
Выбор плазменного сварочного аппарата
По большому счету плазменный сварочный аппарат состоит из двух основных модулей – это источник электропитания с интегрированным инвертором и сварочная горелка, а все остальное можно назвать дополнениями. При помощи такого агрегата можно варить, резать или даже паять самые разные металлы, невзирая на их повышенную толщину, так как плазменный поток разогревает материал гораздо лучше, нежели обычная газовая или электрическая сварка.
История развития плазменной сварки
Сварка «Горыныч» является генератором электродуговой низкотемпературной плазмы, получаемой посредством разогрева паров рабочей жидкости к состоянию ионизации Источник plazmen.ru
Плазменную сварку можно отнести к разряду новых технологий, хотя ее стали применять еще в прошлом столетии, но давайте сделаем короткий экскурс в историю. В конце 50-х годов XX века инженеры-конструкторы американской компании Union Carbide Corp сделали первый аппарат плазменной резки, хотя при этом питались идеями физика из Соединенных Штатов И. Ленгмура. Несмотря на то, что данный метод начали применять 70 лет назад, его можно назвать всего лишь прообразом современной технологии. Все методы защиты сварочной ванны с применением инертных газов, а также разработку портативных аппаратов придумали в период с 1963 по 2006 годы.
Резаки предназначены для комплектации аппаратов ручной плазменной резки – плазморезов с контактным и бесконтактным способом зажигания дуги, имеющих разъемы ЭА и ZA Источник prompostavka.in.ua
Безусловно, плазменная резка, которая увидела свет в 1963 году, значительно увеличила скорость производства, но при этом была одна существенная проблема – на металлическую поверхность сильно воздействовало окисление. В 1965 году начали впрыскивать воду, и это снизило процент окалины, но инженеры-конструкторы на этом не собирались останавливаться. В результате исследований в 1987 году появляется резак с контактным пуском, а в 1990 с плазмой начали работать под водой на глубине до 5 (пяти!) метров. В 1999 мир услышал о создании коаксиальной технологии (газ поступает по общей оси), а в 2006 году начали использовать портативные полуавтоматы.
Популярность и назначение плазменной сварки
На сегодняшний день плазменные агрегаты претендуют на завоевание основной ниши на рынке сварочных аппаратов, причем популярность таких моделей стала расти и не только в промышленном секторе, но и среди бытовых потребителей. Если быть более точным, то можно обратиться к цифрам: сейчас 65% работ, которые раньше выполнялись при помощи электросварки, отошли в сферу деятельности плазмы, то есть, уже больше половины и это явный и стремительный прогресс.
а) плазменная дуга; б) плазменная струя; 1) подача газа; 2) дуга; 3) струя плазмы); 4) обрабатываемый металл; 5) наконечник; 6) катод; 7) изолятор; ![]() катодный узелИсточник born-shop.ru
катодный узелИсточник born-shop.ru
При помощи плазменного оборудования монтируют трубопроводы разного назначения, ее используют в машино- и самолетостроении, строительстве, ремонте различных механизмов, но это лишь часть всей сферы применения. Кроме того, способность плазмотрона обрабатывать неметаллы может заменять гидроизоляцию, например, оплавление стыков железобетонных блоков, плит и перекрытий.
Такой метод имеет ряд неоспоримых преимуществ:
- высокая температура плазмы при резке и сваривании материалов:
- повышенный уровень КПД;
- низкий расход инертных газов;
- малая площадь прогрева, что практически исключает деформацию и существенно понижает усадку шва;
- применение технологии не только для металлов, но также для неметаллов;
- отпадает потребность в периодическом приобретении баллонов с газом или их заправке;
- агрегат легко перемещать с место на место;
- повышенный диапазон по толщине металлических заготовок для обработки;
- улучшенная система безопасности;
- доступная стоимость.
Стоимость станков для резки металла
Цена оборудования для разделительной плазменной резки металла зависит от рабочих параметров и функциональных возможностей:
- типа – ручной или автоматический с ЧПУ;
- максимального рабочего тока;
- ПВ (продолжительности включения) – бытовые (до 60 %), полупрофессиональные (от 60 до 80 %), профессиональные (80-100 %).
