
Электрическая система станка
Электросхема токарного станка данной модели включает в себя следующие элементы:
- три предохранителя плавкого типа;
- выключатель, устанавливаемый на вводе;
- лампу для освещения рабочей зоны;
- реле напряжения;
- выключатель для лампы освещения;
- контакторы, управляющие остановкой двигателя, включением его рабочего и обратного хода;
- выключатель, обеспечивающий поступление напряжения на насос, подающий охлаждающую жидкость;
- реле, отвечающее за контроль скорости вращения двигателя;
- реле, отвечающее за управление контактором остановки двигателя;
- понижающий трансформатор;
- переключатель управления станком;
- указатель уровня нагрузки;
- выпрямитель селенового типа.
Электрическая принципиальная схема станка 1А616 (нажмите, чтобы увеличить)
На станке установлено два электродвигателя, каждый из которых решает свою задачу:
- трехфазный электродвигатель ПА22 мощностью 0,12 кВт, со скоростью вращения 2800 об/мин, работающий от напряжения 220/380 В, — приводит в действие насос, подающий охлаждающую жидкость в зону резания;
- трехфазный электродвигатель А02-41-4 мощностью 4 кВт, со скоростью вращения 1430 об/мин, работающий от напряжения 220/380 В, — используется в качестве главного привода станка.
Для оснащения промышленных предприятий используются токарные станки, работающие от напряжения 380 В, а для эксплуатации в домашней мастерской оптимальными являются модели, работающие от электрической сети с напряжением 220 В. Кроме того, по специальному заказу могут выпускаться модификации токарного станка, работающего от электрической сети с напряжением 500 В.
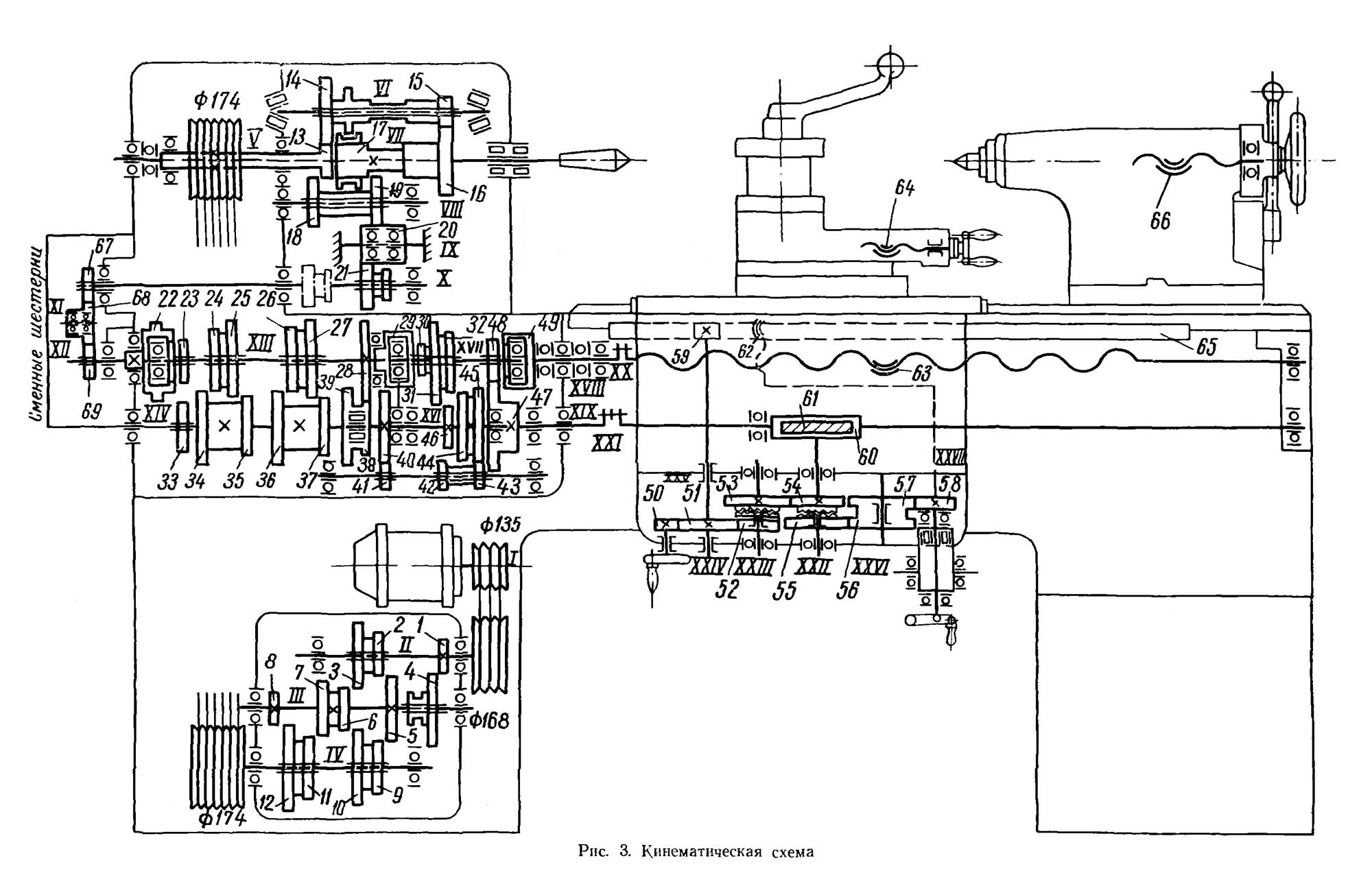
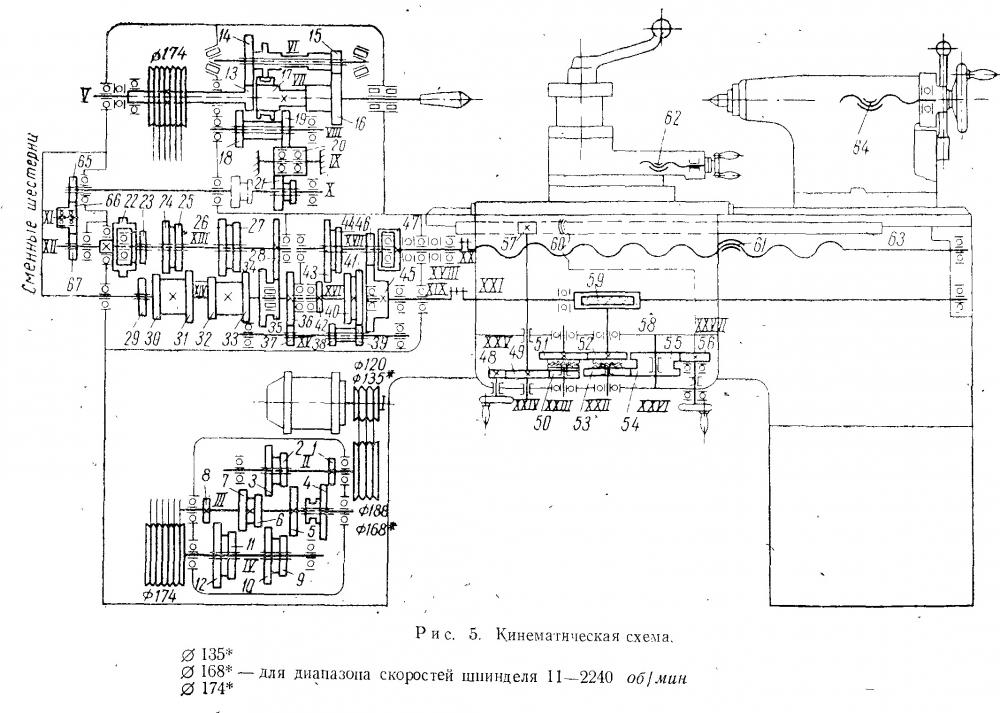
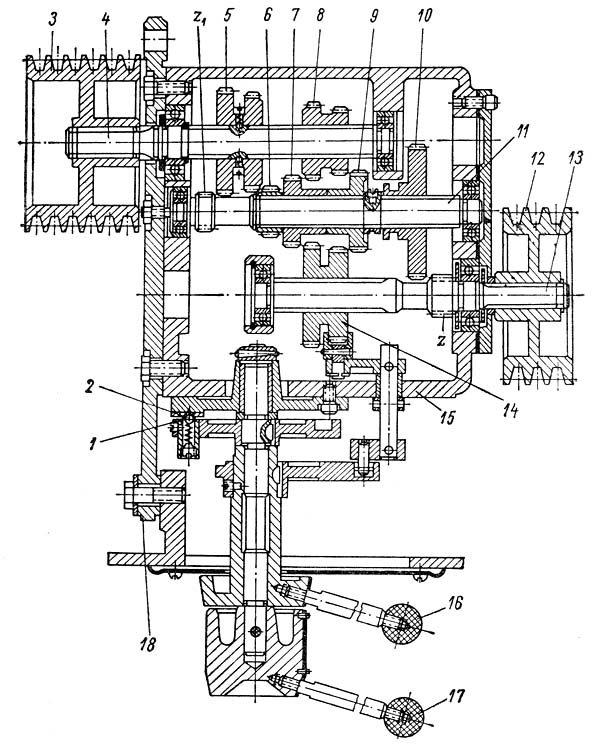
Кинематическая схема станка 1А616 (нажмите, чтобы увеличить)
Питание на лампу освещения, которая работает от напряжения 36В, поступает от понижающего трансформатора, присутствующего в электросхеме станка. Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.
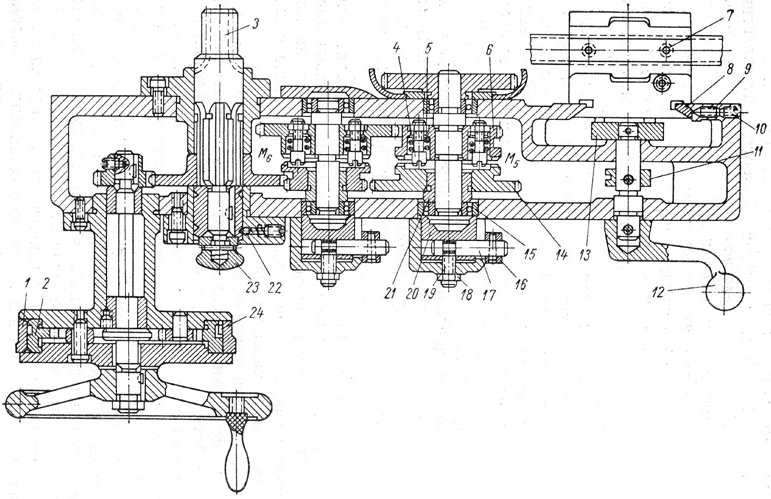
Описание схемы управления главным приводом станка модели 1А616К
Электросхема управления предназначена для переключения ступеней чисел оборотов и реверсирования шпинделя станка,
Для ступенчатого переключения чисел оборотов применена автоматическая коробка скоростей типа АКС109Д6.3, выполненная на электромагнитных муфтах ЭТМ. Коробка имеет 9 скоростей.
