
Инвертором
Сваривание нержавейки в бытовых условиях может быть организовано путём использования электронного инвертора, обеспечивающего поддержание качественной сварочной дуги.
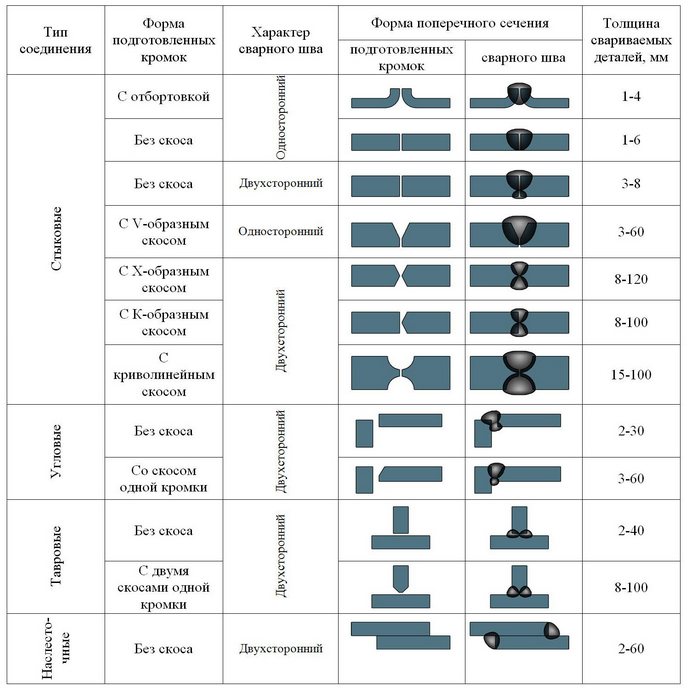
Перед началом работ стыки изделий из нержавейки тщательно зачищаются с помощью металлической щётки. В случае необходимости производится подготовительная разделка фасок, проводимая в соответствии с типом соединения и толщиной самих изделий. С порядком выбора указанных параметров можно ознакомиться в специальной таблице.
При сварке инвертором в домашних условиях необходимо контролировать температуру заготовок в месте образования шва, которая не должна превышать 150-ти градусов. Во-вторых, нужно выбрать режим формирования соединения с использованием малых токов и высокой скоростью, исключающей какие-либо колебания небольшой по размеру дуги.
Ещё одно условие качественной сварки – обязательное использование подложек, обеспечивающих эффективный отвод тепла от свариваемых заготовок. Изделия из нержавейки, имеющие достаточно большую толщину, перед сваркой должны предварительно разделываться.
Для проведения мероприятий этого класса потребуются электроды, предназначенные специально для нержавейки. Сама сварка выполняется «на короткой дуге» в отсутствии ненужных поперечных колебаний. Также отметим, что для электродов диаметром 3 миллиметра ток на инверторе выставляется в пределах 80-ти Ампер.
По завершении сварочных работ швы окончательно зачищают металлической щёткой, а затем обрабатывают особой антикоррозийной пастой. По истечении некоторого времени, остатки этого состава смывают чистой проточной водой.
Способы сварки деталей из нержавеющей стали
Если не брать во внимание промышленные полуавтоматические установки, то инверторная сварка нержавейки возможна двумя способами — сваркой с применением неплавящегося вольфрамового электрода (так называемый TIG-процесс) и обычной сваркой (ММА-процесс). При этом следует вспомнить, что от обычных сталей нержавейка отличается пониженной теплопроводностью, высоким показателем теплового расширения, а также более низкой температурой своего плавления
Из этого следует, что успешная сварка нержавеющей стали любой марки возможна лишь при предварительном ее подогреве. Это правило не касается малоуглеродистых нержавеющих сталей, а также деталей с толщиной менее 25-30 мм. Разделка кромок, а также их зачистка от жировых и масляных пятен, выполняется так же, как и для всех остальных марок сталей. Более существенно — подобрать верный режим сварки, для чего придерживаются следующих правил:

При этом следует вспомнить, что от обычных сталей нержавейка отличается пониженной теплопроводностью, высоким показателем теплового расширения, а также более низкой температурой своего плавления. Из этого следует, что успешная сварка нержавеющей стали любой марки возможна лишь при предварительном ее подогреве. Это правило не касается малоуглеродистых нержавеющих сталей, а также деталей с толщиной менее 25-30 мм. Разделка кромок, а также их зачистка от жировых и масляных пятен, выполняется так же, как и для всех остальных марок сталей. Более существенно — подобрать верный режим сварки, для чего придерживаются следующих правил:
Из-за опасности поверхностного перегрева нержавеющей стали сварочный ток должен быть минимально допустимым, а скорость движения электрода по свариваемой поверхности — наибольшей. Лучше пройти то же место повторно, чем замедлять скорость перемещения электрода
Для устранения перегрева свариваемых деталей из нержавейки с противоположной стороны шва подкладывают толстую алюминиевую или медную пластину. Перед повторным проходом поверхность этой пластины следует хорошо очистить.
