
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.
Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Необходимые инструменты и материалы
Перед тем, как спаять два провода, надо для начала приобрести все необходимые материалы, а также запастись самым главным приспособлением – паяльником.
Паяльник
Устройство это представляет собою нагревательный прибор, с его помощью разогревают припойный сплав и поверхности деталей, которые необходимо припаивать. Он имеет три основные части:
- ручка (её делают деревянной либо пластмассовой, она не греется в процессе работы);
- нагревательный элемент;
- рабочий элемент.
Паяльники бывают разных типов:
- Электронагревательный. Рабочей частью такого инструмента является кончик медного жала, которое разогревается с помощью нагревательного элемента. Температура жала достигает 300 градусов, при этом он не сильно мощный (от 60 до 100 Вт).
- Газовый. По принципу действия этот паяльник похож на обыкновенную газовую горелку, место, где должна производиться спайка, нагревается при помощи открытого пламени.
- Термовоздушный. Место пайки разогревают потомком горячего воздуха.
- Молотковый. У этого паяльника рабочей частью также является жало из меди, но по форме оно напоминает массивный молоток. Разогрев происходит при помощи открытого пламени либо за счёт встроенного электронагревательного элемента.
Наибольшее распространение получил электронагревательный паяльник для пайки радиодеталей и проводов.
Припой
Главным материалом в процессе пайки является припой. Он представляет собою сплав нескольких металлов, который имеет более низкую температуру плавления, чем у металла соединяемых элементов. Такие сплавы делают из олова, кадмия, серебра, меди, свинца, никеля.
Паять медные провода желательно сплавом марки ПОС-60. Буквы ПОС обозначают, что данный припой из олова и свинца. Цифры показывают, сколько процентов олова содержится в припое. Конечно, лучшим припойным материалом считается чистое олово, но это дорого, его применяют в исключительных случаях.
Форма выпуска припоя бывает разная – в гранулах, пастах, слитках, порошке, фольге или проволоке.
Как пользоваться припойным сплавом? Его греют выше температуры плавления и, когда он достигнет расплавленного состояния, прикасаются к твёрдым поверхностям соединяемых элементов. В этот момент начинаются химические и физические процессы. Припойный сплав растекается по металлическим поверхностям, проникая между ними во все зазоры.
Имейте в виду! Перед тем, как припаять алюминиевые провода, вам потребуется найти специальный припой. Для этого металла больше подойдут сплавы на основе цинка ЦО-12 (цинк с оловом) или ЦА-15 (цинк с алюминием).
Флюс
Чаще всего в качестве флюса используют смесь органических и неорганических веществ, с помощью которой подготавливают поверхности для пайки. Это может быть канифоль, ацетилсалициловая или ортофосфорная кислота, нашатырь или соль бура.
Самым распространённым флюсом считается канифоль. Некоторые используют кислоту для паяния, но она уступает канифоли по своим качествам. Хотя применять кислоту гораздо проще, намочили в ней кисть и нанесли вещество на соединяемые поверхности. С канифолью немного сложнее, нужно уложить в неё жилу, паяльником нагреть, тогда смола начнёт плавиться и обволакивать проводок.
Иногда используют припой, который представляет собою тонкую проволоку, заполненную внутри канифолью. Конечно же, это делает процесс более быстрым и удобным, достаточно будет только брать нагретым паяльником припой и наносить на соединяемые поверхности, отпадает необходимость в обработке каждого провода канифолью отдельно.
Другие инструменты
Также для того, чтобы сделать спайку проводников, потребуются:
- Место для работы, его надо покрыть материалом, которому не страшны будут капли расплавленного припоя. Подойдёт металлический стол либо какая-то подставка из металла или дерева, когда работы необходимо выполнять, например, в распределительной коробке.
- Подставка для паяльника (она должна быть надёжной и удобной).
- Кусочек влажной ткани или губка для протирки жала паяльника.
- Напильник. Перед применением паяльника, нужно будет сначала зачистить его жало, на нём не должно оставаться следов нагара, тогда пайка пойдёт легко.
- Нож либо специальное приспособление для снятия с проводов изоляционного слоя.
- Пассатижи.
- Наждачная бумага.
- Спирт.
- Изоляционная лента (или термоусаживаемая трубка).
Особенности пайки проводов
Выше мы рассказали о лужении проводов. Надо добавить несколько слов о процессе прочной их спайки. Она несколько отличается от обычной с другими материалами.
Тонкие провода подвижны, их нужно прижимать плотно, а потом паять. Способы соединения и пайки проводов различные, расскажем о некоторых.

Можете скрутить два медных провода, если они тонкие, предварительно очистив и залудив, затем спаять.

Если проводка многожильная, то очищать надо все нитки, затем пальцами сжать плотно и прокрутить по часовой стрелке, насколько можно плотнее. Затем окунуть в канифоль и жалом залудить.

Вместо плоскогубцев можно сделать так. Очистите несколько сантиметров медного нетолстого провода, залудите его, а затем туго намотайте на один конец скрутки, зафиксируйте, так же выполните и на другом конце.

А затем окунайте в расплав олова, пока на скрутке не будет видна медь. Выньте из ванны и дайте застыть.
Желательно предварительно надеть на один конец провода термоусадочную трубочку, после спайки продвиньте её и покройте всю оловянную часть.
Паяльная паста «MECHANIC» (пайка без паяльника)
Подробная информация о способах оплаты и доставки товара
Основная валюта на сайте Российский рубль, выбор отображения цены в другой валюте (Тенге, Гривна, Доллар США, Евро, Белорусский рубль) вверху сайта.
Все товары, за исключением продукции “SugarBae”, будут отправлены в течение 3-х рабочих дней с момента оплаты заказа.
Турмалиновые, нефритовые коврики и подушки “SugarBae” будут отправлены в течение 5-7 рабочих дней с момента оплаты заказа!
Доставка осуществляется напрямую от производителя!
ДОСТАВКА
Для физлиц
По всей России: почтовой службой АО «Почта России»
В другие страны: почтовой службой той страны, которая будет указана в заказе.
Для юридических лиц
АО «Почта России»: до почтового отделения или курьером до двери;
Транспортная компания: из расчета по тарифу доставка до пункта выдачи или офиса.
СТОИМОСТЬ ДОСТАВКИ
На странице оформления заказа будут видны все возможные способы доставки для выбранных товаров!
Для физ. лиц
180 рублей — по России (кроме республики Крым);
450 рублей — в республику Крым, в страны СНГ и ближнего Зарубежья. Если выбрана другая валюта, то сумма автоматически будет пересчитана по курсу к рублю.
Бесплатная доставка действует при заказе на сумму свыше 2700 рублей или также по курсу к рублю в выбранной валюте.
Для юридических лиц
от 550 рублей — рассчитывается индивидуально, зависит от объема партии, упаковки и удаленности региона;
СРОК ДОСТАВКИ
Для физических лиц: от 10 до 30 рабочих дней (зависит от работы почтовых служб).
