
Основные ошибки, допускаемые при пайке
 Ошибки
Ошибки
К основным ошибкам, которые часто допускают неопытные сварщики, относят:
Спайка поверхностей с некоторыми дефектами. Во время соединения мелочей не бывает. Даже незначительный дефект способен ослабить шов.
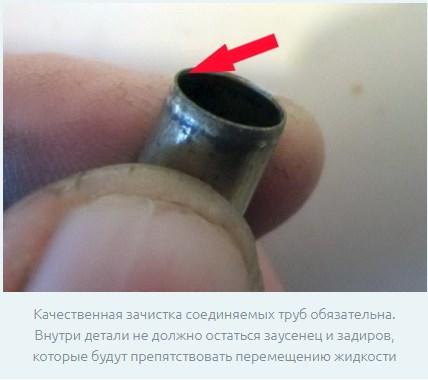
Некачественная очистка поверхностей от загрязнений.
Несоблюдение норм по размерам монтажного зазора. Это приводит к получению негерметичного и недолговечного соединения.
Малый нагрев деталей
Часто во время работы новички стараются как можно быстрее расплавить припой, не уделяя внимание сами деталям.
Неравномерное нанесение флюса.
Перегрев детали, что приводит к сгоранию флюса.
Если начать проверять на прочность не до конца остывшее соединение. Можно нарушить целостность шва или вовсе разрушить его.
Несоблюдение техники безопасности
Приводит к травмам, заболеваниям и разным неприятным явлениям.
Новичкам может быть сложно соблюдать все правила проведения процедуры. Поэтому для проведения первых работ рекомендуется пригласить опытного сварщика в качестве консультанта.
Сварка труб представляется действенным методом получения герметичных соединений. Но иногда осуществить этот метод не представляется возможным. Тогда на помощь придут способы соединения медных труб фитингами без пайки. Устройства позволят плотно и герметично совместить детали. Этот способ несколько хуже по качеству, однако представляет собой неплохую альтернативу классической сварке в домашних условиях.
Поэтапная пайка стыка труб
Стыковка медных труб для пайки. В общем случае, поэтапная работа делится на:
- Очистку налета, нагара и грязи с изделия.
- Покрытие соединяемых деталей флюсом.
- Фиксация обрезков труб в необходимом положении.
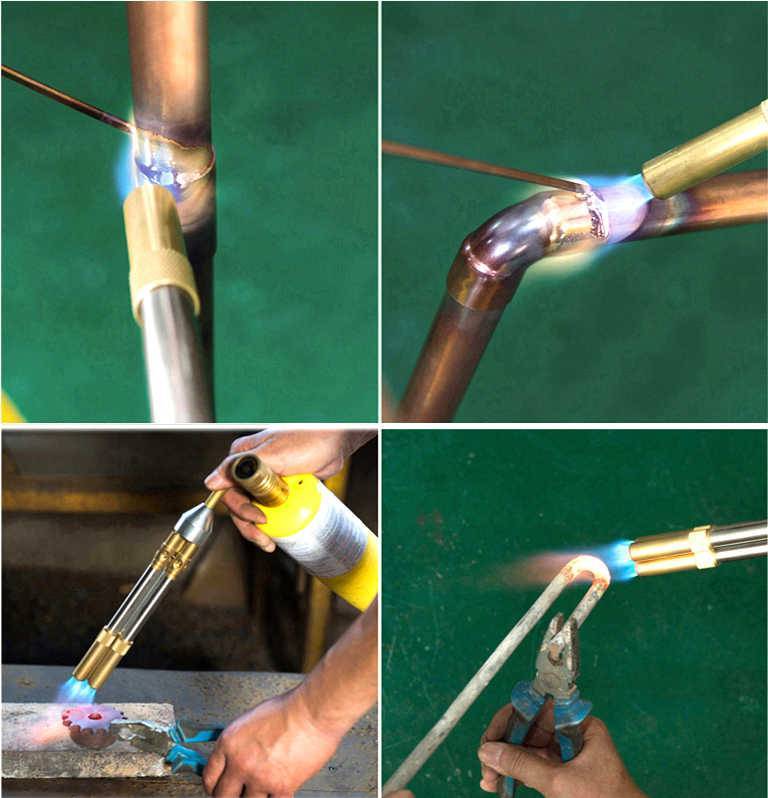
- Прогрев изделия при помощи горелки для пайки твердыми припоями.
- Промазывание соединяемых стыков флюсом.
- Подачу припоя в зону стыков изделия.
- Равномерное расплавление припоя при помощи газовой горелки для пайки медных труб.
- Удаление окислов, отходов и отработанного флюса.
Несмотря на относительную простоту рабочего процесса даже у квалифицированных специалистов бывают дефекты.