Используется только обратная полярность сварочного тока.
Поскольку место сварного шва не защищено от активного окисления кислородом воздуха, то его сразу после сварки, удалив грат и шлаки, обрабатывают противокоррозионными пастами. Пасту выдерживают на поверхности не менее 30 мин, после чего смывают водой.
Учитывая высокую теплопроводность нержавейки, зазор между свариваемыми деталями увеличивают до 1-2 мм.
Выбор технологического режима инверторной сварки нержавейки устанавливают в зависимости от толщины сварочного электрода
Для наиболее распространенного электрода диаметром 33 мм ток устанавливают в пределах 75-90 В, при этом важно, чтобы напряжение на дуге не превышало 30 В.
Короткая дуга при сварке нержавейки в домашних условиях определяется расстоянием между электродами: оно должно составлять примерно половину диаметра электрода. Именно в этом случае может быть достигнута максимальная глубина проплавления материала при минимальной ширине шва. Одновременно достигается и улучшенная защита сварочной ванны от кислорода воздуха.
Практическая зависимость между основными составляющими вольтамперной характеристики сварочной дуги приведена в таблице.
Следует отметить, что таким образом удобно варить лишь горизонтальные стыки. Для угловых соединений сварка инвертором на короткой дуге практически возможна, если корневые швы будут располагаться внизу.
Какие электроды стоит использовать
Сварка нержавейки инвертором происходит с помощью электродов с покрытием из карбонатов магния и кальция. Популярные марки – ЦЛ-11 и ОЗЛ-8. Стоимость расходных материалов мала, но дешевые электроды залипают, дуга держится плохо. Работа требует опыта мастера. Получившиеся швы обладают антикоррозийными свойствами. После ОК-45 или МЗ-3 шлак легко отчищается.
Даже у начинающих мастеров при работе с нержавейкой получается прочный шов. При сварке нужно учитывать свойство остывшего шлака лопаться и отскакивать от заготовки. Необходимо принять меры к защите глаз и открытых участков тела от ожогов.
При работе с ручной электросваркой используются электроды: СЭЗ ЗИО-8, СЭЗ ЦТ-15, ESAB FILARC 88S. Они имеют защитное покрытие из карбоната кальция и магния.

Как происходит процесс сварки
Предварительно заготовки нужно подготовить: очистить от грязи и пыли, снять окалину – зачистить до металлического блеска железной щеткой или наждачкой. Затем проводят обезжиривание спиртом или растворителем, наносят на кромки флюс, он выравнивает плавление, обе заготовки прогреваются равномерно.
Сваривать заготовки желательно в нижнем положении, чтобы ванна расплава не растекалась. Движения должны быть точные. Чтобы качественно приварить нержавейку к черному металлу обычным электродом, нужен ток обратной полярности (подключают контакт «+»), держать его нужно ближе к углеродистому черному сплаву, у него ниже текучесть. Шов делают глубокой, большой ширины, остывать диффузионный слой должен медленно, чтобы кристаллизация была равномерной. Предварительный прогрев заготовок применяют только в крайних случаях, для жаропрочных сплавов.
В качестве источника тока использовать инвертор с дополнительными функциями. При газосварке швы проваривают долго, чтобы образовалась большая ванна расплава. После проверки и очистки швов рабочую зону покрывают пассивирующим слоем.