Пуск и останов шпинделя производится включением и отключением электродвигателя Ml, который управляется пускателями К1 и К2, переключателем П2 и валиком с двумя рукоятками на три положения:
- верхнее — рабочий ход
- среднее — стоп
- нижнее — обратный ход
Управление АКС осуществляется галетным переключателем, установленном на передней стенке шпиндельной бабки, а торможение шпинделя транзисторным блоком задержки БЗ и реле Р2.
В блоке БЗ для увеличения постоянной времени (R=C) применена транзисторная схема управления репе Р2. Транзисторы Т1 и Т2 включены по схеме с общим коллектором. Регулировка постоянной, времени (выдержки) производится шунтированием входного сопротивления резистором R5.
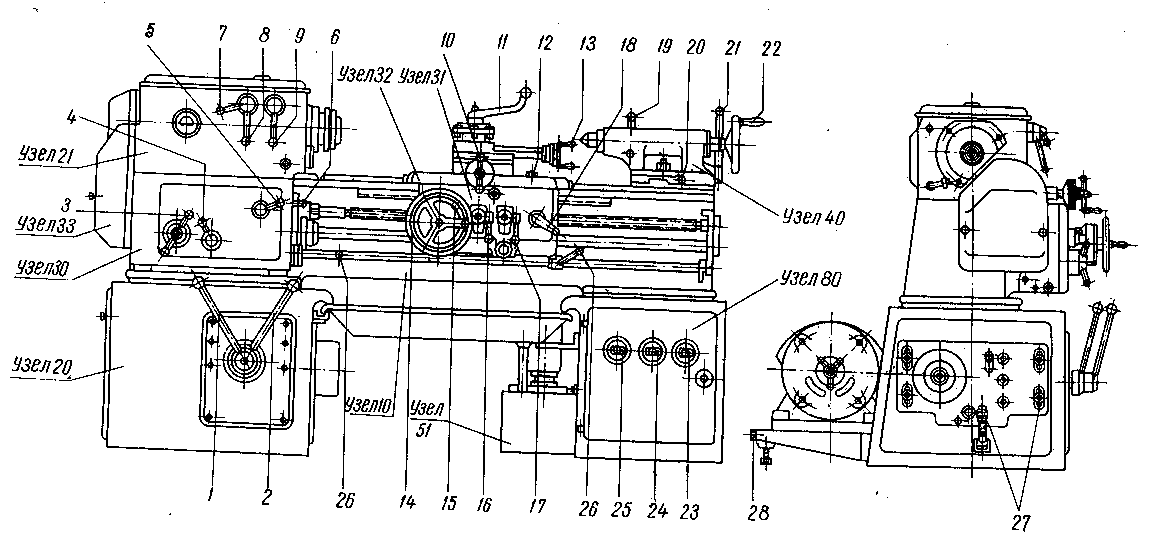
2 Основные узлы и принцип функционирования агрегата
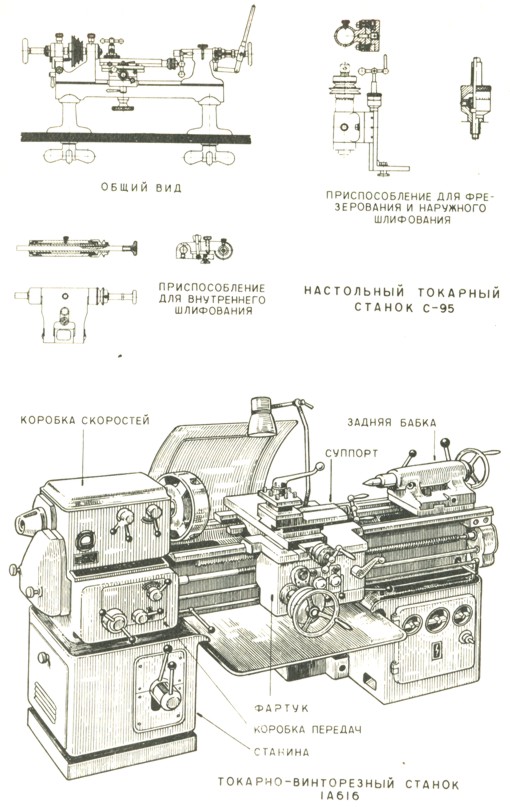
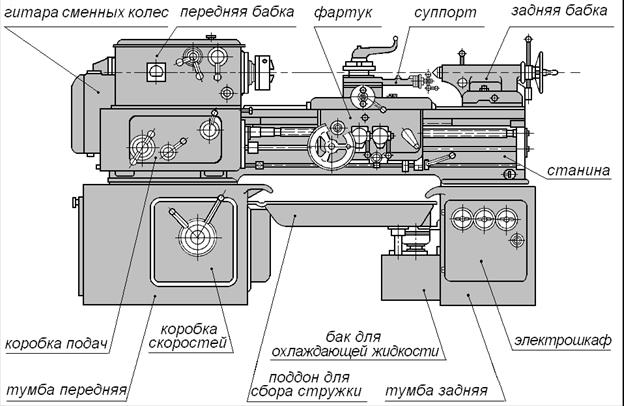
К главным рабочим узлам станка относят:
- заднюю бабку;
- блок сменных колес;
- шкаф встроенного типа с электрическим оборудованием;
- фартук с устройством подач;
- станину;
- переднюю бабку с реверсивным устройством, звеном повышения шага и переборным механизмом;
- коробку подач;
- заднюю и переднюю тумбу;
- систему охлаждения;
- коробку скоростей;
- поддон для сбора стружки и жидкости для охлаждения.

Работает станок по следующему принципу:
- заготовку, которую необходимо обработать, крепят в патроне либо монтируют в центры;
- до четырех резцов закрепляют в резцедержателе суппорта;
- в пиноль, расположенную в задней бабке, вставляют приспособления, предназначенные для нарезания отверстий;
- комбинация перемещения (поступательного) резца и движения (вращательного) заготовки дает возможность обрабатывать поверхности винтовой, цилиндрической, торцовой и конической конфигурации.

Между опорами шпинделя монтируется приводной шкив. При этом задняя его опора имеет особую конструкцию, позволяющую при необходимости осуществлять замену ремней (клиновых) без снятия шпинделя. Это упрощает и ускоряет работу оператора. Еще одной особенностью агрегата является то, что в нем реализован привод движения резки раздельного типа. А торможение привода установки становится возможным благодаря подключению в обмотку статора постоянного тока.
Инструкция по эксплуатации
К работе со станком 1А616 не должен допускаться персонал без соответствующей квалификации. Выполнение операций разрешается работникам, получившим первичный инструктаж, о чем должна быть сделана отметка в журнале техники безопасности.
Правила эксплуатации учитывают как постоянно проводимые операции, так и пусконаладочные работы. Последние выполняются после доставки оборудования с завода или от покупателя, по окончании установки на жестком фундаменте.
- С открытых поверхностей и корпусов узлов — очищается коррозионный налет и загрязнения.
- Согласно документации к оборудованию, проверяется уровень масла и при необходимости производится долив.
- В случае проведения постоянных работ с охлаждением, в бак системы заливается соответствующий состав. Проверяется установка накопительного поддона.
- Осматриваются силовые кабеля, проверяется соединение с источником питания.
Если станок приобретен на вторичном рынке — рекомендуется проверить все параметры зазоров, натяжений, другие показатели настройки системы. По окончании наладочных работ — производится тестовый пуск агрегата на малых оборотах.
Перед производством постоянных операций — проводится проверка состояния питающей линии, визуальный осмотр узлов станка. После этого станок обесточивается, устанавливаются резцы, другое нужное оснащение, настраиваются обороты шпинделя, осуществляется крепление детали в патроне или центрах. Только после этого на оборудование подается напряжение и осуществляется пуск главного привода.
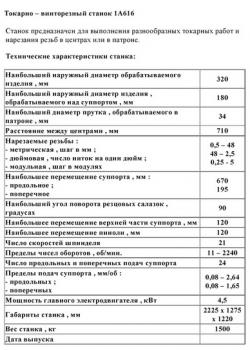
Технические характеристики
Паспорт токарный станок 1а616
Согласно данным в паспорте, прилагаемом к токарному станку этой модификации, он имеет следующие общие технические характеристики.
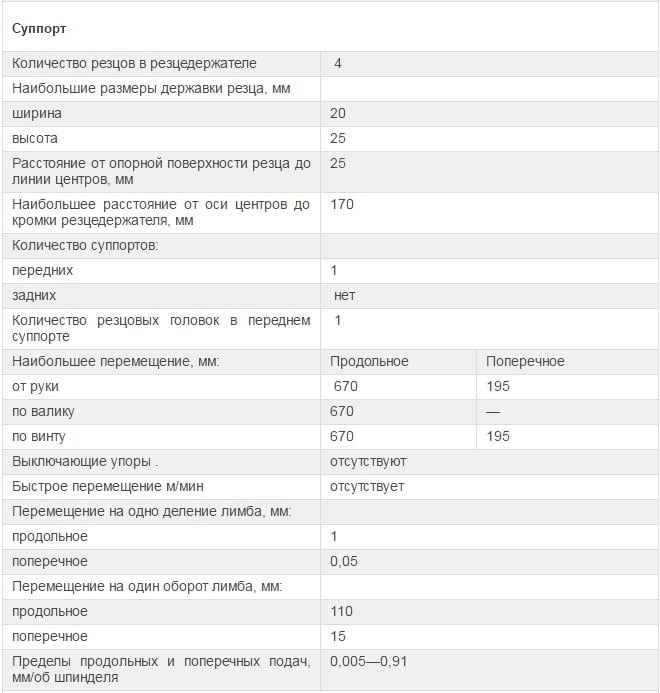
Благодаря подобной конструкции, суппорт металлообрабатывающего оборудования может перемещаться по следующим направлениям:
- поперек по винтовой передаче. В движение механизм можно привести только вручную. При этом величина преодолеваемого расстояния не превышает 195 мм;
- передвижение суппорта вдоль обеспечивается как винтовой, так и валиковой передачей. Максимальное расстояние, на которое может перемещаться суппорт в этом направлении составляет не больше 670 мм.
Паспорт суппорта 1а616
Конструктив металлообрабатывающего станка делает возможным осуществление своевременной и быстрой замены зубчатых передач на специализированные конструктивные элементы. Эта незаменимая функция позволяет нарезать резьбу очень высокой точности и с маленьким шагом.