К категории бюджетных устройств относятся инверторные аппараты для ручного резания с максимальным ПВ 60 %. Рассчитанные на более интенсивную эксплуатацию модели относятся к средней ценовой категории. Машины с ЧПУ – самые дорогие, ими обычно оснащают крупные промышленные предприятия, где налажен массовый выпуск продукции
Поэтому важно изначально определить принципы выбора и предстоящей эксплуатации станков
Микроплазменная сварка
Для соединения тонких деталей от 0,3 до 2 мм толщиной, ремонта медицинских инструментов, подходит микроплазменная сварка. Она проводится на малом токе с 0,1 до 2 А, толщина вольфрамового электрода не превышает 2 мм, диаметр сопла горелки – от 0,5 до 1,5 мм.
Нахлесточные и тавровые соединения таким методом делать не стоит, а торцовые выполняются в любом положении, для них не нужна присадочная проволока. Под стыковые швы делают подкладку. Для работы нужны малоамперные инверторы, выпрямители, генерирующие стабильный ток для поддержки дежурной дуги. Среди промышленного оборудования ручной, автоматической микроплазменной сварки есть модели, имеющие разные режимы работы:
- импульсный прямой или обратной полярности;
- разно-полярно импульсный;
- прямой и обратной непрерывной полярности.
При соединении тонких деталей этим методом снижается риск прожога и тепловой деформации детали за счет узкой зоны разогрева. Фольгу варят только плазмой, другие методы не применяются.
Отличительные особенности микроплазменного шва:
- устойчивость к вибрациям и ударам из-за однородности молекулярного строения;
- гладкая поверхность, не требующая дополнительной обработки;
- высокая точность, благодаря сфокусированной дуге, удается минимизировать отклонения, так как сварочную ванну в процессе образования шва легко регулировать;
- хорошее сцепление кромок при неглубоком проваре.
Оборудование для микроплазмы мобильное, с вмонтированной емкостью для газа, автоматическая подача присадки повышает комфортность проведения работ.
Плазменная сварка – одно из перспективных направлений работ. Она применима для цветных сплавов, алюминия. Удобна во время монтажа тепловых систем в частных домах и для работы с электроникой. Самым удобным считается микроплазменное оборудование. Для соединения больших деталей плазмотрон реально изготовить своими руками.
Принцип работы
Перед тем как приступать к плазменной сварке стоит рассмотреть ее принцип работы. Во время процесс подается мощный электрический разряд, который превращает рабочую среду в плазменную. Образуется газ, который имеет высокую температуру.
За счет воздействия на металлическую поверхность потока ионизированного газа, проводимого электрическим током, происходит плавление металлической основы. Во время нагревания дуги газ подвергается ионизации, уровень которой увеличивается с повышением температурных показателей газа.
Плазменная струя, которая обычно имеет сверхвысокую температуру, повышенная мощность, это все формируется из обычно дуги после сжатия, вдувания в дугу. Она образуется при помощи плазмообразующего газа, в качестве которого часто применяется аргон, в редких случаях используется водород, гелий.
Плазменная сварка прямого действия
Что такое плазменная сварка прямого действия? Этот метод является распространенным, он осуществляется благодаря электрической дуге, которая образуется между электродом и рабочим изделием.
Технология плазменной сварки имеет некоторые характерные особенности:
Плазменная сварка алюминия должна выполняться с максимальной осторожностью. Это связано с тем, что данный металл плавится при температуре 660,3 градусов.
Обязательно нужно внимательно контролировать процесс, чтобы не допустить пропал.
В инструкции к сварочным аппаратам всегда указывается таблица, в которой обозначается рекомендованная сила тока для каждого вида металла
К примеру, плазменная сварка нержавейки выполняется на среднем токе, а стали — на высоком.
Обратите внимание! В дуге с прямым действием изначально происходит возбуждение дуги на малых токах, между соплом и заготовкой. После того как плазма прикасается к свариваемой детали образуется основная дуга прямого действия
Питание дуги производится при помощи переменного или постоянного тока с прямой полярностью. Ее возбуждение выполняется осциллятором.



Плазменная сварка косвенного действия
Перед тем как приступать стоит рассмотреть, что такое плазменная сварка косвенного действия. Во время этого метода образование плазмы осуществляется так же, как и при технологии прямого действия. Отличие состоит в том, что источник питания подключается к электроду и соплу, в результате этого между этими элементами образуется дуга, и на выходе из горелки появляется плазменная среда.
Скорость выхода потока плазмы находится под контролем давления газа. Секрет состоит в том, что газовая смесь при переходе в состояние плазмы увеличивает объем в 50 раз и благодаря этому вылетает из аппарата в виде длиной струи. Энергетические показатели расширяющегося газа совместно с тепловой энергией делают плазму мощным источником энергии.