Наиболее распространенные ошибки при паяльных работах представлены:
- Недостаточным прогревом изделия. При неправильной подготовке материал прогревается слабо и плохо взаимодействует с припоем, из-за чего получается хрупкий шов.
- Плохой предварительной очисткой изделия. Присутствие нагаров, грязи и стружки других металлов серьезно затрудняет получение качественного соединения.
- Неподходящим флюсом. Неправильный выбор флюса может повлечь за собой неприлегание припоя и разрушение паянной конструкции.
- Неподходящим припоем. Выбор припоя, не смачивающего металлы, например, свинца, сделает невозможным пайку медных труб.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев.
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.
Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
По состоянию
Флюсы бывают разными по форме и состоянию. Есть твердые, жидкие и пастообразные. В целом они почти полностью различаются по своим параметрам и свойствам.
Жидкие
Жидкие флюсы уже имеют лучше свойства по сравнению с твердыми. Их намного проще наносить и существенно сокращается время пайки.
Недостаток — это быстрое высыхание на открытом воздухе, в случае пролива такого состава на поверхность – её трудно будет оттереть. К такому типу относится, например, жидкая канифоль. Она обычно продается в баночках с кисточкой.







Если вы используете жидкую канифоль – не подносите её на горячую поверхность кисточкой.
Из-за высокой температуры кисточка может деформироваться и её невозможно вернуть в прежнее состояние.
Твердые
К твердым относится самая обычная канифоль, паяльный жир. Достоинство таких флюсов — это цена. Кстати, таблетки аспирина – это тоже вполне себе твёрдый флюс.
Недостаток – это неудобство нанесения (сначала на паяльник, потом на место пайки и т.д.), некоторые виды пайки недоступны, слабое удаление окислов до и во время пайки, крайне низкий эффект поверхностного натяжения, много следов на месте работ и большое количество испарений при пайке.
Пастообразные
Жидкие и твердые флюсы не рекомендуется использовать в BGA пайке. Они сильно кипят, и для поверхностного монтажа есть пастообразные флюсы.
Пастообразные флюсы — это лучшие из представленных типов. Например, их очень удобно наносить. Они не высыхают на воздухе, имеют отличные свойства при пайке (зависит, конечно, от цены) и возможны все виды пайки. К недостаткам можно разве что отнести то, что в продаже есть много подделок знаменитых производителей (однако, некоторые подделки по уровню приближаются к эталону), вредные испарения и конечно же цена.
Слишком дешевые флюсы ужасно паяются. Еще одно неоспоримое преимущество пастообразности — это то, что можно использовать шприцы с тонкими иглами (острый наконечник иглы нужно срезать), тем самым очень точно дозируя порцию флюса, и не размазывая его по всей плате. К тому же, отмываются просто и некоторые из них допустимо не смывать вообще (которые используются в BGA пайке, где в принципе чистка очень затруднительна).
Лучшее нанесение пастообразного флюса – это шприц. Вы можете точно и экономно делать дозировку флюса при помощи шприца. Достаточно простого аптечного шприца, острую часть иглы спиливаем и можно свободно сделать длину дозатора как вам удобно. К тому же, металлическая игла не деформируется от высокой температуры так, как кисточка и можно смело добавлять флюс в процессе паяльных работ.
Удобное нанесение пастообразного флюса – это еще один плюс в копилку преимуществ пастообразных веществ.
Так же есть и так называемые флюсовые пистолеты, но намного большего размера и не очень удобны при микропайке. И если вы не планируете в промышленном масштабе паять платы каждый день, то пистолеты для флюса вам не нужны.
Кстати, флюсы бывают в составе многих припоев и паяльных паст.
С подобным припоем работать проще и быстрее.