При выполнении резьбы высокой точности возможно включение ходового винта агрегата напрямую, а коробки передач в обход. Такое действие также предусмотрено конструктивными и техническими данными самого токарного оборудования.
В случае нанесения обычной резьбы метрического, дюймового или модульного типа проделывать вышеописанную операцию замены конструктивных рабочих элементов не требуется.
Технические характеристики
Полная характеристика станка приведена в документации. Подробные данные о параметрах шпинделя, коробки подач, резцов, салазок, задней бабки — содержит технический паспорт на устройство. Краткий список, содержащий особенности, параметры 616 токарного станка, можно сформулировать следующим образом:
- масса оборудования 1500 кг;
- габариты станка 2135х1225х1220 для длины, ширины, высоты соответственно;
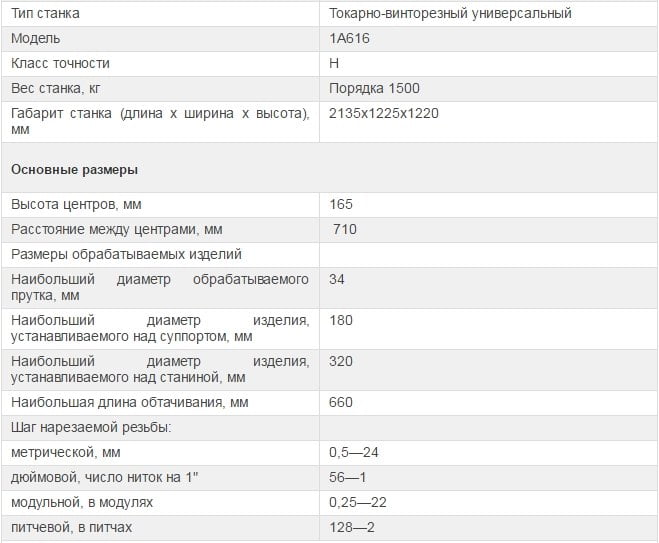
- высота центров над уровнем станины 165 мм;
- максимальный диаметр зажимаемого в патроне бруска 34 мм;
- максимальный габарит детали, обрабатываемой над блоком суппорта — 180 мм;
- максимум диаметра заготовки для обработки в зоне станины — 320 мм;
- эффективный ход суппорта — 660 мм (протяженность зоны обтачивания);
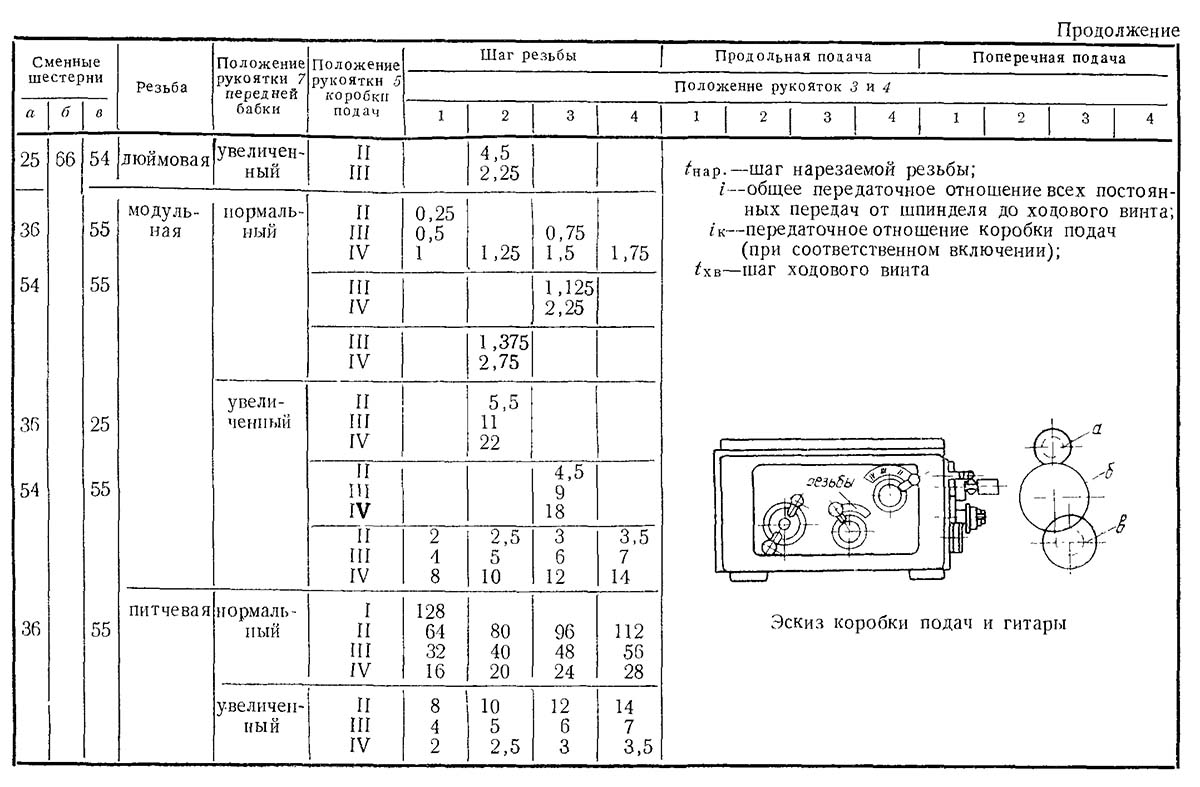
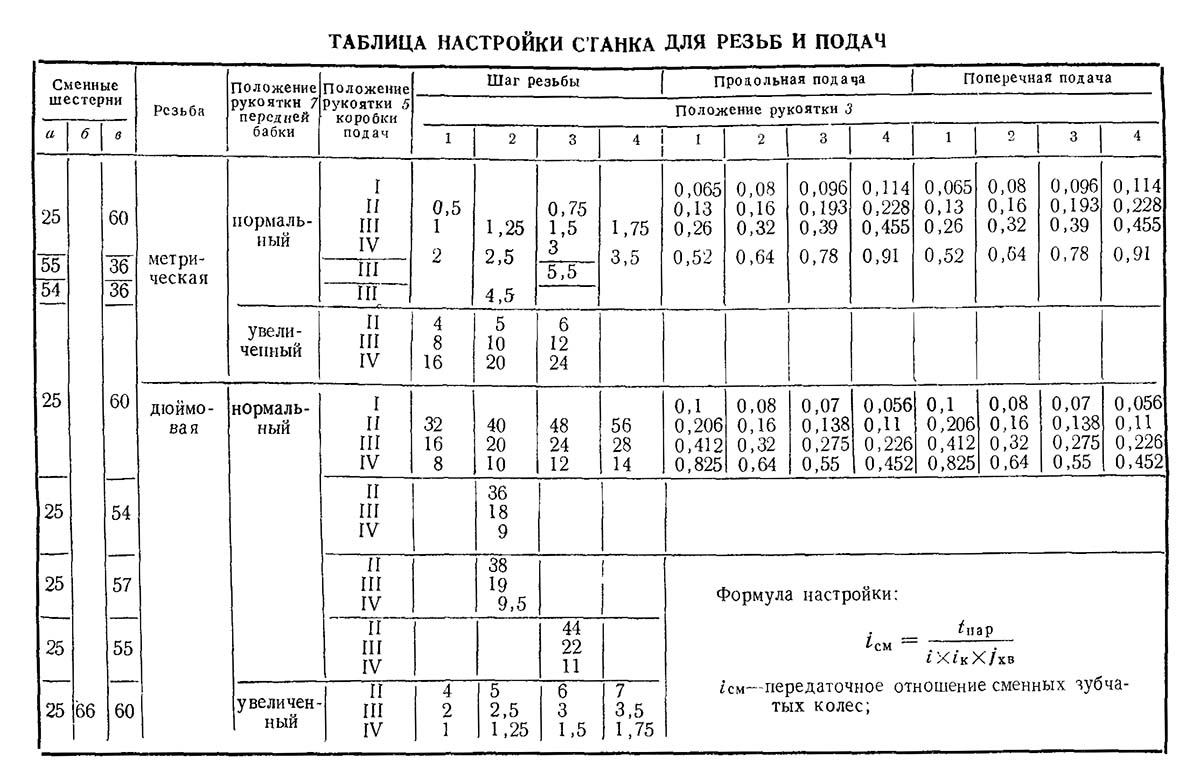
- шаги резьбы от 0,5 до 24 мм для метрической, от 56 до 1 нитки на дюйм для дюймовой, от 0.25 до 22 модулей для модульной, от 128 до 2 в питчах.
Станок скомпонован по классической схеме, которая используется и на современных аналогах данного оборудования. Суппорт агрегата может перемещаться поперек приводного винта, данная механика движения реализуется только вручную, поворотом колеса. Максимум движения поперек винта — 195 мм.
Устройство привода суппорт для продольной подачи обеспечивает передачу мощности от двух источников. Блок может приводить в движение как винт, так и валик. Суппорт двигается в продольном направлении на максимум 670 мм (660 мм эффективного хода).
Характеристики узла передней шпиндельной бабки следующие:
- частоты вращения от 9 до 1800 об/мин;
- доступно вращение в прямом и обратном направлении;
- количество степеней в обоих направлениях вращения — 21;
- стандарт внутреннего конуса — Морзе 5.
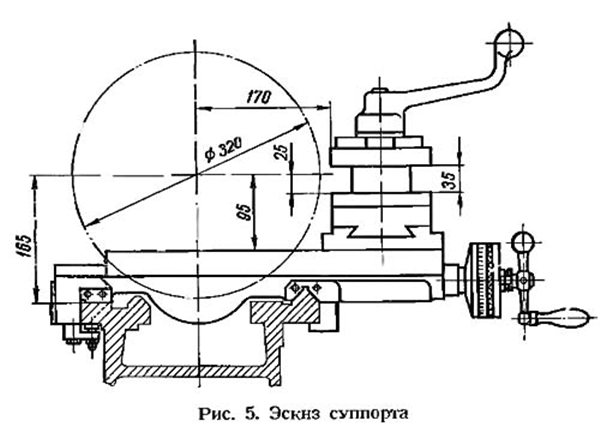
Характеристики резцового блока:
- резец располагается на уровне 25 мм от центров агрегата;
- расстояние от межцентровой оси до кромки держателя — 170 мм;
- расстояние от межцентровой оси до плоских направляющих — 165 мм;
Для уменьшения времени технологических простоев, повышения производительности, безопасности — шпиндельный блок оснащен тормозом. Также, предусмотрен механизм блокировки рукояти, что позволяет быстро снимать заготовки и устанавливать новые детали для работы.
Конструкция и принцип работы
Принцип работы станка 1А616 — классический, применена схема воздействия неподвижной кромки резца на вращающуюся заготовку. Особенности работ также привычны для квалифицированного токаря.