К преимуществам сварки косвенного действия можно отнести:
- обеспечивает бесперебойный рабочий процесс;
- позволяет существенно сэкономить затраты на электрический ток;
- за счет того, что во время сварочного процесса применяется высокое давление, газовые смеси практически не разбрызгиваются;
- этот вид отлично подходит для сварки и резки металлов.
Важно! Плазменная сварка и резка металлов должна проводиться с использованием правильных режимов. Они должны осуществлять правильную подачу тока, учитывать типы свариваемых материалов, их показатели толщины, диаметр сопла плазмотрона
Для резки разных материалов должны применяться разные виды газов.
Про оборудование
Работа с плазмой невозможна без соответствующего оборудования. Сварочный аппарат для плазменной сварки довольно компактный, обычно его вес не превышает 10 килограммов (самый компактный около 5 кг). Для образования плазмы требуется подключить к аппарату установку с газом для работы. Защитить сварное соединение от окислов поможет инертный газ, также подключаемый к аппарату. Ну и конечно горелка, она подключается на выходе аппарата.
Вспомним о том, что плазменная сварка производится при очень высоких температурах, а это требует охлаждения сопла плазмотрона. В любом аппарате для плазменной сварки имеется отсек с охлаждающей жидкостью.
Оборудование для плазменной сварки действительно дорогое — аппарат малой мощности с минимальным набором функций стоит около 30 тысяч рублей. Соответственно, чем больше настроек (пайка, закалка), тем дороже агрегат.

Сущность плазменной сварки
Плазмой называется состояние газа, в которое оно переходит под воздействием электрической дуги. Образуется она в специальном наконечнике, который называется плазмотрон (это как горелка в газовой сварке). Плавление плазмой – это такая техника, при которой для образования плазмы применяются горелка, в которой находится вольфрамовый электрод, сопла плазмы и труб подачи газа и водяного охлаждения. Данный вид незаменим для обработки изделий из металла высокой прочности и толщины (до 9 мм). Он немного схож с методикой дуговой сварки, но в отличие от электрода, который обеспечивает нагрев до 5-7 тысяч градусов, воздействует на изделие сверхвысокой температурой – до 30 тысяч градусов. От этого данный способ часто называют «плазменно-дуговая сварка». Выполнять работы таким аппаратом можно в любом пространственном положении изделия.
Плазменная сварка металла, благодаря высокой температуре воздействия на изделие позволяет обрабатывать широкий спектр металлов – бронза, титан, нержавейка, углеродистая сталь, латунь, чугун, алюминий. Такой способ применяется в разных отраслях производств – приборостроение, машиностроение, пищевая промышленность, изготовление медицинского оборудования, ювелирное дело, химическое производство и многие другие. Плазменная сварка и резка металлов необходима и незаменима практически в каждом производстве.
Плазменная сварка и резка металлов бывает двух видов:
- Плавление металла дугой, которая возникает между изделием и неплавящимся электродом
- Сварка плазменной струей, которая образуется благодаря дуге горит между наконечником плазмотрона и неплавящимся электродом.
В качестве материалов для образования плазмы чаще всего применяется воздух, кислород, аргон и азот. Величина тока в плазме может быть разной, и различают три подвида:
- Микроплазменная сварка, которая реализуется на малом токе до 25 А
- Работа на средних токах – до 150А
- На больших токах, свыше 150А.
Говоря простыми словами, суть данного способа состоит в ионизации рабочего газа, который под давлением переходит в состояние плазмы и обеспечивает высокую температуру, используемую для расплавления металлов для резки или соединения.
Технология плазменной сварки делится на две разновидности:
- плазменная сварка прямого действия;
- плазменная сварка косвенного действия.
Преимущества технологии плазменной сварки
- повышение производительности процессов сварки в 2-3 раза,
cкорость сварки до 4 м/мин;
- повышение качества сварочных швов, швы более узкие, можно варить с усилением и без;
- отсутствие брызг в отличие от полуавтоматической МИГ/МАГ сварки и большая экономия на сварочной проволоке, т.к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы;
- малая зона термического влияния, благодаря механическому сжатию плазменным соплом, вследствие этого незначительный нагрев основного металла и минимизация коробления после и во время сварки;
- глубокое проплавление в стыковом соединении, сварка проникающей дугой без разделки до 8 мм. По сравнению с МИГ и ТИГ плазменная сварка не имеет конкурентов по качеству и производительности на диапазоне толщин от 3 до 8 мм;
- гладкая поверхность швов, не требующая дополнительной обработки;
- высокая надёжность зажигания основной дуги благодаря наличию вспомогательной;
- отсутствие включений вольфрама в сварном соединении;
- высокая стойкость расходных материалов.