Применяемые электроды
Разобравшись с технологией сварки, можно переходить к вопросу какими электродами и присадочной проволокой следует воспользоваться для сварки чёрного металла и нержавейки. Проволока, применяемая в процессе сваривания двух различных сталей должна содержать не менее 30% основного материала. Степень его легирования должна быть такой же или выше, как у свариваемых металлов. В случае с нержавейкой и чёрным – основным материалом является нержавеющая сталь (как имеющая наиболее высокую степень легирования). Остальную долю в присадочном материале занимает никель и марганец.

Электроды для сварки
В принципе, хорошее сварное соединение для не сильно ответственных конструкций, можно получить и без применения специальных расходных материалов. Чаще всего применяются для соединения нержавеющей и обычной стали нержавеющий электрод или нержавеющая присадочная проволока. Такие электроды содержат повышенное количество легирующих компонентов, позволяющих компенсировать их выгорание в процессе нагрева.
Если необходимо сварить какую-либо ответственную конструкцию, следует обратить внимание на специальные переходные электроды для варки разнородных или трудно свариваемых сталей. При их использовании наплавляется специальный промежуточный (или буферный) слой, который и позволяет соединить детали
Наиболее часто используются электроды ОЗЛ-312 (в случае, когда химический состав сталей вообще неизвестен) и НИИ-48Г.
Как сваривать нержавейку инвертором?

следующие материалы и инструменты:
- сварочный инвертор;
- электроды;
- растворитель;
- стальная щетка;
- средства для защиты тела: маска, перчатки и костюм.
Также следует позаботиться о наличии зажимов типа «крокодил» для заземления. Также в арсенале мастера должны присутствовать электрододержатели, силовой кабель для заземления. В некоторых случаях они изначально входят в комплектацию инвертора. Однако в большинстве случаев владельцу приходится нести дополнительные расходы по их приобретению. Лучше всего, чтобы кабели достигали в длину не менее 2 метров.








Актуальным для большинства владельцев является вопрос, какие электроды лучше использовать для сварки нержавейки. В значительной степени на успех при проведении этих работ влияет правильный расчет соотношения толщины металла и применяемого электрода.
Какие типы металлов можно сваривать нержавейку инвертором и особенности сварки таких металлов?
Под ручной дуговой сваркой нержавейки с применением инвертора принято понимать универсальный технологический процесс, к которому прибегают для соединения цветных и черных металлов, а помимо этого любых сплавов вне зависимости от их толщины, однако чаще всего этот параметр имеет значение от 3 до 20 мм.
В ряде случаев сварка может проводиться с различными классами нержавеющей стали, однако это возможно лишь в том случае, если конструкция будет эксплуатироваться в определенных условиях, а сам процесс сварки будет осуществляться при помощи электродов определенных марок.
К числу таковых вариантов нержавейки можно отнести следующие:
- жаропрочные;
- коррозионностойкие;
- жаростойкие.
Способы сварки нержавейки
Мы рассмотрим 2 способа сварки:
- Ручная электродом;
- Ручная аргоном.
Каждый из представленных ниже методов предполагает использование определенного оборудования и точно выбранных расходных материалов.
Ручная электродом
Качество сварного шва, полученного этим методом достаточное, чтобы этот метод сварки мог применяться как в быту, так и на производстве. Ручная сварка с применением электрода с покрытием считается универсальной и используется во всех отраслях.
Достоинства ММА-сварки:
- простой и легкий процесс сварки;
- высокая продолжительность работы аппаратов;
- компактные агрегаты небольшим весом;
- получение прочных сварных швов;
- подходит для самостоятельного обучения этому методу.
От правильности выбора сварочных материалов зависит качество и надежность сварного шва.
При ручной сварке рекомендованы электроды следующих марок:
- ESAB OK 61.30 имеет высокую устойчивость к межкристаллитной коррозии и дает надежное сварное соединение. Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
- AG E 308L-16 подходит для металлов, эксплуатация которых происходит при низких и высоких температурах.
- ESAB OK 63.30 применяют для сварки металлов, контактирующих с агрессивной средой. Эти электроды можно применять при сварке на постоянном и переменном токе.
Для сварки данным методом надо устанавливать режим постоянного тока с обратной полярностью.
