
Медь и ее сплавы
Медные сплавы, латуни, бронзы сваривают несколькими способами:
- электродуговой сваркой в атмосфере азота;
- ручной, полуавтоматической, автоматической аргоновой;
- электронно-лучевой, создающей высокую температуру в ограниченной зоне.
При сварке цветных металлов толщиной до 2 мм нужен постоянный ток обратной полярности. В качестве присадки используют наплавочную проволоку с большим содержанием раскислителей. Толщину подбирают под размер свариваемых заготовок. Минимальный диаметр присадки – 1,5 мм, максимальный – 8 мм. Сварку меди и цветных сплавов с высоким ее содержанием, проводят:
- ручным электродуговым методом током прямой полярности, варят металл короткой дугой, длиной от 35 до 40 мм, чтобы сократить разбрызгивание металла (рекомендуется избегать поперечных движений электродом);
- в атмосфере аргона током обратной полярности; если сплав плавится до 400°С, бронзовая проволока укладывается в стык с большой скоростью, чтобы не перегревались заготовки.
В качестве флюса используют буру или смесь буры с борной кислотой, поваренной солью, метилборатом.
Электроды для холодной сварки и наплавки чугуна.
К этой группе относятся электроды, предназначенные для устранения дефектов в чугунных отливках, а также электроды, используемые при ремонте вышедшего из строя оборудования и восстановления изношенных деталей. В ряде случаев электроды могут быть применены при изготовлении сварно-литых конструкций. Технология холодной сварки и наплавки чугуна ведется без предварительного подогрева, с минимальным тепловложением короткими валиками протяженностью 25-60 мм с охлаждением каждого наложенного валика на воздухе до температуры не более 60°С. Электроды позволяют получать металл шва с заданными свойствами в виде стали, сплавов на основе меди, никеля, железоникелевого сплава и др.
Электроды для сварки высоколегированных сталей и сплавов
Различают две группы электродов, предназначенных для сварки высоколегированных сталей и сплавов на железоникелевой и никелевой основах:
электроды для сварки коррозионно-стойких материалов,
электроды для сварки жаростойких и жаропрочных материалов.
Согласно действующей классификации к высоколегированным сталям относят сплавы, содержание железа в которых более 45%, а суммарное содержание легирующих элементов не менее 10%. К сплавам на никелевой основе относят сплавы с содержанием никеля не менее 55%. Промежуточное положение занимают сплавы на железоникелевой основе.
В соответствии с ГОСТ 10052-75 электроды для сварки высоколегированных коррозионно-стойких, жаростойких и жаропрочных сталей и сплавов по химическому составу наплавленного металла и механическим свойствам металла шва и наплавленного металла классифицируются на 49 типов. Наплавленный металл значительной части электродов, регламентируется техническими условиями предприятий-изготовителей. Химический состав и структура наплавленного металла электродов для сварки высоколегированных сталей и сплавов отличается — и иногда весьма существенно — от состава и структуры свариваемых материалов. Основными показателями, решающими вопрос выбора таких электродов, является обеспечение основных эксплуатационных характеристик сварных соединений (механических свойств, коррозионной стойкости, жаростойкости, жаропрочности), стойкости металла шва против образования трещин, требуемого комплекса сварочно-технологических свойств.
Электроды для сварки высоколегированных сталей и сплавов имеют покрытие основного, рутилового и рутилово-основного видов. Скорость плавления, а следовательно и коэффициент наплавки электродов со стержнями из высоколегированных сталей и сплавов существенно выше, чем у электродов для сварки углеродистых, низколегированных и легированных сталей. Это свойство электродов обусловлено их низкой теплопроводностью и высоким электрическим сопротивлением. Однако эти свойства обуславливают необходимость применения при сварке пониженных значений тока и уменьшения длины самих электродов. Сварка, как правило, производится постоянным током обратной полярности.
Электроды для сварки теплоустойчивых сталей
К группе электродов для сварки теплоустойчивых сталей (марок ЦУ-5, ЦЛ-17, ОЗС-11, ТМЛ-1У, ТМЛ-3У, ЦЛ-39, АНЖР-2 и др.) относятся электроды, предназначенные для сварки низколегированных и легированных теплоустойчивых сталей. (Теплоустойчивыми называются стали, работающие при повышенных температурах — до 550-600°С). Основными характеристиками электродов являются химический состав наплавленного металла и механические свойства металла шва при нормальной температуре. При выборе электродов учитывают также максимальную рабочую температуру, при которой регламентированы показатели длительной прочности металла шва.