Более подробно о применении и преимуществах плазменной шовной и плазменной точечной сварки можно прочитать в статьях:
«Плазменная шовная сварка: особенности и преимущества шовной плазменной сварки при сварке различных материалов»
«Плазменная точечная сварка: особенности, преимущества и применение»
| К статье «Установки для плазменной сварки продольных швов компании SBI, Австрия, их отличия и преимущества» |
Приборы для анализа химического состава металлов
В настоящее время наибольшее распространение получили следующие приборы:
- Стилоскопы
- Портативные рентгенофлуоресцентные спектрометры
- Портативные лазерные спектрометры
- Оптико-эмиссионные спектрометры
Стилоскопы
Стилоскопы являются простейшими спектральными приборами. Суть метода заключается в испарении металла под действием разряда и наблюдении оператором образующегося при этом свечения. По яркости спектральных линий можно судить о концентрации различных элементов. Стилоскопы имеют невысокую стоимость, но работа на них довольно сложна и требует специальных навыков, обучение которым занимает от нескольких месяцев до нескольких лет. Кроме того, стилоскопы являются оценочными приборами, — результаты анализа зависят от субъективной оценки оператора. Эта особенность не позволяет использовать данные приборы во многих технологических процессах, когда требуются точные данные об элементном составе металла.
Портативные рентгенофлуоресцентные спектрометры
Портативные рентгенофлуоресцентные спектрометры получили широкое распространение из-за небольшого веса и простоты обращения. Приборы часто называют «пистолетами» из-за внешнего сходства – в приборе есть рукоятка, курок и «дуло», в котором находятся рентгеновская трубка и детектор. При нажатии на курок трубка начинает генерировать рентгеновское излучение, оно вызывает ответное характеристическое излучение от атомов образца, которое регистрируется детектором. Малые размеры и вес позволяют использовать такие приборы вне лаборатории. Пробоподготовка не требуется – нужно только очистить поверхность металла от грязи, ржавчины, краски, окалины. Портативные рентгенофлуоресцентные спектрометры неприхотливы, не требуют периодических рекалибровок, а обучиться работе на них можно за несколько часов, однако существенным ограничением является невозможность анализа углерода, а также высокие пределы обнаружения серы и фосфора.
Оптико-эмиссионные спектрометры
Оптико-эмиссионные спектрометры позволяют анализировать все основные легирующие элементы в сталях и сплавах, включая углерод, серу, фосфор и др. По принципу работы эти приборы схожи со стилоскопами, но спектральные линии анализируются специальными детекторами. Обыскривание должно происходить в инертной среде, поэтому для работы оптико-эмиссионных спектрометров требуется аргон. Спектрометры этого типа обычно довольно массивны и являются настольными или напольными приборами, а передвижные (мобильные) модели располагают на специальных тележках. Несмотря на эти недостатки, оптико-эмиссионные спектрометры отличаются надёжностью, простотой эксплуатации, относительно невысокой стоимостью и требуют лишь простейшей пробоподготовки, благодаря чему на сегодняшний день этот метод является основным для анализа химического состава металлов в большинстве промышленных, экспертных и исследовательских лабораторий.






Портативные лазерные спектрометры
В последние годы на рынке появилось большое количество портативных лазерных приборов. По форме и размерам они похожи на портативные рентгенофлуоресентные спектрометры, а по сути работы – на оптико-эмиссионные приборы. Анализ происходит за счёт измерения интенсивности спектральных линий в оптическом диапазоне, но их появление вызывается воздействием лазера. Портативные лазерные спектрометры выгодно применять при анализе больших потоков лёгких цветных сплавов (алюминия, магния, титана), т.к. их анализ выполняется быстрее и точнее, чем на портативных анализаторах. Однако лазерные анализаторы значительно более прихотливы, чем рентгенофлуоресентные спектрометры – они температурозависмы, требуют регулярных перекалибровок и периодического обслуживания, при этом углерод, ключевой элемент при анализе сталей, анализируется со слишком большой погрешностью.