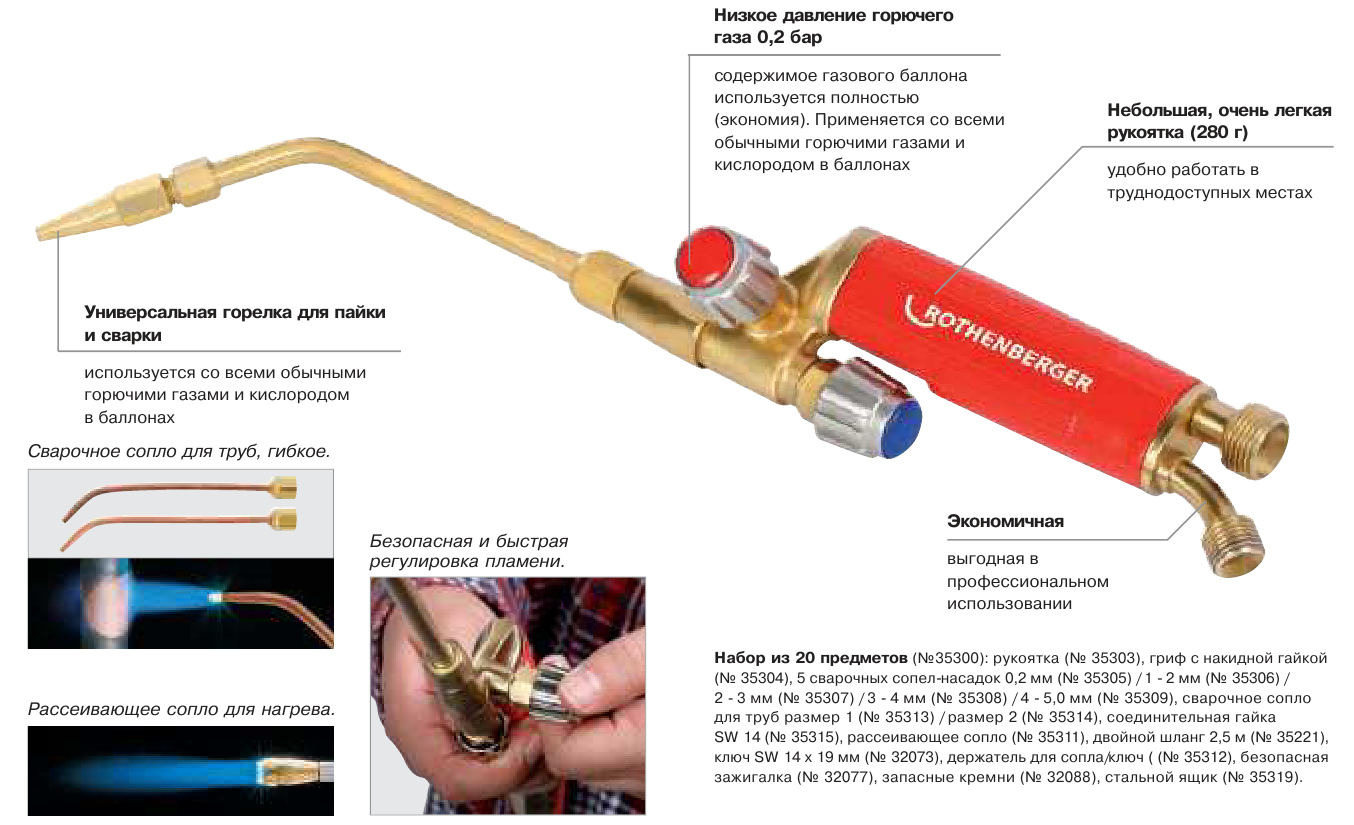
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.
Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках
Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка – разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.
Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.