Для юридических лиц: от 15 до 30 рабочих дней!
ОПЛАТА
С наложенным платежом (оплата на почте при получении) мы не работаем!
СПОСОБЫ ОПЛАТЫ (выбор при оформлении заказа)
- «Банковская карта» (Visa, MasterCard, Maestro и МИР) — комиссия 0%
- «ЯНДЕКС деньги / Ю money» (электронный кошелек) — комиссия 0%
- «QIWI кошелек» (прямой перевод на другой кошелек Qiwi) — комиссия 0%
- «Сбербанк-онлайн» (оплата через личный кабинет Сбербанка России) — комиссия 1%
- «Сбербанк РФ» (наличными через банкомат или филиал отделения Сбербанка) — комиссия 1%
- Банковская карта (для жителей стран СНГ и ближнего Зарубежья) — комиссия 10%
- «QIWI кошелек» (через платежную систему «Робокасса») — комиссия 10%
- «Связной» (оплата наличными) — комиссия 10%
- «Евросеть» (оплата наличными) — комиссия 10%
- «Со счета мобильного телефона» (Билайн, МТС, Tele2) — комиссия от 5% до 10%(зависит от оператора)
- «Платежный терминал»(оплата наличными в любом терминале) — комиссия от 0% до 5% (зависит от терминала)
Оплата через Qiwi кошелек — удобный способ для покупателей, проживающих в СНГ и ближнем Зарубежье, т.к. есть возможность выбрать другую валюту.
Для юридических лиц:
Оплата только по безналичному расчету (выставляем Счет на оплату)
Обратите внимание, что мы работаем без НДС, в связи с налогообложением УСН (доходы 6%). СРОК ДЕЙСТВИЯ ЗАКАЗА
СРОК ДЕЙСТВИЯ ЗАКАЗА
В связи с тем, что мы товары не резервируем, заказ актуален в течении рабочего дня с момента оформления. Если Вы не смогли сразу после оформления оплатить заказ и в течение суток с момента размещения заказа не сообщили в нашу службу поддержки дату оплаты, то заказ автоматически будет аннулирован на следующий рабочий день!
ПРИЯТНЫХ ВАМ ПОКУПОК!
Минимальный набор инструментов для работы
Прежде чем приступать к соединению сложных элементов, начинающий домашний мастер должен ознакомиться с основами обычной пайки. Как правило, она производится при помощи простейшего электрического паяльника с медным наконечником, называемым жалом.
Кроме того, для любого припаивания необходим минимальный набор материалов:
Инструменты и материалы для пайки.
- Припой. Сплав олова и свинца, отличающийся высокими легкоплавкими свойствами и используемый для крепления элементов к материнской плате или друг другу. В недавнем прошлом для припоя применяли чистое олово, но сегодня такой материал неоправданно дорог. Кроме того, прочностные характеристики сплава свинца с оловом ничем не уступают чистому металлу. В специализированных торговых центрах можно приобрести разные виды припоя, которые имеют стандартные либо улучшенные свойства.
- Флюс. Использование флюсов облегчает процесс пайки и предотвращает окисление металла спаиваемых элементов. Сегодня самым популярным материалом, который используется в роли флюса, является очищенная древесная смола – канифоль. В магазинах можно найти специальные составы, предназначенные для пайки конкретных металлов. Так, при спаивании никеля, нержавеющих сталей и алюминия может использоваться вещество, изготовленное из канифоли и кислоты.
К работе можно приступать только тогда, когда все инструменты для пайки собраны.
Меры безопасности
Важно не только знать, как работать паяльником, но и изучить меры безопасности при его эксплуатации, поскольку их выполнение позволяет:
- защитить кожу от термических ожогов;
- предотвратить возгорание;
- защититься от поражения током.
Перед тем, как приступить к эксплуатации паяльника, мастеру необходимо убедиться в том, что кабель питания находится в исправном состоянии. Жало не должно соприкасаться с предметами и поводками.



В процессе эксплуатации паяльника, брать его разрешено только за ручку — держать включенный инструмент за корпус, опасно для здоровья. В перерывах между работой инструмент следует помещать на подставку.
Зная, как пользоваться паяльником, мастер сможет выполнить качественно любую работу
Важно, помнить о соблюдении техники безопасности, поскольку при неправильном применении инструмент способен нанести серьезный вред здоровью
Как научиться владеть паяльником?
Очень просто: минимум знаний, все держится на практике, небольшое количество материалов и главное – тот или иной паяльник.

Выше мы назвали один параметр этих ручных инструментов (мощность). Он важен для понимания:
- Что паять.
- Как быстрее работать.

Чем мощнее паяльник, тем толще его медное жало, тем медленнее оно разогревается, но и дольше держит режим пайки после отключения от сети или паяльной лампы.

-
Как выбрать фазометр — обзор, назначение, принцип действия, область применения + инструкция по применению с фото
-
Как сделать трансформатор своими руками — пошаговая инструкция, схема, чертежи, список материалов + фото готового самодельного трансформатора
-
Какой детектор скрытой проводки лучше? ТОП-10 лучших производителей с фото и описанием
Но они не годятся для пайки небольших электродеталей, тонких проводов, как разогреватели меньшей мощности.
Есть также паяльники, и они не последние в этой линейке, мгновенного нагрева жала и быстрого охлаждения после точечной пайки радио-и электросхем – электроимпульсные. Ими соединяют метизделия в различных бытовых мастерских.

Процесс несложный. Если у вас есть обычные плоскогубцы и кусачки, пинцет с тонкими и широкими (до 1 см) лапками, то вам остаётся приобрести или достать из кладовки три специфические вещи:
- паяльник;
- материал пайки (припой) – чаще сплав свинца и олова;
- антиокислитель и обезжириватель (флюс).

К этому добавим минимум общих знаний по материалам для пайки.

Пайка алюминия
Кажется, что в том, как паять алюминий, нет никакой сложности. Ведь этот материал обладает высокой теплопроводностью и легко поддается обработке. Несмотря на это для обработки данного металла необходимо учитывать некоторые особенности.
Алюминий под воздействием высокой температуры очень быстро образует на поверхности окисные пленки, и поэтому для его пайки приходится использовать специальные флюсы и паяльные жала (покрытые сталью). И если обработка алюминиевых проводов практически не отличается от работы с другими металлами, то пайка плоских алюминиевых поверхностей — процесс гораздо более сложный. В первую очередь, вам понадобится паяльник мощностью в 60-100 Вт, для того чтобы хорошо прогревать большие детали.
- Перед тем, как паять алюминий, его рабочая поверхность очищается от окалины наждачкой или напильником.
- После ее обезжиривают бензином, ацетоном или другим растворителем. Затем место соединения необходимо смазать специальным флюсом.
