
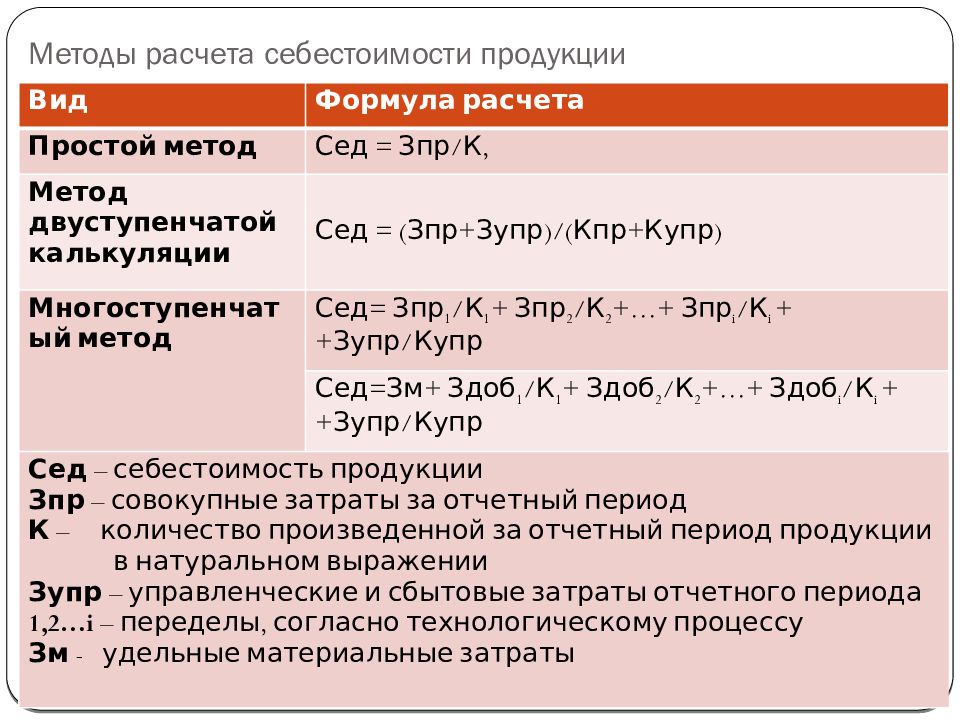
Расход электродов на 1 м шва
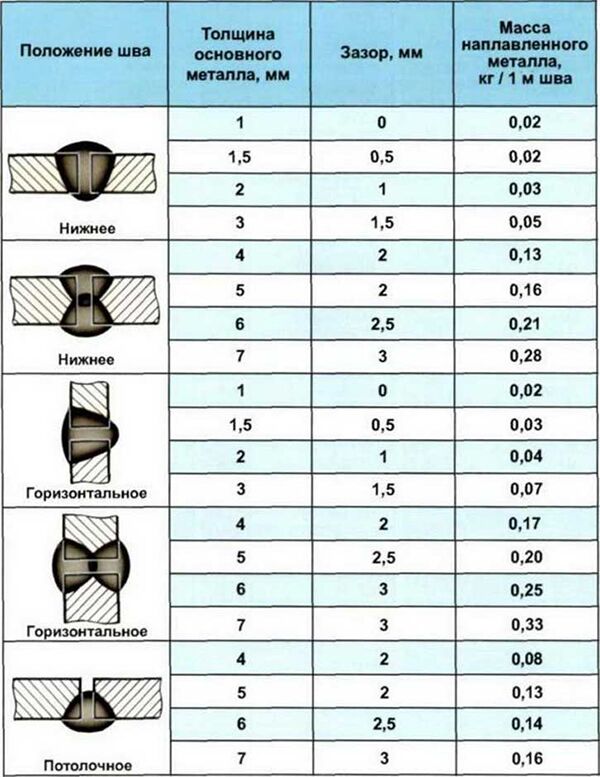
Расход электродов на метр можно определить и самостоятельно. Он складывается из массы наплавленного металла и потерь (к ним относится разбрызгивание, образование шлака, огарки). Для начала вычислим массу наплавленного металла по формуле:
Масса = площадь поперечного сечения шва * плотность металла * длина шва
Значения плотности легко узнать из справочной литературы (плотность углеродистой стали — 7,85 г/куб.см, никельхромовой стали — 8,5 г/куб.см). Затем по второй формуле рассчитаем суммарный расход электродов при сварке:
Норма расхода = масса наплавленного металла * коэффициент расхода
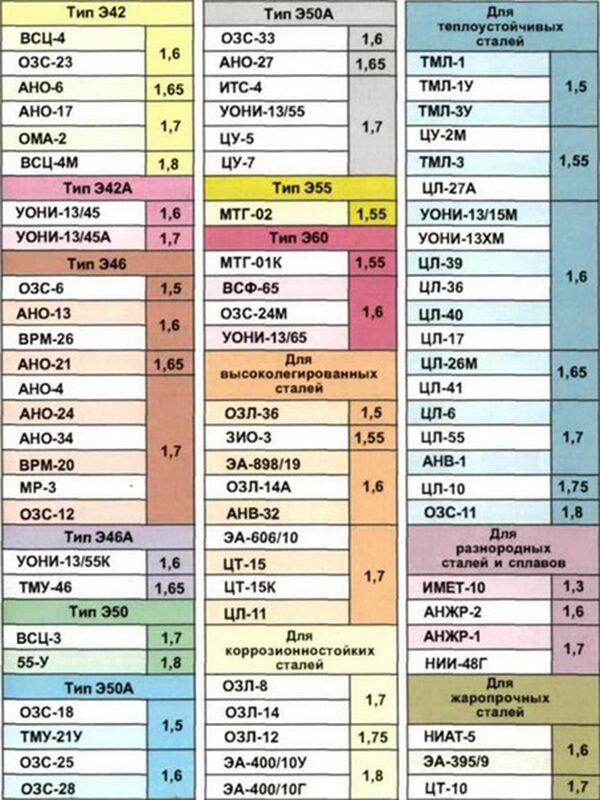
Коэффициент расхода зависит от конкретной марки электрода. Эти данные приводятся в нормативных документах, таких как ВСН 452-84 (см. следующий раздел). Чтобы вычислить расход в килограммах на погонный метр (кг/м), нужно принять длину шва в первой формуле за 1 метр.
Коэффициенты расхода электродов
| Коэффициент | Марки электродов |
| 1,5 | АНО-1, ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
| 1,6 | АНО-5, АНО-13, ЦЛ-17, ОЗЛ-2, ОЗЛ-3, ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-21, ЗИО-8, УОНИ-13/55У |
| 1,7 | ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-9, ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/45 |
| 1,8 | ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13, ВСЦ-4, К-5А |
| 1,9 | АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
Поправочные коэффициенты
Для более точного расчета применяют корректирующие коэффициенты. Их полный перечень можно найти в ВСН 452-84. Приводим примеры поправок в зависимости от рабочих задач:
• При сварке поворотных стыков
| Тип сварки | Тип электрода | Коэффициент |
| MMA-сварка | для покрытых электродов | 0,826 |
| для электрода плавящегося | 0,930 | |
| для электрода вольфрамового неплавящегося | 1 |
• При вваривании патрубков, расположенных под углом к основной оси трубы (по умолчанию величина угла принимается за 90°)
| Угол соединения | Коэффициент |
| 60° | 1,1 |
| 45° | 1,23 |
• При положении патрубков сбоку или снизу по отношению к основной трубе
| Тип сварки | Тип электрода | Коэффициент (патрубок сбоку) | Коэффициент (патрубок снизу) |
| MMA-сварка | для покрытых электродов | 1,12 | 1,26 |
| TIG-сварка | для сварочной проволоки | 1,0 | 1,35 |
Читать также: Проверить двигатель стиральной машины
Что поможет сэкономить средства?