Согласно ГОСТ 9467-75 электроды для сварки теплоустойчивых сталей по показателям химического состава и механических свойств наплавленного металла и металла шва классифицированы на девять типов: Э-09М, Э-09МХ, Э-09×1М, Э-05×2М, Э-09×2М1, Э-09×1М1НФБ, Э-10×3М1БФ, Э-10×5МФ. Электроды могут иметь рутиловое и основное покрытие.
Вместе с тем, при сварке теплоустойчивых сталей применяют электроды, не регламентированные ГОСТ 9467-75, основным назначением которых является сварка других классов стали (например, электроды АНЖР-1, предназначенные, главным образом, для сварки разнородных сталей).
Сварку теплоустойчивых сталей в большинстве случаев выполняют с предварительным подогревом и последующей термообработкой.
Технологии и оборудование сварки низкоуглеродистых сталей
Стали с низким содержанием углерода относятся к хорошо свариваемым. Однако сварка низкоуглеродистых сталей должна соответствовать ряду требований. Соединение должно быть равнопрочным основному металлу, а дефекты шва должны полностью отсутствовать. Для достижения этой цели применяются различные технологические ухищрения.
Перед тем как приступить непосредственно к сварке деталей необходимо стальной щеткой зачистить поверхность кромок.
Подготовка деталей
При сварке низколегированных малоуглеродистых сталей сформировать качественный сварной шов можно несколькими способами. Чаще всего применяются следующие методы:
- газовая сварка;
- РДС электродами с любым покрытием;
- сварка в среде углекислого газа плавящимся электродом;
- АСФ;
- сварка порошковой проволокой.
Независимо от способа, соединяемые части должны быть установлены специальное сборочное оборудование для надежной фиксации. При использовании дуговых способов свариваемые изделия можно предварительно прихватить покрытым электродом или полуавтоматическим способом в среде защитного углекислого газа. Длина прихваток выбирается исходя из толщины металла. Площадь сечения прихваток должна составлять около трети площади сечения шва, но не должна превышать 30 мм2.
Схема аргонной сварки фольфрамовыми электродами.
Качество прихваток в данном случае играет большую роль, поэтому перед выполнением процедуры их необходимо проверить на наличие дефектов. Если в прихватке обнаруживается трещина, ее необходимо удалить и нанести заново. Для выполнения электрошлаковой сварки деталей между ними следует расположить зазор с расширением к концу шва. Детали фиксируются скобами, которые удаляются по мере формирования валика. Перед АСФ по концам шва необходимо расположить выводные рамки для того, чтобы избежать недостаточного провара вначале и обеспечить вывод кратера в конце шва.
Газовая, ручная дуговая и полуавтоматическая сварка обычно выполняется на весу. При АСФ отсутствие дефектов шва обеспечивается правильным выбором режима сварки. Также свариваемые кромки нужно очистить от разного рода загрязнений.
При дуговой сварке ответственных конструкций следует накладывать швы с 2 сторон. При большой толщине металла желательно накладывать несколько швов. Таким образом можно достичь оптимального состава металла шва. Если в сварочном соединении появились какие-либо дефекты, металл на этом участке следует удалить, очистить и подварить.
РДС покрытыми электродами
РДС низкоуглеродистых сталей выполняется электродами групп Э38, Э42 и Э46 с любым покрытием. Диаметр электрода и параметры сварки подбираются исходя из толщины свариваемых фрагментов. Оптимальными марками электродов являются УОНИ-13/45, СМ-5, МР-3 (для ответственных конструкций), АНО-1, АНО-2 и др.