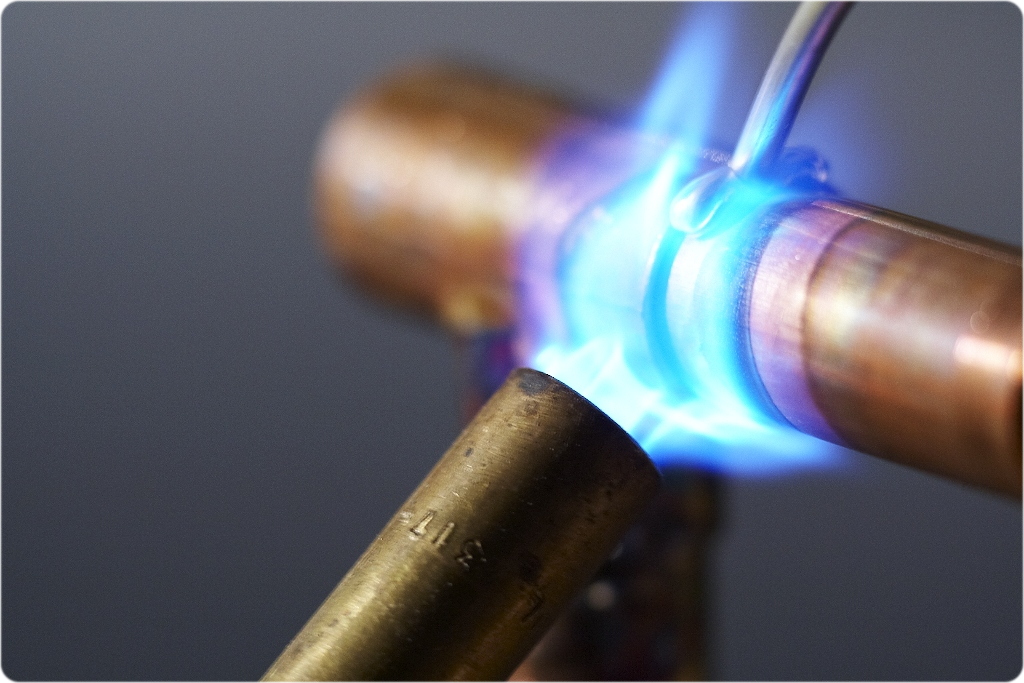
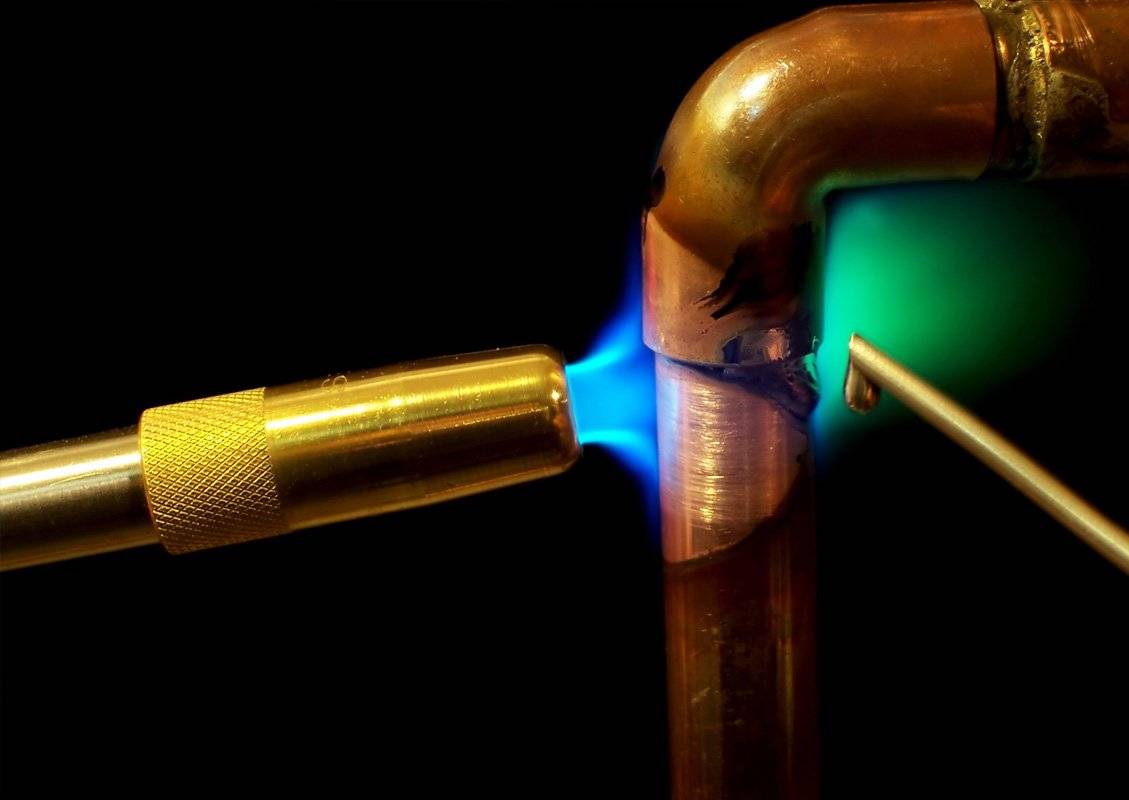
Технология пайки медных труб мягким способом с помощью газовой горелки
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.
Соединение нужно разогреть по всей окружности равномерно.
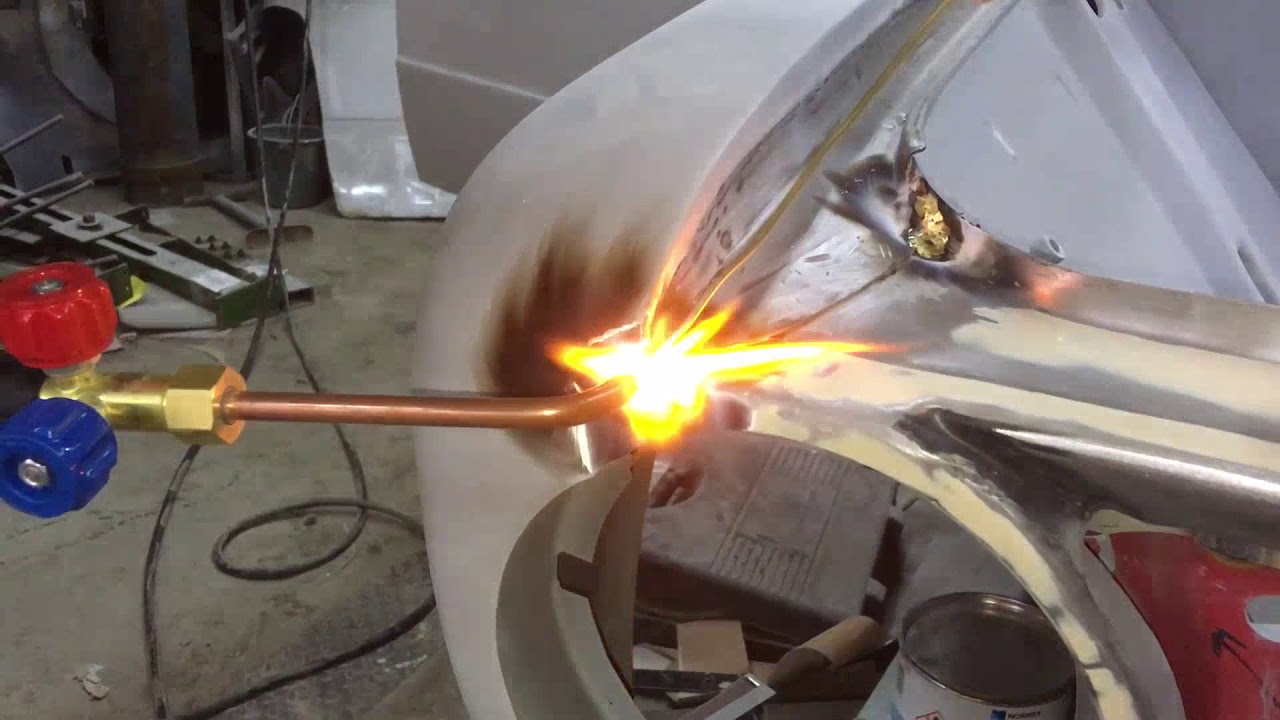
Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.