- Заготовка или деталь для изменения характеристик — зажимается в патроне. При некоторых типах обработки — элемент фиксируется в центрах.
- В резцедержатели блока резцов устанавливаются режущие инструменты. Их количество может достигать четырех.
- Для модификации характеристик существующих в детали проемов — в пиноли задней бабки фиксируется соответствующее задаче инструментальное оснащение.
- При работе надлежащее воздействие резца на поверхность обрабатываемой заготовки производится тремя типами движения: поступательного (инструмента, в продольном и поперечном направлении), вращения детали.
Для достижения высокой производительности предусмотрена быстрая замена приводного ремня шпинделя. Для этого не нужно снимать патрон. Клиновые ремни располагаются между опорами шпинделя, для их легкой замены в случае износа или возникновения нештатной ситуации непосредственно в процессе работы — предусмотрена специальная конструкция обратной опоры.
Конструктивно станок 1А616 состоит из нескольких функциональных блоков:
- задней бабки с перемещаемой пинолью и рукояткой фиксации ее положения;
- колеса коробки скоростей;
- встроенного электрошкафа, в котором располагается основная 1А616к электросхема;
- фартук с зоной блока шестерен передачи момента;
- две тумбы опоры (задняя и передняя);
- передняя бабка шпиндельного типа, с блоком повышения шага и переборным устройством;
- коробка подач;
- станина;
- система охлаждения;
- коробка переключения скоростей.
В комплектацию станка входит поддон, где при работе скапливается стружка и куда производится дренаж жидкости из контура охлаждения.
Правила эксплуатации и ухода
При работе с этим устройством, как и с какой-либо другой машиной, работающей с высокими скоростями вращения предметов, необходимо придерживаться основных правил техники безопасности.
Важно!
От следования технике безопасности зависит ваше здоровье и дальнейшая работоспособность.
- При наладке или очистке аппарата рукоятка включения должна находиться в нейтральном положении.
- Скорости запрещено переключать на полном ходу.
- Нужно использовать защитный экран.
- Во время работы задняя бабка должна быть надежно закреплена соответствующей рукояткой и надежно затянута болтом.
- Необходимо проверять, надежно ли затянуты гайки.
- Без кожуха окружения шестерен гитары работа запрещена.
- Перед тем, как открыть тумбу с электроприборами агрегат необходимо отключить из сети.
- При работе все дверцы должны быть плотно закрыты, а станок надежно заземлен.
Уход:
- Протирание открытых деталей конструкции.
- Внимательно следить за уровнем масла и других необходимых жидкостей.
- Регулярно проводить профилактику.
Принцип работы токарного станка
Заготовка закрепляется в патроне, закрепленном на шпинделе. Получаемое вращение шпинделя исходит от электродвигателя главного движения посредством клиноременной передачи.


Инструмент осуществляет только прямолинейные движения в продольном или поперечном направлении.
Конусом, установленным в пиноли задней бабки, осуществляется поддержка длинной заготовки или для удержания ее от изгиба при высоких нагрузках при точении. Осевой инструмент, обрабатывающий отверстия, также закрепляется в задней бабке.
Токарный станок 1а616, инструкцию по эксплуатации и паспорт которого можно найти в интернете в открытом доступе, кроме точения, сверления и растачивания может выполнять следующие операции:
- фасонное точение;
- рифление;
- обкатку;
- развертывание;
- зенкерование.
Работать на станке можно инструментом из быстрорежущих сталей и сборными резцами с твердосплавными пластинами.
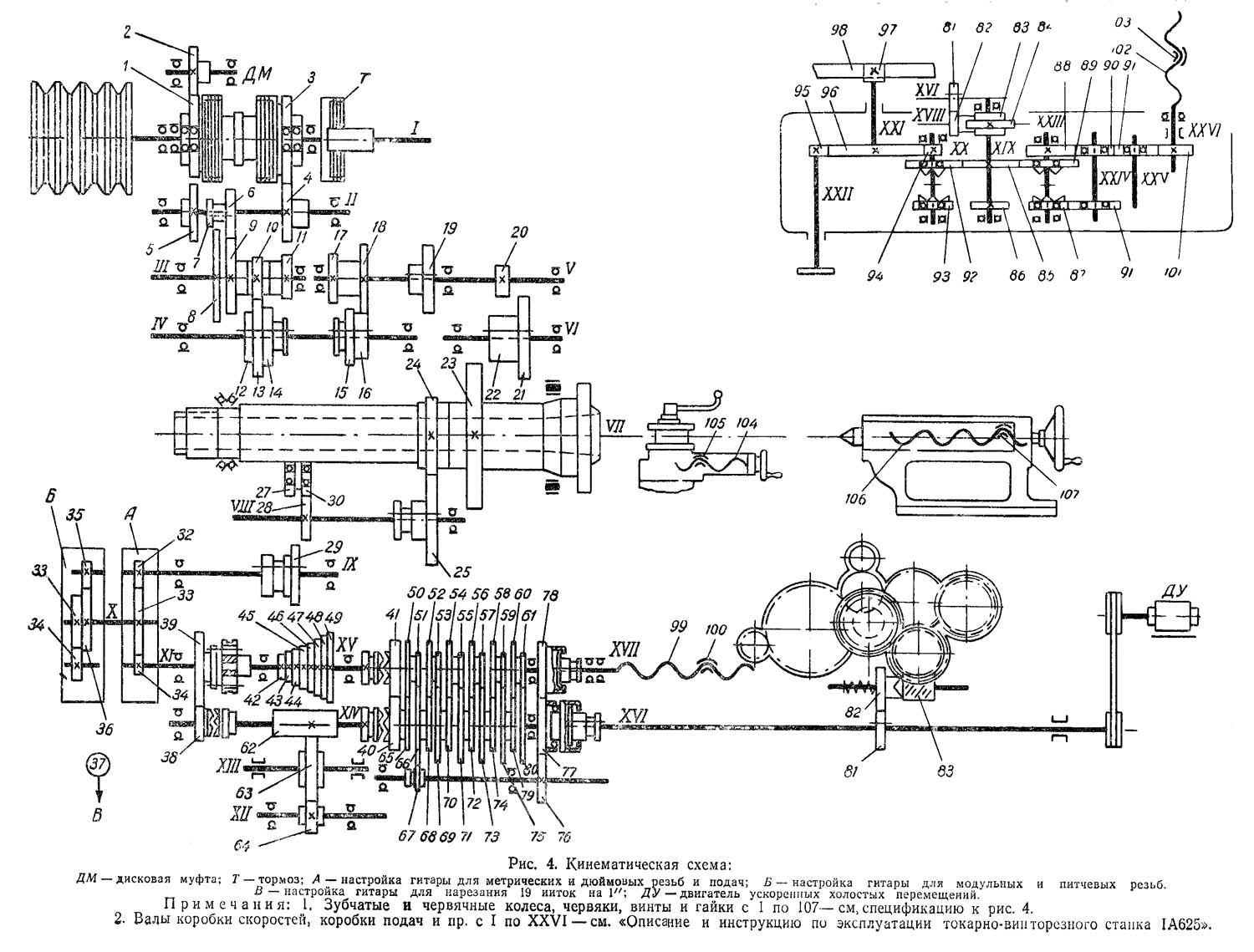
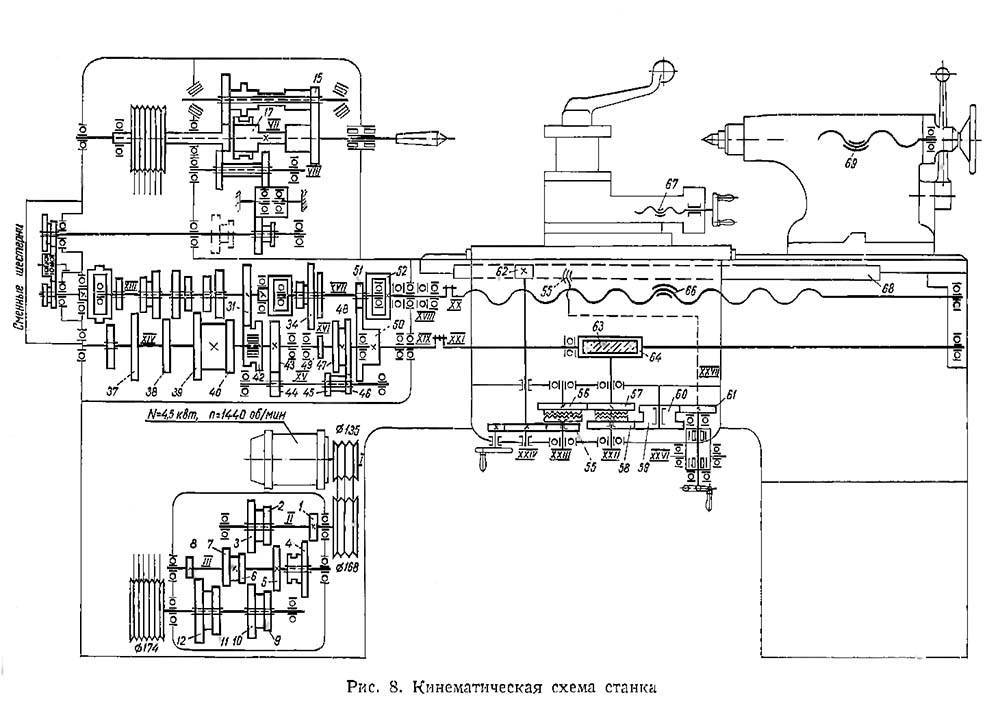
Кинематика
Кинематическая схема станка позволяет обеспечить следующие виды движений:
- Главное движение: n дв · i пп · i v = n шп → n шп. Настройка коробки скоростей производится исходя из условия: i v = n шп / n дв · i пп.
- Движение подачи: S пр = n дв · i пп · i s. Настройка коробки подач производится исходя из условия: i s = S пр/ n дв · i пп.
- Винторезное движение: t нр = t хв · i пр · i см · i пп. Наладка: i пр = t нр = i см / ( t хв · i пп ), где: i пр – передаточное отношение зубчатых колес от шпинделя до гитары сменных колес, i пр = 48/68·34/36·36/48;
- i пп – передаточное отношение зубчатых передач коробки подач;
- i см – передаточное отношение сменных колес.
Электрика
Электрическое оборудование на станке 1а616 аналогично 1б61. Это электродвигатели, предохранители, выключатели, реле, трансформаторы и местное освещение. Схема питания и принципиальная схема представлены в паспорте на станок.
В то время, когда станок массово выпускался, им оборудовали не только цеха и мастерские на предприятиях, но и сельские мастерские. На удаленных территориях напряжение в электрической сети было 220 В. Поэтому на станки модели 1а616к устанавливались двигатели пс8с, работающие от постоянного тока. Они обеспечивали плавное торможение без сильного нагревания.