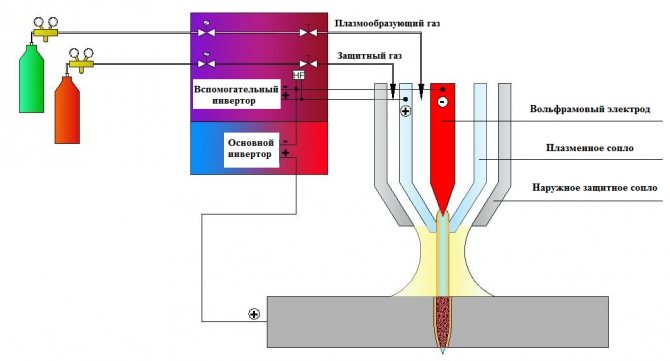
Устройство и принцип работы
Принципиальное отличие плазменного метода – высокая температура плазмы (до 8000°С), подаваемой в рабочую зону. Ванна расплава защищается атмосферой аргона, постоянный температурный режим стабилизирует система охлаждения. Без нее плазмотрон расплавится, плазма разогревается до 30 тысяч градусов.
В сущности, плазменная сварка заключается в способности аргона переходить в плазму под действием дуги. Ток работает как плазмогенератор, пронизывает электропроводный аргон.
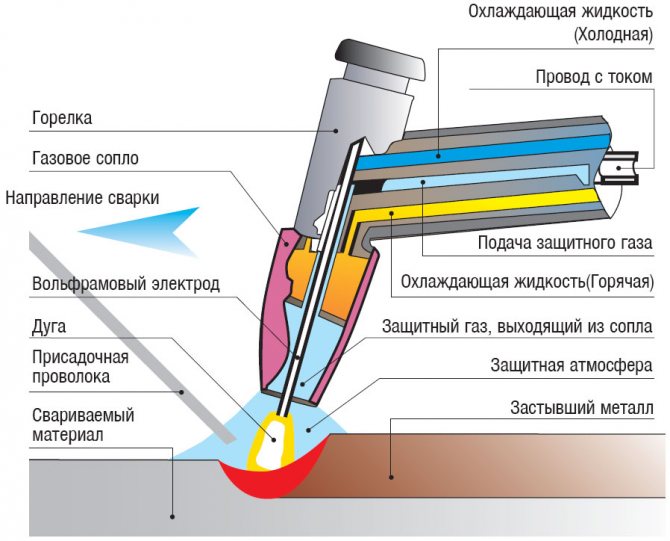
Плазмообразование под действием прямого или переменного тока происходит в плазмотроне. Это открытый с двух сторон конус, сужающийся к низу, в котором по центру расположен тугоплавкий электрод (для этого применяют вольфрамовые с добавками лантана, тория, циркония, иттрия), а внизу – сопло. Из него под большим давлением вырывается плазма.
В качестве плазмообразующего газа применим аргон с добавлением водорода. Он принудительно нагнетается в конус сверху. Поле создается путем подведения тока к двум полюсам: электроду и наружной части горелки. При ионизации и нагреве газ моментально расширяется, он вытесняется за счет внутренних сил мощной струей. Регулятором подачи плазмы выступает сопло. От его диаметра зависит толщина плазменного потока. Размер плазмотрона зависит от режима работы. Чем выше токи, чем больше верхний и выходной диаметры. Одновременно со струей плазмы к рабочей зоне в непрерывном режиме подводится аргон для создания защитного облака, предохраняющего расплав от контакта с кислородом, содержащимся в воздухе. Благодаря аргону, швы получаются чистые, без включений окалины.
Плазменная сварка заключается в способности аргона переходить в плазму под действием дуги
Разновидности
Сварка плазмой разделяется на несколько видов, в зависимости от силы тока:
- микроплазменная;
- на средних токах;
- на больших токах.
Чаще всего используется именно первый тип. Дело в том, что дуга может гореть при достаточно низких токах, если используются вольфрамовые электроды диаметром до двух миллиметров. Это возможно за счет высокой степени электродуговой ионизации газа.
Схема микроплазменной сварки представлена ниже.
Чертеж плазменной сварки.
Данный вариант технологии наиболее эффективен для соединения тонких деталей толщиной до полутора миллиметров. При этом диаметр дуги не превышает 2 мм. Это позволяет сфокусировать тепло в достаточно маленькой области и не нагревать соседние участки.