Для более точного расчета сметы на работы необходимо проводить практические пробные работы, позволяющие точно сосчитать расход. Но нужно учитывать погрешность и брать запас 5-7%. Для экономии материалов нужно правильно настраивать оборудование: силу тока и его напряжение, и следовать правилам. Сэкономить иногда получается за счет наклона руки под другим углом.
Иногда используются прерывистые швы, где не нужно полного соединения. Они экономят средства и время. Экономия еще может достигаться за счет применения автоматической сварки, которая сокращает объем поперечного сечения. Можно сэкономить на 30%, если следовать вышеуказанным параметрам.
Для чего нужны те или иные электроды?
Для сварки сталей содержащих углерод и низколегированных применяют электроды: Э38, Э42, Э46, Э50, Э42 А, Э46 А, Э50 А. У данных электродов на разрыве самая высокая точка прочности — 490 МПа. Для этих работ также применяют электроды приделом прочности более 490 и до 588 МПа Э55,Э60.
для стали легированной более высокой прочности применяют электроды марок: Э70, Э85, Э100, Э125, Э15. Они более 588 МПа.
Для устойчивых к теплу сталей применяют электроды, например, Э-09 М, Э-09МХ, Э-09 Х1.
При сваривании сталей с особыми характеристиками и высокой легированностью нужны электроды Э — 12 Х 13, Э — 06 Х13Н, Э — 10 Х 17Т.
Для припления верхних слоев с нестандартными характеристиками используют 44 вида электродов, например, Э — 10 Г2, Э — 10 Г3, Э — 12 Г4.
Главная страница » О сварке » Расход электродов, нормы, таблицы, как рассчитать
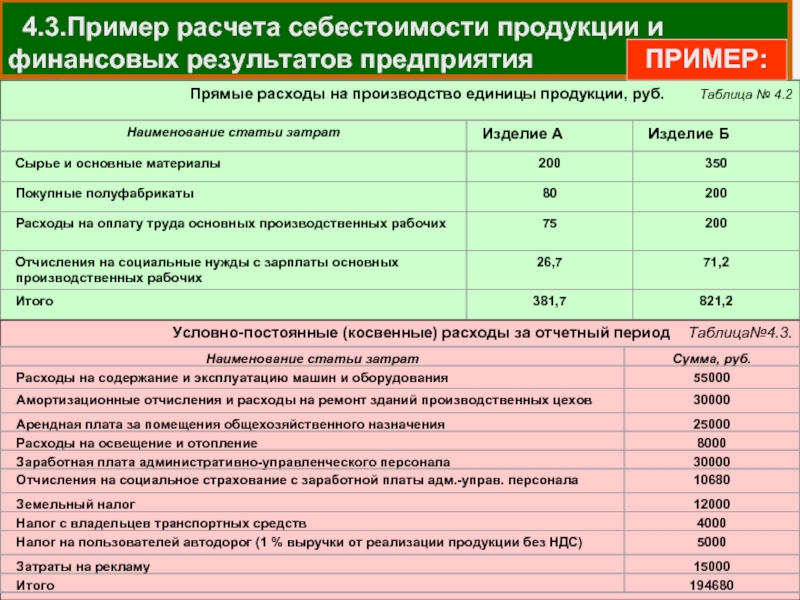
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов
Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие «расход электродов на 1 т металлоконструкций».
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Способы экономии материалов
Есть несколько способов, позволяющих экономить на расходниках. Это позволит уменьшить затраты на покупку стержней:
Используйте автоматические и полуавтоматические аппараты. При ручной сварке могут возникать потери более 5%. Помните, что чем выше качество расходников и оборудования, тем эффективнее производится сварка, а значит происходит меньше потерь.
Разные марки и модели электродов работают с разным током
Настраивая аппарат, обращайте на это внимание. При подборе неправильных режимов сварки, можно понести большие потери.