- Жало паяльника опускается в канифоль или нашатырный спирт до появления легкого дымка. Это очищает медь, из которой выполнен наконечник, от окисей других металлов.
- Дальнейшие действия практически не отличаются от работы с другими материалами: жало смазывается в припое, после чего небольшое его количество переносится на место спаивания для залуживания. После этого наносится основной слой припоя.
Похожим образом паяют нержавейку – этот процесс тоже требует тщательной зачистки рабочей поверхности перед нанесением припоя.
Типичные ошибки, которые ухудшают качество соединения деталей
Чтобы правильно паять паяльником, прежде всего, необходимо знать основные ошибки и не допускать их в работе. Рассмотрим часто встречающиеся.
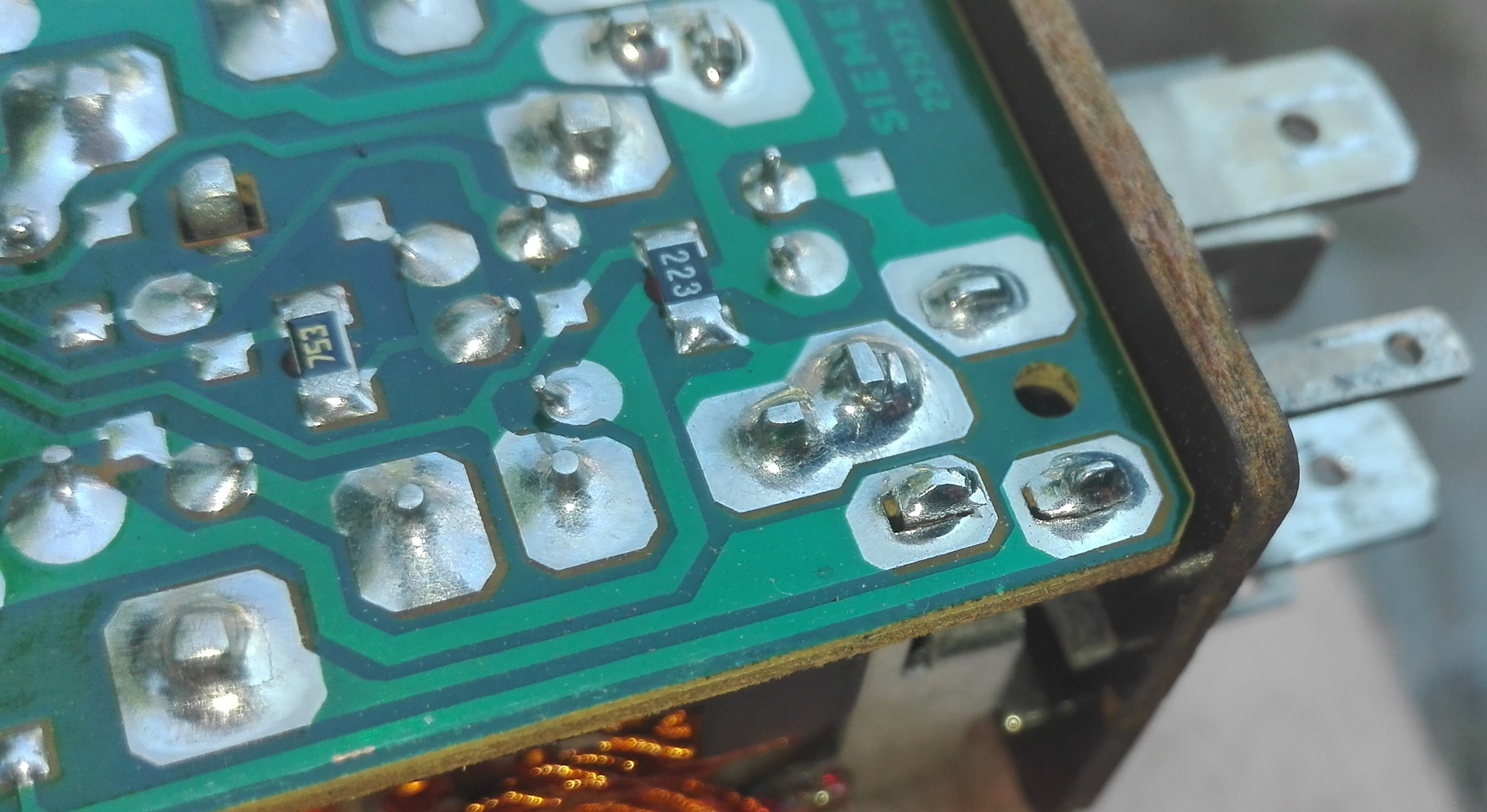
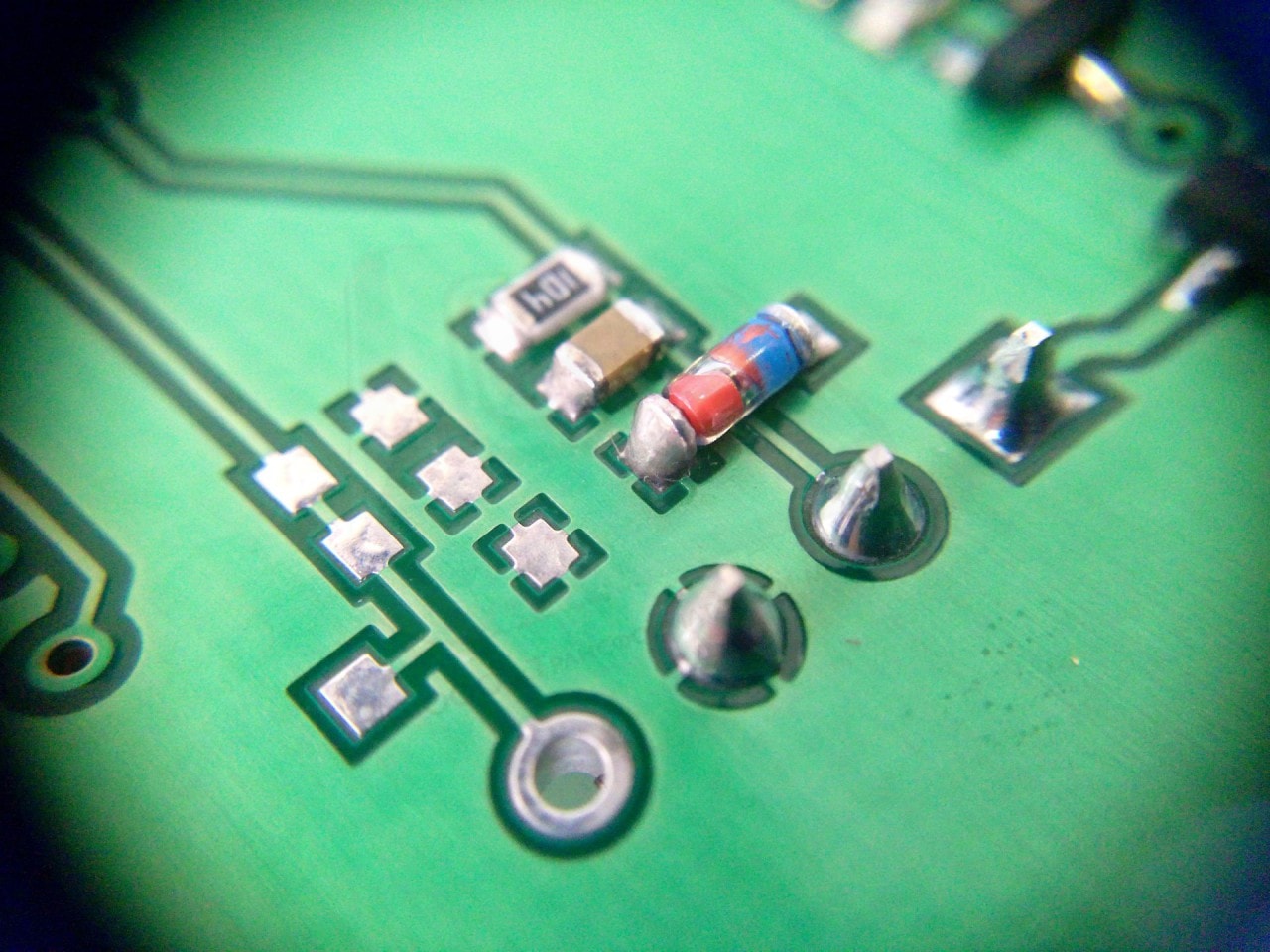
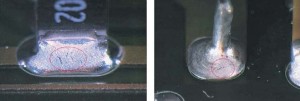
Непропай
Застывший припой матового оттенка, поверхность ноздреватая, растекание неравномерное. Приложив небольшое усилие – можно разорвать спайку.