Ручная аргоном
Аргонодуговую сварку применяют для получения внешне красивых сварных швов. Этот способ хорошо себя зарекомендовал во время сварки очень тонких деталей.
Для сварки нержавеющей стали аргоном необходимо использовать вольфрамовые электроды. Если следовать этой технологии, то сварной шов непременно получится прочным и качественным, даже при выполнении сварочных работ в бытовых условиях. При сварке этим методом слоя шлака на швах и разбрызгивания металла не будет. Аргонодуговая сварка считается самым чистым способом соединения металлов.
Для данного метода подходит постоянный ток с прямой полярностью или переменный.
Таблица 1. Зависимость силы тока от толщины металла
| Толщина металла, мм | Вид и полярность | Сила тока, А | Диаметр электрода, мм |
| 1 | Постоянный | 30-60 | 2 |
| Переменный | 35-75 | ||
| 1,5 | Постоянный с прямой полярностью | 40-75 | 2 |
| Переменный | 45-85 | ||
| 4 | Постоянный с прямой полярностью | 85-130 | 4 |
Особенности аргонодуговой сварки:
- дуга разжигается бесконтактно, чтобы избежать попадания вольфрамового покрытия от электрода в уже расплавленный металл;
- во время сварки нужно исключить колебания стержня. В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
Данный метод сварки позволяет снизить расход сварочных материалов. Необходимо после окончания сварочных работ продолжить подачу аргона в течение 10-15 секунд. Эти действия помогут защитить раскаленный электрод от активного окисления.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:









- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
Процесс сварки нержавеющих металлов дома
Как правильно варить нержавейку электродами подскажут следующие рекомендации:
- Для соединения сталей из нержавеющего металла используйте ток обратной полярности. В ходе сварки наблюдайте за швом: в идеальном варианте он не должен проплавляться. Если проплавка происходит, то следите за тем, чтобы этот процесс был минимален.
- Оставляйте небольшой зазор в сварном стыке: он поможет создать благоприятную среду для оптимальной усадки.
- Сварка нержавейки обычным электродом типична для домашних работ. Если вам предстоит соединять толстые поверхности, то используйте электроды, имеющие большой диаметр. При выборе воспользуйтесь специальными таблицами, ведь неправильно подобранный рабочий инструмент нарушит герметичность шва и создаст риск образования пор и микротрещин.
- Чтобы правильно выбрать нужную величину сварочного тока используйте для работы таблицы, в которых приведено нормирование значений, исходя из толщины используемых материалов. Как правило, для качественного соединения шва используется ток с минимальным значением 20% от тока, применяемого для сварки низкоуглеродных сталей.
- После того, как создание шва завершено, дайте ему остыть. Это позволит стали противостоять появлению коррозии.
- Охлаждайте шов с помощью медных прокладок. Аустенитная сталь охлаждается при помощи воды.
Процесс сварки подошел к концу, дальше требуется провести работы по сохранению антикоррозионных свойств свариваемых деталей.
С помощью полуавтомата
полуавтоматомДанный метод отличается высокой производительностью, благодаря непрерывной подаче электродной проволоки
Аргоновую сварку полуавтоматом относят к универсальным технологиям, поскольку она позволяет работать с заготовками различной толщины. С ее помощью можно выполнить любые работы – от сварки перил в загородном доме до соединения сложной конструкции по предоставленным чертежам.
К расходным материалам предъявляют особые требования. Обязательное условие – наличие никеля в составе проволоки. В противном случае ее считают несоответствующей действующим нормам.
Основными режимами выполнения работ являются:
- Короткой дугой. При дуговой сварке температура воздействия зависит от длины разряда. Короткое расстояние между горелкой и поверхности идеально подходит для тонкостенных изделий.
- Импульсный. В этом случае проволоку подают в зону расплава с короткими промежутками, что снижает вероятность разбрызгивания, минимизирует температурное воздействие на деталь и снижает расход проволоки.
- Струйный. Применяют для сварки деталей, толщиной от сантиметра.