На расход влияет технология сварки
Так, при неправильном угле стержня, расход может увеличиваться.
Придерживаясь таких рекомендаций, правильно подбирая электроды и внимательно настраивая оборудование, можно значительно сэкономить расход материалов.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.



В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Как снизить расход электродов при сварке
Существует несколько рекомендаций, которые позволят снизить затраты при приобретении сварочных материалов:

1. Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза. Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
2. Каждая конкретная марка стержней подразумевает использование определенного вида и величины тока
При настройке сварочного аппарата стоит обращать особое внимание на данные параметры. Неправильный режим сварки может привести к значительным финансовым потерям
3. Расход электродов может варьироваться в зависимости от положения прутка при сваривании. Некоторые исполнители путем практических тестов или расчетов, самостоятельно определяют оптимальное положение.
Следуя данным советам и грамотно выбирая электрод, расход материалов можно сократить практически на 30%.
Сварочные работы могут выполняться в автоматическом, полуавтоматическом и ручном режимах. Если имеет место ручное сваривание, всегда необходимо предварительно делать расчет расхода электродов. Существует большое количество видов стержней, которые по-разному расходуются в процессе работы. Важен расчет расхода таких изделий и при обработке труб. Например, специально разработаны формулы, помогающие произвести расчет количества электродов при сварке труб.
Факторы, оказывающие влияние на расход стержней
Стержни в процессе сварки расплавляются. Их материал переносится в шов. Чем дольше длится работа, тем сильнее плавится изделие. По прошествии определенного промежутка времени приходится использовать новые стержни. Для ручной сварки электрической дугой характерно быстрое расходование материала.
Нормы расхода электродов для сварки трубопроводов зависят от многих факторов. Среди них следует выделить:
- диаметр изделия, применяемого для сварки. Чем больше диаметр стержня, тем медленнее будет расходоваться изделие. Для правильной сварки толщина стержня должна подбираться в соответствии с толщиной материала, который будет поддан обработке;
- зазор между свариваемыми трубами. Чем шире зазор, тем больше стержней будет потрачено на соединение труб. Чем уже зазор, тем уже необходимо будет сделать сварочный шов и, соответственно, тем меньше будет затрачено изделий;
- силу тока. Сила тока сильно влияет на расход стержней. Она должна подбираться в соответствии с толщиной электродов. При неправильном подборе расход может быть повышенным. К примеру, если сила тока, подобранная для тонкого стержня, слишком велика, он будет плавиться очень быстро. Кроме того, при чрезмерной силе тока происходит повышенное разбрызгивание металла, что также влияет на срок службы стержня. Слишком малая сила тока также может повысить расход, так как для создания качественного шва, в таком случае, придется использовать широкие колебательные движения, что также сказывается на расходе;
- толщину металла заготовки. Чем выше толщина обрабатываемого элемента, тем глубже необходимо проваривать, что влияет на время использования стержня и, соответственно, на общий расход стержней.
Перед началом проведения сварочных работ необходимо провести расчет приблизительного расхода изделий. Это позволит подготовить необходимое количество стержней и обеспечить безостановочный сварочный процесс. Классификация электродов поможет выбрать подходящие изделия.
Определение затрат стержней
Существует несколько методик расчета расхода изделий. Они различны как в точности итоговых результатов, так и в способе подсчета.
Наиболее простым способом, как можно подсчитать расход, является простое суммирование массы отходов от сгорания стержня с массой металла, который был наварен.»
Норма расхода электродов на 1 стык трубы представлена в следующей таблице:
Источник
Нормы расхода электродов при сварочных работах
При выполнении сварки на производительность, продолжительность процесса влияет расход электродов, так как отработавший присадочный материал необходимо заменить новым. Поэтому профессиональные сварщики с достаточным опытом работы всегда имеют под рукой достаточное количество запасных электродов. Как же рассчитать правильно нормативный расход сварочных электродов?