Газовые горелки для сварки
реализует газовые горелки для сварки по самым выгодным ценам.
Принцип работы газовых горелок заключается в обеспечении специального газосварочного режима нагрева и плавлении металла, благодаря чему происходит соединение требуемых элементов конструкции.
Основными достоинствами реализуемой нами продукции являются:
- соответствие оборудования установленным техническим требованиям;
- надежность и долговечность сварочных горелок, благодаря качественным конструкционным материалам;
- безопасность в эксплуатации,
- гарантийный срок со дня продажи составляет 6 месяцев на все группы товаров.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
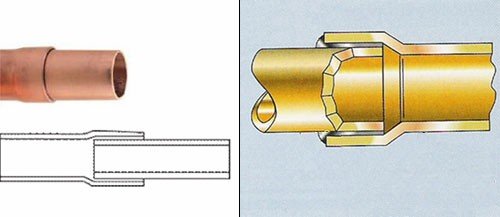
Отрезаем деталь необходимой длины
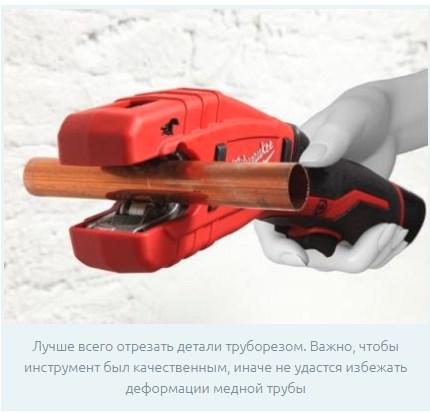
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.







Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой

После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
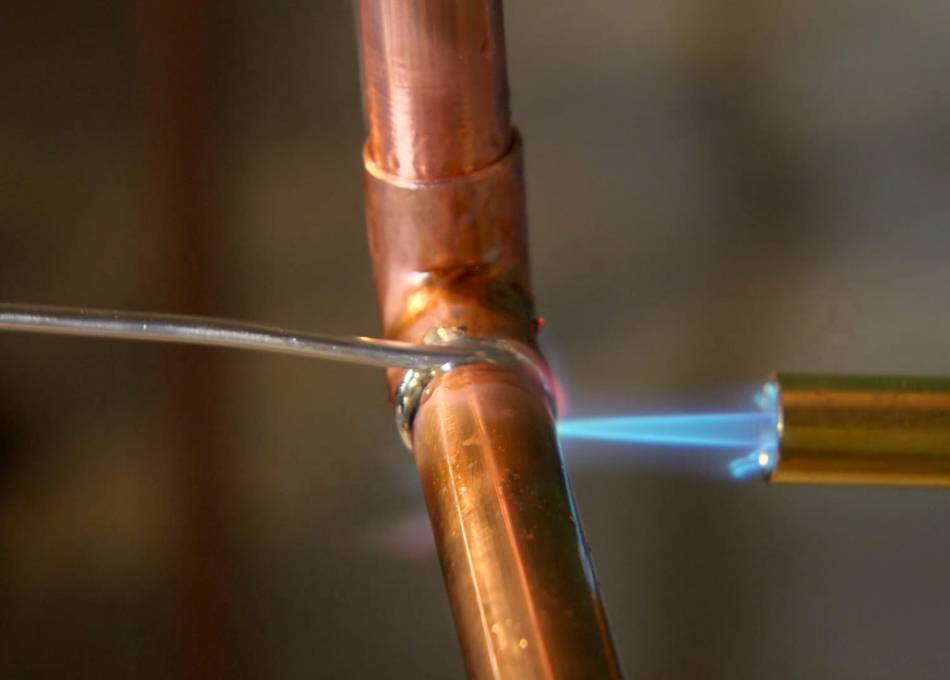
