
Быстрорежущая сталь Р6М5. Расшифровка, состав и свойства
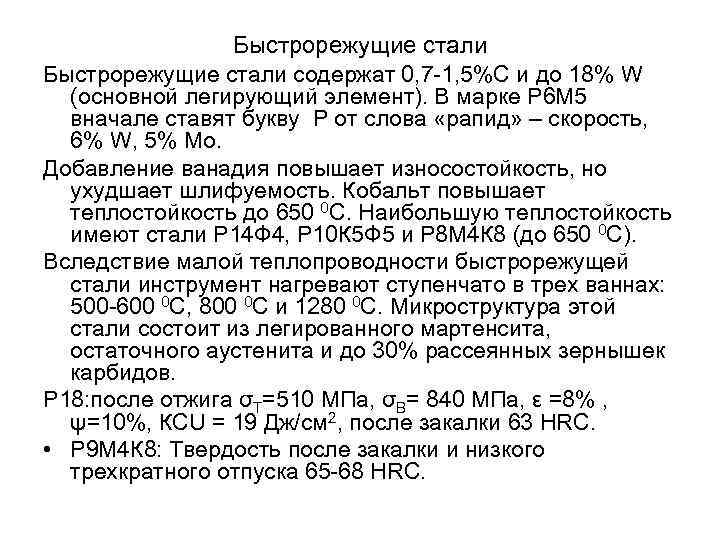
Быстрорежущая сталь Р6М5 является самозакаливающейся, она принадлежит к инструментальному классу. В качестве легирующих компонентов выступают вольфрам (6%) и молибден (5%), такой же состав имеет американская сталь М2. Иностранные аналоги имеют в своем обозначении номенклатуру HSS (высокоскоростная).
Область применения стали включает обработку твердых металлов, что обусловлено высокой прочностью сплава. Материал позволяет максимально повысить скорость работы оборудования для резки, шлифовки, сверления по сравнению с другими видами инструментальных составов.
Особенным преимуществом является долговечность резьбонарезного инструмента, изготовленного из стали Р6М5, при работе с динамическим и вибрационным воздействием.
Расшифровка стали Р6М5
Наименование подразумевает следующие параметры сплава:
- Р – быстрорежущая сталь (rapid – быстрый);
- 6 – 6% вольфрама;
- М5 – 5% молибдена.
В зависимости от состава материала в наименовании могут присутствовать дополнительные индексы. При наличии кобальта – К, ванадия – В, титана – Т, циркония – Ц.
Электрошлаковый способ получения обозначается Ш, а современные технологии изготовления предполагают использование названия Р6АМ5. В данном случае речь идет о введении азота в состав быстрорежущей стали Р6М5 в качестве легирующего компонента.
Он вводится во время отпуска после закалки. Основная область применения такого типа металла – создание фрезерных кругов.
Химический состав и свойства
В состав материала согласно нормативным документам входят:
- вольфрам – 6,15±0,35%;
- молибден – 5,05±0,25%;
- стронций – 4,1±0,3%;
- ванадий – 1,9±0,2%;
- C, Si, Mg, Ni, S, P, Co – менее 1%.
Специальные свойства стали позволяют производить из нее фрезы, метчики, развертки и прочие инструменты. К преимуществам их относится надежность и долговечность. Основные характеристики металла представлены:
- твердостью стали Р6М5 при повышении температуры, что обусловлено минимальным нагревом при длительной работе без перерыва. Это исключает мягкость сверла или другого инструмента при работе, снижает хрупкость. Максимальная температура нагрева, при которой сохраняются свойства сплава – 600 градусов;
- сопротивлением накаливанию при продолжительном температурном воздействии;
- способностью на протяжении длительного времени сохранять остроту режущей кромки;
- ударной вязкостью;
- простотой обработки и технологичностью;
- возможностью воспринимать механическую, в том числе динамическую нагрузку.
Характеристика Р6М5
Среди ключевых свойств Р6М5 можно назвать:
склонность к обезуглероживанию;
стойкость к износу;
высокую вязкость.
Ко всему прочему, она хорошо обрабатывается на шлифовальном оборудовании.
Все, вышеперечисленные характеристики, позволяют использовать ее при производстве инструментальной продукции самого широкого применения, который может быть использован для работы с конструкционными, в том числе и легированными сталями.
Чаще всего Р6М5 применяют при производстве протяжек, прошивок, токарных резцов, фрез и пр.
Иногда Р6М5 называют вольфрамомолибденовой сталью. Она в состоянии сохранять свои свойства даже при работе в условиях высоких температур. В качестве примера можно сказать что после проведения термической обработки ее твердость остается неизменной.
Перечисленные характеристики предопределили ее использование как стали, применяемой для работы в условиях высоких температур.
Еще одно качество стали Р6М5 — это то, что она хорошо держит заточку. Ко всему прочему, эта сталь хорошо выдерживает нагрузки ударного действия. Это позволяет ее использование в качестве сверл, разверток и другой инструментальной продукции.
Тонкости термической обработки
Термическая обработка Р6М5 имеет ряд технологических тонкостей. Они связаны со свойством этой стали к обезуглероживанию и временем необходимым для нагрева до температуры закалки. Она составляет 1230 градусов Цельсия и в процессе нагрева делают отпуск по достижении 200 и 30 градусов, время на эти промежуточные операции составляет один час. Далее, нагрев останавливают на уровне 690, 860 и 1230 градусов. Первые две остановки длятся по три минуты, последние девяносто секунд.
Довольно сложный процесс закаливания не может не отразиться на цене сплава и характеристиках материала.
По достижении заданной температуры в 1230 градусов, Р6М5 охлаждают с применением селитры, масла и воздуха. После этого, производят отпуск на уровне температуры в 560 градусов. Время выдержки составляет полтора часа. В точках отпуска, в сплав добавляют легирующие добавки, которые и и придают изделию необходимую твердость.
Перед началом всех видов термической обработки, сталь необходимо отжечь. Эта операция обеспечивает снижение хрупкости, но при этом сохраняя его прочностные параметры.
Сверло d 12,5 ц/х Р6М5 «трест» (несоответствие маркировки)
- Электро и бензоинструмент
- Хозяйственный инвентарь
- Инструмент абразивный
- Инструмент абразивный — головки шлифовальные
- Инструмент абразивный — шлифшкурка
- Инструмент алмазный
- Инструмент измерительный
- Инструмент измерительный — калибры
- Инструмент измерительный — штанген… Штангенциркули
- Штангенглубиномеры
- Штангенинструмент разный
- Штангенрейсмасы
Инструмент режущий
Инструмент режущий — фрезы
Инструмент режущий — фрезы твердосплавные
Инструмент режущий — метчики
Инструмент режущий — плашки и клуппы
Инструмент режущий — развертки
Инструмент режущий — резцы
Инструмент режущий — сверла
Инструмент режущий — сверла кольцевые
Инструмент режущий — сверла твердосплавные
Инструмент режущий — зуборезный
Инструмент слесарно-монтажный
Инструмент слесарно-монтажный-биты
Инструмент слесарно монтажный ключи
Инструмент слесарно-монтажный-напильники
Инструмент строительный
Инструмент строительный-деревообработка
Наборы инструмента
- Наборы
Наборы слесарно-монтажного инструмента
Наборы торцевых головок
Оборудование
Оснастка и приспособления
Оснастка и приспособления станочные
Оснастка и приспособления — тиски
- Тиски слесарные
Тиски станочные
Тиски станочные специальные
Оснастка станочная — оправки
Оснастка станочная — патроны
Оснастка станочная — втулки переходные
Пластины твёрдосплавные
Пневмоинструмент
Подшипники
Станки
- Электроточило
Пресса
Сверлильные станки
Заточные станки
Товары по сниженным ценам
Заготовки для резцов и осевого инструмента
Инструмент режущий — зенкеры
- Зенкеры насадные
Зенкеры с коническим хвостовиком
Инструмент режущий — зенкеры твердосплавные
УСП-12 Универсально-сборочные приспособления
УСП- 8 Универсально-сборочные приспос-ия
toolfp.ru
Применение Р6М5 в производстве и быту
Р6М5 часто применяют для производства ножей, причем как в серийном производстве, так и в быту. Надо отметить, что правильно заточенный нож справляется практически любым материалом, в интернете можно найти видео где видно как нож, произведенный из этой марки, режет пластину из металла.