Основные причины:
- Недостаточная температура во время пайки. Или паяльник не прогрет до требуемого значения (необходимо знать температуру плавления припоя), или спаиваемые компоненты имеют слишком большую теплоемкость, а паяльник напротив – малую мощность и массу жала;
- Тугоплавкий припой, который надо использовать с более горячим паяльником;
- Контакты были перемещены до застывания припоя;
- Нанесение разогретого олова на холодную поверхность.
Последствия:
- Из-за проникновения воздуха между деталями, со временем внутри спайки образуется коррозия;
- По причине плохого смачивания контактов припоем, соединение обладает высоким электрическим сопротивлением. Это приводит к сбоям в работе или полной потере контакта;
- Низкая прочность пайки. Припаянная деталь может отвалиться;
- При высоких токах может возникнуть искрение, сопровождаемое нагревом со всеми вытекающими последствиями, вплоть до пожара.
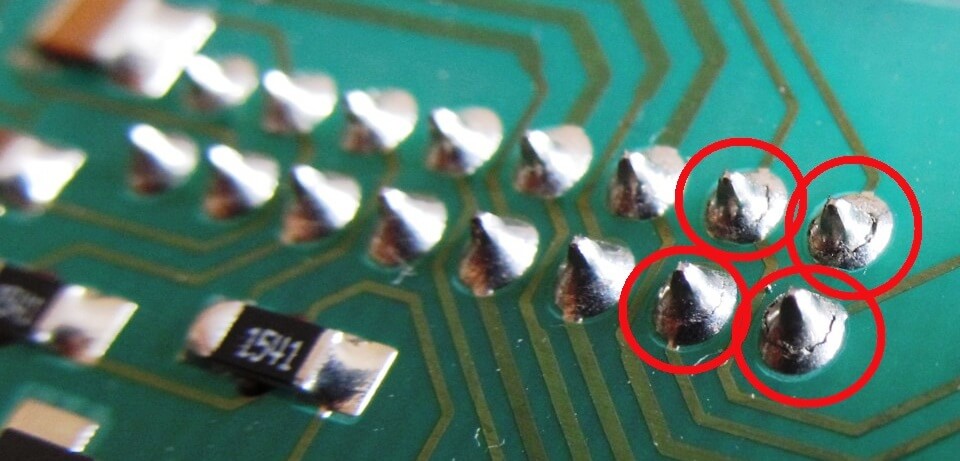
Скатывание припоя
Кусочки припоя похожи на капли ртути, нет прилипания к месту пайки. Олово не протекает в пустоты между спаиваемыми деталями. Соединение легко разорвать.

Основные причины:
- Недостаточная зачистка соединяемых деталей. Слой окислов не дает припою растечься по поверхности и проникнуть в щели;
- Слабая обработка флюсом. Неочищенные поверхности имеют плохую адгезию, в результате не происходит склеивания олова с другим металлом;
- Несоответствие марки флюса металлу, который соединяется пайкой.
Последствия:
- Практически отсутствует контакт в месте пайки;
- Соединение будет разорвано при малейшем механическом воздействии;
- Между припоем и металлом проникает влага, создавая коррозию.
Перегрев
Вокруг места пайки видны термические разрушения – обугливание лака, покоробившаяся изоляция проводов, расплавленная пластмасса корпуса радиокомпонентов.
Причины:
- Температура и мощность паяльника превышает необходимую для данного вида пайки;
- Слишком долгое воздействие жала на рабочую область;
- Для соединения деталей с низкой температурной устойчивостью выбран слишком тугоплавкий припой.
Последствия:
- Оплавление изоляции оголяет провода, что делает соединение небезопасным;
- Термическое разрушение может уничтожить проводящие дорожки на монтажной плате;
- Перегретые радиодетали меняют свои характеристики или выходят из строя;
- Место пайки имеет неопрятный внешний вид.
Химические разрушения в месте пайки
Вокруг припоя видны сильные коррозийные повреждения, медный провод покрыт зеленым порошком окислов.
Причины:
- Выбран агрессивный флюс (например – кислотный), не соответствующий типу спаиваемого материала;
- Не произведена промывка после завершения работ.
Последствия:
- Разрушение поверхности вокруг места пайки;
- Скрытая коррозия со временем разрушит металлический проводник с потерей контакта.
Для минимизации ошибок при работе с паяльником, обратите внимание на все рекомендации нашей статьи
Выбор инструмента
Паяльник – инструмент с нагревательным элементом, используемый для соединения плавких материалов. По способу нагревания их разделяют на:
- электрические;
- термовоздушные;
- газовые;
- индукционные.
