
Сферы применения
 Если сваривание идет встык без зазора, то достаточно расплавить кромки свариваемых изделий под защитой аргона и получится хороший герметичный шов.
Если сваривание идет встык без зазора, то достаточно расплавить кромки свариваемых изделий под защитой аргона и получится хороший герметичный шов.
Если имеется зазор, то необходимо в область сварки вводить присадочную проволоку из того же материала, в результате получится прочный шов с большим сопротивлением на разрыв и излом.
Когда требуется применять TIG сварку к тугоплавким материалам, то используют гелий. В среде этого газа электрическая дуга вырабатывает тепла в 1,5-2 раза больше, чем в аргоне. Поэтому происходит более глубокая проварка шва и увеличивается скорость сварки.
Применение аргона и гелия в пропорции 40/60 позволяет получить достоинства того и другого: стабильность дуги благодаря аргону, глубокое проплавление шва благодаря гелию.
Аргонодуговая сварка TIG получила распространение в машиностроении, в пищевой промышленности для изготовления посуды, в химической и нефтеперерабатывающей промышленности для производства емкостей. Без TIG сварки трудно представить автомастерскую или производство изделий из алюминия.
При желании любой человек может своими руками сделать TIG сварку из инвертора, для этого достаточно укомплектовать оборудование сварочной TIG горелкой, баллонами с аргоном. Нужна также вентильная система подачи газа.
Что нужно для сварки аргоном
Метод сварки металла с использованием инертного газа подразумевает большие возможности в плане выбора оборудования и материалов. Иногда начинающих сварщиков это сбивает с толку. Но на самом деле их опасения сделать неправильный совершенно напрасны. Большинство представленного на потребительском рынке оборудования и принадлежностей универсальны и пригодны для выполнения широкого спектра работ.
Установки, предназначенные для аргонно-дуговой сварки, делится на три группы:
- Специализированное. Разработано специально для выполнения однотипной работы. Чаще всего востребовано в промышленности, когда нужно быстро и точно обрабатывать однотипные заготовки.
- Специальное. Еще один вид востребованного на промышленных предприятиях оборудования, которое предназначено для работы с заготовками одного размера.