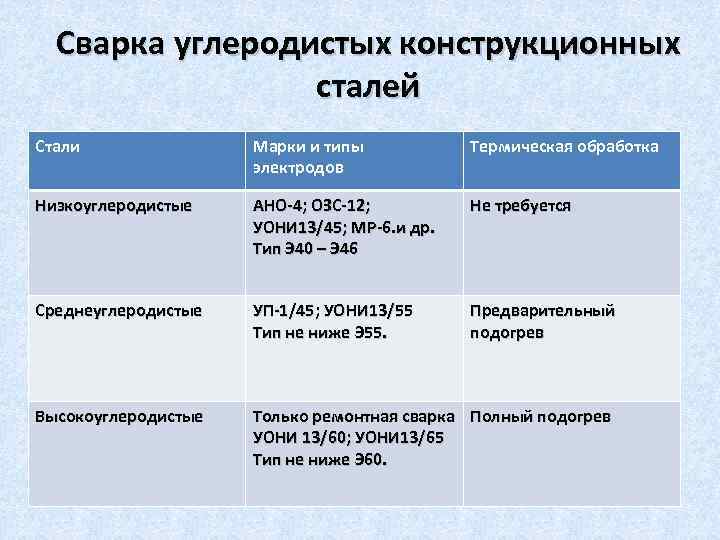
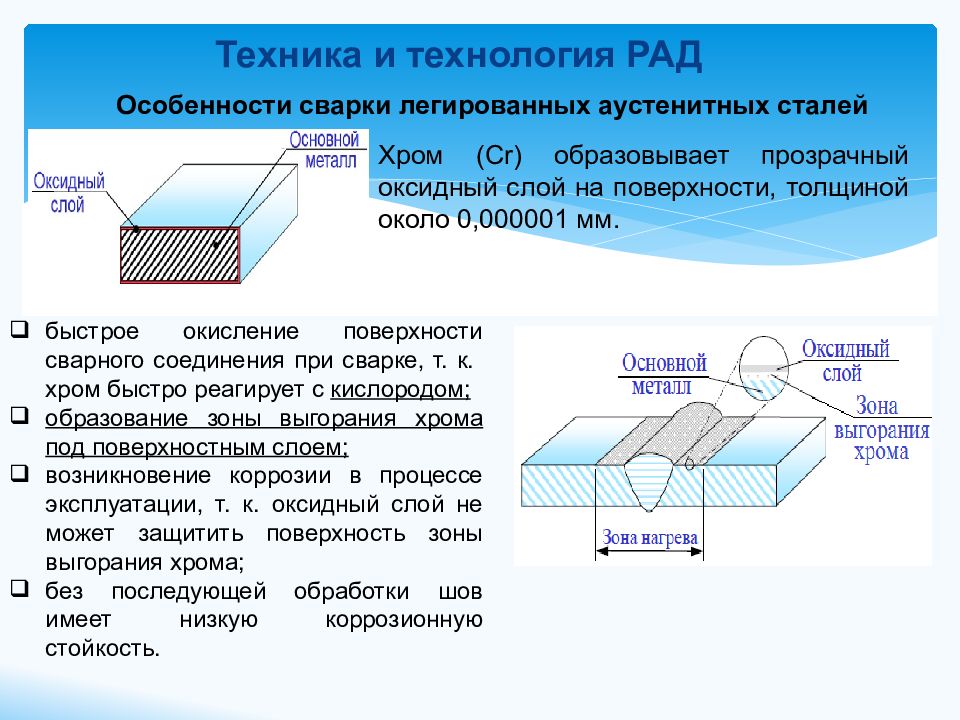
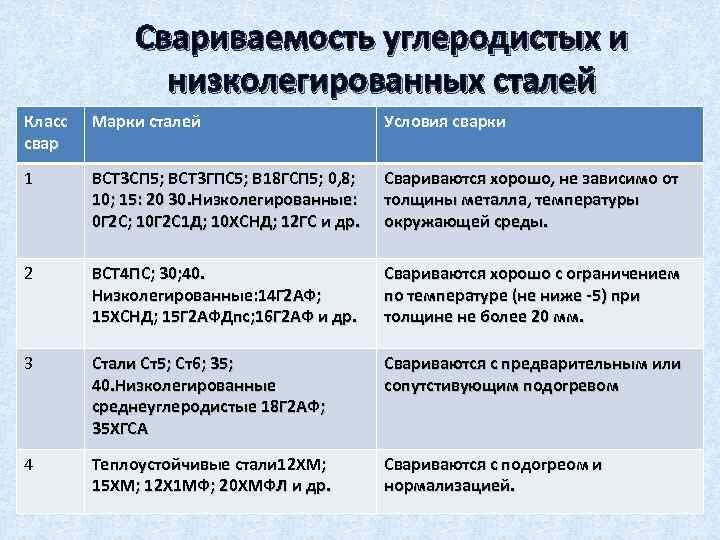

Схема покрытого электрода.
При РДС наименьшие напряжения и деформации получаются в нижнем пространственном положении. Поэтому все угловые и тавровые соединения лучше приводить в нижнее положение с помощью сборочных приспособлений.
Сварка газом – далеко не лучший способ соединения низкоуглеродистых сталей, но вполне может применяться. Процесс соединения осуществляется нормальным пламенем без использования флюсов присадочными проволоками СВ-08 с пониженным содержанием углерода во избежание окисления зоны сварки. Варить можно правым и левым способами. В первом случае мощность пламени должна составлять 120-150 л/мм, во втором – 100-130 л/мм. При газовой сварке невозможно достичь оптимальных механических свойств сварного шва, но их можно улучшить посредством нормализации, отжига или горячей проковки.