 Паяльники: 1-Электрический, 2-Термовоздушный, 3-Газовый, 4-Индукционный
Паяльники: 1-Электрический, 2-Термовоздушный, 3-Газовый, 4-Индукционный
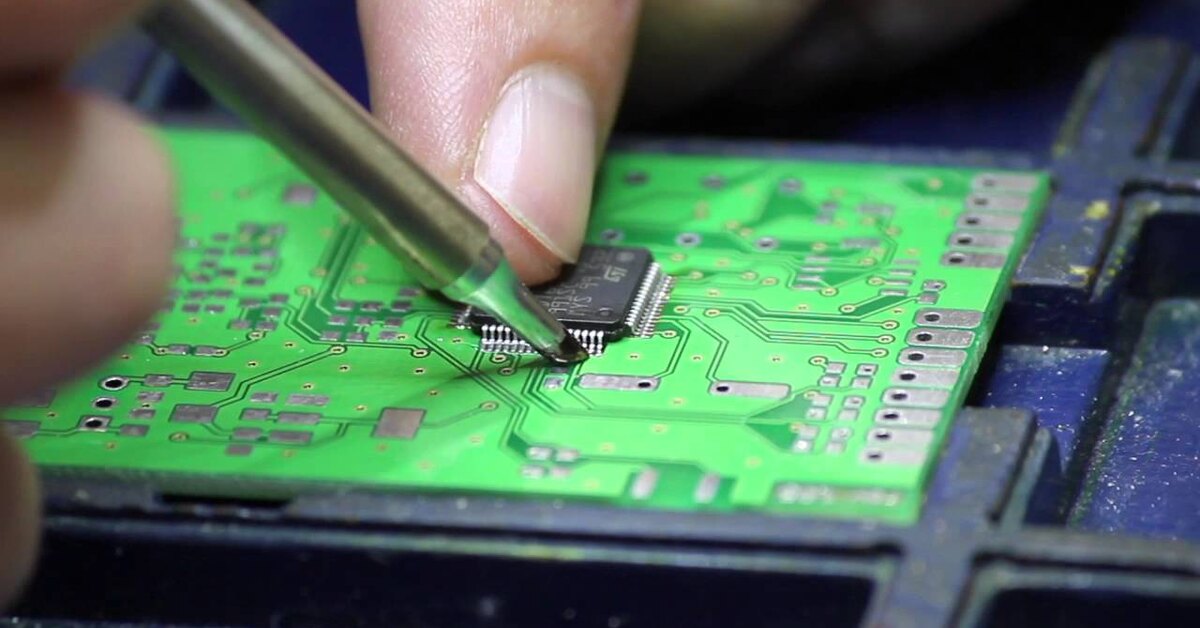
Для работы с электрическими схемами и SMD-платами применяют электрические паяльники. В среднем они обладают мощностью в 15-40 Ватт. С помощью приборов мощностью более 100 Вт спаивают большие детали: радиаторы, медные трубки разного диаметра и т.д. Большие молотковые паяльники мощностью до 550 Вт используются в различных сферах промышленности: машиностроение, металлургия и т.п.
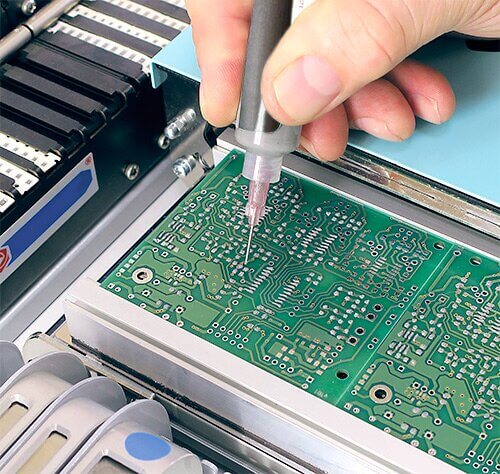

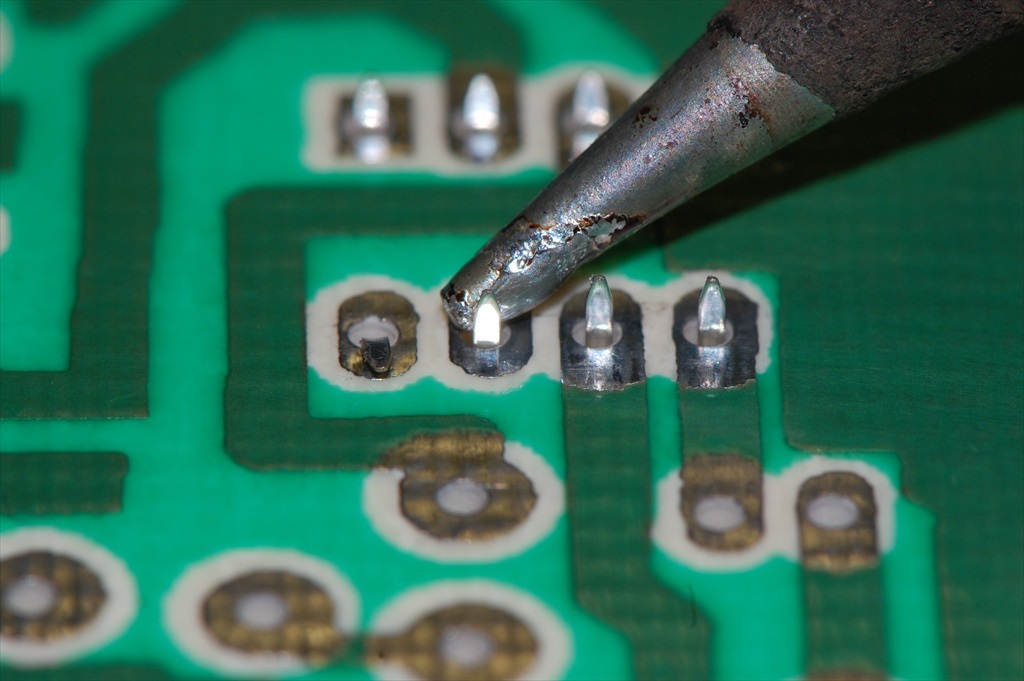
Основным элементом прибора (напоминаю, что работаем мы в основном электрическим) является нагревательный стрежень. Он представляет собой медную трубку и намотанную на неё нихромовую спираль. С одной стороны стержня, спрятанной в рукоятку прибора, идет ток, а с другой – вставлено жало из накатанного медного прута. Наконечник жала затачивается под скос. Нагрев наконечника происходит за счет замыкания тока на нихромовой спирали.
Для электротехнических работ подойдет легкий инструмент компактных размеров с низкой теплоемкостью. Чтобы избежать рассеивания напряжения лучше выбрать модель, имеющую трех-направляющий штекер заземления. Для начинающего электротехника будет достаточно модели до 30 Вт. Если с помощью паяльника планируется ремонтировать автомобиль, то лучше обратиться 40-ваттным приборам – для быстрого соединения проводов любого типа на большой площади. Для комфортной работы паяльников в автомобиле продаются специальные насадки.
Многие мастера по ремонту электроники пользуются паяльной станцией. Такая конструкция включает в себя набор всех необходимых для паяльных работ инструментов: паяльник со сменными наконечниками, подставка, блок регулировки напряжения, термофен, очистители и оловоотсос.