Образование соединения при низкотемпературной пайке

При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
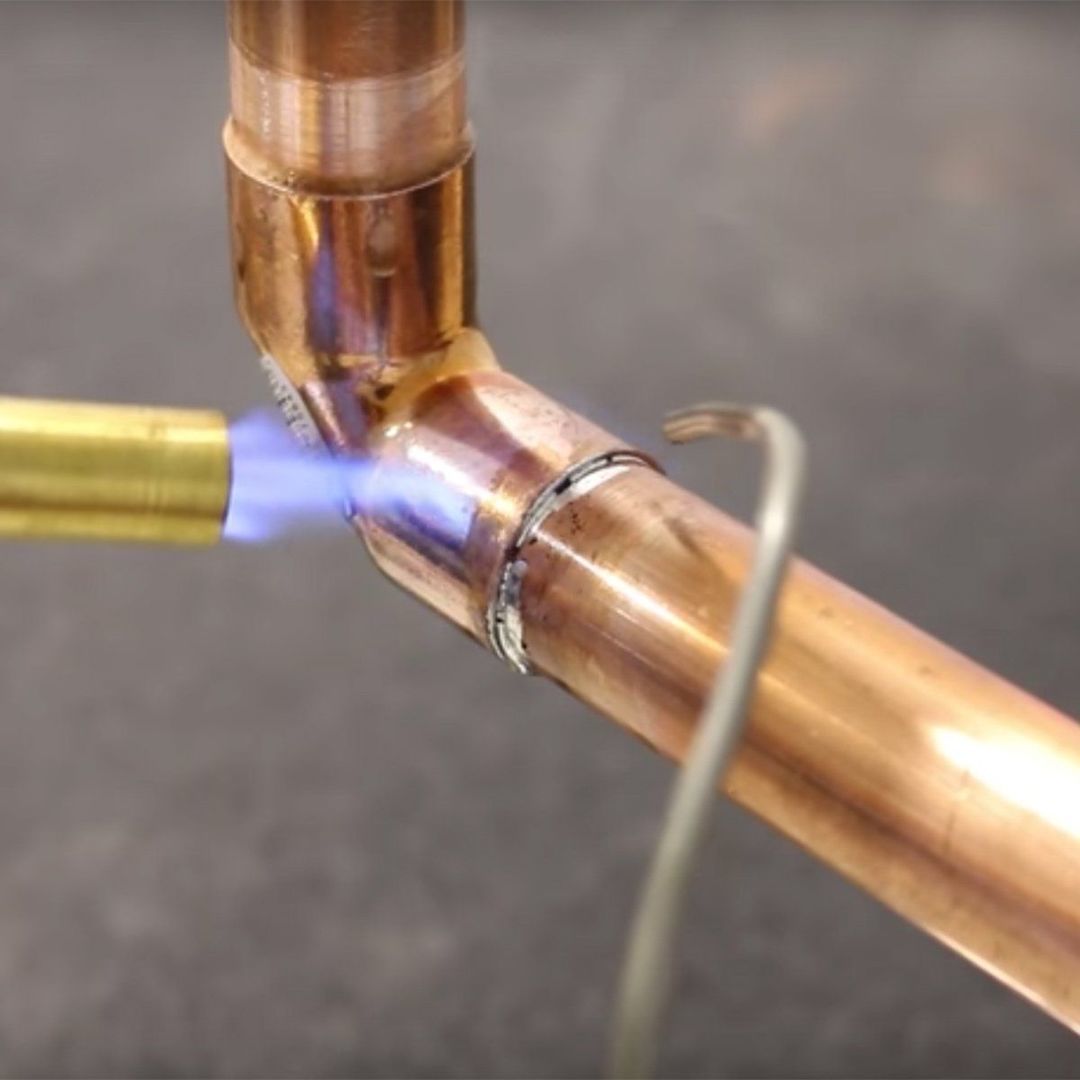
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Как выбрать?
Подбирая флюс для пайки меди, стоит учитывать ряд нюансов
Например, при покупке пастообразного важно смотреть на однородность материала. Качественный продукт отличается равномерностью массы, в нем нет комков и посторонних включений
Когда флюс низкого качества, это отражается на результате паяния.
Специалисты рекомендуют выбирать тот флюс, показатель вязкости которого меньше показателя вязкости припоя
Важно, чтобы состав равномерно распределялся по обрабатываемой поверхности и растворял оксидную пленку, образующуюся в ходе сварки
Приобретать расходный материал лучше у проверенного продавца. Этим исключается риск покупки некачественного товара, хороший флюс предупреждает повторное окисление меди и проводов. Удостовериться в его качестве можно непосредственно перед работой.