Полуавтоматическая и автоматическая сварка
Технология сварки низколегированных сталей полуавтоматом не позволяет получить шов, механические характеристики которого соответствуют параметрам основного металла. Это обусловлено тем, что процесс происходит без присадочного прутка, поэтому содержание марганца и силиция в металле шва очень незначительное. Для ответственных деталей лучше применять чистый аргон или гелий, в других случаях используется углекислый газ.
Полуавтоматический и автоматический способы сварки низкоуглеродистых сталей ведется в нижнем пространственном положении сварочными проволоками Св-08Г2С или Св-08ГС. Для многослойных швов ответственных конструкций используется проволока 12ГС. Если конструкция будет работать в условия коррозионного изнашивания, следует использовать проволоку Св-08ХГ2С. Хром, содержащийся в ней, придает металлу шва коррозионную стойкость, препятствуя интенсивному изнашиванию детали в воде.
Дополнительная классификация
Легированные конструкционные сплавы подходят для изготовления деталей машин и механизмов в машиностроительной отрасли – производят крупногабаритные детали, которые закаляют и подвергают высокому отпуску. Большая часть легирующих добавок в стали повышают прокаливаемость. Внедрение добавок должно быть достаточным, но не чрезмерным. Большая степень легирования может вызвать:
- снижение пластических свойств;
- развитие отпускной хрупкости;
- снижение порога хладноломкости.
Исключение – никель, он смещает порог хладноломкости в область низких температур, поэтому для машин, работающих в условиях Севера, механизмы изготавливают из никельсодержащих сталей. Пружинная легированная сталь содержит 0,5–0,7% углерода, а в качестве добавок вводят хром, молибден и вольфрам. Такой состав должен обеспечивать высокое сопротивление малым пластическим деформациям и высокой усталостной стойкости.
Шарикоподшипниковые – относят к заэвтектоидным – углерод около 1% с дополнительным легированием металла хромом (1,3–1,65%). В теплостойких подшипниках хром увеличивают до 5%. К подшипниковым – предъявляют особые требования по металлургической чистоте. Применение рафинирующих переплавов, вакуумные способы переплавки, обработка синтетическими шлаками позволяют уменьшить долю и размер неметаллических включений, тем самым повышают сопротивление контактной усталости.
Технология сварки стали различных структурных классов
Состав сплава влияет на структуру его кристаллизационной решетки.
По этому признаку стали делят на 5 классов:
- аустенитные;
- перлитные;
- мартенситные;
- ферритные и карбидные.
Аустенитные стали
Данной структурой обладают хромоникелевые и некоторые другие сплавы.
Данный дефект не устраняется предварительным нагревом.
Необходимо делать следующее:
- Использовать материалы с минимальной концентрацией карбона.
- Если доля данного элемента по техническим условиям должна быть высокой, применять легирующую добавку с похожими свойствами (вольфрам, тантал, титан, ванадий, цирконий).
Перлитные стали
Наиболее распространенная разновидность. К ней относятся углеродистые и низколегированные стали. Отличительной чертой является образование в пришовной части мартенситных структур.
Условием качественного соединения является предварительный нагрев и последующая термообработка.
Это влечет за собой существенные затраты, поэтому к сварке углеродистых и низколегированных сталей перлитной структуры прибегают только в крайнем случае.

Стали перлитного класса содержат любое количество углерода, но менее 2,14 %.
Инструментальные сплавы
Эти материалы содержат в своем составе большое количество никеля, хрома и молибдена. Из них изготавливают режущий инструмент или его кромки, испытывающие большие нагрузки. Поэтому сварка должна обеспечить равную прочность шва и основного металла.
Разнородных типы одного структурного класса
Перлитные стали с разной концентрацией легирующих элементов варят по следующим правилам:
- Расходник подбирают по наименее легированному сплаву.
- Режим и температуру – по наиболее.
- При отсутствии возможности предварительного и сопутствующего нагрева наплавляют кромки. Для этого применяют наиболее легированный материал в виде электрода типа Э42А. Толщина наплавки должна быть такой, чтобы основной металл не нагревался до температуры закалки.
Разные виды мартенситных, ферритных и ферритно-аустенитных сталей с большим содержанием хрома варят по правилам:
- Температуру нагрева подбирают по материалу, наиболее склонному к закаливанию.
- Исключают полное охлаждение заготовок.
- Используют сварочные материалы ферритно-аустенитного класса и технологию с минимальным удельным тепловложением.
- По завершении термообработки конструкцию быстро охлаждают.