Несмотря на высокую цену, ножи из Р6М5 весьма популярны в быту, но проблема заключается в том, изделие из этой стали сложно заточить и поэтому чаще всего такой нож можно встретить у охотников, туристов и пр.
Практически в каждом доме можно встретить электроинструмент, а вот вся технологическая оснастка и инструмент выполняется из Р6М5.
Сверла из этой стали применяют для различных работ по дому. Из этого сплава производят такие изделия, как:
- простые сверла, заточенные с одной стороны;
- выполненные в виде коронки, они предназначены для гипсокартона;
- с концовкой, выполненной в форме копья.
Конечно, из этой стали производят и сверла для работы с металлом.
В промышленности, Р6М5, применяют для изготовления различного инструмента, например:
развертки;
плашки (лерки);
долбежные резцы;
полотна для ручных и механических ножовок.
Особенности заточки
Изделия из Р6М5 подвергаются периодическому затуплению. Сразу можно сказать, что обыкновенные круги, выполненные из электрокорунда, вряд ли помогут выполнить заточку. Для этого целесообразно применять абразивы, изготовленные на основании эльбора.
Для заточки и правки применяют круги плоского профиля (ПП), а также чашечные. Но заточка кругами на основе эльбора имеет свои недостатки, выражающиеся в некачественной чистоте поверхности и появлению изменений в структуре металла.
Для достижения максимального эффекта от заточки Р6М5 рекомендовано выполнять заточку в два захода:
- предварительная, для этого применяют круги с зерном 40;
- чистовая, для этого используют круги с зерном 25 — 16.
Характеристики стали для ножей
Какая сталь применяется при изготовлении ножей и каковы её характеристики? Попробуем разобраться:
Дамасская сталь.
В состав клинка ножа из дамасской стали входит несколько углеродистых сталей таких как: ШХ-15, 5ХНМА, У8А, а для связи в основном применяют сталь 45. При ковке дамасского ножа используют как правило три разных пакета дамасской стали, они различны по своим свойствам, характеристикам и выполняют различные функции. Например, для обуха ножа используют пакет который обладает большей ударной вязкостью. Средней части клинка необходим пакет выдерживающий поперечные нагрузки, то есть на излом. И третий — это режущий пакет с высоким содержанием углерода, который после термообработки должен иметь имеет твёрдость 62-64 ед. HRC. Также после ковки на режущей кромки ножа, за счет чередования металлов с разным содержанием углерода, образуется микропила, что несомненно улучшает режущие свойства ножа.
Сталь 95Х18 (нержавейка)
Ножи клинки которых изготовлены из данной стали 95Х18 отличаются отменными режущими свойствами и высокую твердостью 58-60 ед. HRC. Достигается это за счет высокого содержания углерода в стали. Данный металл устойчив к различным агрессивным средам, не подвергается коррозии.
Химический состав стали 95Х18:
|
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Ti |
Cu |
|
0.9 — 1 |
до 0.8 |
до 0.8 |
до 0.6 |
до 0.025 |
до 0.03 |
17 — 19 |
до 0.2 |
до 0.3 |
Сталь Х12МФ (инструментальная)
Ножи с клинками так же обладают хорошими режущими свойствами и имеют твердость 60-62 ед. HRC Металл клинка содержит 12% хрома и имеет не большую стойкость к коррозии. Ножи из такой стали хорошо держат заточку лезвия.
Химический состав:
|
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Mo |
V |
Cu |
|
1.45 — 1.65 |
0.1 — 0.4 |
0.15 — 0.45 |
до 0.4 |
до 0.03 |
до 0.03 |
11 — 12.5 |
0.4 — 0.6 |
0.15 — 0.3 |
до 0.3 |
Сталь ХВ5 (в народе алмазка)
При изготовлении ножей из данной стали клинки имеют твердость 62-64 ед. HRC, хорошо держат строй. Эту сталь ещё называют «алмазной сталью» из-за её высокой твердости и схожестью с алмазом.
Химический состав стали:
|
C |
Si |
Mn |
Cr |
V |
W |
Cu |
|
1.3 — 1.5 |
0.1 — 0.3 |
0.1 — 0.3 |
0.5 — 0.7 |
1.0 — 3.0 |
4.0-5.0 |
0.03 |
Сталь Р6М5К5 (быстрорез)
Основными достоинствами является: твердость 65-66 ед. HRC, отменными режущими свойствами, очень долго держит заточку, при правильной закалке и термообработке не будет хрупкой.
Сталь Р6М5 (M2).
Старичок среди быстрорежущих сталей — была разработана в тридцатых годах двадцатого века. Широко применяется во всём мире и является неким эталоном для сравнения с другими сталями. Данная сталь находит большое применение для изготовления клинков. Имеет неплохое сопротивление к износу, хорошо поддается шлифовке.
Химический состав стали Р6М5К5:
|
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Mo |
W |
V |
Co |
|
0.84 — 0.92 |
до 0.5 |
до 0.5 |
до 0.4 |
до 0.03 |
до 0.03 |
3.8 — 4.3 |
4.8 — 5.3 |
5.7 — 6.7 |
1.7 — 2.1 |
4.7 — 5.2 |
- < Назад
- Вперёд >
Как изготовить нож из рапида своими руками
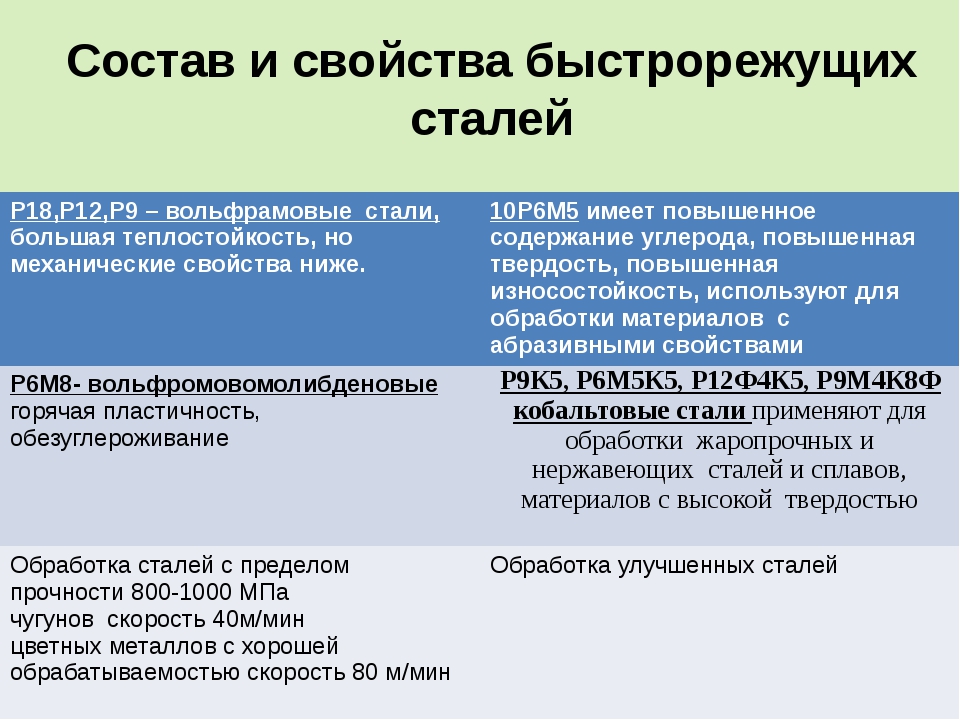
Стали марок: Р10, Р12, Р14, Р18 и семейство Р6М5 великолепно подходят для создания режущих элементов. Хрупкость пильных полотен, несколько преувеличена.
Не следует изготавливать слишком длинные клинки и ковырять ими канализационные люки. Проблем с ножом в будущем использовании не возникнет.
Рапидный сплав довольно вынослив к нагрузкам, предназначен к длительным нагрузкам. Правильное изготовление клинка гарантирует все доступные его качества. Дадим краткую инструкцию по изготовлению клинка своими руками из ходовой стали марки Р6М5.
 Самодельный нож из быстрореза.
Самодельный нож из быстрореза.
Требуемые материалы и инструменты
Сплав довольно стоек к механическим воздействиям. Сложности при изготовлении возникнут однозначно, бояться их не подобает русскому мастеру. Материалы потребуются:
- деревянный брусок и эпоксидный клей (для рукояти);
- кусочек латуни, бронзы либо меди;
- пропиточный лак, масло.