- Универсальное. Получило наиболее широкое распространение и востребовано среди самых разных категорий пользователей – от профессионалов до начинающих сварщиков.
Кроме аппарата нужна и дополнительная оснастка:
- горелка и расходники вольфрамовые;
- контактор – применяется для подключения питания к горелке;
- баллон с редуктором для инертного газа;
- реле – отвечает за подключение осциллятора или контактора;
- выпрямитель – преобразует напряжение в постоянное 24В;
- таймер – используется для контроля периода времени обдува рабочей зоны аргоном;
- амперметр – измеряет силу тока;
- клапан подачи электропитания;
- аккумулятор для стабилизации цепи переменного тока;
- фильтр – контролирует импульсы высокого напряжения.
Для работы потребуется два трансформатора: основной и вспомогательный. Осциллятор подключается в цепь параллельно с источником питания. Он требуется для подачи импульса высокой частоты, с помощью которого поджигается дуга между металлом и неплавящимся вольфрамовым стержнем. В бытовой сети напряжение составляет 220 В, а частота – 50 Гц. После осциллятора эти показатели составляют 6 000 вольт и 500 000 Гц.
Чтобы работать с заготовками большой толщины или с целью повышения производительности сварочного оборудования, необходима дополнительная оснастка:
- специальная горелка, в которую вставляется несколько электродов одновременно. В результате шов хорошего качества получается на большей скорости перемещения горелки;
- приспособление предварительного разогрева присадочной проволоки.
Пульсирующая подача тока дает возможность делать микропаузы в работе, которые способствуют кристаллизации расплава и улучшению качества шва.
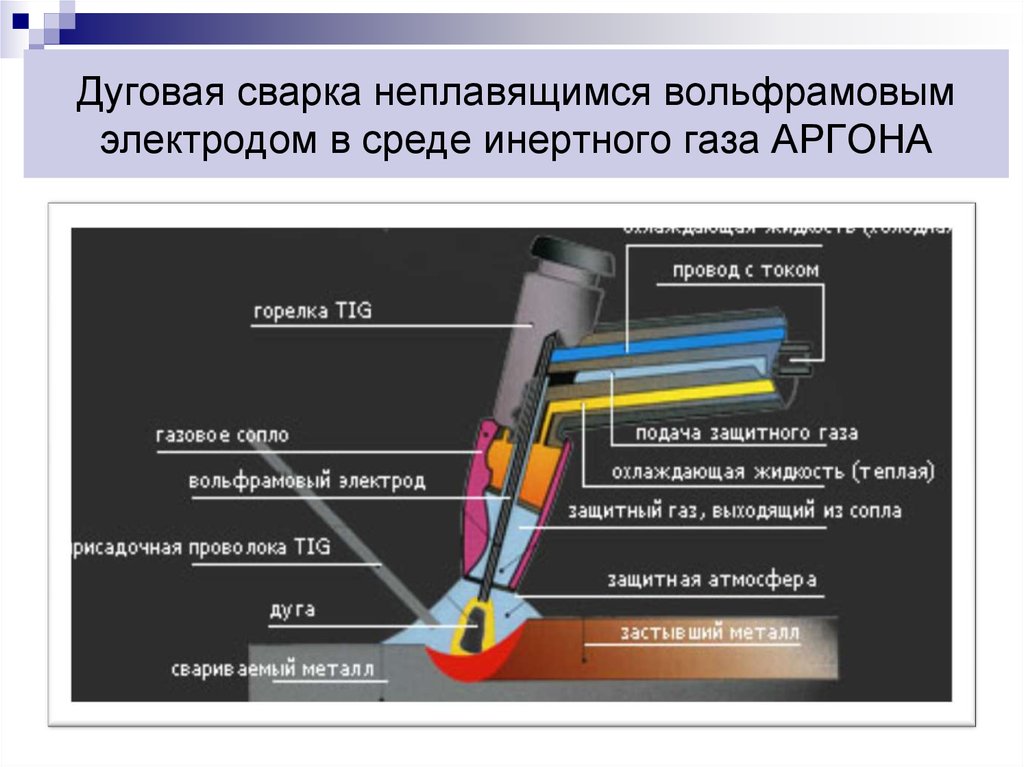
Особенности
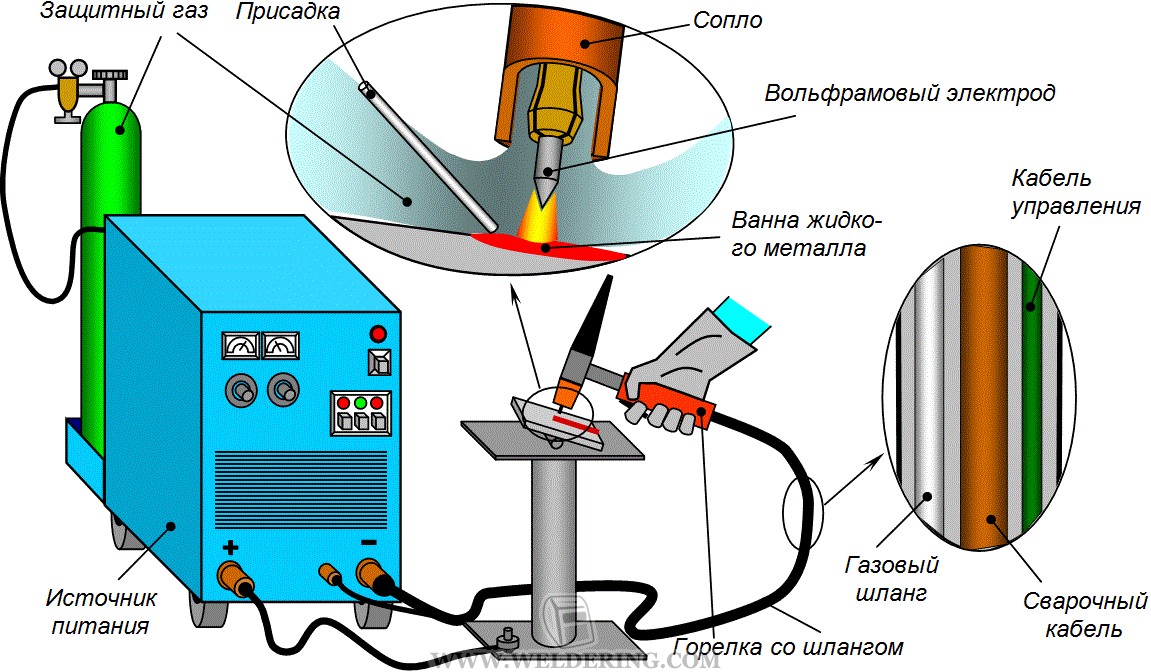
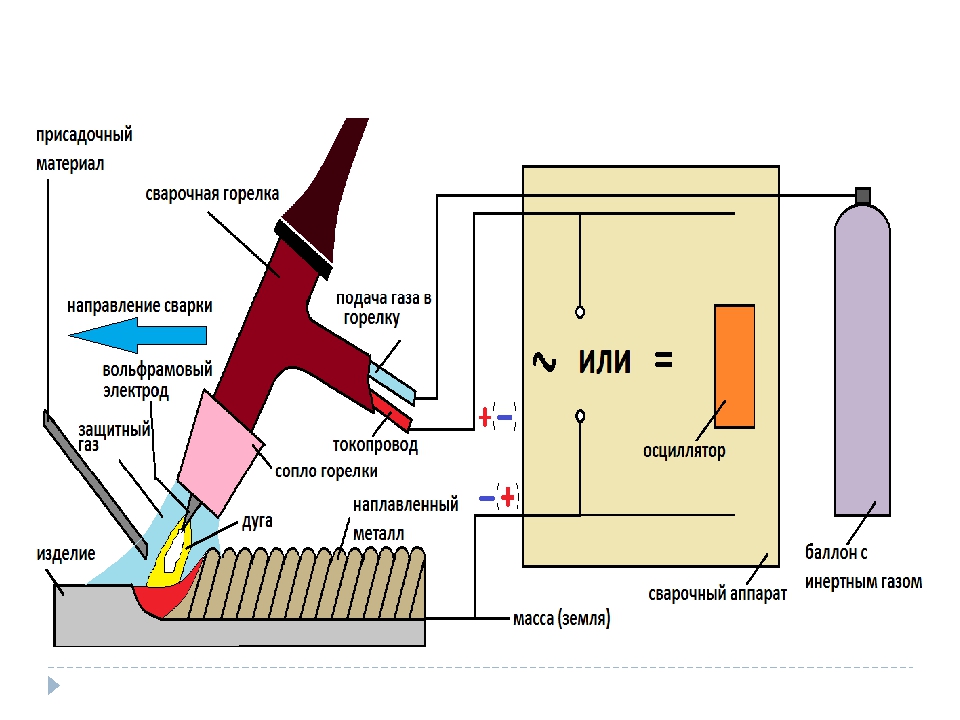
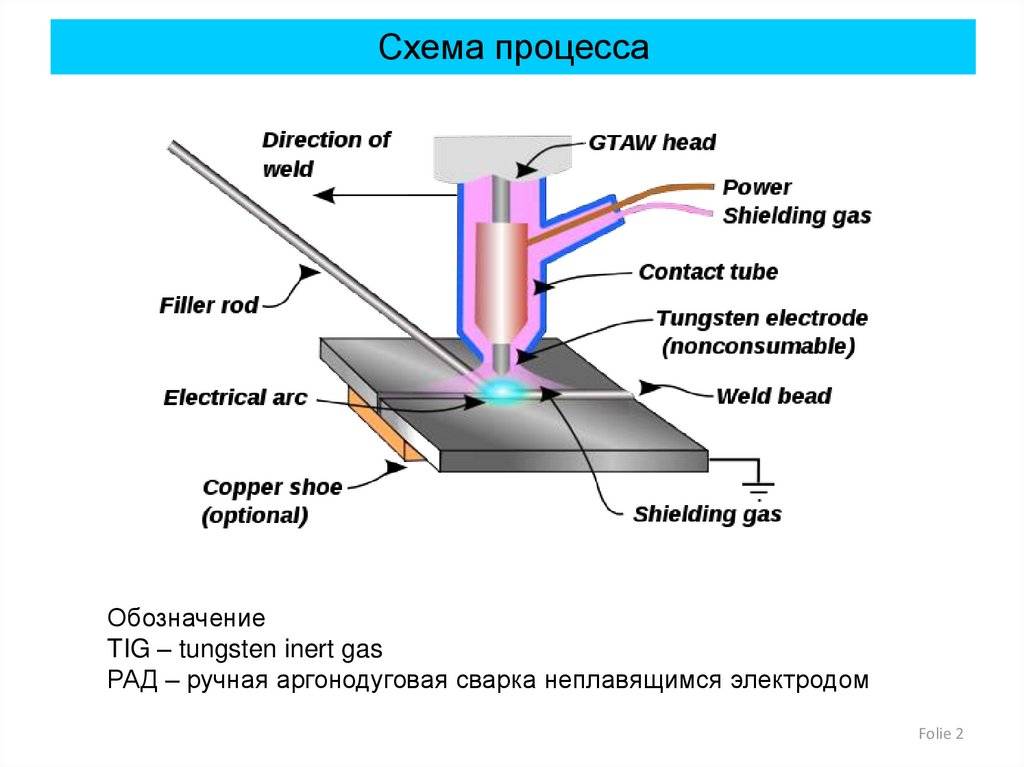
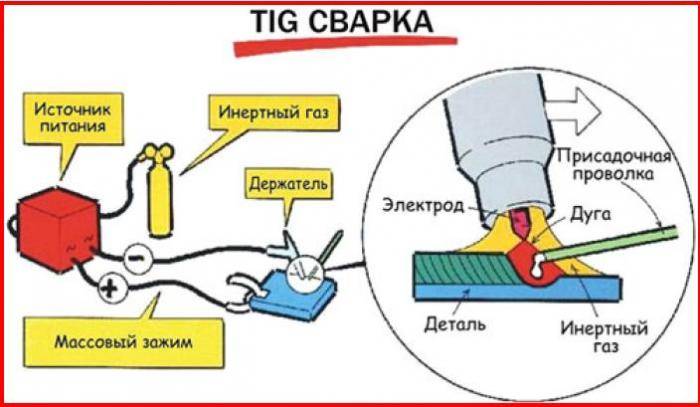
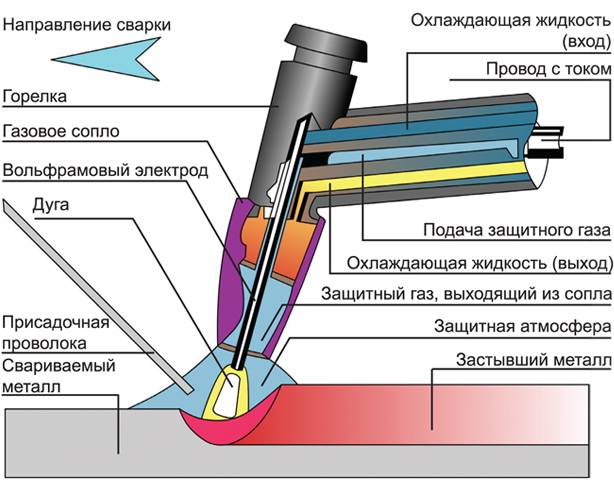
Если перевести на русский язык наименование режима, дающего аббревиатуру TIG, то получится «вольфрам с инертным газом». Разберем подробнее назначение каждого элемента в сварочном процессе. Проплавление металла осуществляется под воздействием электрической дуги, которая создается между двумя электродами под высоким напряжением. Роль одного электрода играет свариваемая деталь, а другого – специальный вольфрамовый стержень, которым управляет сварщик.