Сваркой с использованием аустенитных расходников сложнее обеспечить высокое качество, поскольку при термообработке из-за разницы в температурном расширении шва и основного сплава в зоне соединения возникают чрезмерные напряжения.
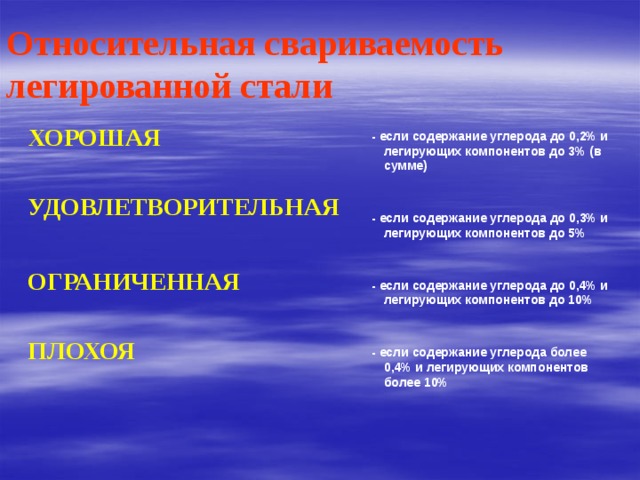
Разница между низколегированной сталью и высоколегированной сталью
Основное различие между низколегированной сталью и высоколегированной сталью состоит в том, что низколегированные стали содержат менее 0,25% легирующего элемента, тогда как высоколегированные стали имеют более 10% легирующего элемента.
Кроме разделения на низколегированную и высоколегированную сталь, она ещё подразделяется по степени легирования на среднелегированную. В этой стали количество легирующих элементов составляет от 2,5 до 10 %)
Сплав представляет собой смесь двух или более элементов. Он производится путем смешивания металла с некоторыми другими элементами (металлами или неметаллами или обоими), чтобы получить материал, который обладает улучшенными свойствами по сравнению с исходным металлом. Низколегированная и высоколегированная сталь — это два типа сплавов железа с легирующими элементами.
Наиболее популярные легирующие элементы в этих сталях применяются такие: никель (Ni) , медь (Cu) , титан (Ti) и ванадий (V), азот (N) и др.
Что такое низколегированная сталь?
Низколегированная сталь — это тип легированной стали, свойства которой улучшены по сравнению с углеродистой сталью. Например, этот сплав обладает лучшими механическими свойствами и большей коррозионной стойкостью, чем углеродистая сталь. Содержание углерода в низколегированной стали составляет менее 0,2%. Наиболее распростраённые л егирующие элементы в этой стали такие: Никель (Ni), Хром (Cr), Молибден (Мо), Вольфрам (V), Бор (B), Вольфрам (W) и Медь (Cu).
В большинстве случаев процесс изготовления этих легированных сталей включает термическую обработку и отпуск (для нормализации). Но теперь, появилась тенденция производить закалку и отпуск. Кроме того, почти все материалы из низколегированной стали являются свариваемыми. Однако материал иногда требует обработки до или после сварки (чтобы избежать растрескивания).
Некоторые преимущества низколегированной стали:
- Предел текучести выше
- Высокий предел прочности
- Более высокая стойкость к окислению и коррозии
- Низкий порог хладноломкости
Этот материал применяется в промышленности, но до максимальной температуры 580 °C. Если температура выше, чем 580 °C, этот материал не подходит из-за отсутствия достаточной стойкости к окислению, чтобы справиться с высокими температурами.
Что такое высоколегированная сталь?
Высоколегированная сталь — это тип легированной стали, в котором более 10% легирующих элементов. В отличие от низколегированной стали, легирующими элементами для высоколегированной стали являются хром (Cr) и никель (Ni). Н аиболее известным примером этой стали — является нержавеющая сталь.
Хром обеспечивает сталь тонким оксидным слоем на поверхности стали. Это называется скрытым слоем, потому что этот слой задерживает коррозию металла. Кроме того, производители обычно добавляют большое количество углерода и марганца, чтобы придать стали аустенитный характер. Кроме того, этот материал дороже, чем низколегированная сталь.
В чем разница между низколегированной сталью и высоколегированной сталью?
Как низколегированная, так и высоколегированная сталь обладают улучшенными свойствами, чем углеродистая сталь. Однако ключевое различие между низколегированной сталью и высоколегированной сталью состоит в том, что низколегированные стали содержат менее 0,25% легирующих элементов, тогда как высоколегированные стали содержат более 10% легирующих элементов. В химическом составе низколегированная сталь содержит железо, углерод (менее 0,2%) и другие легирующие элементы, такие как Никель (Ni), Хром (Cr), Молибден (Мо), Вольфрам (V), Бор (B), Вольфрам (W) и Медь (Cu), в то время как высоколегированная сталь содержит железо, хром, никель, углерод, марганец и др.