Особенности деталей
Особый подход к работе с тонкими деталями объясняется тем, что любое непроизвольное или неосторожное движение электродом может привести к прожиганию металла в месте сварки и получению нежелательного отверстия. Но и излишняя осторожность при этом также не приветствуется, поскольку при медленном сваривании не исключена вероятность повреждения заготовки
Данное утверждение справедливо для всего спектра приёмов, используемых при работе электросваркой, включая сплавление тонколистовых материалов посредством импульсного инвертора, полуавтоматом или же обычным (непокрытым) электродом.
Рассмотрим каждый их перечисленных методов сварки листового металла более подробно.
Способы сварки нержавеющей стали
Есть несколько способов, которыми можно сваривать указанный материал, но самыми распространенными являются следующие:
- при помощи покрытых электродов в режиме ММА;
- вольфрамовыми электродами проводится аргонная сварка нержавейки;
- полуавтоматическая сварка при помощи нержавеющей проволоки.
С применением щетки поверхность необходимо зачистить до блеска, после чего ее обрабатывают любым растворителем. Это поможет удалить жир и обеспечит устойчивую дугу, в материале не будут образовываться поры.
Сварка покрытыми электродами
Схема сварочного полуавтомата.
Ручная дуговая сварка нержавеющей трубы или других деталей позволяет сделать надежное соединение в том случае, когда к нему нет особенных требований
При выборе электродов надо обращать внимание на то, что они должны обеспечить необходимые свойства шва, например его жаростойкость, коррозионную стойкость, определенные механические параметры
Такие работы обычно выполняют постоянным током обратной полярности, переменным током практически не работают. Для того чтобы шов не очень нагревался, надо использовать электроды небольшого диаметра, аппарат выставляют на силу тока, что на 15-20% меньше, чем это необходимо для черного металла.
Будьте готовы к тому, что скорость плавления таких электродов значительно выше, чем обычных. Для охлаждения шва можно обдувать его воздухом или для этого применяют медные прокладки, а хромоникелевые стали можно охлаждать водой.
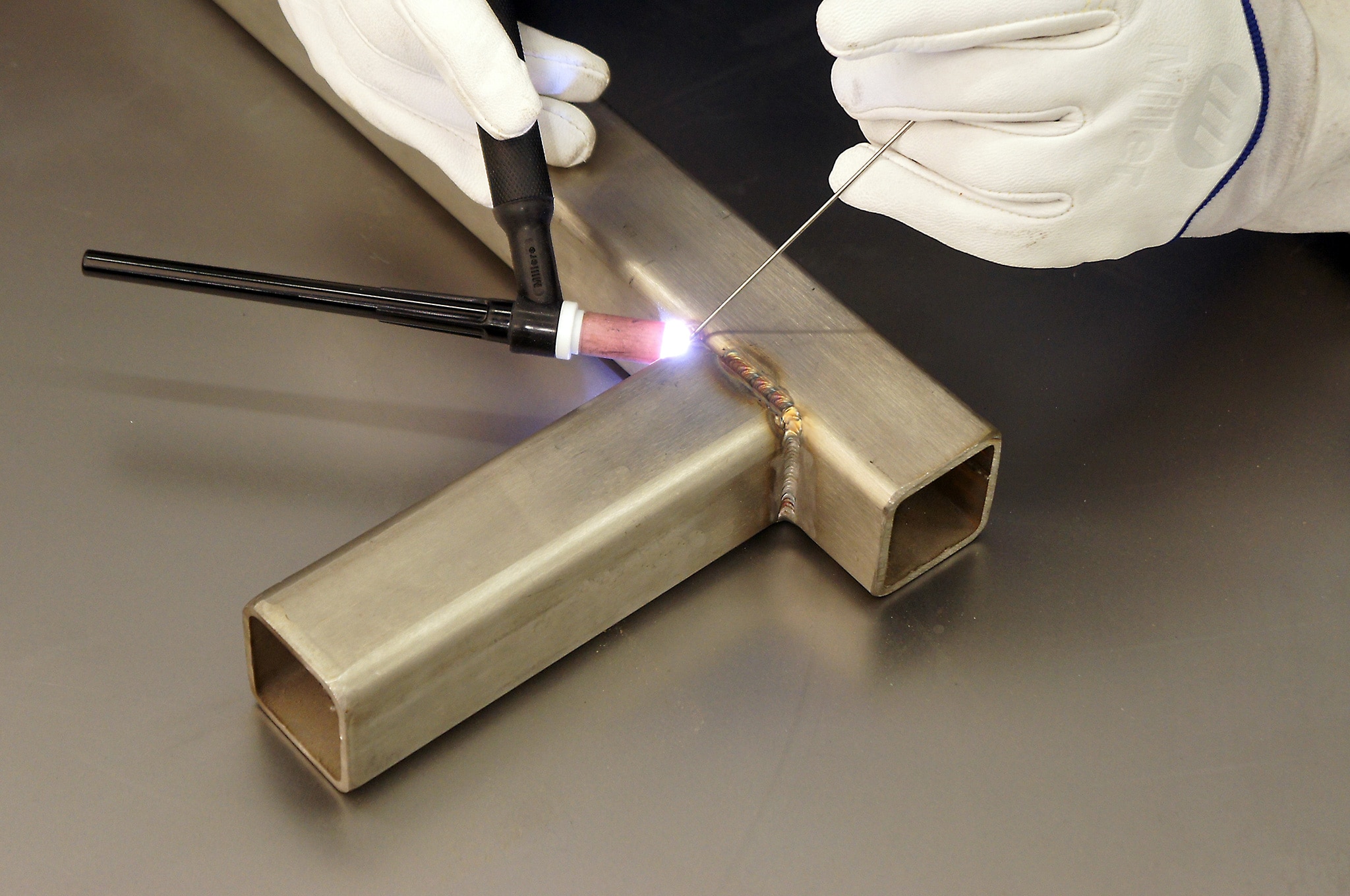
Сварка инвертором вольфрамовым электродом
Технология аргоновой сварки.