Основным газом в данном методе является аргон. Тем не менее в зависимости от типа изделия, в него могут добавляться различные примеси, которые способствуют увеличению эффективности процесса.
Приборы для микроплазменной сварки позволяют работать в нескольких режимах:
- непрерывный;
- импульсный;
- непрерывный обратной полярности.
Плазменная сварка на средних токах во многом схожа с аргонодуговой. Однако первая обладает более высокими температурами, в то же время область нагрева существенно меньше. Это обуславливает ее высокую продуктивность.
Плазменная сварка позволяет проплавлять материал более глубоко, при этом ширина шва получается меньшей, чем в аргонодуговой.
Выполнять сварочные работы можно как с присадочным материалом, так и без него.
Плазменная сварка на больших токах оказывает сильное силовое действие на материал. Она полностью проплавляет металл. В результате в ванне формируется отверстие, то есть детали сначала как бы разрезаются, а затем сплавляются заново.
Передовые методы обработки цветных металлов
На сегодняшний день методы обработки цветных металлов используются весьма многочисленные, и среди них можно отметить как горячие, так и холодные, как основные, так и вспомогательные.
Каждый производственник, сталкивающийся с необходимостью обработки цветных металлов, может рассматривать массу интересных решений, которые предлагает современность, а кроме того, выбирать между множественными возможностями подбора современного оборудования, способного упростить процессы обработки и увеличить их качество.
Именно современные методы обработки цветных металлов и передовые технологии заслуживают сегодня особого внимания, потому как с их помощью с легкостью удается сделать предприятие более преуспевающим, а работу – экономически более выгодной, ведь они позволяют удешевить производство, сократить штат работников, экономить сырье и электроэнергию, повысить экологические показатели.
Кроме того, современная техника и технологии открывают широкие возможности для производства материалов и изделий в больших объемах и по минимальным расценкам. Все это оказывается весьма привлекательным для промышленников, готовых сделать определенные вложения сейчас ради максимального успеха в будущем.
Проблемы, связанные с внедрением передовых методов обработки цветных металлов
Однако при этом стоит понимать, что переход на новые технологии – это отнюдь не самая простая задача. Казалось бы, вопрос упирается только в возможности сделать определенные вложения, но на деле же приобщение к новым технологиям становится более многогранным процессом, и проблемой может стать даже банальный поиск новых возможностей и технологических решений.
Ведь они всегда остаются достоянием узких сфер, и конкуренты не спешат ими делиться, и потому приходится в первую очередь налаживать профессиональные коммуникации – только в этом случае удается добиться необходимого результата.
И все же такие сложности вовсе не означают необходимости отказа от нынешних достижений, потому как именно для реализации таких возможностей проводятся профессиональные мероприятия, такие как выставки к примеру.
Так, в частности, выставки (например, как «Металлообработка») такого плана регулярно проходят в ЦВК «Экспоцентр», и в дни их проведения здесь бывают сотни и тысячи специалистов и предпринимателей из данной и близких сфер деятельности.
Все они нацелены на производительную деятельность в рамках выставки, и поэтому подобные выставки дают возможность за малое время добиться тех аспектов, на достижение которых в иных условиях уходят более серьезные сроки.
Именно подобные мероприятия раскрывают такие шансы:
- Находить партнеров и других заинтересованных лиц в достаточном объеме в короткие сроки,
- Рассматривать новые находки и достижения,
- Презентовать свои наработки и решения.
Все данные и многочисленные иные возможности раскрываются в рамках таких мероприятий с завидной легкостью, и поэтому не нужно отказывать себе в посещении подобных мероприятий, тем более что подобная возможность не занимает много времени и не требует значительных средств.
Выставка – это интересно и целесообразно, это возможность ознакомиться с впечатляющими решениями, особенно когда идут рассуждения о такой интересной теме.