2 Сварка низколегированных сталей – технология и тонкости процесса
Как было отмечено, сварка конструкционных низколегированных сплавов с содержанием углерода не выше 0,22 % осуществляется такими же способами, как и стандартная углеродистая сталь. Разница в данном случае является несущественной. Обуславливается она тем, что в полученных швах легированных изделий могут образовываться (при сравнительно высоких темпах охлаждения) особые закалочные структуры. Бороться с ними несложно. Достаточно обеспечить меньшие пределы погонной энергии при сварке, чтобы не беспокоиться об указанных структурах.
Равной прочности соединения добиваются путем привнесения из основного металла в металл шва специальных добавок. А защитить шов от хрупкости можно посредством применения сварочной проволоки, через которую производится дополнительное его легирование.
Чтобы получить качественный шов, для сварки углеродистых и низколегированных сталей следует использовать электроды Э50А и Э42А.

На такие стержни наносится фтористо-кальциевый слой, гарантирующий высокие пластические характеристики и эффективное противодействие возникновению кристаллизационных трещин.
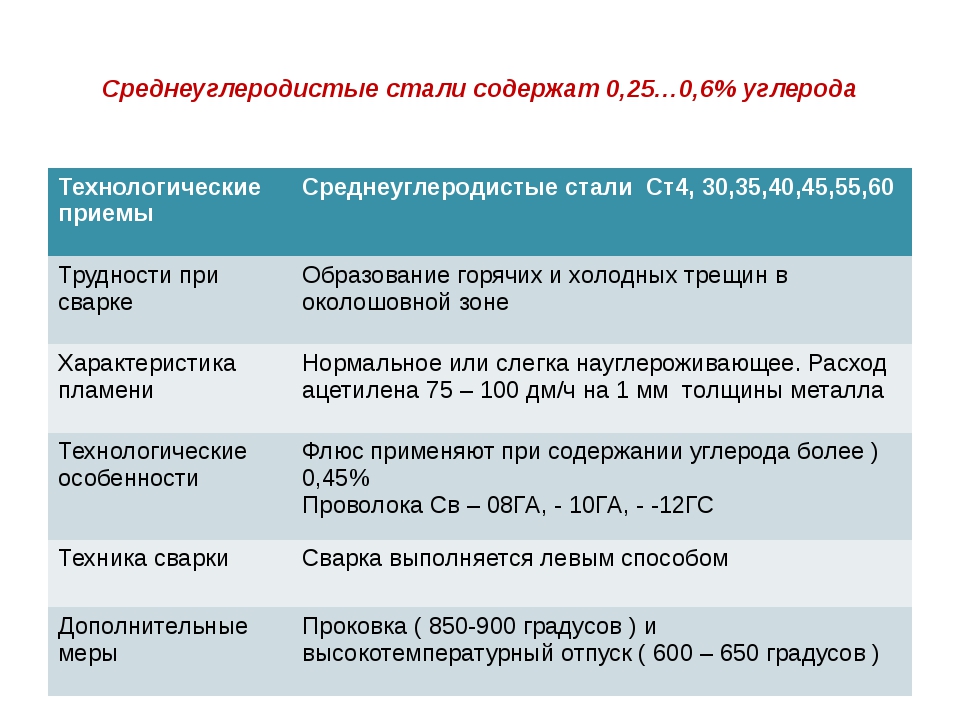
Газопламенная сварка легированных и конструкционных углеродистых сталей выполняется правым либо левым способом. В первом случае расход ацетилена составляет не более 130 кубических дециметров в час, во втором – от 75 до 100. После завершения сварочной операции выполняют проковку металла шва (температура данной процедуры – около 850 градусов), после чего изделие подвергается нормализации. Описанные виды дополнительной обработки обеспечивают увеличение (весьма, кстати, ощутимое) механических показателей соединения.
Полуавтоматическая сварка в газовой атмосфере, а также сварка (ручная) стержнями покрытого типа обычно рекомендуется для работы с теплоустойчивыми низколегированными материалами. Для хромомолибденованадиевых сплавов идеальными являются электроды марок ЭМХФ, для хромомолибденовых – марок ЭМХ. Другие электроды для сварки углеродистых и низколегированных сталей лучше не применять. Желательно выполнять подогрев свариваемой конструкции до 350 градусов (нередко после этого назначается и 2–3-часовой отпуск металла при температуре около 720 градусов).