Освещение рабочей зоны организовано через понижающий трансформатор и составляет 36 В.
Эксплуатация и ремонт
Документы на станок содержат инструкции по безопасному ведению работ, о сроках обслуживания и ремонта, периодичности смазки. Также отображены нормы к установке и требования к фундаменту.
Эксплуатационные параметры в помещении:
- влажность – 80%;
- температура – 10°С – 30°С;
- тип производства – серийное, штучное.
При продолжительной эксплуатации рекомендуемый цикл проведения капитального ремонта составляет 5 лет (при двухсменном режиме). Межремонтный цикл включает в себя следующие регламенты: осмотр – 10, малый ремонт – 5, средний ремонт – 2. Перечень проводимых работ можно найти в паспорте станка.
https://youtube.com/watch?v=IKV4ZE8NfIY
Краткая история серии

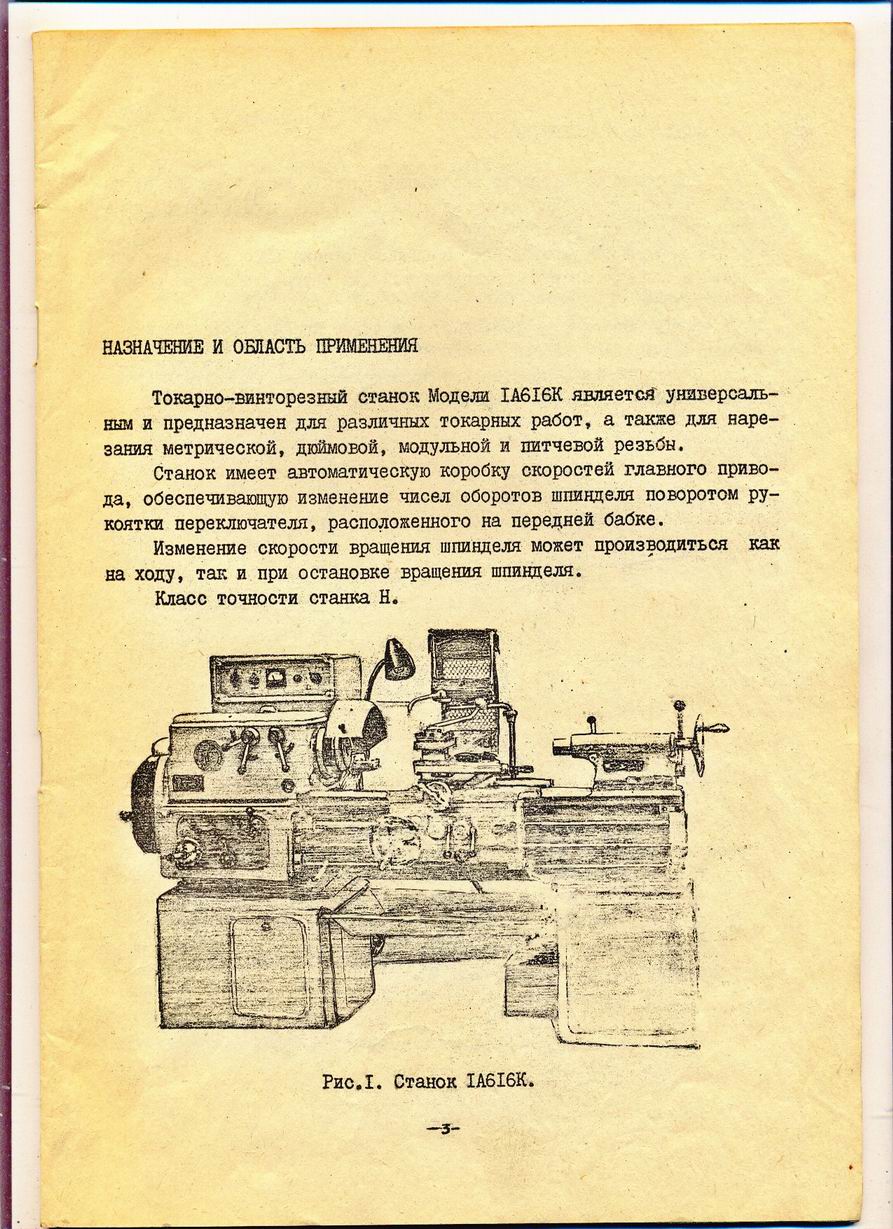
В 1957 году СВСЗ г. Самара (Средневолжский станкостроительный завод), основанный в 1876 году выпустил один из лучших универсальных токарно-винторезных станков, 1А616. Он стал достойной заменой своего предшественника — станка 1616, которому на тот момент было 8 лет (год выпуска — 1949).
На сегодняшний день агрегат снят с производства и заменен на более современные, но тем не менее используется на многих предприятиях, а также теми, кто решил заниматься токарной обработкой на дому.
Назначение и область применения токарно-винторезного станка по металлу
Станок предназначен для токарной работы над металлом и металлическими заготовками. Обработка представляет собой срезание всего лишнего слой за слоем до придания необходимой для использования формы, размера и других требуемых характеристик.
Для обработки в машине используются быстрорежущие, такие как Р18, Р6М5 и твердосплавные (ВК, ТК, ТТК) инструменты. Основные виды работ, которые можно проводить на токарном станке серии 1А616:
- точение наружных цилиндрических и конических поверхностей, торцов;
- обтачивание конических фасонных поверхностей;
- нарезание метрической, модульной, дюймовой и питчевых резьбы резцом;
- нарезание метрической, дюймовой резьбы метчиком и плашкой;
- накатывание сетчатых рифлений поверхности;
- прорезания канавок и отрезку;
- сверления, зенкерования и развертывание отверстий.
Возможность обработки деталей-тел вращения:
- валы;
- кольца;
- втулки;
- муфты;
- гайки;
- зубчатые колеса.
Обработка происходит посредством вращения заготовки относительно режущего инструмента
Основные разновидности и расшифровка модификаций
1А616 — базовая модель данной серии:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
1А616К:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
- К — конструкция станка модернизирована (здесь: добавлена автоматическая коробка скоростей).
1А616С:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
- С — особо точный.
1А616П:
- 1 — токарный станок;
- А — усовершенствованный;
- 6 — тип токарного станка (токарно-винторезный);
- 16 — высота центров станка (165 мм в данном случае);
- п — повышенной точности.
1А616Ф3:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 — высота центров станка (165 мм в данном случае).
- Ф3 — с числовым программным управлением (ЧПУ).
Так как в различных местах установки машины могут использоваться различное напряжение, станки поделены на группы по этому признаку:
- 220V для работы дома.
- 380V для массового производства (заводы, фабрики и т.п), считается стандартным.
- 500V изготавливаются на заказ при необходимости.
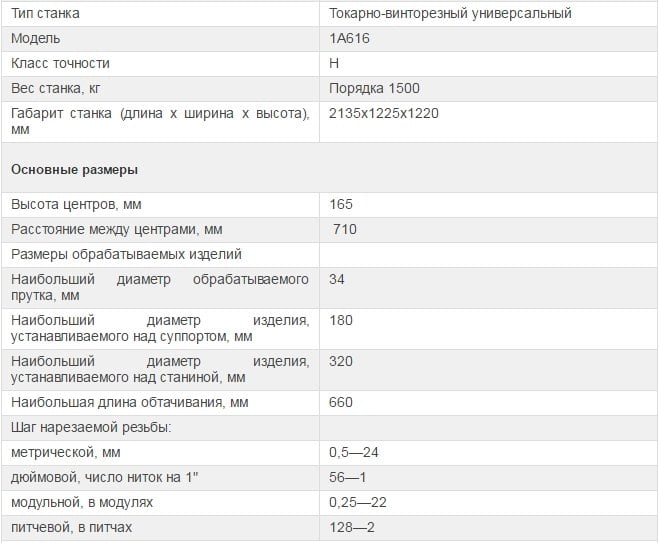
Технические характеристики
Приведенные в техническом паспорте параметры помогают определить, то ли это устройство, которое необходимо вам для работы. Предлагаем рассмотреть приведенную информацию.
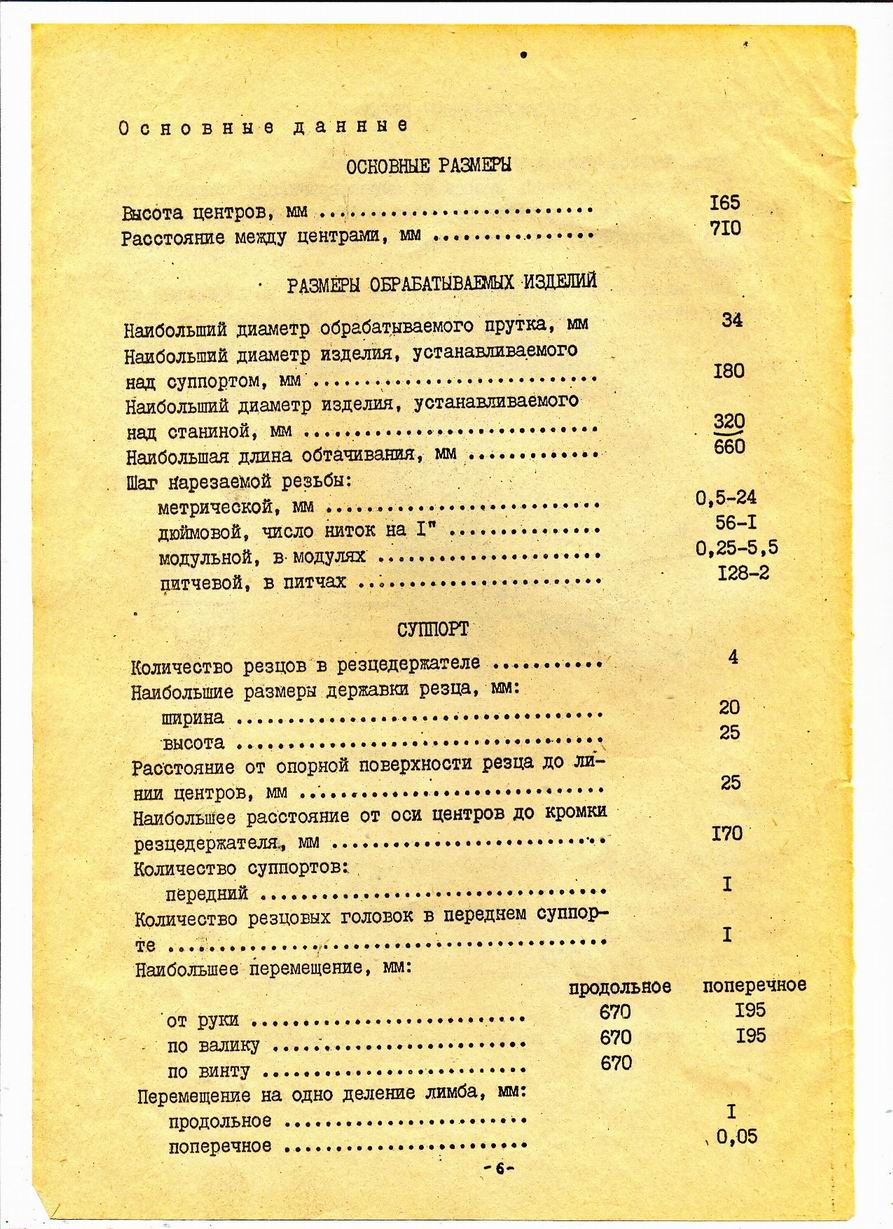
Основные параметры:
- Тип — токарно-винторезный, универсальный.