При его использовании удается сделать идеальными и горизонтальные, и вертикальные швы. Хороший флюс не стоит дешево. Если сложно определиться с его выбором, в магазине можно проконсультироваться с продавцом. Зная тип планируемой работы, специалист поможет подобрать лучший вариант паяльного вещества.
Обычно флюс подбирают по припою. Нужно, чтобы он плавился раньше припоя, именно так удастся достичь надежности соединения на капиллярном уровне. В расплавленном виде он поднимается наверх, соединяется с припоем и прикрывает место пайки защитным слоем от окисления.
Выбирая тот или иной вид расходника, надлежит знать температуру плавления. Например, соединять трубы водопровода лучше флюсами твердого типа. Их температура плавления составляет более 450 градусов Цельсия. Бура же плавится, достигая 753 градусов.
Как выбрать газовую горелку для пайки труб из меди
Чтобы не ошибиться с выбором, следует четко представлять, для каких целей приобретается газовая горелка. Для разовых работ по монтажу медного трубопровода в доме или квартире будет достаточно недорого аппарата с минимальным набором функций. Для профессионального применения стоит переплатить и отдать предпочтение мощным горелкам с широким функционалом от популярного производителя.
Рекомендуем ознакомиться: Тройник для соединения воздуховодов круглого сечения
Как правило, выбор инструмента осуществляется по следующим критериям:
- Мощность горелки. Определяет возможность пайки толстостенных медных труб и изделий большого диаметра.
- Тип топлива. Пропан, бутан, ацетилен, МАРР-газ и т.п.
- Область использования. Горелка для пайки труб, не всегда подойдет для резки, и наоборот.
- Материал, с которым предстоит работать. Медь хорошо соединяется пайкой с другими металлами: бронзой, сталью, никелем.
Из конкретных моделей газовых горелок, представленных на современном рынке, можно выделить продукцию нескольких крупных производителей:
- Kemper. Итальянский бренд, выпускающий горелки, работающие на одноразовых газовых баллонах. В комплекте идут сменные насадки.
- Rems. Немецкий производитель, выпускающий горелки с турбонаддувом и самоподжигом. Устройства работают с несколькими типами горючих смесей и используются для мягкой, либо жесткой пайки труб сечением до 64 мм. Пламя разогревается до 2500°С.
- Virax. Горелки работают на пропане и оснащаются механизмом пьезоэлектрического поджига. Средняя стоимость – 4500 рублей.
- Донмет. Выпускает ручные горелки средней ценовой категории. Аппараты снабжаются комплектом насадок и работают на разных газовых смесях.
- Kovica. Китайский бюджетный бренд, выпускающий модели на одноразовых пропановых баллонах. Стоимость инструмента начинается от 1500 рублей.
- Castolin. Выпускает универсальный инструмент, способный работать с несколькими видами топлива. В модификацию горелок включаются фиксатор пламени, набор сопел, регулятор интенсивности горения.
- Также, неплохие качественные аппараты выпускаются под брендами Rothenberger, Аллгаз, Профи-Тулс.
Если газовой горелки под рукой не окажется, ее функции может взять на себя строительный фен. Устройство не так удобно в использовании, но способно разогреть струю воздуха до температур, достаточных для плавления мягкого припоя.
Подбор и температурные параметры газовых горелок
Горелки для пайки медных труб – основной рабочий инструмент, с помощью которого нагревают соединяемые участки трубопроводов и расплавляют припой. Мощность и температурные параметры зависит от типа соединения и используемого присадочного материала. Для самых простых работ можно использовать обычные приборы, оснащенные несъемными баллонами с горючей смесью из пропана.
В случае отсутствия горелки, для монтажных работ можно использовать промышленный фен. Его температура достаточна для работы с легкоплавкими припоями на основе олова.
Рассмотрим наиболее распространенные типы горелок.
Типы
При выборе горелки в первую очередь необходимо обратить внимание на тип питания. Различают следующие виды:
- Компактный одноразовый баллон с пропановой смесью;
- Стационарный баллон с комплектом с соединительных рукавов и редукторов для работы с пропан-кислородным составом;
- Систему питания ацетиленово-кислородной смесью.
Механизм регулировки пламени – важная часть прибора. Контролируя температуру можно работать со всеми типами припоев.
К вспомогательному оборудованию горелок относятся следующие узлы:
- Розжиг от пьезы. Удобная функция компактных моделей существенно облегчает процесс запуска устройства.
- Отражатель пламени. Создает направленный поток горючей смеси, что позволяет направить его точно в зону нагрева.
- Обратный клапан. Отвечает за автоматическое прекращение подачи газа при отсутствии пламени.