Газовая сварка теплоустойчивых сплавов демонстрирует хорошую результативность
Важно лишь соблюдать следующие условия:
- необходим подогрев (предварительный) до 300 градусов (либо немного меньше);
- металл в ванне должен иметь густую консистенцию (за счет такого его состояния молибден и хром не выгорают);
- ацетилена расходуется из расчета на один миллиметр свариваемого изделия не более 100 дм3/ч.
При многослойном процессе нужно добиваться того, чтобы количество перерывов было минимальным. Еще один нюанс – после газопламенной сварки легированных и конструкционных углеродистых сталей горелку подают (медленно) вверх. За счет этого нехитрого приема из расплава газы удаляются в полном объеме. Сплавы с молибденовым и хромомолибденовым составом обязательно подвергают термообработке.
Сварка низкоуглеродистых сталей – Осварке.Нет
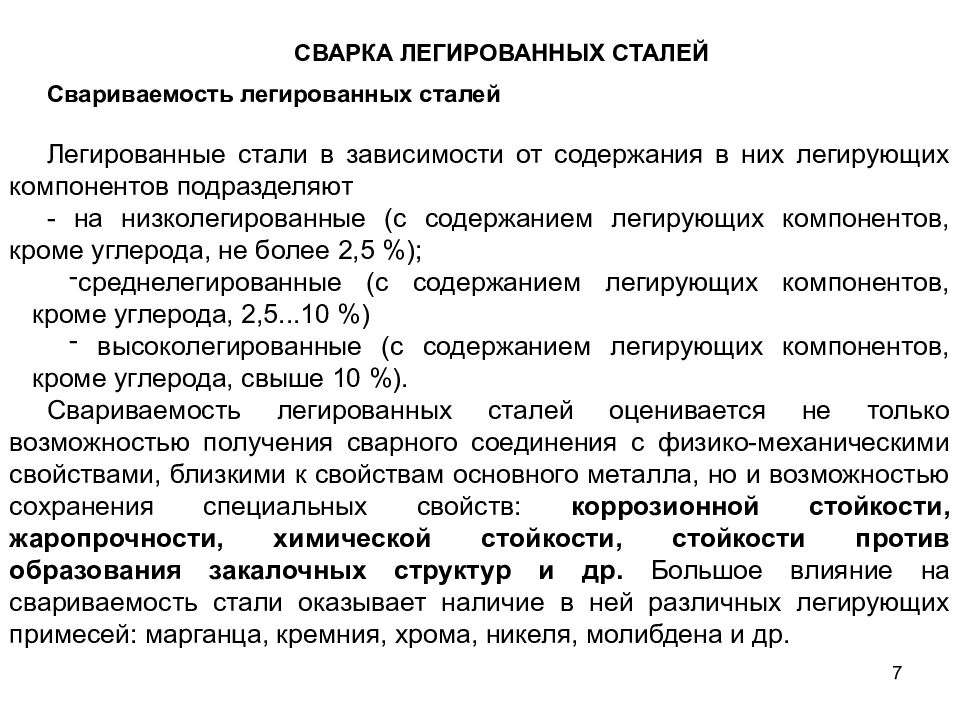
Низкоуглеродистыми называют стали с низким содержанием углерода до 0,25%. Низколегированными называют стали с содержанием до 4% легирующих элементов без учета углерода.
Хороша свариваемость низкоуглеродистых и низколегированных конструкционных сталей является главной причиной их массового применения для производства сварочных конструкций.
Химический состав и свойства сталей
В углеродистых конструкционных сталях углерод основной легирующий элемент. От количества содержания этого элемента зависят механические свойства сталей. Низкоуглеродистые стали разделяют на стали обыкновенного качества и качественные.

Стали обыкновенного качества
В зависимости от степени раскисления стали обыкновенного качества разделяют на:
- кипящие — кп;
- полуспокойные — пс;
- спокойные — сп.
Кипящие стали
Стали этой группы содержат не более 0,07% кремния (Si). Получают сталь путем неполного раскисления стали марганцем. Отличительной особенностью кипящей стали является неравномерное распределение серы и фосфора по толщине проката. Попадание участка со скоплением серы в зону сварки может привести к появлению кристаллизационных трещин в шве и зоне термического влияния. Находясь в среде пониженных температур такая сталь может перейти в хрупкое состояние. Поддавшись сварке такие стали могут стареть в околошовной зоне.