Аргонодуговая сварка вольфрамовым электродом используется при необходимости сваривания тонких деталей или когда качество шва должно быть очень высоким. Это надо при сваривании труб, по которым проходит жидкость или газ.
Сварка нержавейки инвертором проводится в обратной полярности, для этого используется постоянный ток, а если необходима сварка алюминия, то переменный ток. Работа выполняется в среде аргона. Присадочную проволоку рекомендуется брать более легированную, чем свариваемые детали.
Чтобы не происходило нарушение защитного пространства, от чего шов начнет окислиться, во время работы нельзя делать колебательных движений. Чтобы защитить обратную сторону шва, выполняется поддув аргона.
Чтобы вольфрам не попадал в сварочную ванну, дугу лучше поджигать на графитовой пластине, после чего переносить на место работы или использовать бесконтактный поджог. После окончания работ надо еще 10-15 минут продолжать подавать защитный газ. Это позволяет значительно увеличить качество и срок службы шва.
Сварка полуавтоматом
Сварка полуавтоматом в среде аргона позволяет получать качественный шов, при этом производительность работ будет высокая.
Этот способ хорошо подходит для соединения деталей, имеющих большую толщину. Для защиты шва используют смесь, состоящую из аргона и углекислого газа. Работа может выполняться короткой дугой, путем струйного переноса или импульсно.









Для тонких деталей подходит сварка короткой дугой, более толстые детали сваривают при помощи струйного переноса.
Когда выполняется импульсная сварка, то проволока в сварочную ванну подается при помощи импульсов, при этом получается одна сварочная капля или точечная сварка. Таким образом снижается ток и меньше нагреваются детали. Данный способ исключает разбрызгивание металла, что снижает стоимость работ и повышает их производительность, надо меньше времени на зачистку полученного шва.
Особенности сварки нержавейки и черного металла
Часто возникает вопрос: можно ли выполнять сваривание нержавейки с черным металлом? Естественно, можно, но в данном случае есть свои особенности. Для этого необходимо использовать специальную переходную присадочную проволоку и электроды. Если выполняется сварка нержавейки и черного металла для неответственных конструкций, то можно это сделать аргонодуговой сваркой с использованием нержавеющей присадки.