- Серия — 1А616.
- Точность — Н (нормальная).
- Высота центров — 165 мм.
- Расстояние между центрами — 710 мм.
Шпиндель
Вал для закрепления заготовки в зажимном патроне:
- Пределы скоростей (прямые и обратные вращения) 9–1800 оборотов в минуту (при необходимости можно заказать с быстротой от 11 до 2240 оборотов в минуту).
- Диаметр отверстия 35 мм.
- Внутренний конус Морзе N5.
- Действует торможение шпинделя и блокировка рукояток.
Суппорт и подачи
Суппорт (поддержка) — подвижный элемент, узел для закрепления режущих инструментов или заготовок:
- Резцедержатель — 4 резца.
- Державка резца (наибольшие размеры 20х25).
- От опорной поверхности до линии центров 25 мм.
- От оси центров до кромки резцедержателя 170 мм.
- Один передний суппорт с одной резцовой головкой.
Ход впуска и металлорезание
Держатель резцов приобретает от основного вала устройства движения подач, в результате чего зуб двигается прямолинейно. Основываясь на технический паспорт агрегата 1А616, коробка осуществления подачи, способна предоставить 48 скоростей. Но в действительности – их лишь 24, так как скорости совпадают. Муфта с мелкими зубьями выполняет функцию запуска подач в сторону оси, ходовой винт, отвечает за перпендикулярный впуск.
Читать также: Тс106 10 схема простого регулятор напряжения
Электрошпиндель станка 1А616 выполняет функцию резцедержателя в ситуациях, когда нужно нарезать небольшую резьбу до 6 мм. Повышенный сдвиг и перебор применяется лишь при нужде реза большего хода. Чтобы это сделать, следует вправо направить блок колес до того момента, пока шестерня пустотелого вала не ухватится за левую окружность блока агрегата. Рез представляет собой одинаковое движение ведущего вала и возделываемого изделия. Подобное вращение направляет держатель резцов в осевом, и дополнительно перпендикулярном курсе, относительно двигательного вала. Передвижение достигается вследствие раздельного привода аппарата, которое состоит:
- суппорта, обладающего 4 положениями;
- 12 ступеней КПП;
- 2 клиноременные передачи.


Обеспечение движения подачи и резания
Токарный станок jet Движение подачи, которое совершает суппорт токарного станка, сообщается ему от шпиндельного узла. Фактически коробка подач станка данной модели может обеспечить 48 скоростей, но по причине того, что некоторые из этих скоростей совпадают, в паспорте устройства их указано всего 22. Для того чтобы сообщить суппорту продольное перемещение, необходимо задействовать зубчатую муфту, а за поперечную подачу данного узла отвечает ходовой винт агрегата.
Коробка подач 1А616 (нажмите, чтобы увеличить)
В том случае, если на обрабатываемой детали необходимо нарезать резьбу, шаг которой не превышает 6 мм, суппорт связывается со шпинделем станка напрямую. Если необходимо нарезать резьбу с большим шагом, то для связи суппорта и шпинделя включается перебор, и используется промежуточное звено увеличения шага.
