трансформаторные устройства, повышавшие сварочный ток за счет уменьшения значения напряжения. Самыми серьезными недостатками такого оборудования, которое активно используется и сегодня, являются низкий КПД (так как в них большое количество потребляемой электрической энергии тратится на нагрев железа), большие габариты и вес.
Изобретение инверторов, в которых сила сварочного тока регулируется совершенно по иному принципу, позволило значительно уменьшить размеры сварочных аппаратов, а также снизить их вес. Эффективно регулировать сварочный ток в таких аппаратах становится возможным благодаря его высокой частоте. Чем выше частота тока, который формирует инвертор, тем меньшими могут быть габариты оборудования.
Одна из основных задач, которую решает любой инвертор, – это увеличение частоты стандартного электрического тока. Возможно это благодаря использованию транзисторов, которые переключаются с частотой 60–80 Гц. Однако, как известно, на транзисторы можно подавать только постоянный ток, в то время как в обычной электрической сети он переменный и имеет частоту 50 Гц. Чтобы преобразовать переменный ток в постоянный, в инверторных аппаратах устанавливают выпрямитель, собранный на основе диодного моста.
После транзисторного блока, в котором формируется переменный ток с высокой частотой, в сварочных инверторах расположен трансформатор, который понижает напряжение и, соответственно, увеличивает силу тока. Для регулировки напряжения и тока, имеющих высокую частоту, требуются менее габаритные трансформаторы (при этом по своей мощности они не уступают более крупным аналогам).
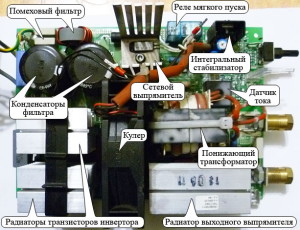
Сварочный инвертор без защитного кожуха
Принцип работы
Прежде чем выбрать сварочный полуавтомат или инвертор для дома, надо разобраться в принципах их работы.
Сварочный инвертор
Это аппарат, пришедший на смену трансформаторному сварочному устройству, увеличивающему ток за счет снижения напряжения. В отличие от устаревших агрегатов, инвертор является высокочастотным прибором небольшого размера. Он состоит из нескольких элементов:
- Выпрямитель на диодных мостах. Служит для преобразования переменного тока в постоянный.
- Инвертор высокочастотных импульсов. Повышает частоту до 60-80 Гц.
- Трансформатор для понижения напряжения и увеличения рабочего тока.
- Рабочий регулировочный шунт.
- Электронный блок управления.
Сварочный инвертор пришел на смену трансформаторному устройству.
Полуавтомат для сварки
Дуговая сварка на таких аппаратах происходит за счет сварочной проволоки, выполняющей роль электрода. Она подается в полуавтоматическом режиме по мере выгорания. Перемещение горелки и регулировка дуги выполняются вручную. Сварка осуществляется в среде углекислого и инертного газа, расход которого устанавливается в зависимости от обрабатываемого материала. Включение проходит с помощью газового клапана. Ток подается по проводам, уложенным в шланге горелки.
В комплектацию такого аппарата входят:
- баллон с газом и регулировочной аппаратурой;
- устройство, регулирующее подачу сварочной проволоки;
- кабель-шланг;
- горелка;
- катушка с механизмом подачи проволоки;
- источник питания;
- блок управления;
- табло для индикации.
Полуавтомат для сварки – прибор для выполнения сварочного процесса плавящимся электродом.
Полуавтоматы инверторного типа
При преобразовании электрического заряда в тепловую энергию, выделяемую высокотемпературной дугой, происходит сварка полуавтоматическим инвертором. Электродом для него служит калиброванная проволока из меди. Она хорошо скользит по металлу и обеспечивает необходимый контакт. Разряд, проходя через нее, нагревает кончик до температуры плавления. В результате части свариваемых конструкций соединяются плотным швом.
Полуавтоматы инверторного типа преобразуют электрический заряд в тепловую энергию.
На что обращают внимание при покупке инвертора
Выбор сварочного инвертора основывается на условиях сварки и тех режимах, которым он должен соответствовать. В первую очередь определяются с входным напряжением. Подавляющее большинство аппаратов рассчитано на питание 220 В, но есть и модели, подключаемые к сети 380 В. В паспорте прибора его обозначают в виде допустимого диапазона: 220В + 15% — 30% или 160-240В. В сельской местности с частыми посадками напряжения это может иметь большое значение.