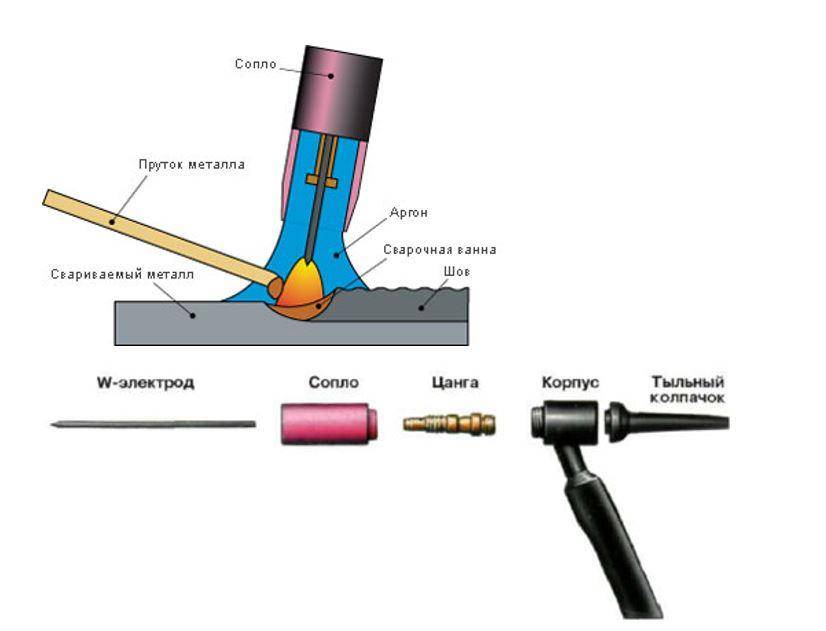
Вольфрамовый электрод плавится при температуре 4000°C градусов. Этот показатель существенно выше, чем у других металлов и сплавов, поэтому таким электродом можно вести сварку практически любых типов сталей. Для получения точного и аккуратного шва следует периодически затачивать электрод. Вольфрамовый стержень закреплен в цанге горелки, а незадействованная часть уложена в специальный колпак, предотвращающий замыкание.
Горелка сварочного аппарата устроена таким образом, что в середине сопла размещен электрод, а газ при этом подается по кругу. Так как в качестве защитного газа выступает аргон, то подобный способ сварки называют аргонодуговым. Идея защиты инертным газом заключается в вытеснении кислорода. Если он проникнет в сварную ванну, то в результате химических реакций начнет выделяться водород, что приведет к появлению множества трещин при кристаллизации металла. Для каждого сплава определяется свой режим сварки, характеризующийся определенным количеством газа и значением напряжения на электродах.

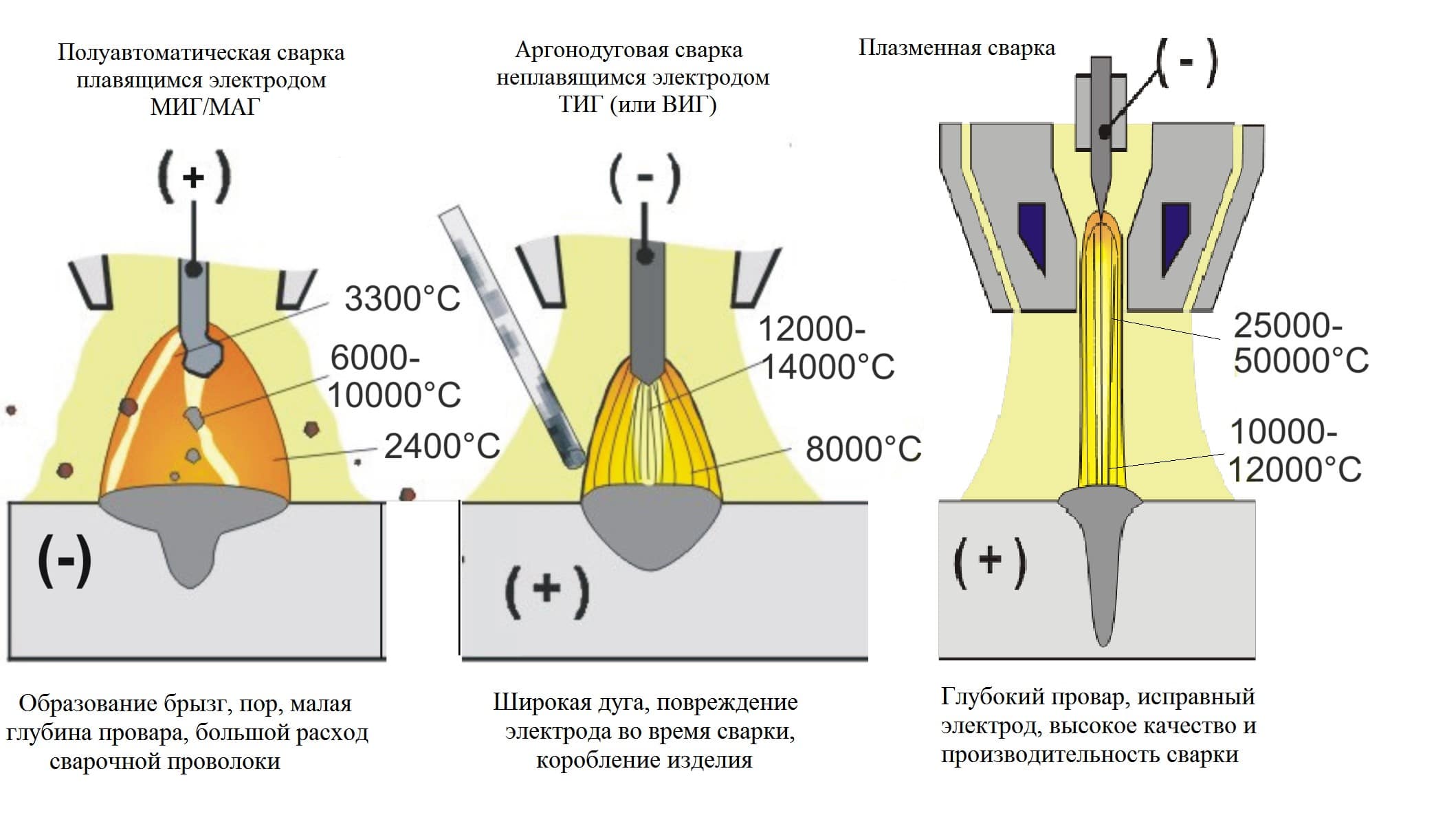
Тип сварки TIG получил широкое распространение. Благодаря тому, что температура дуги достаточно высокая, имеется возможность ведения работ с углеродистой сталью, а также с цветными металлами и их сплавами. Сварку ТИГ применяют при обработке чугунных, медных и алюминиевых изделий, но основное свое преимущество она показывает при сварке нержавеющей стали. Нержавейку можно сваривать и инверторами MMA, однако именно при ведении аргонодуговой сварки получается аккуратный и точный шов, который не следует впоследствии очищать от шлаков.
Проволока для присадки должна быть выполнена из того же материала, что и свариваемые элементы. ТИГ сварка позволяет сваривать алюминий. Если нет защитного газа, то расплавленный алюминий быстро окисляется. В среде аргона характерная пленочка окисла не образуется, и кромки равномерно расплавляются.