Спокойные стали
Спокойные стали содержат не менее 0,12% кремния (Si). Получают спокойные стали при раскислении стали марганцем, кремнием, алюминием. Отличаются более равномерным распределением в них серы и фосфора. Спокойные стали меньше отзываются на нагрев, меньше склонны к старению.
Полуспокойные стали
Полуспокойные стали имеют средние характеристики между спокойными и кипящими сталями.
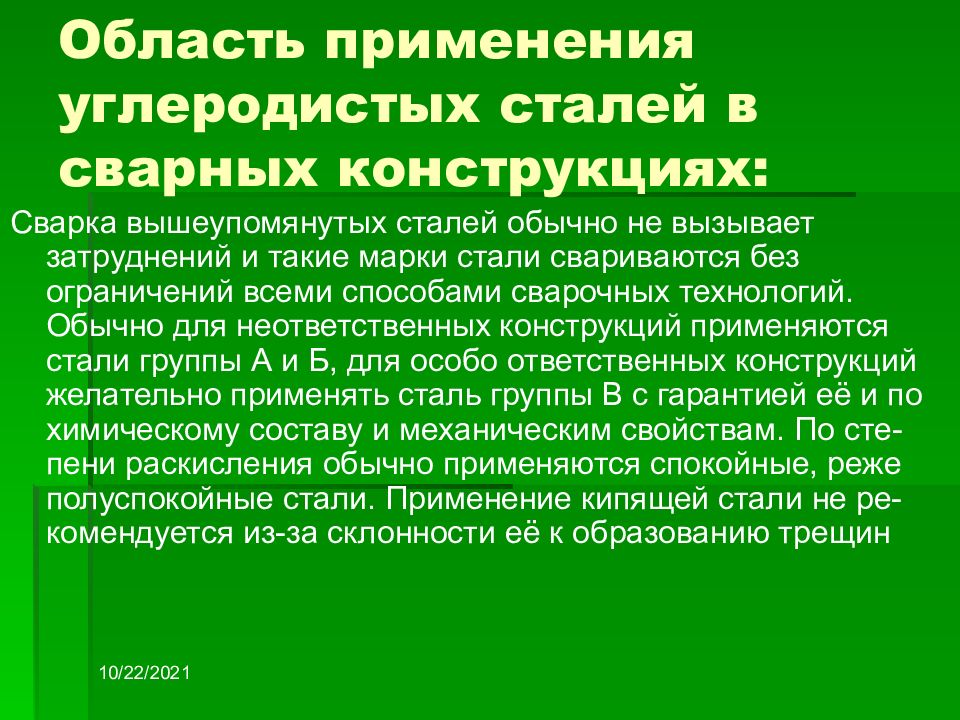
Производят углеродистые стали обыкновенного качества трех групп. Стали группы А не используют для сварки, поставляют по их механическим свойствам. Букву «А» в обозначение стали не ставят, например «Ст2».
Стали группы Б и В поставляют по их химическим свойствам, химическим и механическим соответственно. В начало обозначения стали ставят букву группы, например БСт2, ВСт3.
Для изготовления ответственных конструкций следует использовать обыкновенные стали группы В. Изготовление сварочных конструкций из низкоуглеродистых сталей обыкновенного качества не требует применения термической обработки.
Качественные стали
Низкоуглеродистые качественные стали поставляют с нормальным (марки 10, 15 и 20) и повышенным (марки 15Г и 20Г) содержанием марганца. Качественные стали содержат пониженное количество серы. Для изготовления сварочных конструкций из сталей этой группы применяют стали в горячекатаном состоянии, реже стали с термической обработкой. Сварка этих сталей для повышения прочности конструкции может производится с последующей термической обработкой.
Низколегированные стали
Если в углеродистую сталь вводят специальные химические элементы, которые изначально в ней отсутствует, то такую сталь называют легированной. Марганец и кремний считают легирующими компонентами если их содержание превышает 0,7% и 0,4% соответственно. Поэтому стали ВСт3Гпс, ВСт5Гпс, 15Г и 20Г считают одновременно низкоуглеродистыми и низколегированными конструкционными сталями.
Легирующие элементы способны образовывать соединения с железом, углеродом и другими элементами. Это способствует улучшению механических свойств сталей и снижает предел хладноломкости. Как следствие появляется возможность снизить массу конструкции.
Легирование металла марганцем влияет на повышение ударной вязкости и стойкость к хладноломкости. Сварочные соединения с марганцовистых сталей отличаются более высокой прочностью при знакопеременных ударных нагрузках.
Повысить стойкость стали от атмосферной и морской коррозии можно легированием медью (0,3-0,4%). Большинство низколегированных сталей для производства сварочных конструкций используют в горячекатаном состоянии.