Преимущества и недостатки сварки нержавейки инвертором
При сравнении сварки нержавеющей стали инвертором с иными способами отмечаются следующие достоинства:
- невысокая цена аппарата;
- небольшой вес и габариты позволяют переносить инвертор даже в сумке;
- ручной дуговой сваркой можно соединять заготовки толщиной до 20 мм из сплавов, черных и цветных металлов;
- работа проводится без флюса или инертного газа;
- выполнение сварки в труднодоступных местах.
Недостатки:
- образование шлака;
- из-за большого электрического сопротивления нержавейки возможен перегрев электрода с разрушением покрытия, поэтому сварочный ток ограничивается;
- большие затраты времени при сравнении с другими методами.
Какие факторы учитываются при обработке нержавейки
При соединении заготовок из нержавеющей стали необходимо соблюдать определенные правила и быть знакомым с основными приемами работы с данным металлом. Это позволит избежать наиболее часто встречающихся дефектов и обеспечить высокое качество свариваемым соединениям.

Среди множества правил и требований, следует выделить три, которые нужно обязательно учитывать при выполнении работ:
- Физические свойства легированных сталей. Эти материалы активно взаимодействуют с окружающей средой и чутко реагируют на все изменения. Расплавленный металл, соприкасаясь с кислородом, вызывает реакцию с выделением углерода и последующим образованием по шву крупных пор. В связи с этим, жидкий металл требуется защитить от соприкосновения с внешними газами. Поэтому для работы применяются электроды, покрытые обмазкой, создающей в местах сваривания облако газа, выполняющее функции изоляции. Сквозь него сварщик может нормально просматривать шов и состояние сварочной ванны.
- Перегрев участка. Это случается при больших объемах работ или при длительной фиксации дуги в одной точке. Под действием высоких температур легирующие элементы выгорают и на металле, при попадании на него влаги, появляется ржавчина. Коррозия постепенно разрушает этот участок, и через некоторое время здесь может появиться течь. Специальные настройки позволяют снизить ток до 20%, от сварочного тока, используемого для соединения обычных сталей, и защитные качества нержавейки против коррозии остаются без изменений.
- Нержавеющая легированная сталь отличается более высокими показателями линейного расширения по отношению к обыкновенным черным металлам. В случаях нарушения каких-то правил, внутри нержавейки могут активно происходить многие негативные процессы, незаметные со стороны. Температура электрической дуги приводит к образованию расширенных размеров детали в конкретном месте сварки, а в процессе снижения температуры металл постепенно возвращается на свое место. В результате таких движений образуются микроскопические поры и трещины, нарушается герметизация и целостность в сварочном шве. В связи с этим, рекомендуется не только правильно настраивать аппаратуру, но и выбирать электроды с наиболее подходящими параметрами и со всеми необходимыми присадками. Как правило, они органично сочетаются со структурой нержавеющей стали и не дают возможности появиться разрывам при увеличении и сужении материала.
Холодная
Данный метод характерен тем, что не требует нагрева деталей и применения специального оборудования. В качестве скрепляющего материала используется двухкомпонентный клей. Состав сохраняет прочность и целостность после застывания. Место сварки не боится влаги, поэтому технология применяется при заделывании течи в емкостях.
Алгоритм работ достаточно прост. Необходимо зачистить и обезжирить поверхности, а затем нанести царапины. Клей отрезается в необходимом количестве. Состав следует размять в руке, слегка разогрев его и перемешав компоненты. После застывания шов можно обрабатывать.

Важная особенность такого способа заключается в том, что клеем можно заделывать отверстия, однако шов не способен выдерживать сильные нагрузки. Не рекомендуется использовать холодную сварку, как способ соединения деталей. Популярность таких работ обусловлена малыми затратами и относительной простотой их проведения.
В заключение
Достаточно широко в последнее время используется плазменная сварка. Если же в работе задействованы материалы, толщина которых превышает 10 мм, то лучше прибегнуть к дуговой сварке под флюсом. Но самыми распространенными методами остаются технологии, которые предусматривают использование покрытых электродов и вольфрамовых электродов в среде аргона.
Перед началом работ в любом случае необходимо подготовить изделия. Поработать нужно над кромками. Поверхность зачищается до блеска с помощью стальной щетки, а после промывается растворителем. Использовать для этого можно ацетон или авиационный бензин. Это позволит удалить жир, который способствует появлению пор и уменьшению устойчивости дуги.