Главным движением в данном токарном станке, как и в устройствах других моделей, является движение резания, которое совершают шпиндель и закрепленная в нем заготовка из металла. От этого движения, как уже говорилось выше, приводится в действие и суппорт станка, который может перемещаться в продольном и поперечном направлениях. Основными элементами привода, отвечающего за движение резания, выступают:
- две клиноременные передачи;
- 12-ступенчатая коробка скоростей.
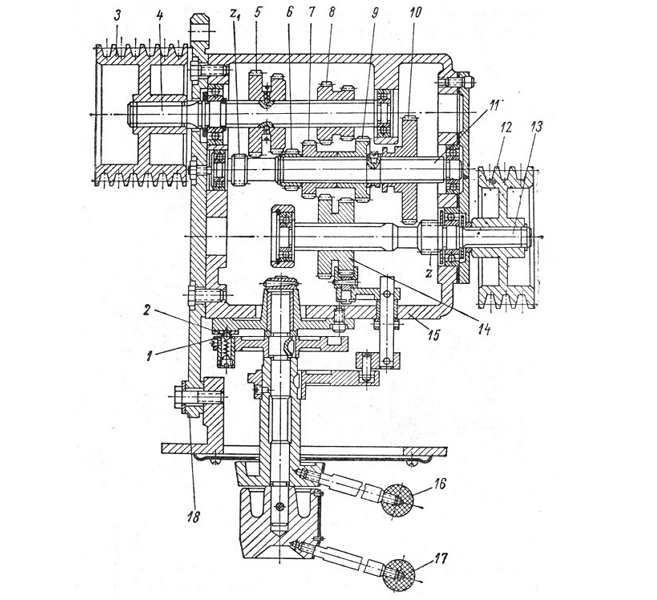
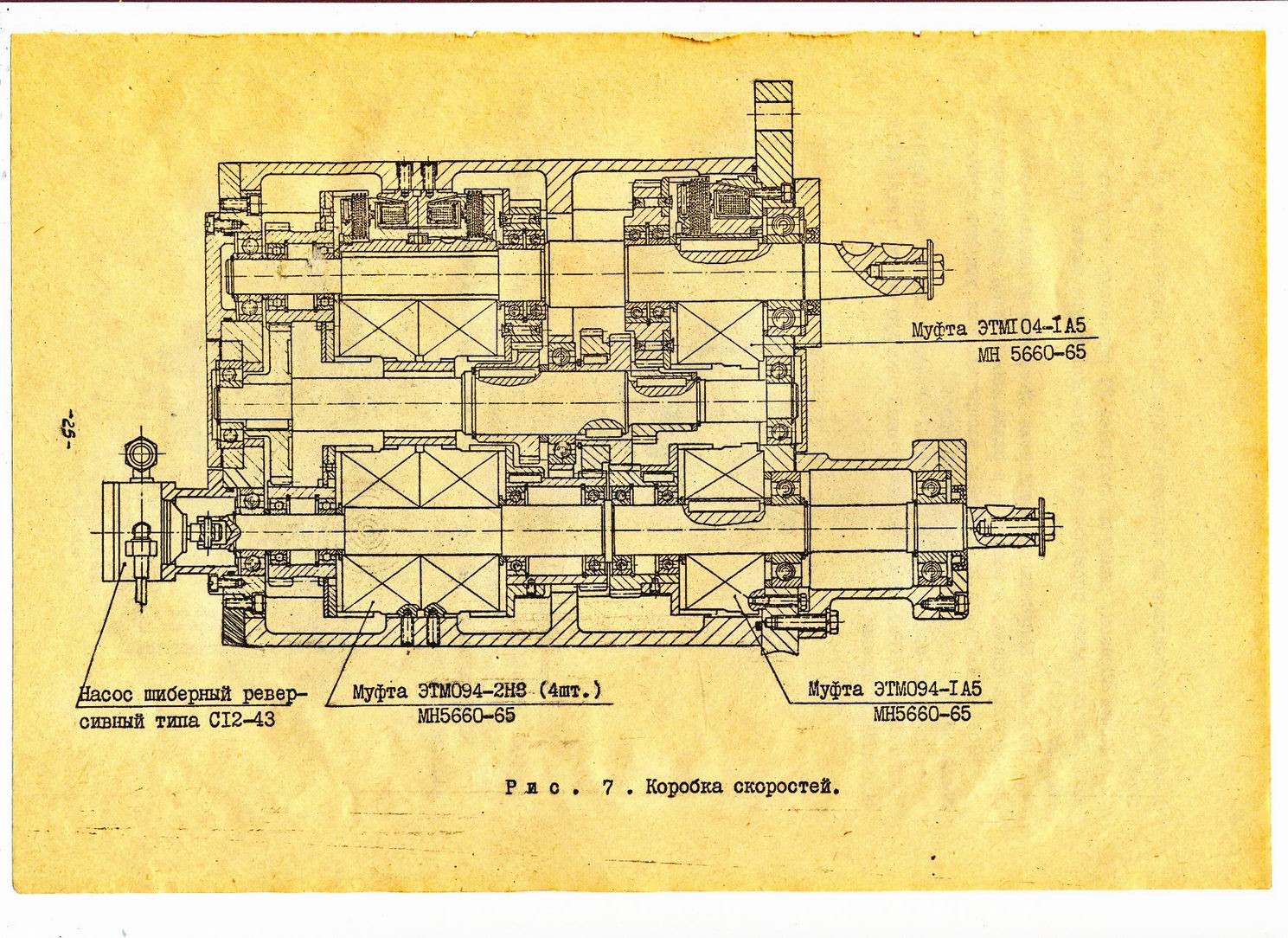
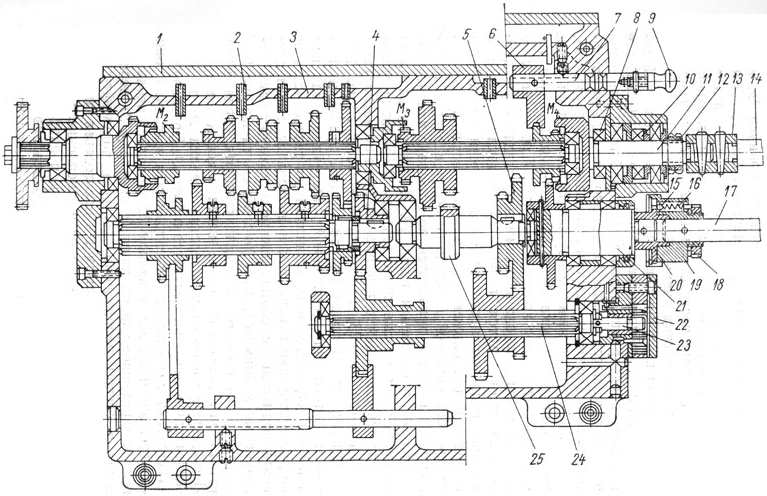
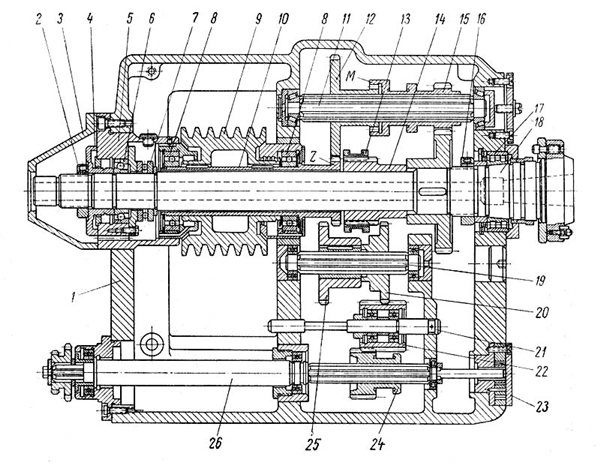
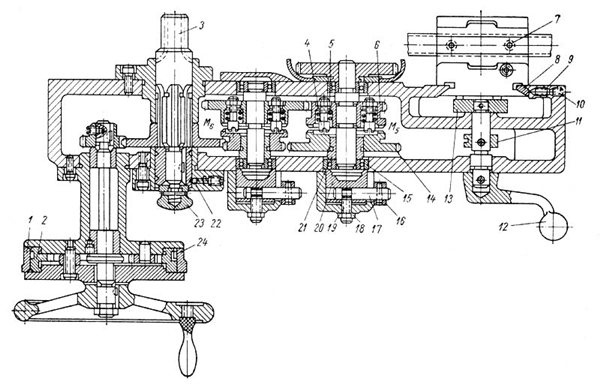
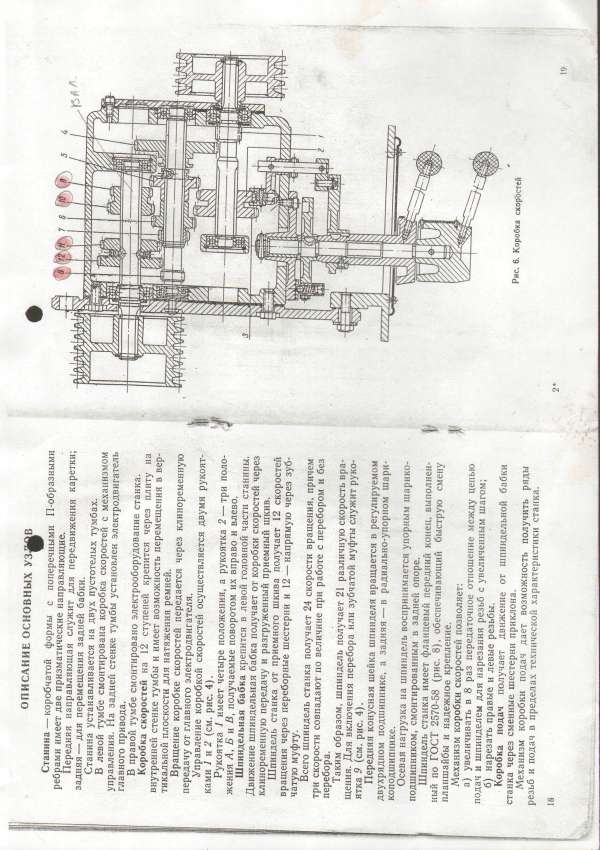
Коробка скоростей 1А616
Коробка скоростей токарного станка состоит из трех валов, установленных в узлы с подшипниками, трех подвижных блоков, каждый из которых состоит из двух шестерен, одиночной подвижной шестерни. За счет введения в зацепление шестерен с разными параметрами шпинделю станка сообщаются различные скорости вращения. Вращение от коробки скоростей передается полому валу, а далее, через ряд зубчатых передач — шпинделю станка. В том случае, если шпинделю необходимо придать большие скорости вращения, он напрямую соединяется с полым валом, для чего задействуется специальная кулачковая муфта.
Для управления токарным станком, которое, по отзывам даже начинающих специалистов, не представляет большой сложности, необходимо совершать и ряд ручных операций. К ним относятся:
- поворот резцедержателя и его установка в требуемое положение;
- передвижение задней бабки, в которой размещается пиноль станка;
- установка суппорта в требуемое положение.
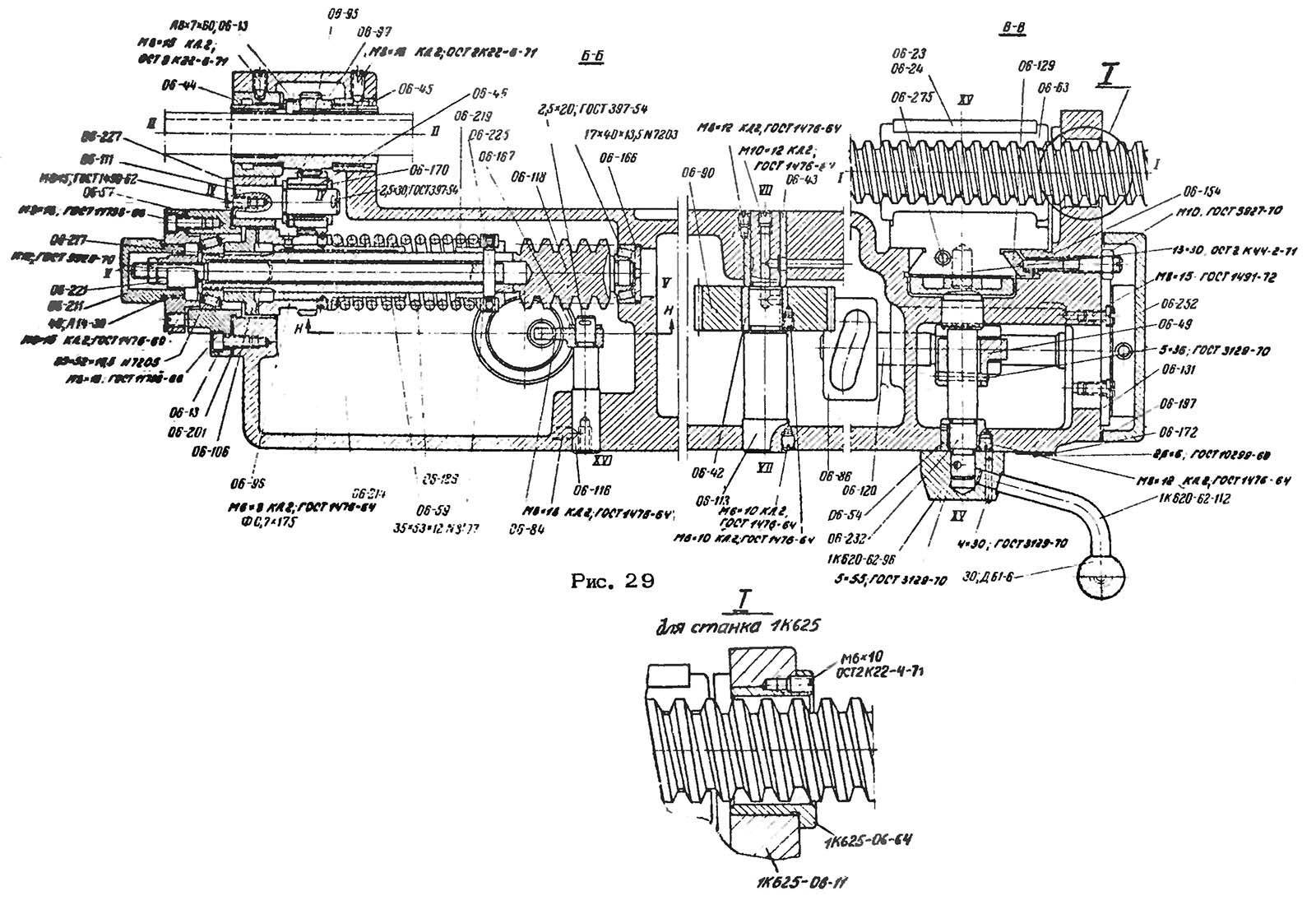
Фартук 1А616 (нажмите, чтобы увеличить)
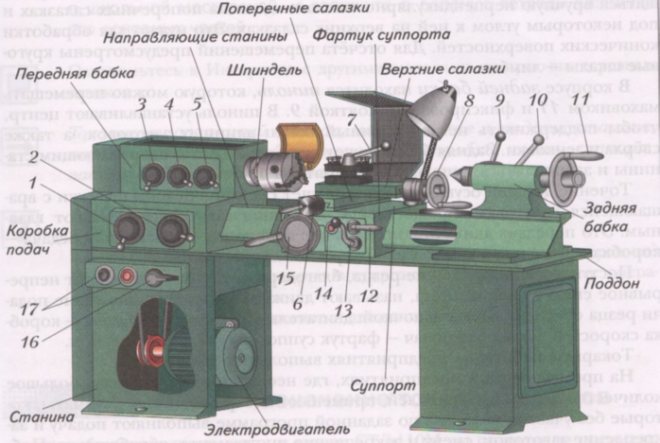
Конструкция и принцип работы (инструкция по эксплуатации)
Токарно-винторезный станок имеет в своей конструкции основные механизмы и элементы, как, например:
- Коробка скоростей – имеет 12 передач и располагается на внутренней стенке. Предусмотрено передвижение ее в вертикальном направлении для обеспечения натяжения ремней. Вращения ее механизмов напрямую зависят от двигателя, с которого передается воздействие благодаря клиномеренной передаче. Управление коробкой производится благодаря 2 рукоятям, поворачивающимся влево и вправо, одна из которых может устанавливаться в 4 положения, а другая – в 3.
- Передний узел станка – закреплен на передней части неподвижной основы агрегата. Его механизмы вращаются благодаря работе коробки скоростей, воздействие передается через ременную передачу. Главный вал агрегата, благодаря переборным зубчатым колесам, получает 12 вращательных скоростей и еще 12, благодаря зубчатой муфте, итого имеет 24 различные передачи, 3 из которых совпадают с перебором и без его воздействия. Из этого исходит, что главный вал получает 21 скорость. При помощи специальной рукояти осуществляется запуск перебора или муфты. Передняя шейка вала станка имеет конусную форму и находится на специальном подшипнике качения, двухрядном, который может регулироваться, а задняя шейка располагается в однорядном подшипнике. Продольная нагрузка на вал приходится на его шариковую опору, располагающуюся в задней части корпуса.