Сварка TIG чаще всего применяется в следующих работах и отраслях:
- машиностроение;
- работа с пищевой сталью, производство посуды;
- производство емкостей для хранения химически агрессивных веществ;
- ремонт автомобилей.
Как и любой другой вид сварки, аргонодуговой предъявляет ряд требований и обладает определенными особенностями. О них должен знать каждый сварщик, так как в противном случае невозможно будет гарантировать качественного результата.
Свариваемые детали, в частности поверхности кромок, необходимо очистить от посторонних элементов и обезжирить.
Вольфрамовый электрод подключается к отрицательной клемме инвертора.
Для сварки алюминия необходимо оборудование, работающее в режиме AC (переменный ток).
Необходимо правильно рассчитать сварной ток, исходя из условий работы. В частности, на выбор его значения влияет диаметр электрода. Чрезмерно большой ток приведет к плавлению электрода, что нежелательно.
При отсутствии должного опыта рекомендуется формировать дугу небольшого размера.
Перед сваркой необходимо провести подготовку горелки
Вольфрамовый электрод должен выступать из цанги на 3-5 мм.
Необходимо обратить внимание на равномерное распределение газа по сечению сопла горелки.

Режимы
ТИГ оборудование работает с помощью однополярного или переменного тока. Каждый из отдельных режимов ТИГ сварки применяется для разных материалов.





Режим ТИГ сварки
Постоянный ток
Оборудование, работающее на постоянном токе, обладает определёнными преимуществами. К ним относятся:
- Увеличивается экономичность рабочего процесса.
- Можно проваривать детали на большую глубину. Шов получается узки, но глубоким.
- Возрастает скорость сварочного процесса.
Минус подаётся на вольфрамовый электрод, плюс идёт на обрабатываемую деталь. Оборудование, работающее на постоянном токе, подходит для соединения легирующих сталей, нержавейки.
Переменный ток
Оборудование, во время работы которого происходит автоматическая смена минуса и плюса. При увеличении обратной полярности поверхность эффективнее очищается от оксидной пленки.
Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет своё предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом. В перечень оборудования для сварки TIG входят следующие компоненты:
- инвертор ММА+TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, используемый для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом вольфрамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.
Сварка tig применяется в промышленности, строительстве и бытовых нуждах. Большие возможности метода позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
- конструкционные и углеродистые стали;
- различные сплавы алюминия;
- сталь нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Очень важно подбирать сварочную и присадочную проволоку наиболее близкой по составу к свариваемому материалу, сплавам и разнородным сочетаниям. Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.
Преимущества
Сварка ТИГ обратной полярности стала столь распространенной благодаря следующим положительным качествам:
- Она дает ровное и стабильное горение дуги;
- Процесс сваривания не создает нарушения в кристаллической решетке основного металла;
- Высокий уровень изоляции от внешней среды и прочих негативных влияний;
- Одна из немногих технологий, которая позволяет соединять разнородные металлы с высоким уровнем надежности.
Недостатки
Тем не менее, здесь присутствуют не только положительные качества, но есть и недостатки:
- Себестоимость получения шва оказывается заметно выше, чем другими способами:
- На ветру газовая защита становится неэффективной, так как газ может попросту сдуваться ветром;
- При работе на высоких мощностях может случиться перегрев горелки;
- Сварщик подвергается высокому уровню ультрафиолетового излучения.
Режимы сварки
Режимы ТИГ сварки выглядят следующим образом:
| Толщина основного металла, мм | Сила тока, А | Величина напряжения, В | Диаметр вольфрамового электрода, мм | Количество инертного газа, л/мин |
| 1 | 30…60 | 11 | 1 | 2,50 |
| 1,5 | 40…70 | 12 | 1 | 2,70 |
| 2 | 50…80 | 13 | 2 | 2,90 |
| 2,5 | 60…90 | 14 | 2 | 3,0 |
| 3 | 70…100 | 15 | 3 | 3,30 |
| 4 | 80…120 | 17-19 | 4 | 3,50 |
| 5 | 100…140 | 20-22 | 4 | 4,0 |
Виды инверторов
- Промышленные.
- Профессиональные.
- Бытовые.
Если Вы не планируете открывать сварочный цех на дому, то для периодического использования достаточно простого бытового аппарата. Разница между ними главным образом в продолжительности работы и, конечно, цене.
Во-вторых, выбирая инвертор, обратите внимание на функции, они обычно указаны маркировками: ММА, MIG-MAG, TIG
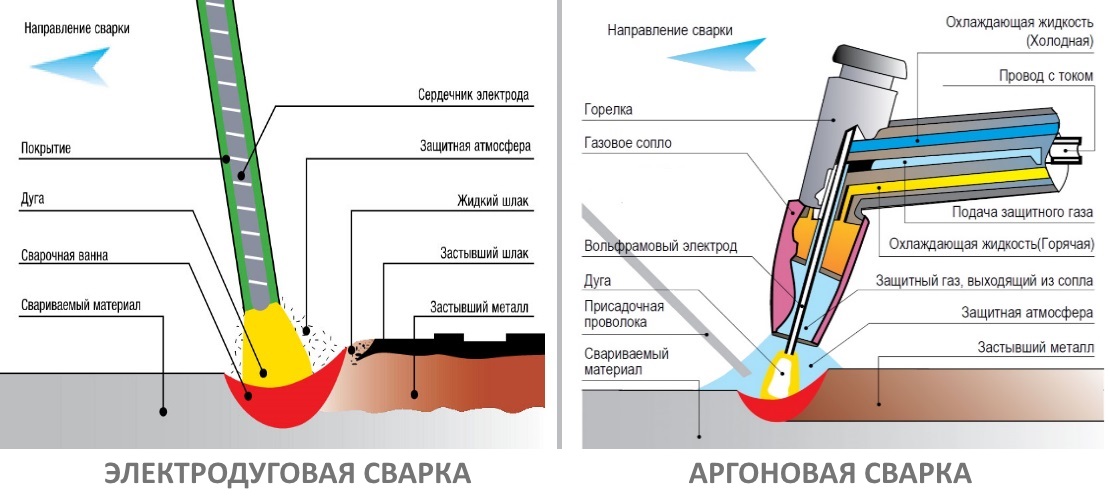
- ММА — это обычная электродуговая сварка с использованием электродов.
- TIG — сваривание с использованием защитных газов.
- MIG-MAG — полуавтоматическая сварка проволокой в среде аргона.
Есть сварочные инверторы, объединяющие все эти четыре функции в одном аппарате. Естественно, они будут стоить дороже. Вам стоит решить, что будет нужнее в домашнем хозяйстве. Обычно достаточно двух режимов ММА и TIG.
Производителей сварочных инверторов огромное количество это и известные Tesla и Kaiser или отечественные марки Сварог, ну и самые дешевые китайские, которых очень много.
Технологический процесс
Несмотря на то, что аргонодуговая TIG сварка требует навыка и профессиональных знаний, ее можно выполнить своими руками. Перед этим необходимо разобраться, что такое сварка ТИГ в принципе, какое необходимо оборудование, последовательность действий.
Этапы сборки сварочного аппарата:
- Соединение осциллятора с инвертором.
- Прикрепление к клемме со знаком плюс провода, отвечающего за массу.
- Прикрепление к клемме со знаком минус провода, соединенного с горелкой.
- Закрепление горелки на рукав, через который проходит газ.
- Подготовка баллона с аргоном. Накрутка редуктора.
- Закрепление на редукторе рукава, подающего газ.
- Подключение инвертора к сети 220 В. Осциллятор питается от блока 6 В.
Аргонодуговая сварка своими руками в ручном режиме имеет следующий алгоритм:
- Очистка поверхности, где будет производиться сварка.
- Подготовка горелки к работе.
- Подача аргона.
- Розжиг дуги.
- Начало сварки.