Основные факторы, влияющие на расход материала
Электрическая сварка ручным способом производится с помощью покрытых электродов, быстро расходующихся в процессе сплавления электрической дугой отдельных металлических элементов. При этом определенный объем расходника просто сгорает, часть сплавляется с основным металлом. На скорость его расходования влияет множество факторов, к примеру, она зависит от толщины свариваемого металла, площади сечения самого стержня.
Вводные параметры
При проведении расчета потребности электродов для сварки, например, трубопроводов нужно учитывать следующие моменты:
- Массу металла, необходимого для наплавления, полного заполнения шовного соединения. Для точного расчета наплавления используется технологическая карта сварочного процесса. Приблизительно масса металла, необходимого для наплавления, составляет полтора процента от массы цельной металлической конструкции.
- Длину сварного соединения (шва). Для измерения данного параметра можно использовать строительную рулетку. Измеряется длина стыка и умножается на количество швов, так как для заваривания глубоких стыков может понадобиться наложение нескольких швов.
- Нормы расхода электродов на 1 м шва сварки.
- Силу тока. Превышение допустимых пределов способно повлечь за собой при плавлении электродов разбрызгивание металла.
Как рассчитывается потребность электродов?
Для расчета потребности расходного материала используются разные способы, которые предусмотрены для разных условий выполнения сварочных работ.
Наиболее точные расчеты способен, конечно же, выполнить специалист. Он точно определит необходимость замены расходников и способ уменьшения стоимости сварочных работ.
На сегодняшний день точно рассчитать количество расходного материала можно несколькими способами.
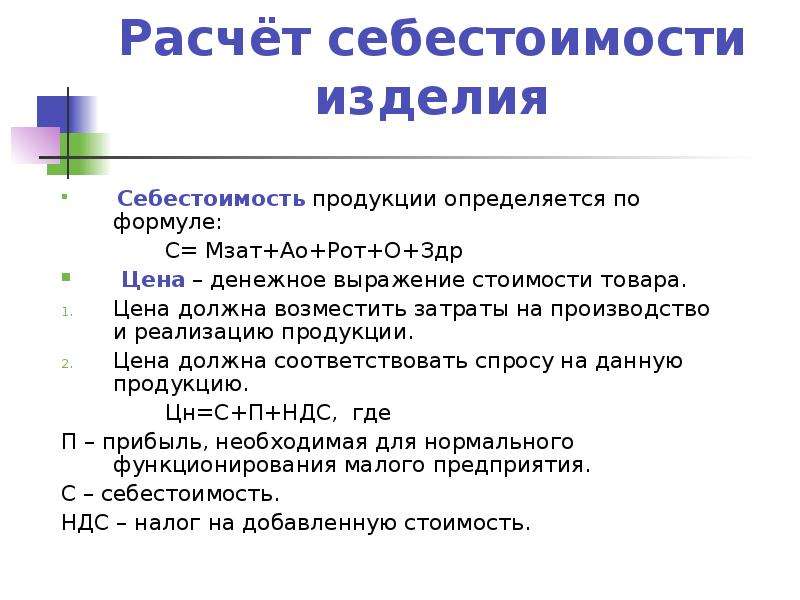
Теоретический расчет
Как точно рассчитать нормативный расход сварочных электродов? Чаще всего подобные расчеты осуществляются по следующей формуле:
Н = МхК
Н – расход металла, кг
М – масса наплавляемого металла, кг
К – коэффициент наплавления
При использовании данной формулы необходимо учитывать следующие нюансы:
- знать площадь поперечного сечения, которая умножается на плотность основного металла, длину стыка;
- обязательно нужно учитывать марку используемого присадочного материала.
Но чтобы в процессе выполнения, к примеру, сварки трубопроводов электроды неожиданно не закончились, и не пришлось бежать в магазин строительных материалов, всегда к произведенным расчетам рекомендуется добавлять дополнительно 5 процентов расходного материала.