Полотно ножовки марки стали Р6М5 – заготовка. Защитные очки и перчатки, работа предстоит пыльная и трудоёмкая. Инструментарий следующего типа:
- УШМ «болгарка», набор дисков различного назначения;
- тиски, молоток, лобзик, напильники, плоскогубцы;
- точильный станок, круги к нему с различным зерном;
- надфиль, дрель и набор свёрл;
- маркер, наждачная бумага, струбцина;
- ёмкость с водой.
Рукоять всадного типа подойдёт идеально. Выбор остановить стоит на ней.
Изготовление основного профиля
Шаблоном пользоваться не следует, чертёж маркером выполнить лучше на самом полотне. Специфические качества стали, позволят делать надрезы в соответствии с изображением. А плоскогубцами обламывать по резу, кусочки стали. Чертёж выполняется вместе с хвостовиком.
По окончании процесса получим грубую, черновую заготовку клинка. На точильном станке дорабатываем деталь. Убираем лишний металл, стачивая на круге с крупным зерном. Проточки на хвостовике помогут лучшему склеиванию с деревом.
Скосы и шлифовка клинка
Размечаем симметричные скосы, процесс довольно ответственный, отнестись стоит с аккуратностью. Перегрев стараемся не допускать, окунаем периодически клинок в воду. Для выведения чётких спусков поможет специальное приспособление.
 Шлифовка клинка для ножа.
Шлифовка клинка для ножа.
Круг точильного станка необходимо сменить, ставится самое мелкое зерно. Убедившись в симметрии спусков, допустимо произвести первичную заточку заготовки. Заключительная шлифовка производится вручную, с помощью наждачной бумаги.


Попутно изготавливаем больстер, подходящий по размерам кусочек латуни, размечаем под клинок. В соответствии с разметкой необходимо просверлить небольшие отверстия. Затем их расширить при помощи надфиля для вставки клинка.
Изготовление рукояти
Пильную заготовку, обязательно необходимо обернуть скотчем, для продолжения безопасной работы. Деревянный брусок следует разметить и в соответствии с хвостовиком насверлить в нём отверстия. Произвести примерку вместе с больстером.
Сидит идеально? Идём дальше:
- Можно приступать к склеиванию деталей. Эпоксидку рекомендуют смешивать с деревянной стружкой. Залив в отверстие будущей рукояти клей, вставляем больстер и клинок. Укрепляем конструкцию в струбцину. Оставляем на сутки засохнуть клею.
- Высохнув, освобождаем заготовку. Размечаем будущую рукоять и снимаем лишнее лобзиком. Черновой вариант рукояти готов.
- Доводим до анатомической или другой формы с помощью наждачной бумаги. Самым мелким зерном обрабатываем в заключение.
Пропитываем рукоять маслом или специальной жидкостью. Это придаст изделию водоотталкивающие качества и меньшую подверженность гниению. Остаётся заточить клинок по всем правилам.
Плюсы
Сталь р5м5 для ножей обладает следующими достоинствами:
- Возможность нарезать твёрдые и неоднородные материалы – разрезание костной и хрящевой ткани.
- На качество заточки не влияет скорость нарезки – сочетание вольфрама и углерода – подходит для тонкой нарезки твёрдых фруктов, овощей (редька, айва).
- Ножи из стали р6м5 практически не затупляются при нарезке лука, лимона, чего нельзя сказать о других сплавах. после работы с данными продуктами незамедлительно ополоснуть под проточной водой и вытереть насухо.
- Нож не соскакивает при нарезке привядших продуктов, сухожилий.
- Долговечность – высокое содержание молибдена.
- Сохранение остроты клинка при температуре более 300°C.
- Повышенная стойкость к одномоментным механическим воздействиям, в том числе вибрации.
- Простота в уходе – для очистки лезвия нет необходимости использовать специальные средства.
- Быстрота заточки на токарном оборудовании. Возможность приступать к эксплуатации, не дожидаясь полного охлаждения сплава.
- Высокое содержание кремния снижает к минимуму риск разрушения клинка при кислотном или щелочном воздействии в среде с низкой влажностью воздуха – возможность использования для нарезки стройматериалов.
- Высокая огнестойкость – выдерживает кратковременный контакт с открытым пламенем – окалину смывать после охлаждения в естественных условиях.
- Отсутствие диффузионных свойств – частицы обрабатываемого материала не проникают в структуру клинка, легко смываются проточной водой (молибден. идеальный вариант для разделки туш крупного рогатого скота.).
- Лёгкая дезинфекция продуктов питания при их нарезке, разделывании – марганец.
- Малая масса сплава позволяет быстро менять направления воздействия, повышение точности нарезки.
- Стойкость кристаллической решётки – возможность использования для работы в среде электрического и электромагнитного поля низкой напряжённости.
- Сохранение качества заточки при значительных одномоментных повышениях температуры.
Трудности закалки быстрорежущей стали
Из-за такой особенности, как обезуглероживание, термообработка стали Р6М5 становится довольно проблематичной. Изначально сплав подвергают отпуску при температурах 200 и 300 градусов с выдержкой по одному часу. Затем металл проходит три этапа:
- нагревание до 690 °C происходи в течение 3 минут;
- аналогичное время сталь выдерживают при 860 °C;
- затем достигается температура в 1220 °C на протяжении 1,5 минут.
Для получения неравновесного состояния сталь остужают в селитре, масле и на воздухе. Затем применяется трёхразовый отпуск при температуре в 560 °C. Выдерживают в таком состоянии сплав на протяжении 1,5 часов.
Раскиление ванн бурой и фтористым магнием позволяет удержать кислород в составе металла. Легирующие элементы добавляются в процессе отпуска. Они создают карбиды, которые придают изделиям высокую прочность.
Предварительный отжиг является важнейшим этапом при изготовлении прочных сортов сплавов. Благодаря ему сталь избавляется от повышенной хрупкости и получает высокие прочные качества.
Истории создания
Сверло с покрытием из нитрида титана Для обточки деталей из дерева, цветных металлов, мягкой стали резцы из обычной твердой стали были вполне пригодны, но при обработке стальных деталей резец быстро разогревался, скоро изнашивался и деталь нельзя было обтачивать со скоростью больше 5 м/мин.
Барьер этот удалось преодолеть после того, как в 1858 году Р. Мюшетт получил сталь, содержащую 1,85 % углерода, 9 % вольфрама и 2,5 % марганца. Спустя десять лет Мюшетт изготовил новую сталь, получившую название самокалки. Она содержала 2,15 % углерода, 0,38 % марганца, 5,44 % вольфрама и 0,4 % хрома. Через три года на заводе Самуэля Осберна в Шеффилде началось производство мюшеттовой стали. Она не теряла режущей способности при нагревании до 300 °C и позволяла в полтора раза увеличить скорость резания металла — 7,5 м/мин.
Спустя сорок лет на рынке появилась быстрорежущая сталь американских инженеров Тэйлора и Уатта. Резцы из этой стали допускали скорость резания до 18 м/мин. Эта сталь стала прообразом современной быстрорежущей стали Р18.
Ещё через 5—6 лет появилась сверхбыстрорежущая сталь, допускающая скорость резания до 35 м/мин. Так, благодаря вольфраму было достигнуто повышение скорости резания за 50 лет в семь раз и, следовательно, во столько же раз повысилась производительность металлорежущих станков.
Дальнейшее успешное использование вольфрама нашло себе применение в создании твердых сплавов, которые состоят из вольфрама, хрома, кобальта. Были созданы такие сплавы для резцов, как стеллит. Первый стеллит позволял повысить скорость резания до 45 м/мин при температуре 700—750 °C. Сплав вида, выпущенный Круппом в 1927 году, имел твердость по шкале Мооса 9,7—9,9 (твердость алмаза равна 10).
В 1970-х годах в связи с дефицитом вольфрама быстрорежущая сталь марки Р18 была почти повсеместно заменена на сталь марки Р6М5 (так называемый «самокал», самозакаливающаяся сталь), которая, в свою очередь, вытесняется безвольфрамовыми Р0М5Ф1 и Р0М2Ф3.