Важнейшей характеристикой режима сварки служит сварочный ток: он напрямую зависит от толщины свариваемых деталей и диаметра используемых электродов. В бытовых условиях редко приходится варить изделия толще 10 мм. В этом случае лучше выбрать инвертор, способный выдавать ток в 160-180 А. При сварке листов из углеродистой стали толщиной до 20 мм надо рассчитывать на 200 А. Более мощные агрегаты целесообразно приобретать лишь для специализированных мастерских. Важен и сам способ настройки. Возможность плавного регулирования в отличие от дискретного всегда предпочтительней для достижения качественного шва.
Совет! При работе с тонкими деталями следует обратить внимание на нижний предел исходящего тока, который желательно иметь на уровне 10 А.
Легкость зажигания сварочной дуги связана с напряжением холостого хода. У большинства моделей оно находится в диапазоне от 40 до 90 вольт. Чем выше этот показатель, тем легче будет варить.
При интенсивной эксплуатации большое влияние на производительность агрегата оказывает процент времени работы на максимальном токе, обозначаемый ПВ. Хороший аппарат должен иметь такой показатель на уровне не ниже 70%. Это значит, что при производственном цикле 10 минут 7 из них можно варить с полной нагрузкой, а 3 минуты следует потратить на замену электрода, очистку шва и охлаждение прибора.







Намотка трансформатора
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.
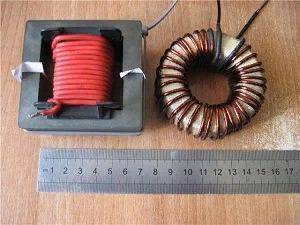
Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально. Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве. Но не рвется и сохраняет свои свойства.
Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
1 Принцип функционирования инверторного оборудования
В инверторах необходимая по величине сила тока обеспечивается посредством преобразования токов высокой частоты. Это отличает их от классических трансформаторов для сварки, в которых в катушке индукции происходит преобразование электродвижущей силы, требуемой для выполнения процесса.
За счет того, что электротоки преобразовываются перед сварочной операцией, инвертор характеризуется объективно малыми геометрическими размерами.
В бытовой электросети применяется переменный ток стандартной частоты 50 Гц напряжением 220 В. Такие его характеристики не годятся для проведения сварки. Инверторное оборудование для того и создается, чтобы придать току и напряжению величины, подходящие для розжига сварочной дуги и поддержания ее в горящем состоянии
Что важно, инверторный агрегат дает возможность преобразовывать эти показатели в широких пределах
В инверторе имеется первичный выпрямитель. На него приходит напряжение в тот момент, когда аппарат подключается к бытовой электрической сети. Выпрямитель изменяет переменный ток в постоянный (напряжение при этом остается прежним). А затем передает его в специальный инверторный блок, где отмечается обратное преобразование тока (в переменный).
После всех этих превращений частота тока составляет несколько десятков тысяч герц, а не стандартные 50 (подобные характеристики обеспечиваются набором тиристоров и транзисторов, входящих в конструкцию инверторного оборудования). Напряжение с высокой частотой идет на понижающий трансформатор, который увеличивает силу тока, уменьшая при этом его напряжение.
Малые габариты, которые имеет современный инвертор для дачи или профессиональный агрегат, как раз и объясняется наличием трансформатора высокочастотного типа. В стандартных сварочных агрегатах используется низкочастотный. Трансформатор в инверторе был бы тяжелым и крупным по размерам, если бы в аппарате не было предусмотрено инверторного модуля.
Здесь также стоит отметить тот факт, что в трансформаторе высокочастотного вида потери тока являются минимальными. Благодаря этому все профессиональные инверторы гарантируют высокий КПД (около 85–90 процентов) и отличаются по-настоящему стабильным функционированием в рекомендованных производителем условиях.
Устройство сварочного инвертора предполагает наличие еще одного выпрямителя (вторичного). В нем требуемый по показателю напряжения переменный ток снова становится постоянным. Именно этот ток и идет на электроды, используемые для сварки.