Предварительно нужно точно определить вес свариваемого металла, далее произвести тестовую сварку. После этого необходимо сделать замер получившегося огарка, длины сварного соединения, зафиксировать параметры напряжения, силы тока.
На основе собранных данных можно определить необходимое количество расходного материала для выполнения сварного шва конкретной длины.
Но стоит понимать, что продолжать сварочный процесс необходимо именно в таких же условиях, как и при тестировании, электрод держать под тем же углом, иначе проведенные расчеты себя не оправдают.
Чаще всего практический метод расчета необходимого количества электродов используется сварщиками при отсутствии таблицы готовых расходов присадочного материала для разных материалов, их параметров, типа сварки.
Как уменьшить расход присадочного материала
Условия, которые рекомендуется соблюдать для экономии электродов:
- Сила тока, напряжение сварочного аппарата должны соответствовать используемому расходному материалу.
- Максимальной экономии электродов можно достичь при использовании автоматической/полуавтоматической сварки.
- Добиться минимального расхода сварочных электродов можно путем изменения в процессе сваривания изделий положения электрода.
Подобрав верно условия экономии, можно добиться сокращения расхода электродов практически на 30 процентов без потери качества сварного соединения.
Сергей Одинцов
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку “рассчитать” и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. – 15%;
- свыше 12 мм. – 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
Параметры, влияющие на расход
Чтобы произвести расчет расхода электродов на сварочный шов, требуется узнать, что именно оказывает на него наибольшее влияние. К основным параметрам относятся:
- глубина и длина сварочного шва;
- вес наплавленного на соединение металла, который вычисляется относительно массы всей конструкции (в нормативах часто указывается, что максимальным значением является 1,5%, но на практике оно может быть меньшим);
- вес наплавленного металла на 1 метр шва;
- тип сварки.
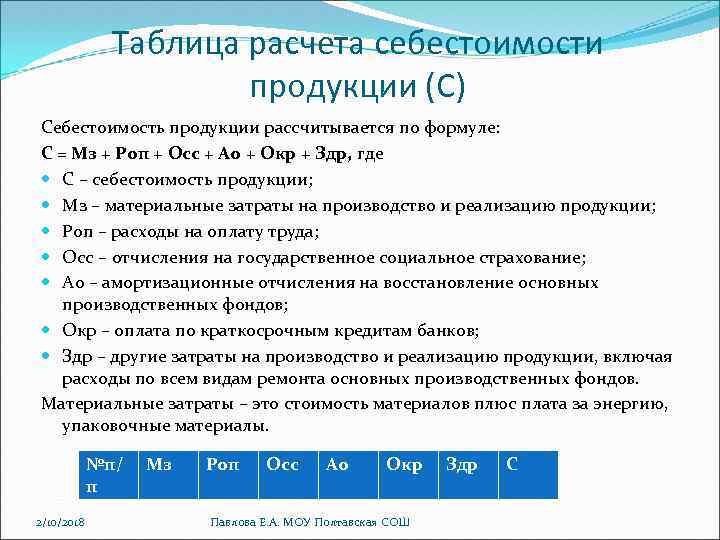
Теоретические и практические расчеты
Нормы расхода электродов при сварочных работах являются табличными значениями, но их можно вычислить и самостоятельно. Существует несколько способов расчета. Один из них основан на использовании коэффициентов. Данный метод подходит для многих сварочных расходных материалов. Он определяется по формуле:
М — вес конструкции;
К — специальный коэффициент расхода, который берется из справочной литературы (зачастую его значение 1,5-1,9).
Еще один способ расчета расхода электродов при ручной дуговой сварке основан на учете свойств расходного материала и металлоконструкции. Здесь используется формула:
F — площадь поперечного сечения;
M — вес 1 кубического сантиметра расходного материала.
При практическом расчете потребуется выполнить еще такие работы:
- замерить огарки;
- отметить силу тока и напряжение;
- измерить длину соединения.