Р6М5К5 :: Металлические материалы: классификация и свойства
Р6М5К5 ГОСТ 19265-73
|
Массовая доля элемента, % |
|||||||||||||
|
Углерод |
Мар-ганца |
кремния |
хрома |
вольфрама |
ванадия |
кобальта |
молибдена |
никеля |
меди |
серы |
фосфора |
азота |
ниобия |
|
не более |
|||||||||||||
|
0,86 – 0,94 |
0,20 – 0,50 |
0,20 – 0,50 |
3,80 – 4,30 |
5,70 – 6,70 |
1,70 – 2,10 |
4,70 – 5,20 |
4,80 – 5,30 |
0,6 |
0,25 |
0,030 |
0,030 |
– |
– |
|
Ас1 |
Ас3 (Асm) |
Ar3(Асm) |
Мн |
|
|
Температура критических точек, °С |
840 |
875 |
805 |
765 |
|
Температура испытания °С |
||||||||||
|
20 |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
|
|
Модуль нормальной упругости, Е, ГПа |
220 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
Модуль упругости при сдвиге кручением G, ГПа |
83 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
Плотность ρn, г/см3 |
8200 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
Коэффициент теплопроводности λ, Вт/(м * °С) |
– |
27 |
28 |
29 |
30 |
32 |
36 |
34 |
– |
29 |
|
Удельное элекросопротивление (ρ, Ном*м) |
458 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
Твердость |
Температура 0С |
||
|
после отжига |
После закалки с отпуском, HRCэ (HRC), не менее |
закалки |
отпуска |
|
HB, не более |
|||
|
269 |
65 (64) |
1230 |
550 |
Температура нагрева для закалки и отпуска образцов должна соответствовать значениям, указанным в таблице.
Охлаждение образцов после закалки проводят в масле.
Отпуск образцов проводят двух-, трехкратный, с выдержкой по 1 ч. и охлаждением на воздухе.
Время выдержки при нагреве устанавливают согласно черт. 1.
Толщина (диаметр) образца, мм
1. – для прямоугольных образцов
2. – для круглых образцов
Черт. 1.

Кривая зависимости твердости от температуры отпуска
Механические свойства стали в состоянии поставки (после отжига) при 20 °С
|
σ0,05 |
σ0,2 |
σВ |
δ5 |
ψ |
σСЖ0,2 |
σСЖ |
ε, % |
τК, МПа |
ν, % |
KCU, Дж/см2 |
|
МПа |
% |
Мпа |
||||||||
|
240 (5) |
510 (20) |
850 (30) |
12 (1) |
14 (1) |
520 (13) |
2720 (80) |
54 (1,5) |
590 (18) |
60 (1,4) |
18 (1) |
Механические свойства стали в состоянии поставки при 20 °С
|
σ0,05 |
σВ |
σСЖ0,2 |
σСЖ |
τК, |
σизг |
KCU, Дж/см2 |
|
МПа |
||||||
|
2340 |
2050 |
3100 |
3750 |
1820 |
3000 |
25 |
Механические свойства стали в состоянии поставки (после отжига) при повышенных температурах
|
Температура испытания, °С |
σ0,2 |
σВ |
δ5 |
ψ |
σсж |
τК, |
KCU Дж/см2 |
НВ |
|
МПа |
% |
МПа |
||||||
|
200 |
500 (50) |
870 (60) |
10 (2) |
11 (2) |
1100 (50) |
570 (30) |
– |
258 (6) |
|
400 |
470 (50) |
770 (60) |
12 (2) |
11 (2) |
950 (50) |
500 (30) |
– |
240 (6) |
|
600 |
330 (40) |
620 (50) |
28 (3) |
48 (5) |
730 (40) |
340 (20) |
– |
165 (6) |
|
800 |
130 (20) |
270 (20) |
55 (4) |
60 (5) |
130 (20) |
120 (20) |
– |
38 (4) |
|
1000 |
110 (20) |
130 (20) |
57 (4) |
50 (5) |
100 (20) |
60 (10) |
140 (15) |
26 (4) |
|
1100 |
– |
– |
– |
– |
– |
– |
170 (15) |
– |
|
1200 |
40 (10) |
40 (10) |
8 (2) |
15 (2) |
70 (10) |
40 (10) |
75 (10) |
5 (1) |
Механические свойства стали в термообработанном состоянии при повышенных температурах
|
Температура испытания, °С |
σизг, МПа |
HV |
HRC |
|
200 |
3820 |
833 |
64 |
|
400 |
3980 |
769 |
62 |
|
500 |
3040 |
726 |
61 |
|
550 |
2980 |
686 |
59 |
|
600 |
2790 |
626 |
57 |
|
650 |
2500 |
528 |
52 |
Механические свойства в зависимости от температуры отпуска
|
Температура отпуска, °С |
НRCЭ |
|
|
Закалка 1280 °С, масло. Отпуск трехкратный по 1 ч |
||
|
500 |
67 |
|
|
540 |
68 |
|
|
580 |
67 |
|
|
620 |
63 |
|
|
660 |
57 |
|
Вязкость |
Сопротивление износу |
Шлифуемость |
Красностойкость 59 HRCэ при отпуске в течении 4 ч, 0С |
Особые свойства |
|
Хорошая |
Повышенное |
Хорошая |
630 |
Повышенная склонность к обезуглероживанию. |
Температура ковки, °С: начала 1160, конца 850. Охлаждение в колодцах при 750 – 780 °С.



Применение:
Для обработки высокопрочных нержавеющих и жаропрочных сталей и сплавов в условиях повышенного разогрева режущей кромки.
Сортамент:
Сталь изготавливается в виде прутков и полос.
По форме, размерам и предельным отклонения сталь должна соответствовать требованиям:
горячекатаная круглого и квадратного сечений – ГОСТ 2590-88 и ГОСТ 2591-88;
кованая – ГОСТ 1133-71;
полосовая – ГОСТ 4405-75;
калиброванная – ГОСТ 7417-75;
сталь со специальной отделкой поверхности – ГОСТ 14955-77 диаметром от 1 до 25 мм включительно.
Сталь Р6М5 – Живучий.рф – информационный портал
Главная > edc > ножевые стали > Р6М5
Р6М5 характеристики
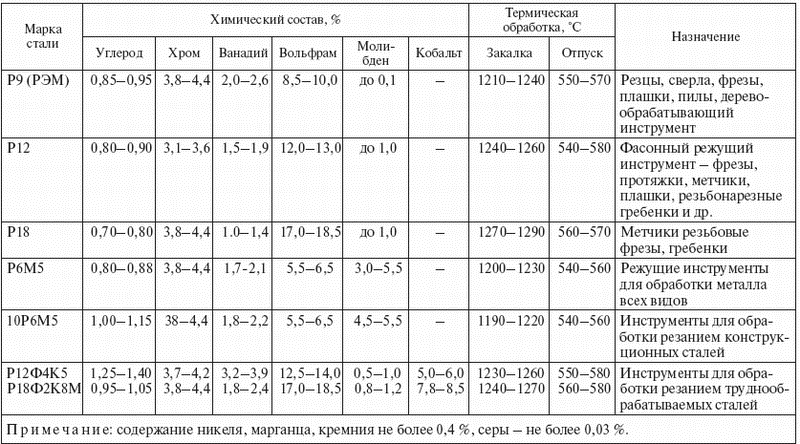
Сталь P6M5 – быстрорежущая инструментальная сталь. Применяется для режущих инструментов, работающих в условиях значительного нагружения и нагрева рабочих кромок. Инструмент из быстрорежущих сталей обладает высокой стабильностью свойств и хорошо подходит для изготовления кухонных, туристических или складных ножей. Сталь Р6М5 практически вытеснила похожие по своим свойствам стали Р18, Р12 и Р9 и нашла применение при обработке цветных сплавов, чугунов, углеродистых и легированных сталей, а также некоторых теплоустойчивых и коррозиестойких сталей.