Многих интересует вопрос, можно ли паять без паяльника. Да, можно, в данном случае припой и детали придется нагревать для лужения и спаивания на открытом огне. Это позволяет создавать более-менее качественные соединения, однако технология отличается меньшей безопасностью. Кроме того, у новичка, не обладающего достаточным опытом, могут возникнуть большие сложности при работе с такими материалами, как медь, алюминий или нержавейка.
Что приводит оборудование к такой поломке до и после ремонта?
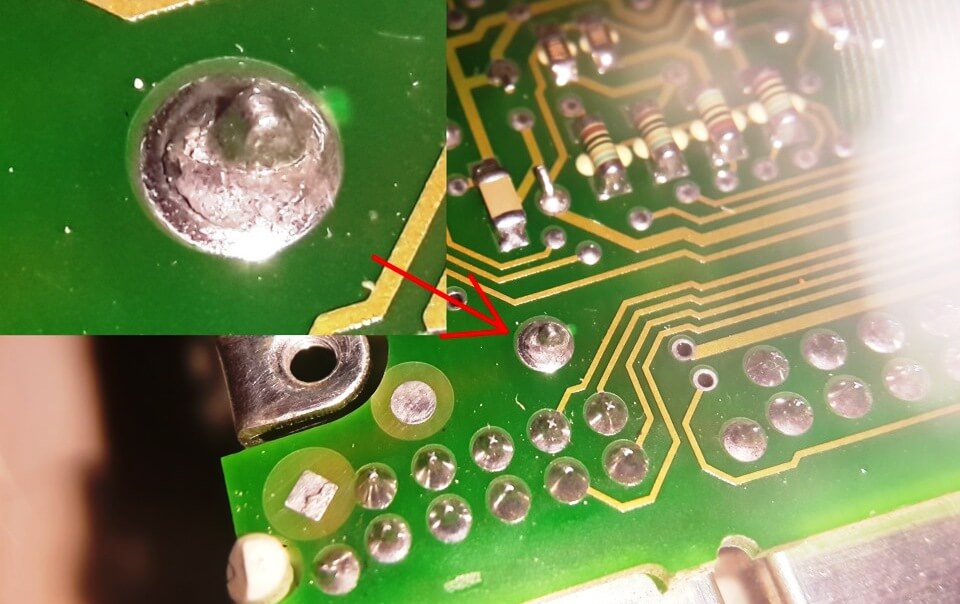
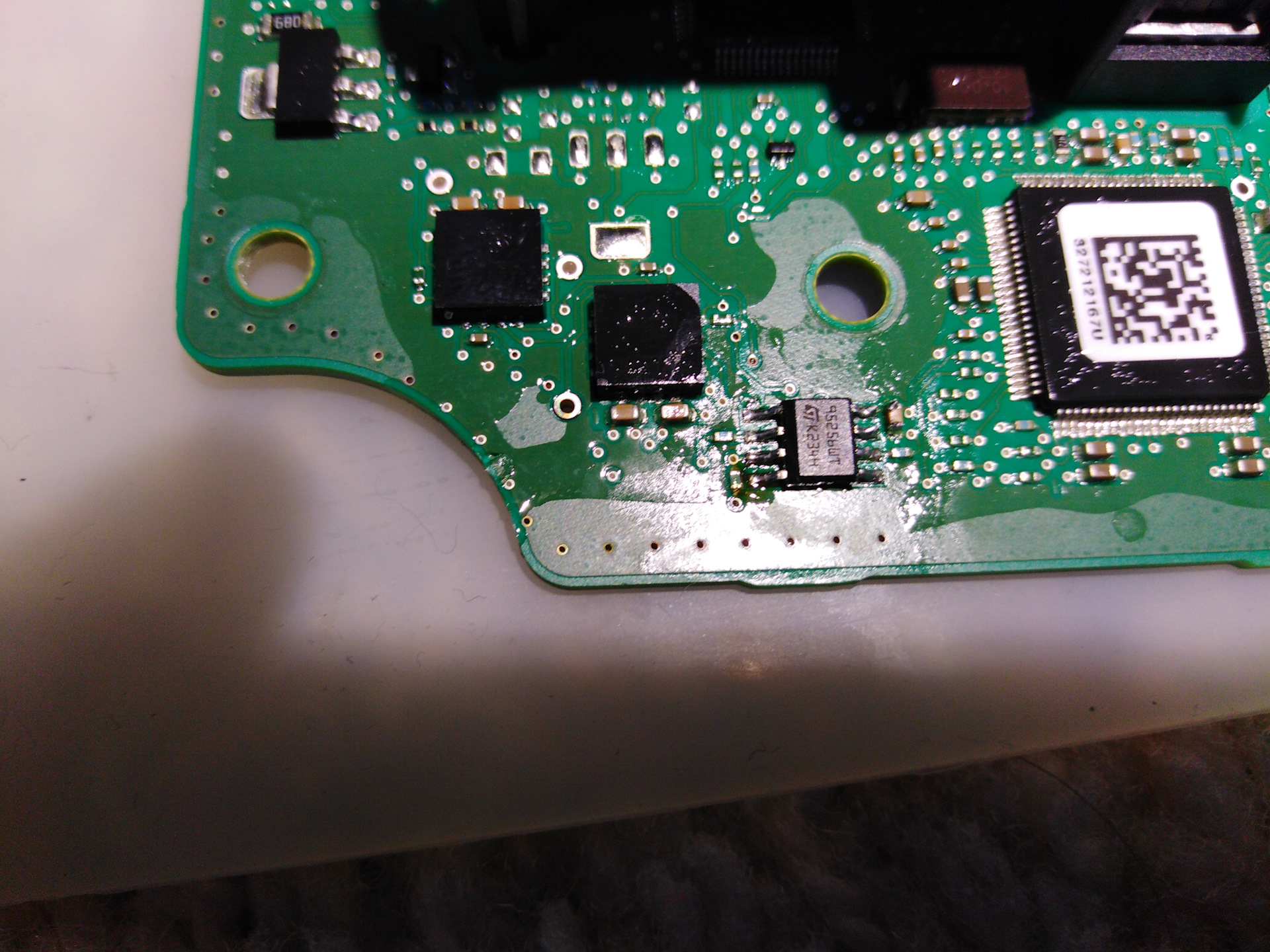
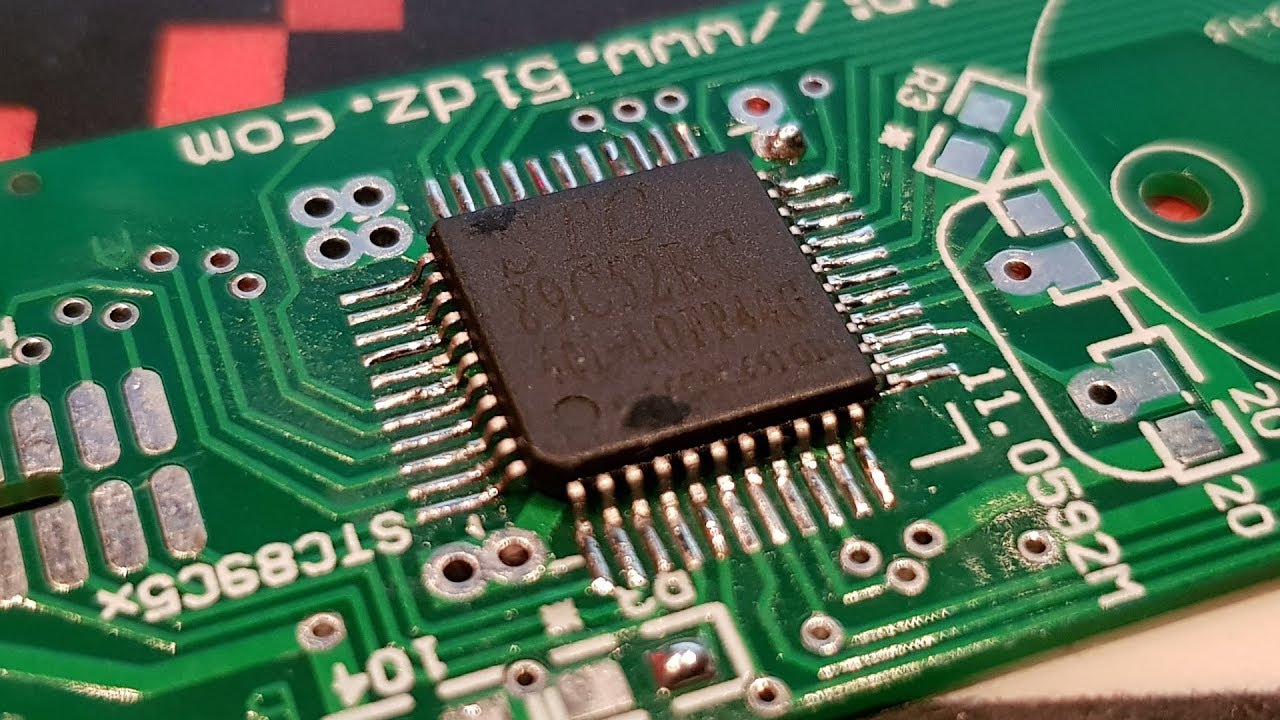
Разные микросхемы в сложной промышленной электронике отвечают за разные функции: питание, управление процессами, системами охлаждения и пр. Правильная работа микросхемы в таком корпусе возможна только при однородности и одинаковой форме шариков BGA и полноценном контакте спаиваемых поверхностей. В процессе эксплуатации удары, вибрация, перегрев, перепады напряжения, а также засорение системы охлаждения и отсутствие своевременной очистки приводят к деградации компонентов системы
В некоторых случаях невнимание к первым признакам оборачивается потерей микросхем без возможности восстановления. Для устаревшего или произведенного в единственном экземпляре на заказ это критично