Погрешность расчетов
Нет идеального способа, который бы обеспечил точные данные. Всегда остается небольшой процент отклонений. Практические методы, конечно, обеспечивают точность в несколько раз выше, чем теоретические, но и в них все равно остаются погрешности. На их появление влияют точность выставленного режима, особенности конкретных электродов (часто определяются производителем), работа мастера и многие другие факторы.
Доля погрешности должна учитываться всегда. Стандартно она лежит в пределах 5-7%. Допускаются небольшие отклонения, которые не являются весомой проблемой. Более серьезные неточности могут свидетельствовать о том, что в процессе сварки произошли какого-то рода нарушения.
Расчет расхода электродов по параметрам
В стандартной пачке, как правило, 1 кг электродов. Встречаются и другие варианты, но всегда указывается общий вес расходных материалов, что позволяет точно определить объем покупок после расчетов. Можно просто взять коэффициент расхода конкретной марки и умножить на него требуемое для проведения работ количество материала. Но это даст большую погрешность, так что следует учесть:
- массу металлического стержня без обмазки (которая и берется для расчета);
- диаметр;
- длину (влияет на количество огарков);
- толщину упаковки.
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
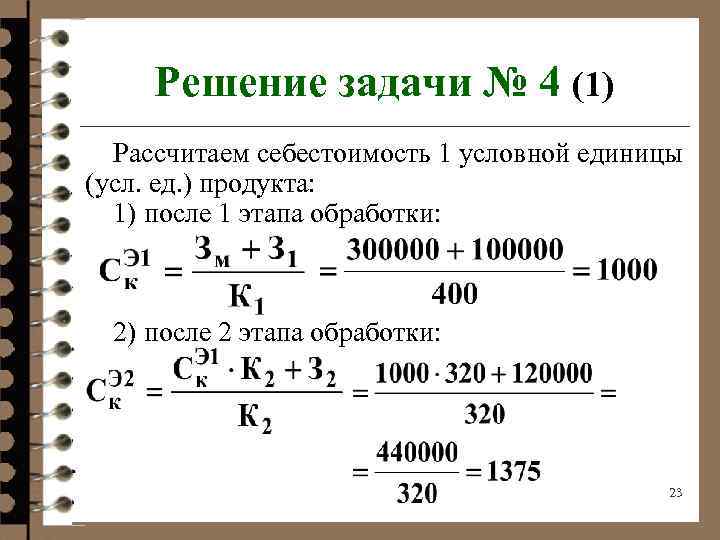
Отличия в теоретических и практических расчетах
Для быстрого вычисления можно применить простую формулу N=Внм*K, где:
- N — нормативный расход в кг;
- Внм — вес наплавленного слоя металла;
- K — справочный коэффициент по расходу с применением стандартных технологий.

Для вычисления расходов электродов применяют простую формулу. Дополнительные поправки применяют с учетом особенностей рабочих процессов. При дуговой сварке ручным способом (покрытыми электродами) используют множитель 0,826. Это значение пригодно для расчета соединения в поворотном стыке. Если ввариваются патрубки, надо брать К=1,23. В данном примере подразумевается взаимное расположение деталей под углом 45°.
Для расчетов применяют базовый коэффициент расхода 1,4.
Ниже приведены поправочные множители для отдельных марок электродов:
- 1,5 (II группа) — ОЗЛ-5 (Э6 и 25Б), ЦТ-28;
- 1,6 (III) — ОЗЛ-2 (3, 6, 7, 8 и 21), ЗИО-8, ЦЛ-17;
- 1,7 (IV) — ОЗЛ-9А, ЦЛ 9 (11), ЦТ-16, ГС-1;
- 1,8 (V) — ОЗЛ-20 (22), ОЗС-11, НЖ-13;
- 1,9 (VI) — ОЗЛ 27 (28), АНЖР-2.
Упрощают вычисления с помощью справочных нормативов. Эти данные есть в тематических отраслевых правилах и федеральных ГОСТ. Сводная информация разделена на группы по типам электродов, технологиям сварки, другим параметрам. Типовые значения подставляют в формулы для расчета.