Расшифровки стали Р6М5
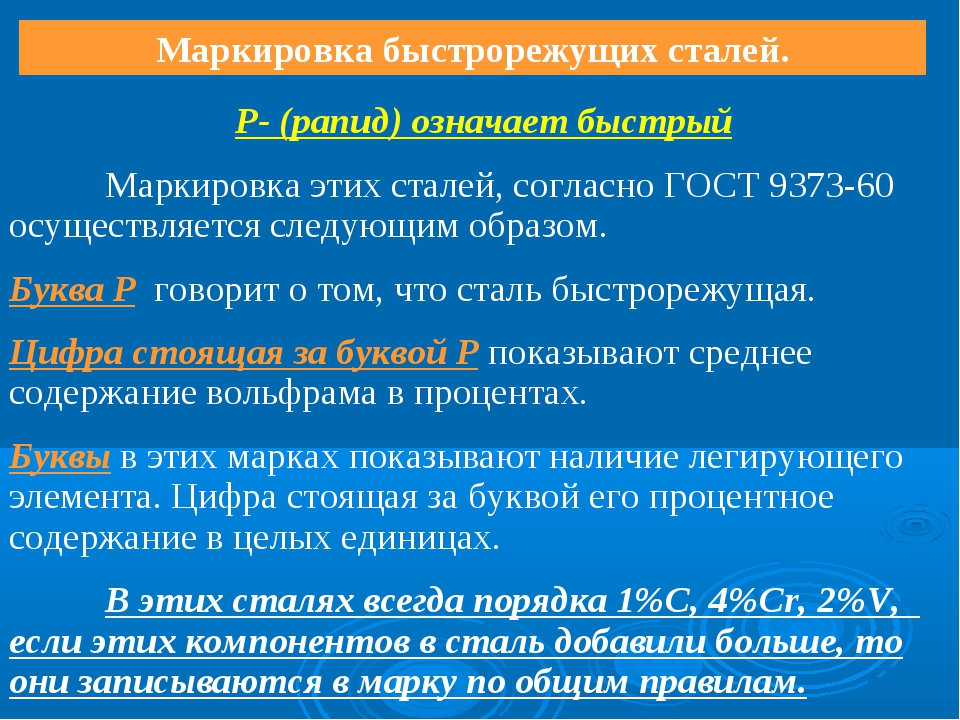
Буква «Р» – это обозначение быстрорежущих сталей. Слово взято из транскрипции английского «rapid»», переводящегося, как «быстрый».
Цифра за буквой «Р» обозначает процентное содержание в сплаве вольфрама (6%)
Далее идет буква «М», обозначающая присутствие в сплаве молибдена (5).
Кроме Mo, быстрорежущие стали могут содержать в своей маркировке такие обозначения: «К» — кобальт, «Ф» — ванадий, «Т» — титан, «Ц» — цирконий.
Данная марка стали имеет довольно сложный состав и не простое производство. Далеко не все производители ножей могут работать со сталью Р6М5. И цена на готовое изделие выходит, как правила довольно “кусачая”. Но ножи из стали Р6М5 обладают исключительными качествами. Режущая кромка ножа из этой стали долго держит заточку. Ножи обладают отличным качеством реза. При очень высокой твердости, сталь обладает хорошей пластичностью, что делает нож очень прочным.
В основном из этой стали делают ножи с фиксированным лезвием типа “финка”. Из-за повышенной твердости сталь не применяют для изготовления топоров и мачете.
Ко всему прочему сталь является жаропрочной. Нож из Р6М5 можно заточить на станке без риска перекала режущей кромки.
К минусам данной стали можно отнести её слабые антикоррозийные свойства и сложность заточки.
Новичку я бы не советовал нож из стали Р6М5. Его действительно сложно точить, как правило для качественной заточки используют специальные диски из эльбора (сверхтвердый материал, по свойства приближен к алмазу). Но если Вам нужна невероятная “мощь” и надежность то это хороший выбор.
Нож из стали Р6М5 это не игрушка, это очень серьезная вещь, готовая к серьезным испытаниям.
Твердость стали Р6М5 – 62-65 RHC
Состав стали Р6М5
Углерод (С) 0,82 – 0,90 %
Марганец (Mn) 0,20 – 0,50 %
Хром (Cr) 3,8 – 4,4 %
Кремний (Si) 0,20 – 0,50 %
Молибден (Мо) 4,8 – 5,3 %
Ванадий (V) 1,7 – 2,1 %
Кобальт (Со) 0,5 %
Никель (Ni) 0,4 %
Фосфор (Р) 0,03 %
Сера (S) 0,025 %
Вольфрам (W) 5,5 – 6,5%.
Главная > edc > ножевые стали > Р6М5
Перейти в магазин “Живучий.рф”

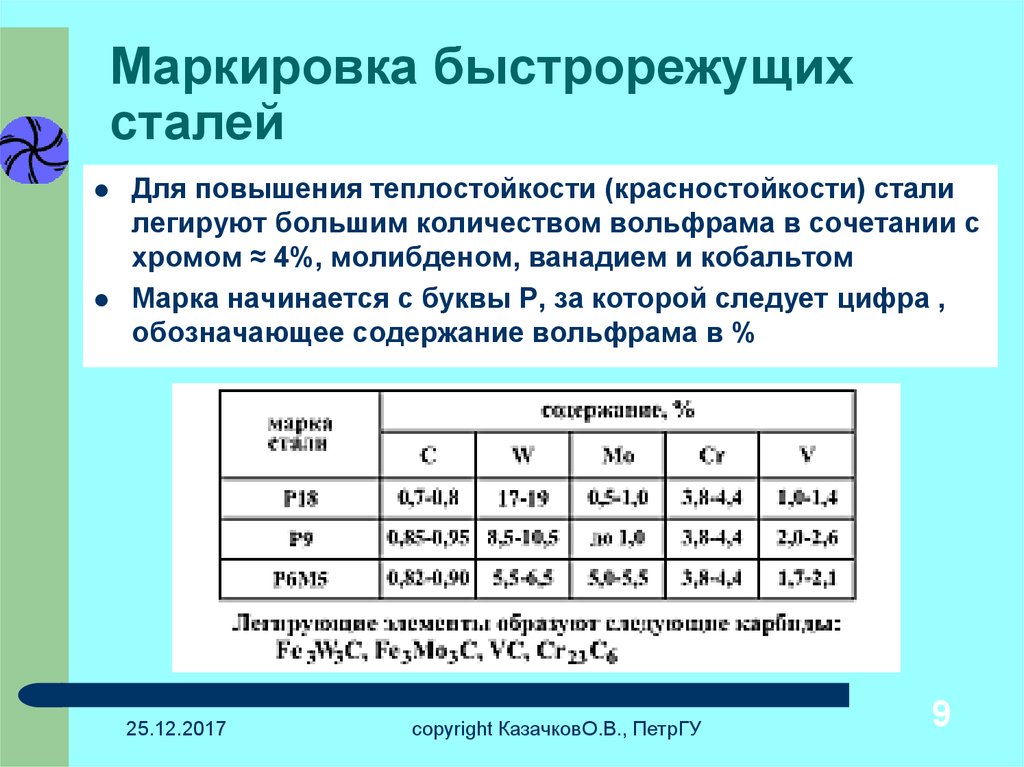
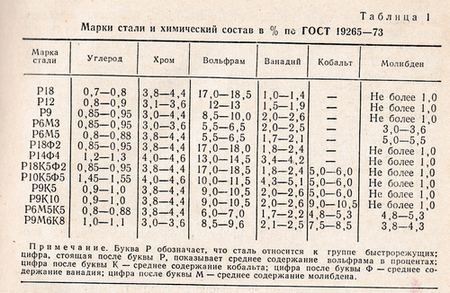
Расшифровка обозначения марок сталей
Изначально быстрорежущая сталь как материал для изготовления режущих инструментов была изобретена британскими специалистами. С учетом того, что инструмент из такой стали может использоваться для высокоскоростной обработки металлов, этот материал назвали «rapidsteel» (слово «рапид» здесь как раз и означает высокую скорость). Такое свойство данных сталей и придуманное им в свое время английское название послужили причиной того, что обозначения всех марок данного материала начинаются с буквы «Р».
Первая цифра, стоящая после буквы Р в обозначении стали, указывает на процентное содержание в ней такого элемента как вольфрам, который во многом и определяет основные свойства данного материала. Кроме вольфрама быстрорежущая сталь содержит в своем составе ванадий, молибден и кобальт, которые в маркировке обозначаются, соответственно буквами Ф, М и К. После каждой из такой буквы в маркировке стоит цифра, указывающая на процентное содержание соответствующего элемента в химическом составе стали.