Для очистки можно использовать способы механический или химический. Заканчивать очистку надо обезжириванием. Газ следует подавать на несколько секунд раньше, чем подключать к сети источник питания. Это обеспечит появление защитного слоя.

Важно! Чтобы была создана малая сварочная дуга, электрод должен располагаться на расстоянии минимум в 2 мм от свариваемой поверхности. После разжигания дуги можно приступать к сварочному процессу
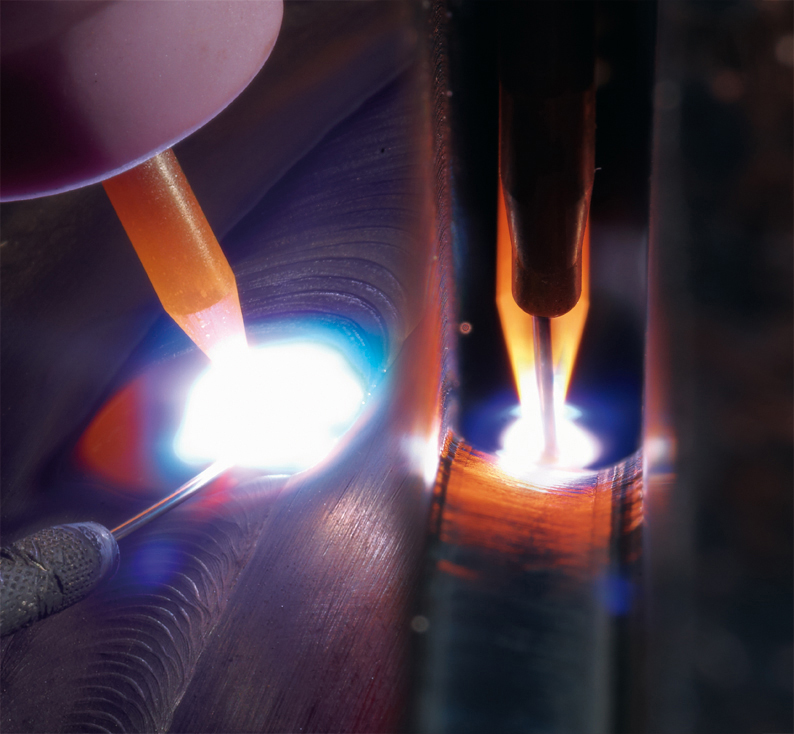
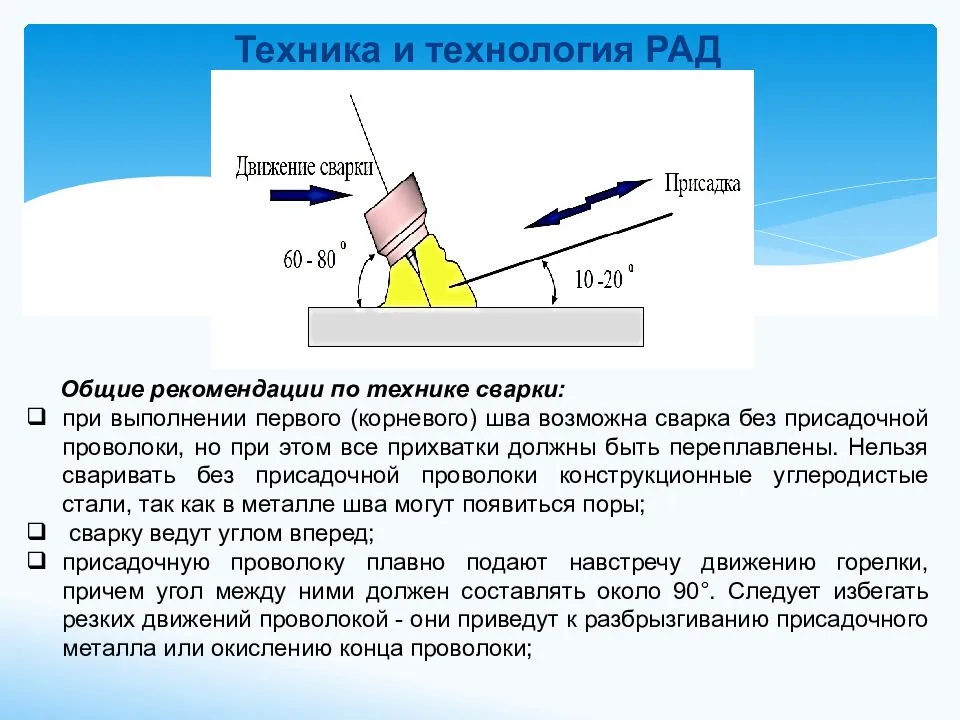
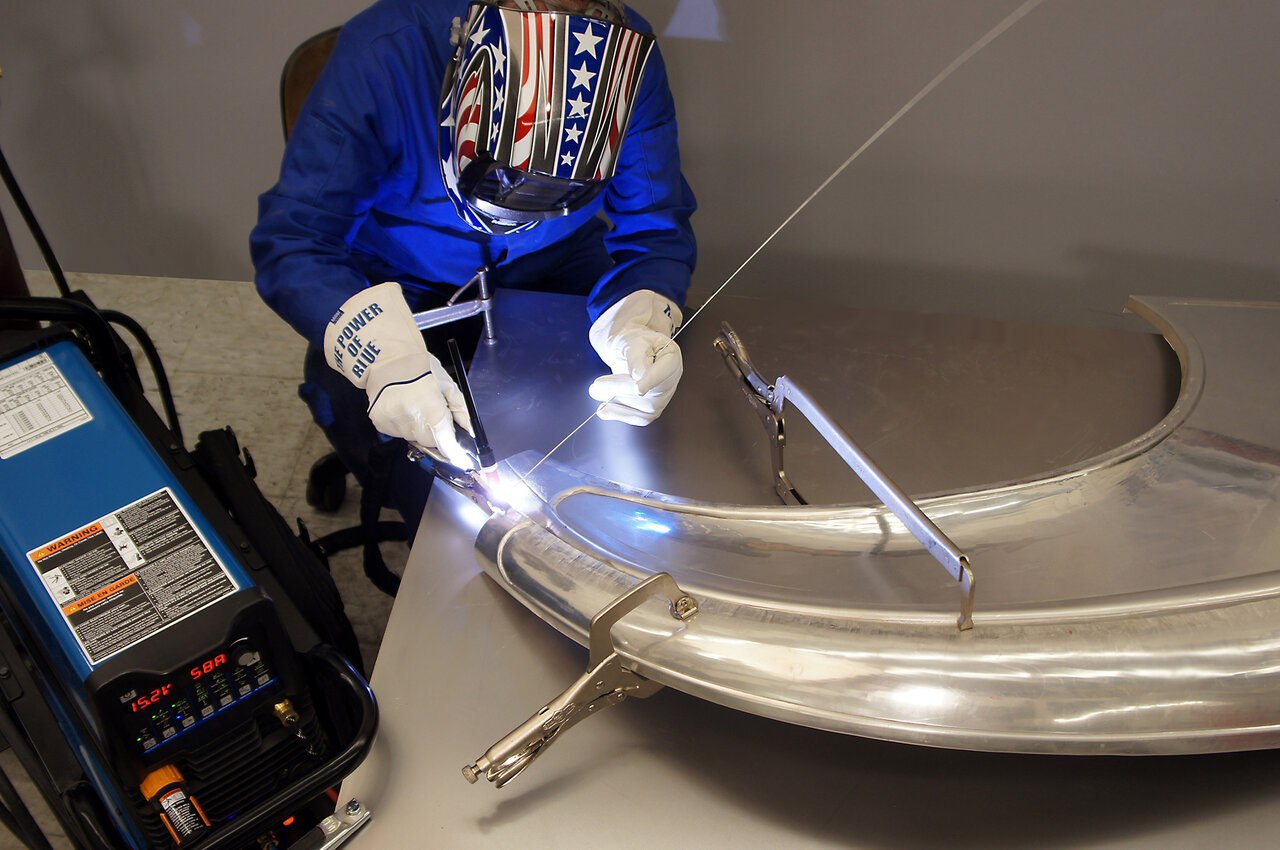
Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва




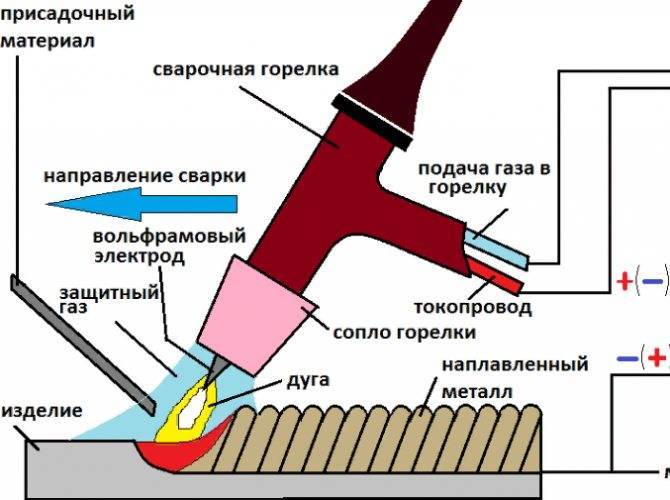
После разжигания дуги можно приступать к сварочному процессу. Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва.