Пошаговая инструкция
Резка
Перед резкой труб необходимо наметить места размещения фитингов. При разделке лучше всего использовать специальный труборез. В этом случае место среза будет ровным и гладким, с минимальным количеством зазубрин, что облегчит процесс дальнейшей подготовки.









Снятие фасок
Срез трубы должен быть идеально ровным. Малейшие отклонения повлияют на качество соединения. Для снятия заусенцев и подготовки среза рекомендуют использовать фаскосниматель, а при его отсутствии – наждачную бумагу.
Подготовка поверхности
Контактная поверхность должна быть сухой, без следов масла, грязи и оксидных отложений. Это относится не только к трубам, но и соединительным фитингам. Для механической обработки использует щетки и ершики.
Покрытие флюсом
Флюс наносится на внутреннюю поверхность фитинга и нужную часть трубы
Важно, чтобы состав был равномерно распределен по плоскости. После этого выполняют стыковку элементов, оставляя небольшой для присадочного материала
Нагрев и пайка
Индикатором нагрева является состояние флюса. Появление темных оттенков говорит о том, что поверхность нагрелась до заданной температуры. При подаче припоя необходимо следить за интенсивностью нагрева.Расплавленный припой должен заполнять все пространство между фитингом и трубой. Это достигается за счет капиллярного эффекта, при котором жидкость прилипает к поверхностью, благодаря высокой силе притяжения.
Длительность рабочего цикла не должна превышать 5 минут. В противном случае медная труба начнет деформироваться от перегрева.
Основные виды
Производители выпускают большое количество газовых приспособлений для пайки меди. Они различаются рабочей температурой:
- устройства бытового назначения, способные создавать температуру до 1500°C;
- профессиональные приборы, у которых минимальный параметр разогрева составляет 1500°C, а максимальное значение — превышает 2000°C.
Газовые горелки для пайки медных труб выпускаются с разными типами узлов, позволяющих подключать одноразовые или перезаправляемые емкости с топливом. Эти части устройства могут иметь резьбовое и цанговое исполнение. Производятся также аппараты, к которым баллоны подключается путем прокалывания.
Способы паяния деталей из меди
При соединении изделий из меди и сплавов на ее основе используется 2 технологии:
- капиллярная пайка при низкой температуре;
- процесс заполнения шва тугоплавким припоем (при повышенной температуре нагрева деталей).
Особенности высокотемпературных соединений
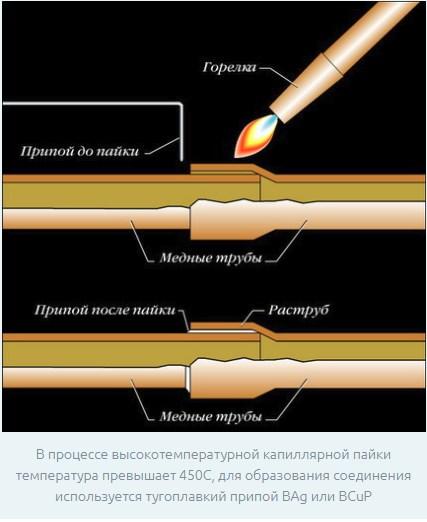
Технология предусматривает применение припоев, переходящих в жидкую фазу при температуре до 450-500°С. Соединительный материал состоит из меди и серебра с добавкой легирующих металлов (например, для повышения эластичности или снижения усадки при охлаждении). Технология позволяет создать прочный шов, устойчивый к воздействию механических нагрузок или локальных перегревов магистрального трубопровода.
Пайка медных труб твердым припоем на основе серебра приводит к отжигу основания, что негативно влияет на прочностные характеристики конструкции. Для снижения негативного воздействия используется охлаждение линии стыка естественным путем. При установке вентиляторов или подаче на шов воды прочность трубы падает. Технология соединения применяется для соединения газопроводов и водопроводных каналов диаметром от 12 до 160 мм. Методика рекомендуется при подаче через трубы жидкостей, нагретых до 110-120°С (магистрали отопления).
Низкотемпературная пайка в деталях

Низкотемпературная пайка водопровода из медных трубок производится при температурах ниже 450°С. Для соединения используются радиотехнические припои, построенные на основе свинца и олова (с дополнительными присадками). Применение легкоплавкого сплава приводит к увеличению ширины шва, полученный стык не рассчитан на приложение нагрузок. Соединение относится к категории мягких, но понижение температуры нагрева способствует исключению вероятности отжига медных деталей в процессе соединения.
Технология используется при соединении магистралей диаметром от 6 до 108 мм, запрещается паять легкоплавкими припоями магистрали для подвода газа. При обустройстве медных каналов для отопления следует учитывать, что припои допускают прокачку теплоносителя температурой не выше 130°С.