Также в конструкции инверторного агрегата имеются многочисленные модули управления, построенные на базе миниатюрных процессоров. Они постоянно следят за величинами напряжения и тока, корректируя эти технические характеристики в тех случаях, когда они отклоняются от оптимальных. По сути, микропроцессоры и обеспечивают работу агрегата без сбоев. Кроме того, они обуславливают возможность выбора характеристик сварочного процесса в широком интервале.
Самодельный сварочный аппарат
 Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
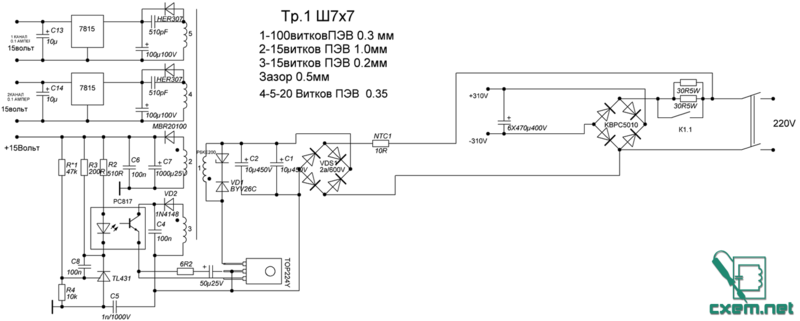
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:








- Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
- С7: 1000мк 25 В.
- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.
После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Недостатки инверторов для ручной сварки
Как у любой техники, у инвертора тоже есть недостатки. Одним из наиболее значимых минусов является наличие специальных требований, касающихся хранения аппарата. Правильные условия хранения предполагают в первую очередь его защиту от пыли, которая может нанести устройству серьезный вред.
Именно из-за подобных требований к условиям хранения производственные компании и строительные организации выбирают сварочные аппараты, которые не так чувствительны к состоянию внешней среды. Такие устройства, к которым относят сварочные трансформаторы и генераторы, можно спокойно оставлять на открытом воздухе, не переживая за то, что это серьезно отразиться на их технических характеристиках. Минусом инверторов можно считать и их стоимость, которая превышает цену сварочных трансформаторов.
Выбор инверторов сегодня весьма обширен
Кроме того, инверторы требуют соответствующего обслуживания. В частности, для поддержания устройств в рабочем состоянии их необходимо тщательно чистить и продувать после длительного периода эксплуатации, чего не требуют обычные сварочные трансформаторы.
Также важно правильно приступать к работе на таком аппарате, если его только что занесли с улицы. Важно знать, что подключать инвертор к сети и начинать работу с его использованием, можно только спустя 1,5–2 часа после его переноса в теплое помещение
Такое требование обусловлено тем, что на элементах аппарата, занесенного с улицы в тепло, скапливается конденсат, который может послужить причиной нарушений в его работе.
Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают на переменном токе, сила которого регулируется путем изменения напряжения с помощью понижающего трансформатора. В итоге обеспечивается надежное питание сварочной дуги, температура которой может составлять несколько тысяч градусов по Цельсию.
В большинстве конструкций понижение напряжения до требуемого для поддержки стабильности сварочной дуги уровня достигается за счет перемещения одной из обмоток по магнитопроводу-сердечнику. Полученное рабочее напряжение, как правило, не превышает 80В при исходных уровнях 220-380В. Индуктивное сопротивление обмоток изменяется и таким образом регулируется величина сварочного тока.
Кроме этой применяются также конструкции с подвижным магнитным шунтом или тиристорами.
О безопасности эксплуатации

В продолжение темы безопасной эксплуатации, хотим отметить индивидуальную защиту. Для работы со сваркой вы должны надеть спецодежду из брезента или плотного сукна. Защитить глаза от ультрафиолета щитками или масками со светофильтрами.
Работать стоит только в рукавицах (крагах) и не проводящей электричество обуви. Спецобувь можно заменить резиновым ковриком. В робе не должно быть легковоспламеняющихся предметов.
Халатное отношение к правилам безопасности зачастую оборачивается для сварщиков печально. Они получают повреждения глазного яблока отлетевшей окалиной, ожоги разной степени, теряют зрение из ультрафиолетового излучения.
Поэтому, проявляйте благоразумие и не игнорируйте технику безопасности.