Пример расшифровки марки быстрорежущей стали
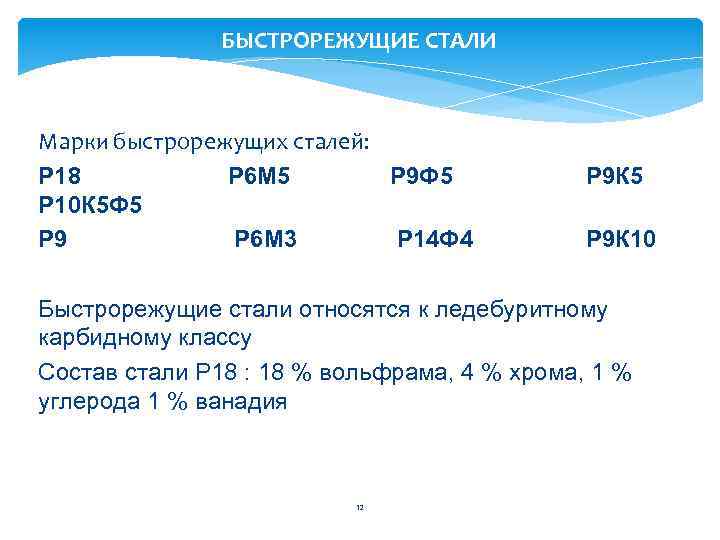
В зависимости от содержания в составе стали тех или иных элементов, а также от их количества, все подобные сплавы делятся на три основных категории. Определить, к какой из категорий относится сталь, достаточно легко, расшифровав ее маркировку.
Итак, стали быстрорежущих марок принято разделять на следующие категории:
- сплавы, в которых кобальта содержится до 10%, а вольфрама до 22%; к таким сталям относятся сплавы марок Р6М5Ф2К8, Р10М4Ф3К10 и др.;
- стали с содержанием не более 5% кобальта и до 18% вольфрама; такими сталями являются сплавы марок Р9К5, Р18Ф2К5, Р10Ф5К5 и др.;
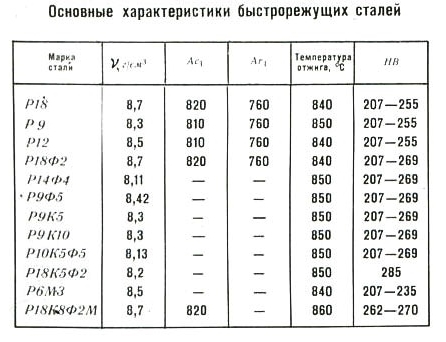
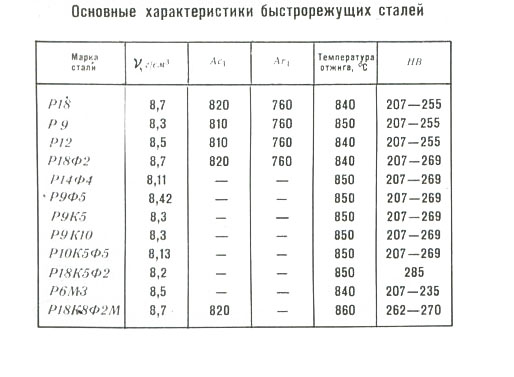
- сплавы, в которых как кобальта, так и вольфрама содержится не более 16%; к таким сплавам относится сталь Р9, Р18, Р12, Р6М5 и др.
Определение разновидности стали по искре
Как уже говорилось выше, характеристики сталей, относящихся к категории быстрорежущих, преимущественно определяются содержанием в них такого элемента как вольфрам. Следует иметь в виду, что если в быстрорежущем сплаве содержится слишком большое количество вольфрама, кобальта и ванадия, то по причине формирования карбидной неоднородности такой стали режущая кромка инструмента, который из нее изготовлен, может выкрашиваться под воздействием механических нагрузок. Таких недостатков лишены инструменты, изготовленные из сталей, содержащих в своем составе молибден. Режущая кромка подобных инструментов не только не выкрашивается, но и отличается тем, что имеет одинаковые показатели твердости по всей своей длине.
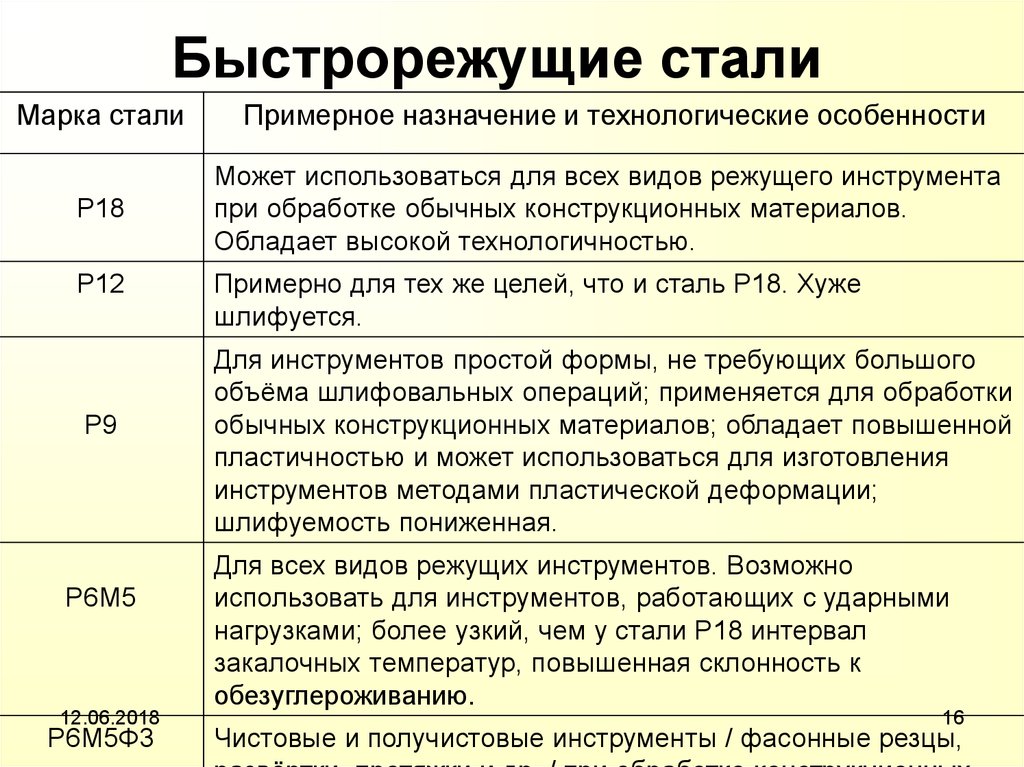
Маркой стали для изготовления инструментов, к которым предъявляются повышенные требования по их технологическим характеристикам, является Р18. Обладая мелкозернистой внутренней структурой, такая сталь демонстрирует отличную износостойкость. Преимуществом использования стали данной марки является еще и то, что при выполнении закалки изделий из нее они не перегреваются, чего не скажешь о быстрорежущих сплавах других марок. По причине достаточно высокой стоимости инструментов, изготовленных из стали этой марки, ее часто заменяют на более дешевый сплав Р9.
Технические характеристики стали марки Р18
Достаточно невысокая стоимость стали марки Р9, как и ее разновидности — Р9К5, которая по своим характеристикам во многом схожа с быстрорежущим сплавом Р18, объясняется рядом недостатков данного материала. Наиболее значимым из них является то, что в отожженном состоянии такой металл легко поддается пластической деформации. Между тем сталь марки Р18 также не лишена недостатков. Так, из данной стали не изготавливают высокоточный инструмент, что объясняется тем, что изделия из нее плохо поддаются шлифовке. Хорошие показатели прочности и пластичности, в том числе и в нагретом состоянии, демонстрируют инструменты, изготовленные из стали марки Р12, которая по своим характеристикам также схожа со сталью Р18.
Свойства стали марки Р9К5
Цена на сталь Р6М5
Стоимость Р6М5 довольно высока. Так, в Москве, круг с толщиной 2 мм стоит 1350 рублей за килограмм, а толщиной в 16 мм, его цена составит 600 рублей за килограмм. Для сравнения, обычная углеродистая стал стоит в пределах 20 — 40 рублей за килограмм.
Именно высокая стоимость быстрореза подталкивает предприятия, которые используют его в работе собирать его отходы и сдавать в соответствующие организации. Затем, Р6М5 отправляют на переплавку и изготавливают новый инструмент.