- Фартук агрегата – передвижения каретки и резцедержателя в осевом и перпендикулярном направлениях осуществляются за счет 2-х мелкозубных муфт, расположенных в фартуке. Каретка и резцедержатель приводятся в движение при помощи двух рукоятей, одна из которых отвечает за продольное движение каретки, а другая – за перпендикулярное движение нижней части резцедержателя. Запуск производится поворотом рукоятей на себя, а остановка – от себя. Еще одна рукоять производит запуск маточной гайки. Поднятая вверх, рукоять, осуществляет остановку гайки, а опущенная вниз – включение. Блокирующий механизм, необходимый для предотвращения синхронизированный запуск подачи от валика и ходового винта, также расположен в фартуке аппарата. Благодаря специальной выдвижной кнопке, расположенной там же, осуществляется вывод реечного зубчатого колеса из зацепления с рейкой.
- Резцедержатель – перемещается в осевом направлении, следуя направляющим основы станка, и в перпендикулярном, следуя направляющим каретки, благодаря своей крестообразной конструкции. Его движения могут осуществляться механически или при помощи маховика (вручную). Верхняя часть резцедержателя может перемещаться по его направляющим и поворачиваться в обе стороны на 90°.
- Задний узел – поддерживает длинные болванки в процессе обработки при помощи центров – статичного и подвижного, – а также закрепляет инструменты для резки. Благодаря рукояти осуществляется закрепление узла к направляющим основы станка. При больших режимах, для надежности крепления, конструкцией аппарата предусмотрены специальные болт и гайка.
Электрооборудование
Станок укомплектован надежным электрическим оборудованием. Схема включает 3 плавких предохранителя, что заметно повышает безопасность эксплуатации техники. Кроме того, станок имеет три контактора – для остановки мотора, для реверсивного и нормального хода.
В станке предусмотрен мощный электрический двигатель, который обеспечивает быстрый рабочий ход. При этом торможение осуществляется динамично и плавно, так как в этом процессе задействуется постоянный ток. Стоит отметить, что силовому агрегату не свойственно нагреваться при торможении.
Выводы
Токарный станок 1а616 отлично зарекомендовал себя на многих советских и постсоветских предприятиях. Несмотря на свое моральное устаревание, эти машины до сих пор работают в многочисленных цехах и частных мастерских. Найти такой агрегат на б/у рынке в хорошем состоянии – значит обзавестись надежным многофункциональным помощником.

Модель 1а616 как и большинство агрегатов, произведенных в СССР, нетребовательна в сервисном обслуживании и очень доступна
Мы рекомендуем обратить на него внимание владельцев малых и средних предприятий, связанных с выполнением токарных работ. Именно в этой сфере инвестиция в агрегат 1а616 будет наиболее рентабельной
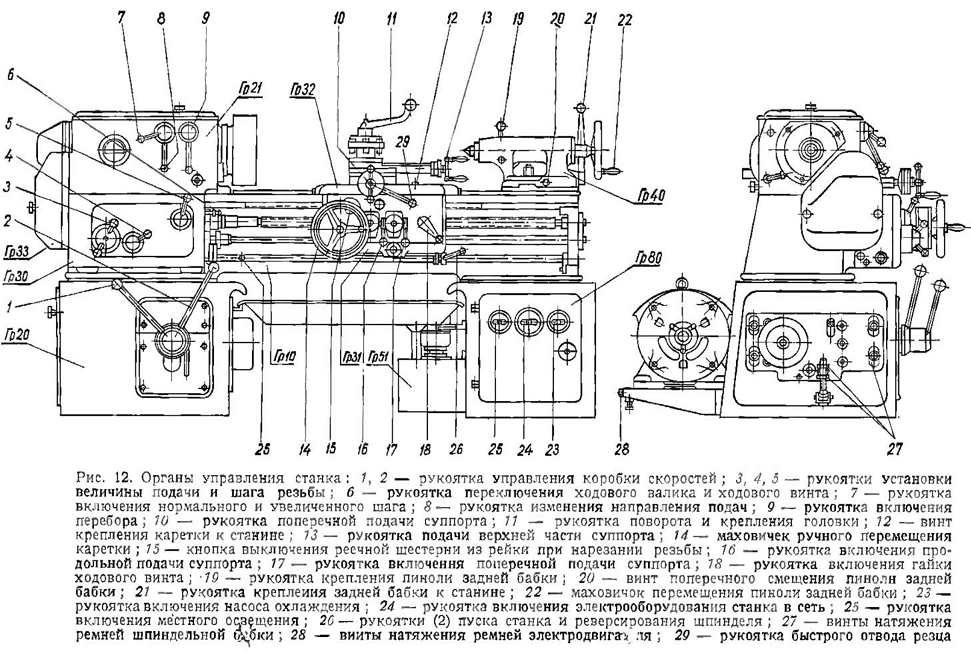
Органы управления
Смещение суппорта станка осуществляется по винтовой оси в ручном режиме (его максимальная величина достигает 195-ти мм). Для продольного перемещения используется специальный вал, обеспечивающий максимальный сдвиг в 670 миллиметров. Параметры подач практически одинаковы; они выбираются оператором в границах от 0,065 до 0,91 об/мин.

Допускается заменять входящие в механизм шестерни на их прецизионные аналоги, что гарантирует получение сверхточной резьбы. Для подготовки стандартной нарезки менять скорость подача нет необходимости. При работе в прецизионном режиме ходовой винт включается напрямую.
Коробка скоростей станка
Специфика устройства 1А616 допускает переключение оборотов рабочего вала в большом диапазоне вращающих моментов. С этой целью в его составе предусмотрена 12-ти скоростная коробка передач (КП), благодаря которой точность нарезания резьбы заметно повышается.
Обратите внимание: Подвижное крепление коробки позволяет регулировать натяжение передаточных ремней. Для управления КП на станине имеются две рукоятки, перемещаемые влево и вправо. Одна из них рассчитана на 4 положения, а другая – на три
Одна из них рассчитана на 4 положения, а другая – на три
Для управления КП на станине имеются две рукоятки, перемещаемые влево и вправо. Одна из них рассчитана на 4 положения, а другая – на три.
Передняя бабка
Этот узел располагается спереди станины и приводится во вращение от 12-ти скоростной коробки передач посредством ременного привода. Особенности устройства передающей момент вращения муфты позволяют увеличить число режимов обработки с 12-ти до 24-х. А так как 3 позиции уже предусмотрены в переборном устройстве – всего главный узел может работать с 21-ой вращательной скоростью.
Дополнительная информация: Переключение с механизма перебора на муфту и обратно осуществляется посредством специальной рукояти.
Передняя часть конусообразной шейки вала фиксируется в двурядном подшипнике качения, местоположение которого можно регулировать. Другой ее конец закрепляется в неподвижном однорядном подшипнике скольжения. Помимо этого, в узел встраивается шариковая опора, принимающая продольную нагрузку от вала.
Фартук
В изделии модели 1А616 закрытая конструкция фартука предельно упрощена. В его состав входят механизмы, обеспечивающие движение суппорта в двух направлениях. Оно осуществляется посредством 2-х рукояток, каждая из которых ответственна за свое направление. Их запуск осуществляется круговым движением на себя, а остановка – таким же смещением, но только от себя.
Суппорт токарно-винторезного станка
Движение подачи суппорта передается ему от приводного шпиндельного узла. Его конструкция предусматривает не только продольное, но и поперечное смещение.



При этом за движение продольного резания ответственны ременные передачи, а также уже рассмотренная ранее 12-ступенчатая коробка передач.
Задняя бабка токарного станка
Основное назначение заднего узла – надежно поддерживать при обработке негабаритные заготовки, обеспечивая их статическую и динамическую центровку. Кроме того, с его помощью осуществляется фиксация режущего инструмента. Сам узел крепится к направляющим станины посредством болтового сочленения, управляемого специальной рукояткой.
Назначение и применение
Разработан агрегат шестьдесят лет назад, и изначально предназначался для обработки небольших деталей. Этот момент определяет отверстие в шпинделе, и необходимая длина обработки, ограниченная расположением задней бабки. К основным параметрам относятся нижеприведенные моменты:
- Станок модели 1А616 имеет показатель длины протачивания 660 мм. Ходовой винт передвигает режущий инструмент без перебазирования заготовки для прохода по указанной длине. Рассматриваемое устройство разрешает устанавливать заготовки, длина которых 710 мм, и обтачивать их.
- Диаметр заготовки может составлять 180 мм, вылет над станиной 320 мм.
- В паспорте указан вес агрегата 1500 кг.
- Вращения шпинделя допускается в диапазоне начиная от 9 об/мин, и заканчивая 1 800. Скорость резания устанавливаться в зависимости от разработанного проекта.
- Устройство токарного станка 1А616 включает коробку скоростей, способную осуществлять регулировку вращения шпинделя по 21 передаче. Коробка скоростей механизма собрана из зубчатых колес. Гитара сменных шестерен, позволяет делать переналадку оборудования. Зубчатые колеса изготавливают из высококачественных металлов, способных противостоять большим нагрузкам. Регулировку скорости происходит посредством рычагов, все они расположены с правой стороны. Работоспособность обеспечивается надежной системой смазки.
За длительный срок выпуска технический потенциал токарного станка не изменился, конструкция имеет всю туже кинематическую схему и электрическую схему, хотя недочеты постоянно учитывались.
Функциональные возможности
Данное устройство применяется для обработки изделий небольших и средних размеров. Агрегат может работать и с инструментами из быстрорежущей стали. Указанный токарный станок по металлу может использоваться и на больших предприятиях, выпускающих продукцию в промышленных масштабах, и на частных производствах.
Устройство токарного станка 1а616
Помимо обработки изделий аппарат способен выполнять следующие операции:
- рифление сетчатой матрицей;
- обработка фасонных изделий, имеющих форму конуса;
- сверление;
- точение торцов;
- резьба при помощи плашки, резца и метчика;
- огранка изделий, имеющих форму цилиндра, конуса (как с внутренней, так и с внешней стороны);
- развертывание отверстий разной формы.
Такой станок способен обрабатывать изделия, выполненные из любого материала. Обработка проводится насадками, сделанными из твердых сплавов, и приспособлениями из быстрорежущих металлов.
Аппарат имеет следующие технические характеристики:
- диаметр сквозного отверстия составляет 34 мм;
- общие размеры составляют 2135*1225*1220 мм;
- максимально допустимая длина изделия для обработки составляет 711 мм;
- вес агрегата составляет 1499 кг;
- интервал вращения шпинделя составляет от 9 до 1799 оборотов в минуту путем регулирования параметра при помощи 21 ступени;
- максимально допустимый диаметр обрабатываемого изделия над станиной составляет 321 мм, над суппортом — 179 мм;
- максимально допустимая длина обтачивания составляет 660 мм;
- резьбовой конец шпинделя имеет тип 6К.
Резьбовой конец шпинделя типа 6К