Оборудование для ручной сварки
Для проведения ручной домашней сварки нужно собрать аппарат из отдельных элементов. Основное оборудование — горелка для аргонодуговой сварки, сварочный инвертор, баллоны с газом, специальная одежда.
Ниже мы рассмотрим особенности этого оборудования, а потом узнаем о том, как из него собрать полноценный сварочный аппарат для аргонодуговой сварки.
Аргоновый инвертор
Главный элемент установки — это сварочный инвертор с функцией аргонодуговой сварки. Главной функцией этого устройства является преобразование переменного электрического тока из розетки в постоянным электрический ток, который потом поступает на аргоновую горелку (этот ток используется для создания электрической дуги).
Главный параметр аргонового инвертора — это сила тока. Этот параметр может контролировать сам сварщик с помощью специальной панели, а контроль нужно осуществлять с умом:
- Чем выше будет сила тока, тем качественнее будет проводиться сварка. При слабом токе электрическая дуга будет очень маленькой, поэтому ею нельзя будет проводить сварку толстых металлических объектов.
- Величина силы тока влияет на сохранность электрода — чем больше будет ток, тем активнее будет проходить разрушение электрода.
Аргоновая горелка
Горелка — вторая по значимости деталь после инвертора. С помощью горелки создается электрическая дуга, а также происходит регулирование подачи аргонового газа.
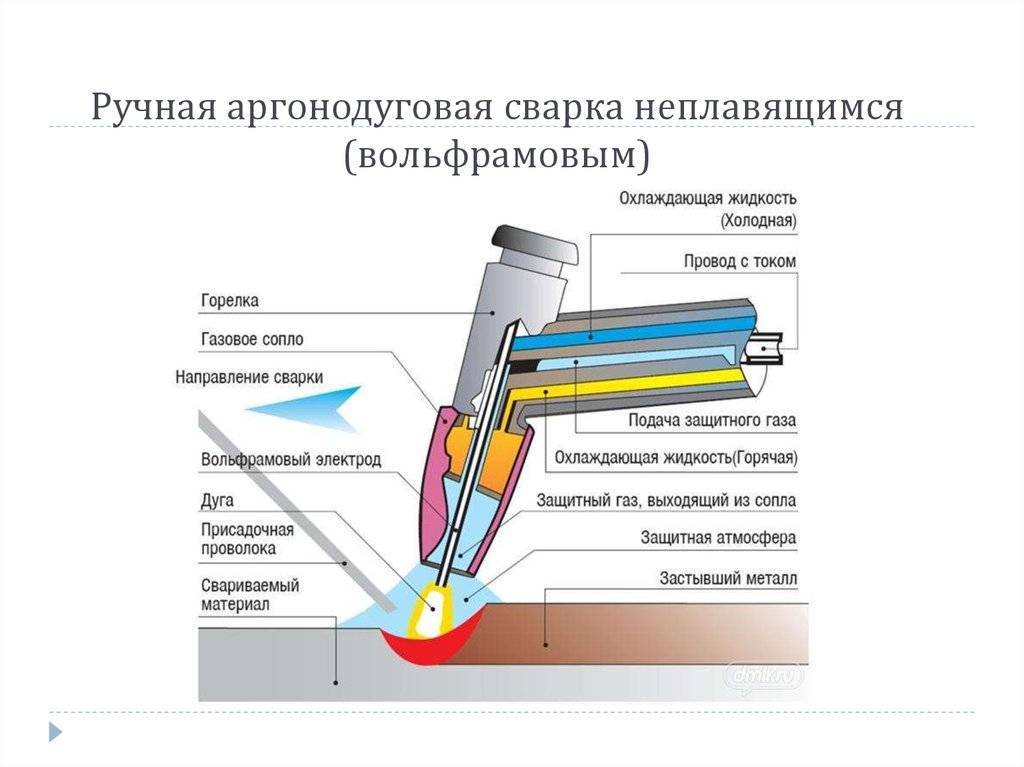
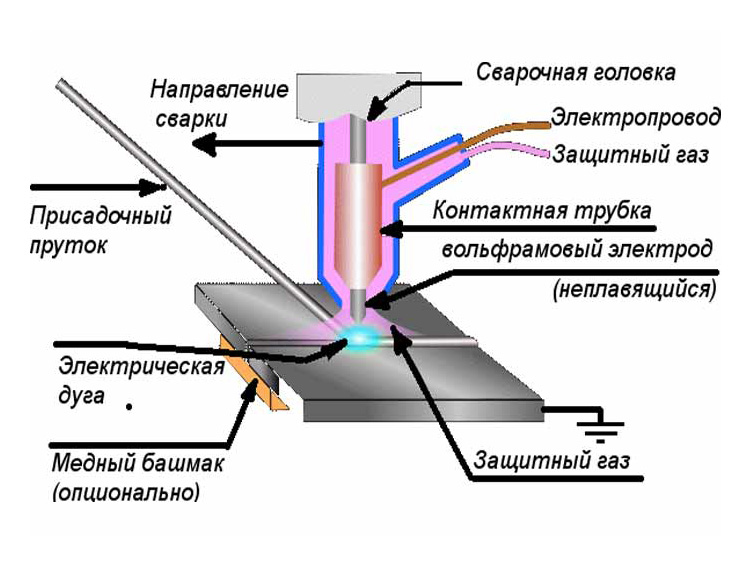
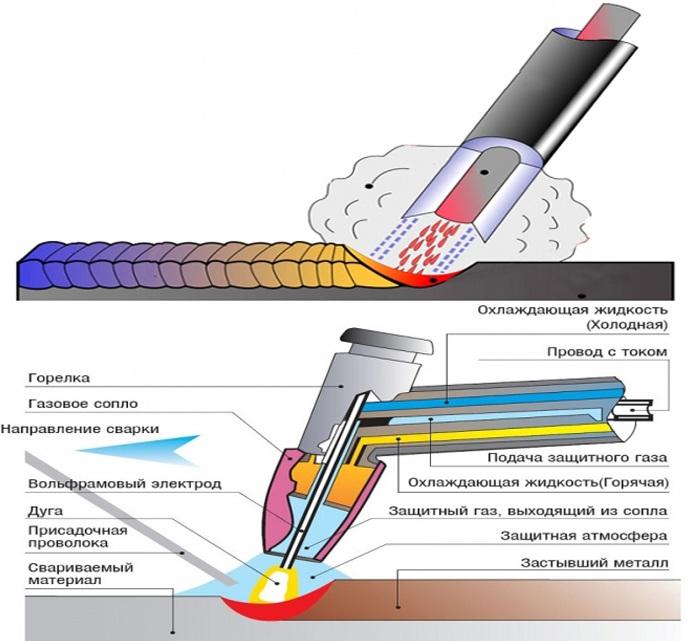
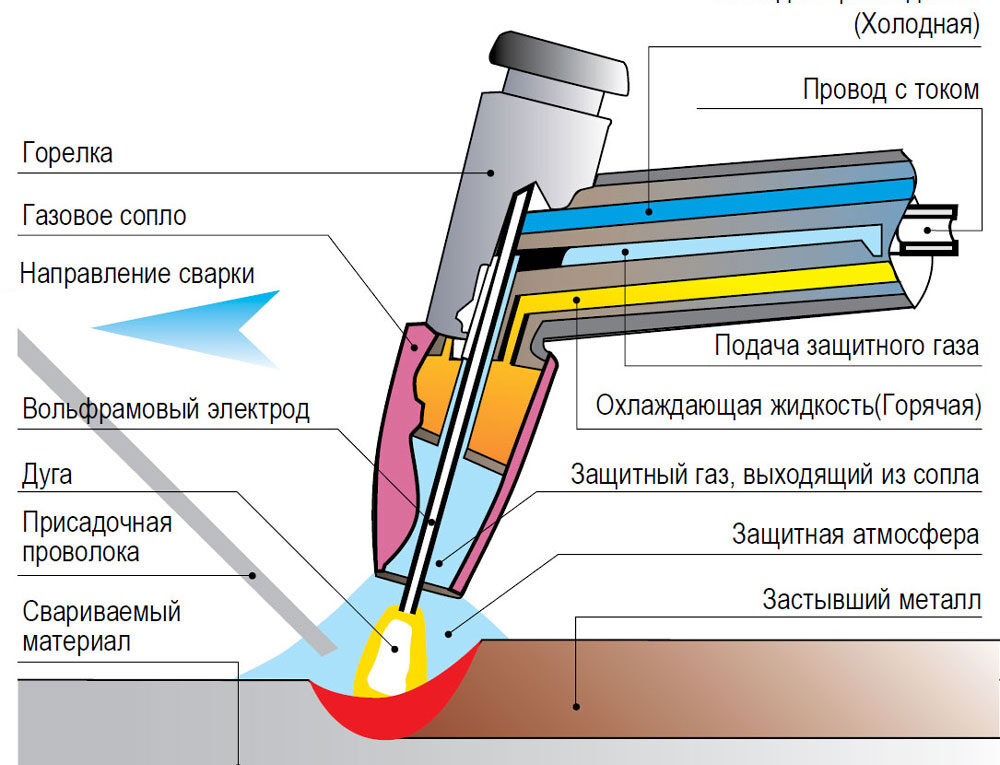
Главный элемент аргоновой горелки — это вольфрамовый съемный электрод, который не плавится под воздействием высоких температур, создаваемых электрической дугой. Горелка подключается к инвертору напрямую с помощью специального аргонового рукава.
При выборе аргоновой горелки обратите внимание на напряжение. Этот показатель должен совпадать с напряжением, которое генерируется аргоновым инвертором
Охлаждение аргоновой горелки обычно осуществляется воздушным методом (с помощью атмосферного воздуха).
Помимо этого существуют специальные горелки, у которых охлаждение осуществляется водяным способом. К горелке подводится специальная охлаждающая жидкость, которая снимает «излишки» тепла за счет испарения. После проведения работ пар вновь переходит в жидкое состояние из-за конденсации.
Дополнительное оборудование
Аргоновый рукав. Имеет вид провода, который подключается сразу к трем элементам. К баллону с аргоном, к газовой горелке и к инвертору. Имеет вид двухкамерной установки — посередине располагается первая камера с электрическим проводом, который подключается к электроду; вторая камера представляет собой пустое пространство, которое заполняется аргоном.
Баллон с аргоном
Этот элемент является третьим по важности после инвертора и горелки. Подключается баллон к рукаву с помощью специальной газового провода
В большинстве случаев провод дополнительно оснащается специальным запирающим механизмом, который позволяет контролировать подачу аргона и уровень давления в сварочной установке. При покупке баллона с аргоном будьте внимательны. Не перепутайте аргон с другим газом. Обычно баллон с аргоном окрашен в желтый или белый цвет.
Защитная одежда. При проведении сварочных работ создается очень яркий свет и большое количество тепла. Поэтому перед проведением работ сварщик должен обязательно надеть защитную одежду.