Сварка разнородных цветных металлов
Сложность процесса заключается в ограниченной взаимной растворимости. При сварке цветных металлов и сплавов между собой используют несколько технологий, обеспечивающих надежность соединения:
- шов формируют, воздействуя на детали импульсным электронным лучом, скорость прогревания заготовок увеличивается, при высокой температуре происходит схватывание деталей;
- при сварке давлением цветной металл разогревается за счет энергии, выделяющейся при пластической деформации структурной решетки, концентрированная тепловая энергия скапливается в зоне контакта, детали не нужно дополнительно прогревать;
- для сварки цветных разнородных цветных металлов используют промежуточный слой, сцепляющийся с заготовками, риск охрупчивания швов снижается;
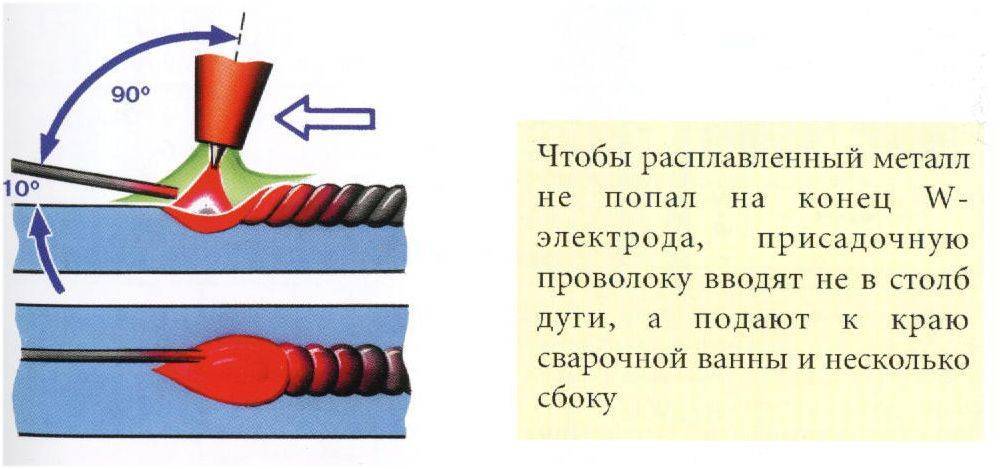
- в среде аргона проводят автоматическую, ручную и полуавтоматическую сварку разнородных цветных металлов, электрод держат перпендикулярно деталям, чтобы шов был качественным.
Защитный газ снижает степень окисления, насыщения цветного металла азотом и водородом. Высокотемпературные технологии внутреннего воздействия увеличивают скорость сварки. За счет текучести цветных металлов заполняются пустоты, стык проваривается насквозь. При подборе буферного слоя учитывают компонентный состав заготовок, температуру плавления сплавов.
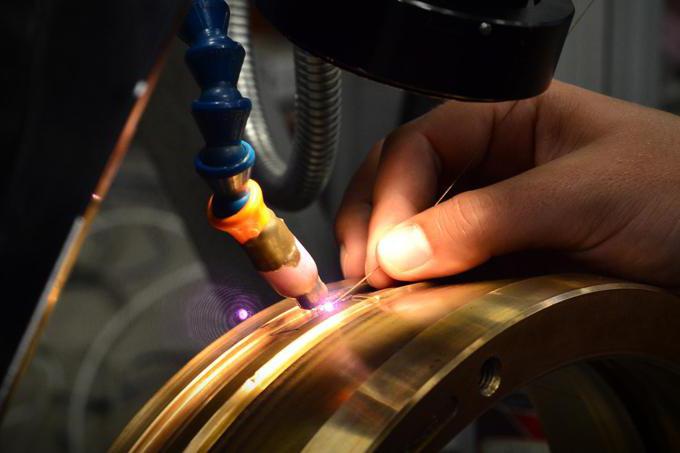
![Плазменная сварка [видео, состав оборудования, технология]](https://takorest.ru/wp-content/uploads/6/9/3/69361c5104c41d6931cd8609899958b2.jpeg)





Имея аппарат для аргоновой сварки, можно заниматься ремонтом деталей из цветных металлов самостоятельно. В промышленных условиях применяют передовые технологии, не позволяющие расплавленному металлу реагировать с воздухом.
Рекомендации
Не всегда со сварочным аппаратом работает профессионал, часто встречается и самоучка. Для подобной категории людей квалифицированные специалисты дают несколько рекомендаций:
- перед работой проверить исправность оборудования, давление газа в установке;
- прочистить плазмотрон до начала сварки;
- подготовить и очистить от посторонних предметов рабочую зону;
- алюминиевые детали сваривать (или резать) на низких токах.

Плазменная сварка — современная технология соединения и резки не только металлов, но и других материалов. Сварка плазмой востребована и у профессионалов, и у любителей — проста в работе и приносит хороший заработок независимо от сезона. Несмотря на высокую стоимость, необходимое для работы оборудование пользуется спросом, ведь потратив деньги однажды, можно стать обладателем замечательного агрегата с множеством дополнительных функций.