Немного истории
Своим происхождением сталь Р6М5 обязана очередной промышленной революции, происходившей в Британии. В середине XIX века остро встал вопрос обработки сталей и сплавов. Существующий на то время режущий инструмент быстро разогревался и качество обработки сводилось к нулю. В результате исследований, проведенных английским ученым-сталеваром Р. Мюшшетом, была опробована сталь, содержащая в своем химическом составе — углерод, вольфрам, марганец и другие легирующие добавки.
Почти через полвека, американские металлурги создали сталь, которая стала прообразом современного быстрореза Р18. Примерно в то же время и сформировалась рецептура стали Р6М5.
Надо сказать, что появление быстрореза, послужило основанием для существенного роста производительности в металлообработке.
Рейтинг: 5/5 — 4
голосов
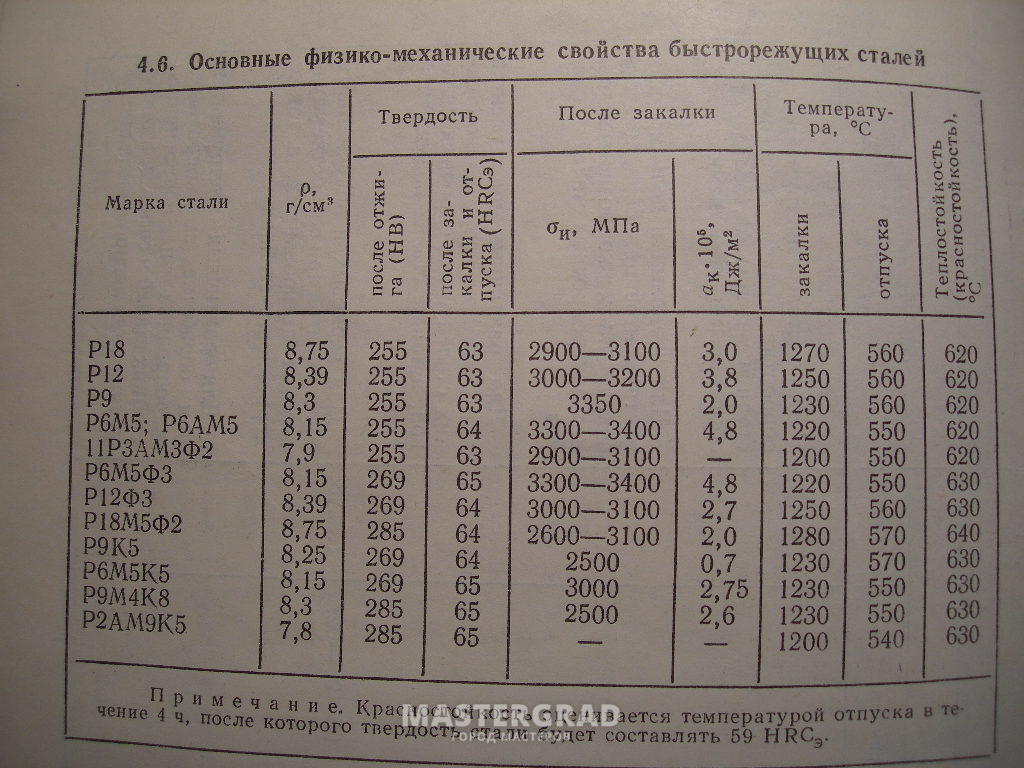
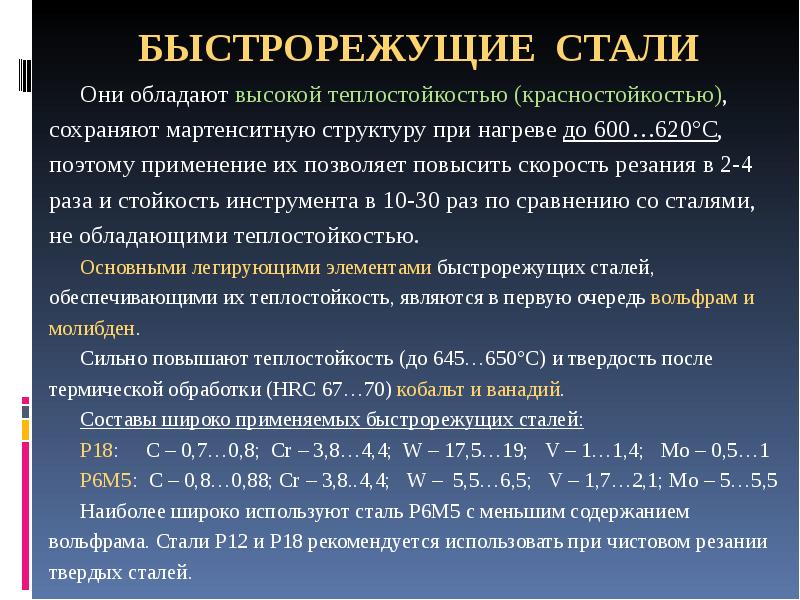
Характеристики быстрорежущих сталей
Горячая твердость
При нормальной температуре твердость углеродистой стали даже несколько выше твердости быстрорежущей стали. Однако в процессе работы режущего инструмента происходит интенсивное выделение тепла. При этом до 80 % выделившегося тепла уходит на разогрев инструмента. Вследствие повышения температуры режущей кромки начинается отпуск материала инструмента и снижается его твердость.
После нагрева до 200 °C твердость углеродистой стали начинает быстро падать. Для этой стали недопустим режим резания, при котором инструмент нагревался бы выше 200 °C. У быстрорежущей стали высокая твердость сохраняется при нагреве до 500—600 °C. Инструмент из быстрорежущей стали более производителен, чем инструмент из углеродистой стали.
Красностойкость
Если горячая твердость характеризует то, какую температуру сталь может выдержать, то красностойкость характеризует, сколько времени сталь будет выдерживать такую температуру. То есть насколько длительное время закаленная и отпущенная сталь будет сопротивляться разупрочнению при разогреве.
Существует несколько характеристик красностойкости. Приведем две из них.
Первая характеристика показывает, какую твердость будет иметь сталь после отпуска при определенной температуре в течение заданного времени.
Второй способ охарактеризовать красностойкость основан на том, что интенсивность снижения горячей твердости можно измерить не только при высокой температуре, но и при комнатной, так как кривые снижения твердости при высокой температуре и комнатной идут эквидистантно, а измерить твердость при комнатной температуре, разумеется, гораздо проще, чем при высокой. Опытами установлено, что режущие свойства теряются при твердости 50 HRC при температуре резания, что соответствует примерно 58 HRC при комнатной. Отсюда красностойкость характеризуется температурой отпуска, при которой за 4 часа твердость снижается до 58 HRC (обозначение K4р58). Характеристики теплостойкости углеродистых и красностойкости быстрорежущих инструментальных сталей
| Марка стали | Температура отпуска, °C | Время выдержки, час | Твердость, HRCэ |
| У7, У8, У10, У12 | 150—160 | 1 | 63 |
| Р9 | 580 | 4 | |
| У7, У8, У10, У12 | 200—220 | 1 | 59 |
| Р6М5К5, Р9, Р9М4К8, Р18 | 620—630 | 4 |
Сопротивление разрушению
Кроме «горячих» свойств, от материала для режущего инструмента требуются и высокие механические свойства; под этим подразумевается сопротивление хрупкому разрушению, так как при высокой твердости (более 60 HRC) разрушение всегда происходит по хрупкому механизму. Прочность таких высокотвердых материалов обычно определяют как сопротивление разрушению при изгибе призматических, не надрезанных образцов, при статическом (медленном) и динамическом (быстром) нагружении. Чем выше прочность, тем большее усилие может выдержать рабочая часть инструмента, тем большую подачу и глубину резания можно применить, и это увеличивает производительность процесса резания.