Сборка сварочного аппарата
Поставьте на пол или на любую плоскую устойчивую поверхность инвертор. Подключите его к розетке, но не включайте его.
Подсоедините к рукаву горелку и баллон с аргоном (аргоновый газ не подавайте в систему). Подключите рукав к инвертору.
Посмотрите напряжение на горелке. Этот параметр указан на самой горелке или в сопровождающих документах. Выставите тот же показатель напряжения на инверторе.
Наденьте защитную одежду, а потом включите инвертор и подайте газ в систему
Попробуйте создать электрическую дугу, обратите внимание на подачу газа из сопла. Если все хорошо, то можно приступать.
Сам процесс осуществляется стандартным образом
Поместите два металлических элемента рядом и с помощью аппарата произведите их сварку. При необходимости для создания шва используйте пруток.
Типы Вольфрамовых электродов
Вольфрам является главным ингредиентом, из которого изготовлен электрод для сварки TIG. Иногда добавляют незначительный процент других металлов, для улучшения характеристик сварочной дуги, создаваемой электродом. Добавляются Церий, Лантан, Цирконий.
Электроды бывают разных диаметров и имеют разные формы концов. От формы конца зависят характеристики создаваемой сварочной дуги. Форму концу электрода нужно придавать вручную.
Острый «наконечник» применяется для сваривания стали. Такую форму концу можно придать на мелкозернистом точильном круге или специальном заточном приспособлении для Вольфрамовых электродов.

Электрод с закруглённым «наконечником» обычно применяют для сварки алюминия и магния. Чтобы получить такую форму, нужно создать сварочную дугу, по возможности над медью (но можно и другой металл). В качестве защитного газа должен быть Аргон. Сварочный аппарат настраивается определённым образом, так чтобы Вольфрамовый электрод начал плавиться и образовалась капля на его конце. Когда капля сформируется в виде небольшого шара, нужно остановить сварочную дугу.
Оборудование для аргонодуговой сварки
Сварочные работы в защитной среде газов выполняют как с помощью фирменных установок предназначенных непосредственно для аргонно-дуговой сварки, так и модифицированными аппаратами, используемыми для других работ. В любом случае требуется использование специального оборудования, каждое из которых имеет свое предназначение. А именно:
- Сопла для сварки – предназначены для обеспечения работы горелки. Так как при нагревании температура сварочной ванны достигает 2000° градусов, для производства сопел используется специальный термоустойчивый материал. Практика показала, что керамическое сопло для аргонодуговой сварки является оптимальным решением этого вопроса. В зависимости от толщины и структуры металла может понадобиться разный диаметр сопла.
-
Горелка – конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.
- Осциллятор – это устройство обеспечивает поджигание дуги с помощью бесконтактного метода. Преимуществом использования осциллятора является возможность поддержания стабильной дуги при использовании переменного тока. Сварочные аппараты для аргонодуговой сварки не могут обойтись без осциллятора, так как зачастую приходится обрабатывать металлы без возможности непосредственного прикосновения электродом к поверхности. Особенностью осциллятора является то, что он генерирует разряд с мощностью 4-8 кВт, достаточный для пробивания дугового промежутка.