Отслеживание нехарактерных проявлений и регулярное обслуживание уберегут технику от серьезной аварии и масштабного ремонта.
Что такое пайка
Не ссылаясь на «википедию», объясним своими словами. Пайка, это соединение металлических контактов с помощью токопроводящего расплава, с последующим его застыванием. При этом, в отличие от сварки, ни одна из соединяемых деталей не должна плавиться в процессе. Разумеется, после застывания токопроводящего расплава (припоя), должна быть обеспечена надежная электропроводимость соединения. Сопротивление контактов не может влиять на характеристики электросхемы.
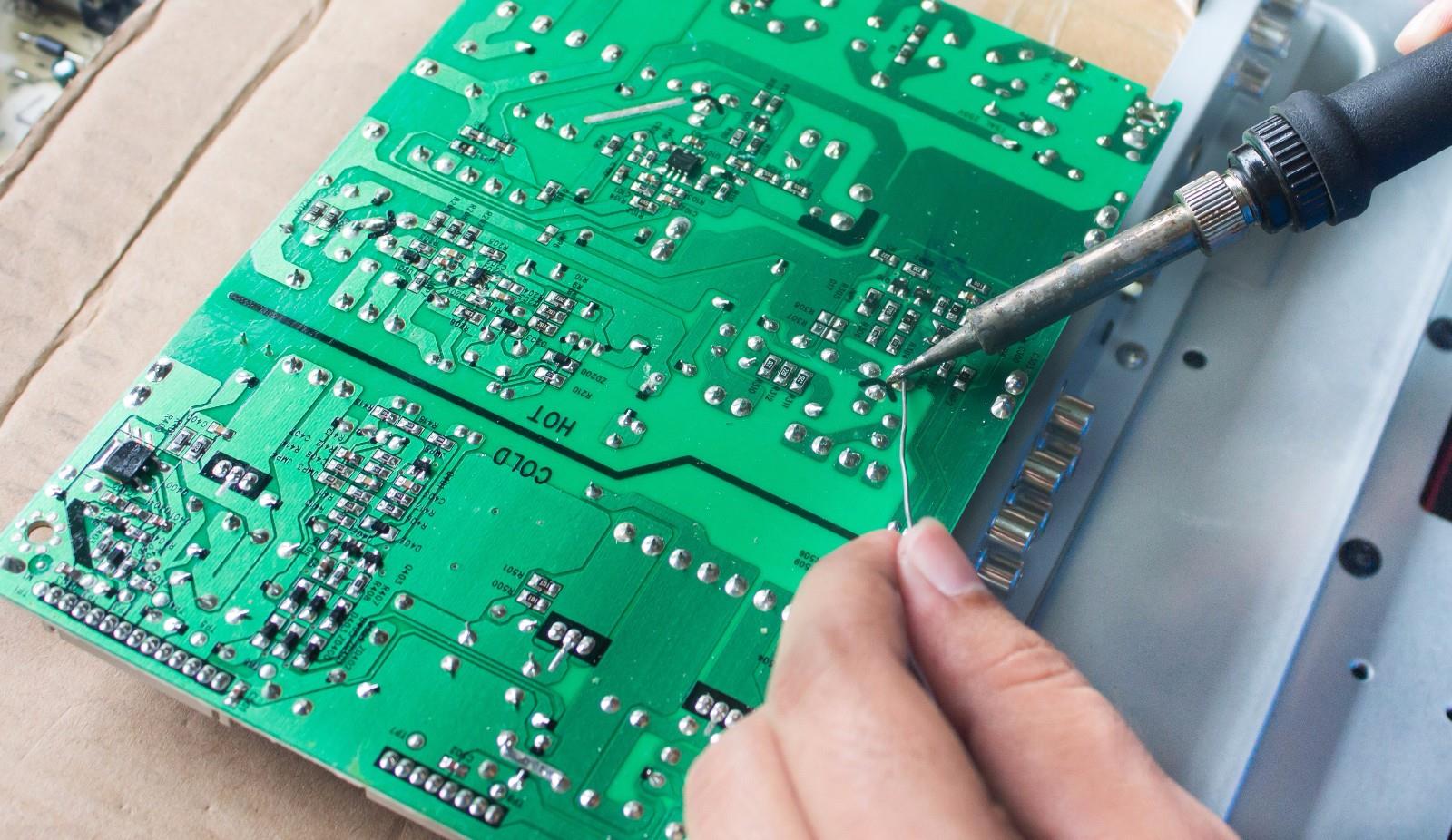
Общие правила работы с паяльником (подробно все эти пункты мы рассмотрим в обзоре)
Место соединения должно быть механически зачищено от загрязнений, защитного покрытия и окислов (если позволяют размеры и конструкция деталей и проводников).На чем можно акцентировать внимание: некоторые металлы в принципе не могут быть очищены от оксидной пленки, по крайней мере на воздухе. Только под непрерывным слоем специальных флюсов (речь идет об алюминии и сплавах на его основе)
Дело в том, что «крылатый металл» окисляется моментально.