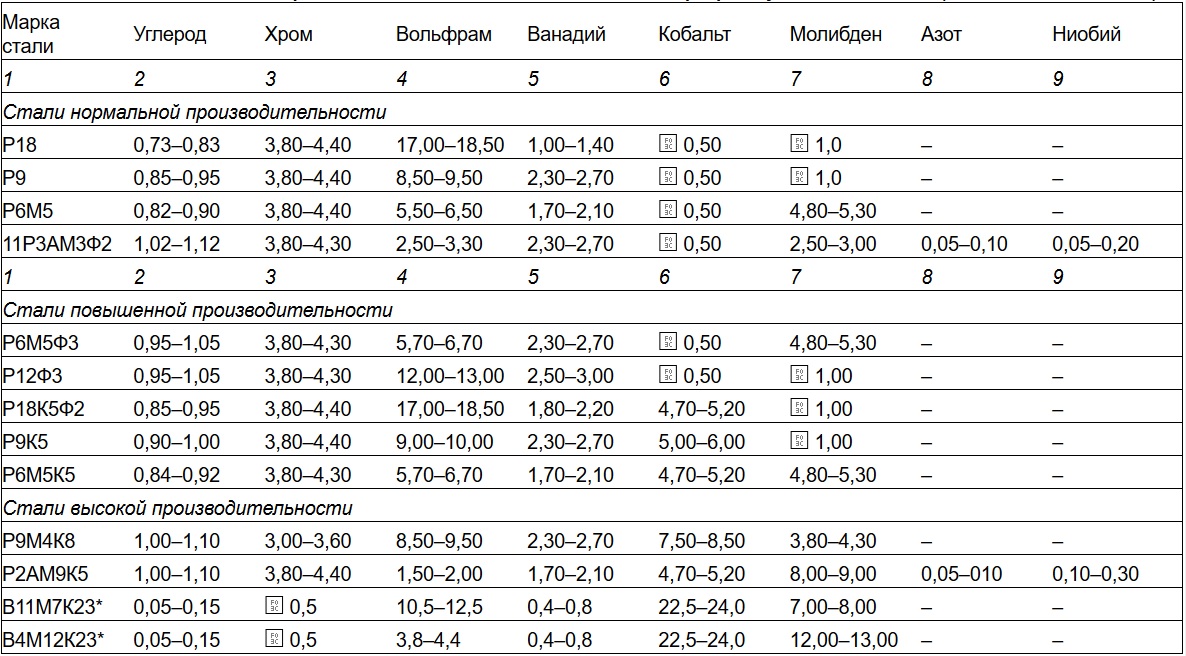
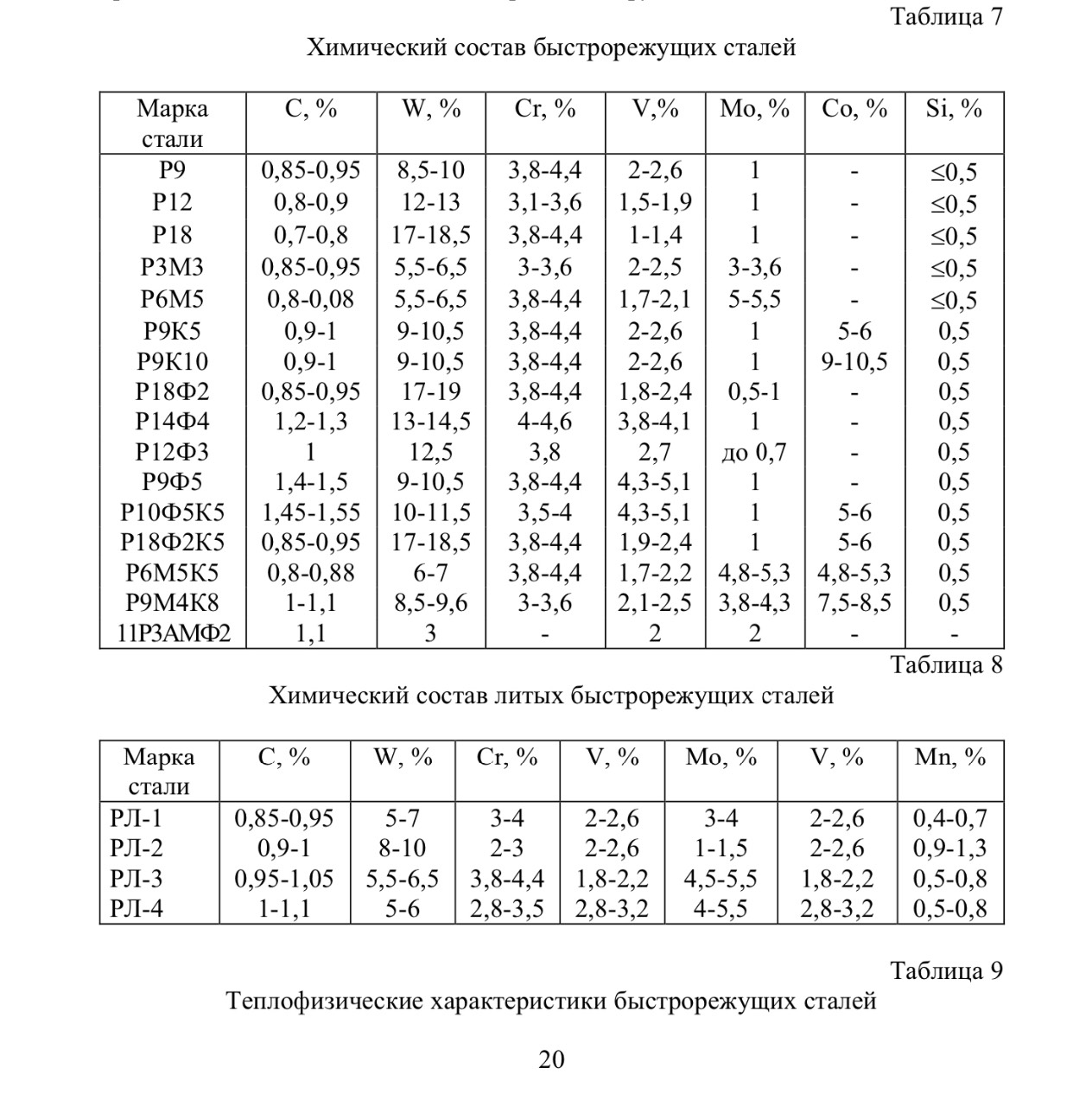
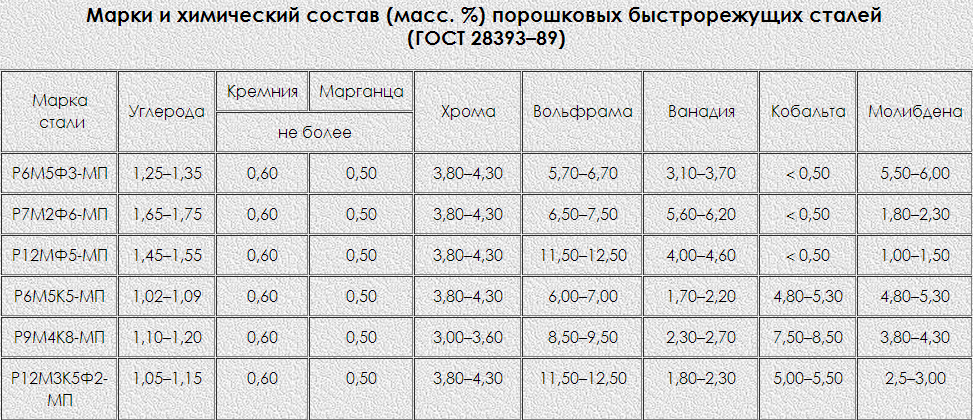
Химический состав быстрорежущих сталей
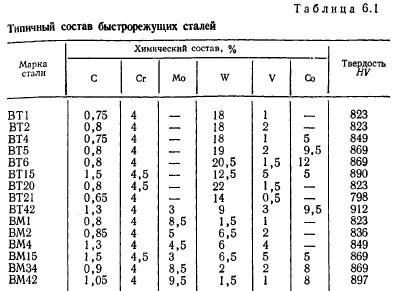
Химический состав некоторых быстрорежущих сталей
| Марка стали | C | Cr | W | Mo | V | Co |
| Р0М2Ф3 | 1,10—1,25 | 3,8—4,6 | — | 2,3—2,9 | 2,6—3,3 | — |
| Р6М5 | 0,82—0,90 | 3,8—4,4 | 5,5—6,5 | 4,8—5,3 | 1,7—2,1 | < 0,50 |
| Р6М5Ф2К8 | 0,95—1,05 | 3,8—4,4 | 5,5—6,6 | 4,6—5,2 | 1,8—2,4 | 7,5—8,5 |
| Р9 | 0,85—0,95 | 3,8—4,4 | 8,5—10,0 | < 1,0 | 2,0—2,6 | — |
| Р18 | 0,73—0,83 | 3,8—4,4 | 17,0—18,5 | < 1,0 | 1,0—1,4 | < 0,50 |