Практический способ — создание пробного шва.
Этот способ позволяет с высокой точностью узнать расход материалов.
Применяют следующий алгоритм:
- фиксируют заготовки под углом и с зазорами, установленными проектным заданием;
- создают условия, которые будут поддерживаться при выполнении рабочих операций;
- настраивают силу тока;
- после сварки уточняют длину контрольного участка, огарка электрода.
Следует повторить перечисленные действия не менее 3 раз
Особое внимание уделяют идентичности процессов. Кроме положения электрода, обеспечивают неизменный температурный режим в помещении
Исключают порывы ветра и другие внешние воздействия, способные ухудшить точность эксперимента. Полученные данные используют для вычисления средней величины расхода.
Рекомендуем к прочтению Характеристики и эксплуатация неплавящихся электродов
Возможные погрешности
Следует объективно оценивать ограниченную точность аналитических методик и расчета на основе тестовой сварки.

Расчет расхода электродов может иметь погрешность.
Каждый способ подразумевает соблюдение стандартных условий, которые невозможно воспроизвести без отклонений при выполнении рабочих операций. Не исключено наличие в товарной партии бракованных изделий. С учетом отмеченных особенностей рекомендуется увеличить результат вычислений на 5-8%.

Количество электродов в пачке 1 кг
Стандартная информационная этикетка на упаковочной коробке содержит следующие данные:
- наименование изделия (марку электродов);
- диаметр и длину;
- общий вес;
- целевое назначение (возможность создания вертикального, наклонного, горизонтального и потолочного швов);
- рекомендованный диапазон сварочных токов;
- артикул и номер партии;
- дату производства;
- сведения о стандартах и официальных одобрениях;
- идентификационные параметры производителя.

Стандартная информационная этикетка содержит данные об электродах.
При создании электродов нормируют материал прутка и толщину поверхностного слоя.
Приведенные в таблице данные о весовых параметрах отдельных изделий могут отличаться на ±2 грамма без нарушения стандарта.
| Диаметр внешний (длина), мм | Масса | |
| Упаковки (допустимая), кг | Электрода, г | |
| 3 (350) | 5 | 26 |
| 4 (450) | 5 | 58 |
| 5 (450) | 8 | 82 |
Если общий вес составляет 4 килограмма, с применением табличных данных несложно вычислить количество 3 мм электродов: 4000/26 ≈ 154 шт. Не следует забывать о том, что приведенные данные соответствуют изделиям длиной 450 мм.
Нормальный расход
Стандартные показатели приведены в упомянутом документе ВСН 452-84.
Нормативы разработаны с учетом специфики разных видов сварки:
- ручной, автоматизированной;
- дуговой, комбинированной;
- листовых металлоконструкций, арматурных стержней, труб.

Нормативы разработаны с учетом специфики сварки. Отдельные данные приведены с учетом особенностей работы при соединении решетчатых конструкций из разных видов сталей. Созданы нормы для сварки в защитной среде углекислого газа и при использовании проволоки с порошковым наполнителем. Ниже подробно рассмотрен расход электродов на метр шва (тонну металлоконструкций).
Расчет расхода электродов по коэффициенту
Чтобы выполнить вычисление, нужно знать точный коэффициент электрода (K) который, как и другие параметры, указан в приложении РДС 82-201-96 «правил разработки норм расхода материалов в строительстве».
Значение коэффициента варьируется от 1,5 и до 1,9. Меньший показатель соответствует второй группе электродов, а наивысшей шестой. Если при работе используется марка ЦТ-28 из второй группы, показатель K равен 1,5.
Используя математический расчет для определения необходимого количества электродов для наплавки тонны металла, получаем значение 1500 кг, то есть H = 1000 * 1,5. Соответственно, расход возрастает, если применяется марка более возрастной группы, к примеру, НЖ-13, имеющая коэффициент, который равен 1,8.