Для обезжиривания точки соединения применяются специальные очистители: флюсы. Они не должны оказывать разрушающего воздействия на металл, с которым вы работаете. Даже если место соединения кажется идеально чистым, пайка без флюса практически невозможна. При касании нагретого жала паяльника, происходит термическое окисление.
А флюсы при нагреве активируют свои очистительные свойства, и не просто удаляют невидимые загрязнения, но и препятствуют окислению.
Для различных материалов разработаны специальные флюсы. Используются даже кислоты.
Форма и размеры рабочего кончика жала паяльника должны соответствовать контактам и условиям пайки. Материал не имеет значения: это может быть медь, керамика, или твердые сплавы, покрытие серебряным напылением.
Выбор мощности — для пайки печатных плат подойдет диапазон 25–60 Вт. Слишком высокая температура может не просто перегреть место пайки, некоторые радиодетали выходят из строя при термическом воздействии. Обратная сторона медали: низкая температура будет отводиться из зоны пайки массивными контактами или толстым теплопроводным проводником. Придется долго держать жало в рабочей зоне — отсюда снова перегрев деталей
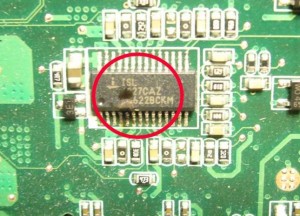
Например, когда встает вопрос, как выпаять конденсатор, важно точно знать градус. Золотое правило пайки: высокая температура и кратковременный нагрев
Это умение приходит только вместе с опытом.
Подбор припоя. С точки зрения адгезии — все виды работают неплохо. То есть, подбор для определенного металла контактов — это не задача №1. А вот к температуре плавления следует относиться внимательно. С одной стороны, легкоплавкие составы позволяют минимизировать тепловое воздействие на детали. С другой стороны — это создает две дополнительные проблемы:Во-первых, легкоплавкий припой так же быстро «отпаивается». Если температурный режим контактного соединения не очень благоприятен, есть возможность потери контакта при работе.Во-вторых, вы обязательно столкнетесь с тем, что припой уже в жидком состоянии, а контакты еще не прогрелись для нормальной адгезии. В результате снова перегрев точки пайки.
Повторимся, это лишь теоретические основы, из которых пока не ясно, как паять паяльником. Подробные инструкции увидите далее.
Правила сушки
Сушку чипов необходимо производить, соблюдая температурный режим и продолжительность. Новые чипы, которые были приобретены в магазине, со склада, присланы по почте, рекомендуется сушить не менее 24 часов при температуре 125 °C. Для этого можно использовать специальные сушильные печи. Можно высушить чип, расположив его на термостоле.
Температуру сушки необходимо контролировать, чтобы не допустить перегрева и выхода детали из строя.
Если чипы были высушены и хранились до монтажа в обычных комнатных условиях, достаточно просушить их в течение 8-10 часов.
Как паять алюминий
Пайка алюминия возможна с применением специального флюса Ф-61А и сплавами марки Авиа. Для операции применяют специальное жало из бронзы, покрытое скрещивающимися насечками, напоминающими рисунок напильника. Этими насечками соскребают оксидную пленку, мгновенно образующуюся на поверхности любого алюминиевого изделия.
В тех случаях, когда необходимо создать только электрический контакт, а в прочном соединении нужды нет, применяют способ с предварительным омеднением. Для этого в рабочую область добавляют щепотку порошкообразного медного купороса и растирают его жесткой щеточкой. После появления медного пятна на алюминиевой поверхности ее залуживают и паяют.
Пайка bga микросхем
Как паять платы? И как расшифровывается BGA? На эти два часто задаваемых вопроса, во время прохождения курсов пайки, отвечают мастера Bgacenter. От английского – ball grid arrey, то есть массив шариков, своим видом похожий на сетку. Шарики из припоя наносятся на микросхему через трафарет, затем потоком горячего воздуха, расплавляется сам припой и формируются контакты правильной формы.
А процесс пайки состоит из определенной последовательности действий, соблюдая которую получаем качественное соединение. Но существует большое количество нюансов, ради которых и приезжают на обучение. Начиная с того под каким углом и на каком расстоянии от платы держать сопло фена, температурные режимы демонтажа и монтажа микросхем, с какой стороны заводить лопатку. А при проведении диагностики, и наличии межслойного короткого замыкания ничего не нагревается. Как в этом случае найти неисправный элемент или цепь? И много других тонкостей которые может знать действующий мастер сервисного центра. И тот кто может подтвердить свой уровень выполненными ремонтами.

Ремонт iPhone в Bgacenter
Секреты пайки
-
Использование материалов по назначению. Для пайки можно применять олово. Но его температура плавления составляет 230 ºС. При радиомонтаже соединяемые детали могут выйти из строя из-за перегрева. Сплав олова со свинцом становится жидким при температуре 180-200 ºС. К тому же он дешевле, а качество соединения получается не хуже. Чистое олово преимущественно используют при ремонте емкостей. В радиомонтажных работах применяют припой марки ПОС-61, где число показывает процентное содержание олова. Для удаления окислов с места соединения применяют флюсы. Жестянщики используют для этого кислоты, которые непригодны для электрических соединений. Для них нужно использовать флюсы, которые не будут разрушать контакты. Как правильно паять паяльником с канифолью, которая чаще всего применяется для защиты соединений от окисления?
Она является пассивным флюсом и должна постоянно защищать расплавленный припой от контакта с воздухом, препятствуя появлению окислов, но с поверхности их не удаляет. Удобным для работы является трубчатый припой, заполненный изнутри канифолью. Для труднодоступных мест используется ее спиртовой раствор.
-
Жало паяльника должно быть зачищено и покрыто слоем припоя, чтобы оксидный налет не мешал в работе.
-
Поверхности контакта предварительно зачищают и залуживают. Тогда соединение получается надежным и прочным.
-
Детали следует правильно соединять и прогревать места спайки.