- Балластный реостат – еще одна необходимая деталь. Балластный реостат помогает регулировать силу тока подаваемого на дугу и подбирать оптимальные параметры при работе с различными металлами. Профессиональный инверторный сварочный аргонодуговой аппарат для сварки, часто имеет встроенный балластный реостат. Не помешает реостат и при работе начинающего мастера на оборудовании бытового предназначения.
- Источник напряжения – существуют как трансформаторные установки, так и сварочные инверторы для аргонно-дуговой сварки. Инверторный вариант более предпочтителен. Инвертор создает равномерное напряжение необходимой частоты, что обеспечивает условия для качественного наложения сварного шва. Инверторная установка аргонодуговой сварки может работать как от напряжения в 220В, так и от 380В. Максимальная производительность достигается при подключении к трехфазной сети.
- Дополнительные аксессуары – для выполнения сварных работ на профессиональном уровне не обойтись без сварочного поста. Сварочный пост часто называют столом, но он представляет собой нечто большее. Сварочный пост – это полностью укомплектованное рабочее место, существенно облегчающее процесс выполнения работ и увеличивающий качество результата. Стол для сварки может быть как стационарным, так и передвижным. Пост обеспечивает своевременный отвод отработанных газов, а также дает защиту от случайного попадания искры на поверхности находящиеся рядом.
Практика показала, что начинающим мастерам легче удается достичь необходимого качества, используя сварочный инвертор аргонно-дуговой сварки. Инвертор дает стабильную дугу, что облегчает процесс нанесения сварного шва.
Виды оборудования, используемого при аргонно дуговой сварке
Сварочный аппарат это друг и помощник сварщику
В зависимости от уровня механизации такую сварку можно разделить на несколько видов:
- Механизированная. Проволока подается механизированным, а горелка находится в руках рабочего;
- Ручная. Подача сварочной проволоки и перемещение горелки выполняет сам сварщик в ручном режиме. Такие работы выполняются с применением вольфрамового электрода, который не поддается плавлению;
- Автоматизированная. В таком случае и подачу проволоки, и перемещение горелки выполняет машина, которой дистанционно управляет оператор. Также существует роботизированное оборудование, которое не требует вмешательства операторов.
Оборудование для сварки можно разделить на специальное, специализированное и универсальное. Универсальные сварочные аппараты аргонодуговой сварки выпускаются серийно и являются самыми востребованными. В большинстве случаев аргонная сварка выполняется в условиях производства на специальных рабочих местах, которые зовутся «сварочными постами». Установка аргонно дуговой сварки с применением неплавящегося вольфрамового электрода с среде аргона оснащена следующими элементами:




- Источник сварочного тока – постоянный или переменный;
- Регулировочное устройство, которое направлено на работу с током;
- Горелка или комплект горелок, который предназначен для работы с разными напряжениями;
- Аппаратура для управления сварочным циклом и его защитой;
- Устройство, которое обеспечивает стабилизацию дуги переменного тока или ее возбуждение.
Чтобы расширить диапазон толщины свариваемых материалов, повысить производительности получить неразъемные соединения инженеры разработали несколько новых методов аргонной сварки, которые были внедрены за последние несколько лет. Одна из них – это работа с пульсирующим током. Когда импульс тока попадает на металл – он расплавляется, кристаллизируясь во время промежутка паузы. Дуга движется либо шагами, либо с постоянно скоростью, которая синхронизированная с импульсами сварочного тока. При таком методе обеспечивается тщательное проплавление во всех положениях и нечувствительность к мелким ошибкам, допущенным при сборке. Снижение поступления напряжения не дает металлу перегреться, тем самым снижается риск деформации.
Также популярен способ, когда используется подогрев присадочной проволоки. Этот метод в первую очередь направлен на повышение производительности. Следующий метод – это применение сразу нескольких вольфрамовых электродов, при такой операции швы получаются без подреза за счет высоких скоростей сваривания металла. Для вышеперечисленных методов может использоваться стандартный аппарат аргонодуговой сварки в сочетании с дополнительными блоками.
Инверторные сварочные аппараты
Инверторный сварочный аппарат – это наиболее популярное устройство для аргонной сварки, которое можно использовать не только на производстве, но и в домашних условиях. Он отлично подходит для тех, кто хочет узнать, как научиться варить аргоном, использование аппарата аргоновой сварки является оптимальным вариантом, потому что разобраться с принципом его работы сможет даже новичок в области сварной деятельности. Аппарат для аргонной сварки идет вместе с инструкцией, которая описывает азы сварки и помогает начинающим ознакомиться с основами процесса.
Инверторный сварочный аппарат аргоновой сварки обладает существенными преимуществами. Перове – это высокое качество сварочного шва, которое позволяет использовать этот аппарат для ремонта автомобилей (различных деталей кузова, узлов двигателя, коробки передач). Малые габариты позволяют брать такой аппарат с собой. Инверторный аппарат прост в использовании – для начала процесса нужно уложить присадочную проволоку и запустить аппарат аргонодуговой сварки. Подача инертного газа и проволоки запускается в автоматическом режиме. Как правило, такие современные устройства оснащены рядом полезных функций. Например, ускоренный поджиг, модуляция сварочного тока, стабилизация дуги.
Популярные методы сварки в Польше — список
Цифровые обозначения методов сварки PN-EN ISO 4063:2002 Сварка и процессы, связанные. Имена и номера процессов.
- 111 Spawanie łukowe elektrodą otuloną MMA (дуговая сварка крытым электродом ММА)
- 113 Spawanie łukowe elektrodą nieotuloną (дуговая сварка электродом некрытым)
- 114 Spawanie łukowe samoosłonowym drutem proszkowym (дуговая сварка с порошковым покрытием)
- 121 Spawanie łukiem krytym drutem elektrodowym (дуговая сварка с электродной проволокой)
- 131 Spawanie metodą MIG (сварка методом MIG)
- 135 Spawanie metodą MAG (сварка методом MAG)
- 136 Spawanie w osłonie gazu aktywnego drutem proszkowym (сварка в защитном газе активной порошковой проволокой)
- 137 Spawanie w osłonie gazu aktywnego drutem proszkowym (сварка в защитном газе активной порошковой проволокой)
- 141 Spawanie metodą TIG (сварка методом TIG)
- 151 Spawanie plazmowe (плазменная сварка)
- 311 Spawanie acetylenowo-tlenowe (кислородно-ацетиленовая сварка)
- 912 Lutowanie twarde płomieniowe (пайка твердым пламенем)
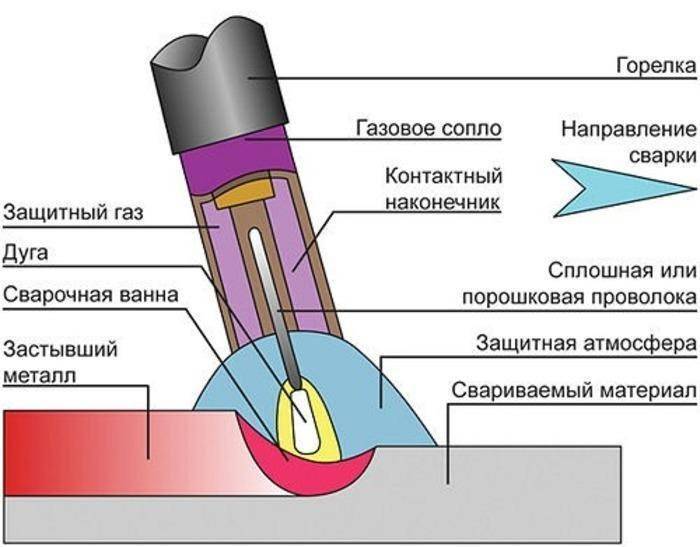
- Метод MIG/MAG (сварка полуавтоматом).