
Преимущества сверла с кобальтом
Главный показатель производительности оборудования в механообработке — это время резания, затраченное на изготовление детали, которое складывается из продолжительности отдельных операций (сверление, фрезерование, шлифовка и т. п.). В свою очередь основное время отдельной операции определяется скоростью и глубиной резания, которые напрямую зависят от характеристик инструмента. Среди них основными являются механическая прочность, износостойкость и жаропрочность. По этим параметрам кобальтовые сверла значительно превосходят инструмент из углеродистой инструментальной стали. К примеру, температура, при которой происходит отпуск режущей части сверла из стали У12, не превышает 160 ºC, а у кобальтового сплава P9M4K8 этот показатель составляет 630 ºC. Кроме того, скорости резания одних и тех же материалов у этих двух видов инструмента отличаются в 2÷2.5 раза.

Рекомендации по использованию
Сверлильный инструмент из сталей с кобальтовыми добавками достаточно хрупок, поэтому в процессе эксплуатации он не должен подвергаться ударным воздействиям. При укладке в места хранения (инструментальные шкафы, кейсы или тумбочки) его нельзя складывать навалом с остальным инструментом и оснасткой, т. к. это может привести к повреждению рабочих кромок и защитного покрытия. Последнее в течение работы постепенно истирается, что ведет к усилению трения рабочей части и снижению скорости стружкоотвода. Поэтому рекомендуется периодически производить переточку режущей части с последующим нанесением нового защитного покрытия. Кобальтовые сверла дороже не только аналогичных изделий из инструментальной стали, но и сверлильного инструмента из обычного быстрореза. В связи с этим их следует применять только по назначению, и не использовать в тех случаях, когда можно обойтись более дешевым инструментом.
Виды сверл
Идеальный результат сверления зависит не только от профессионализма и опыта мастера, но и от верного подбора сверла. Нужный инструмент значительно облегчит работу. Виды сверл для металлических поверхностей различаются по типу конфигурации и материалу, из которого они изготовлены.
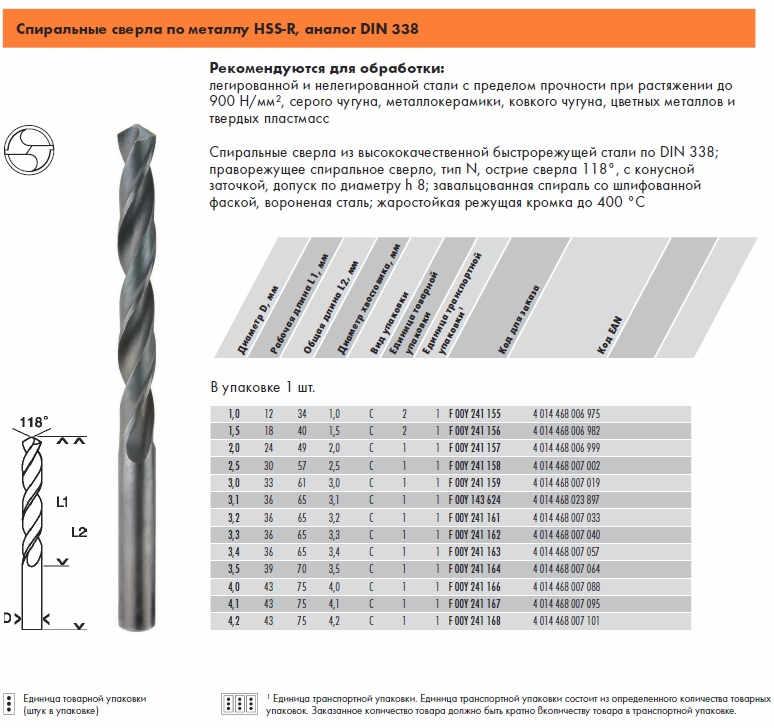
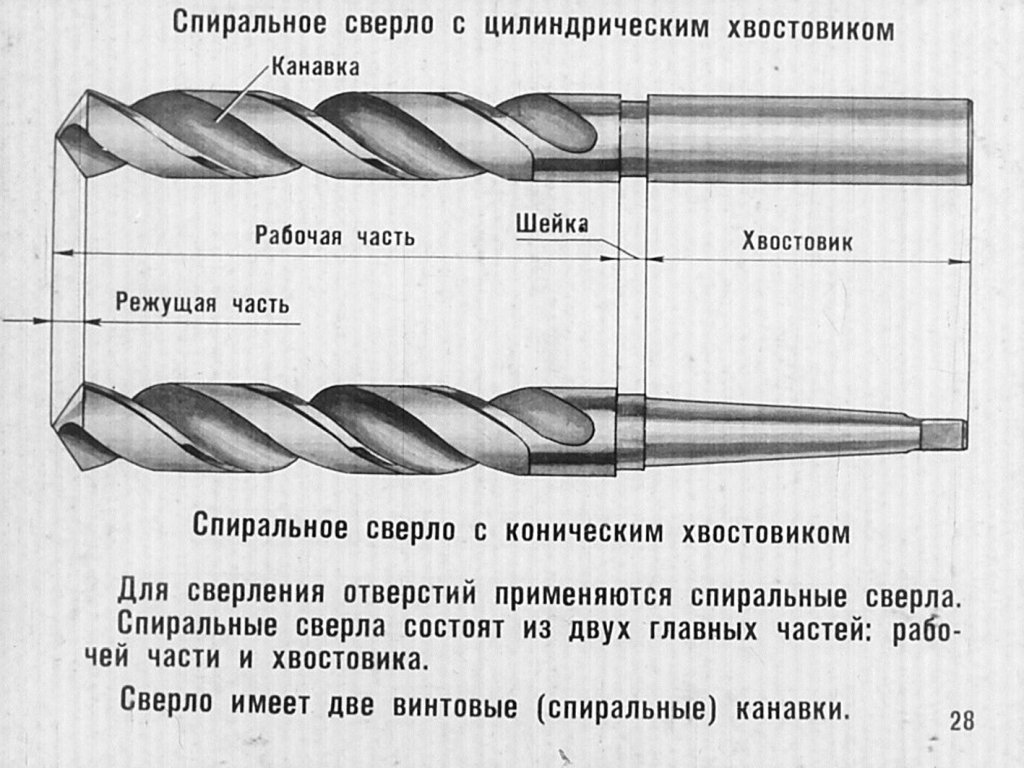
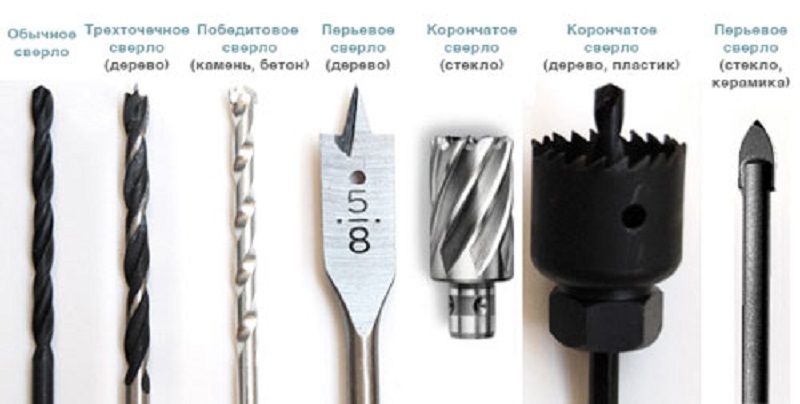
1. Спиральные сверла – стандартные изделия цилиндрической формы. Они достигают 80 мм в диаметре. Изготавливаются из качественной стали. Их конструкция такова, что рабочие поверхности заточены под углом 118 градусов. Они нужны практически для всех основных сверлильных работ с металлом. Это универсальный, прочный инструмент.
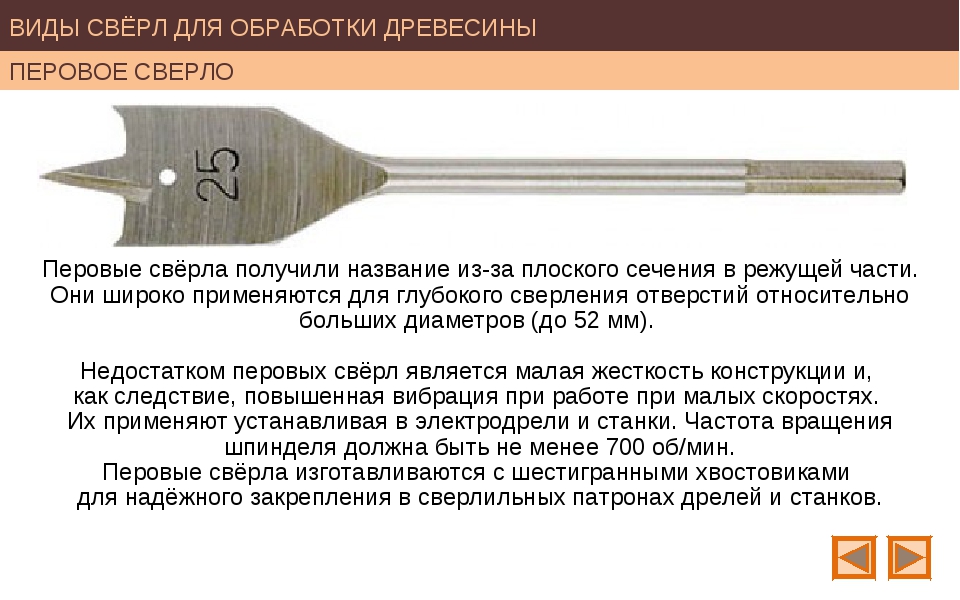
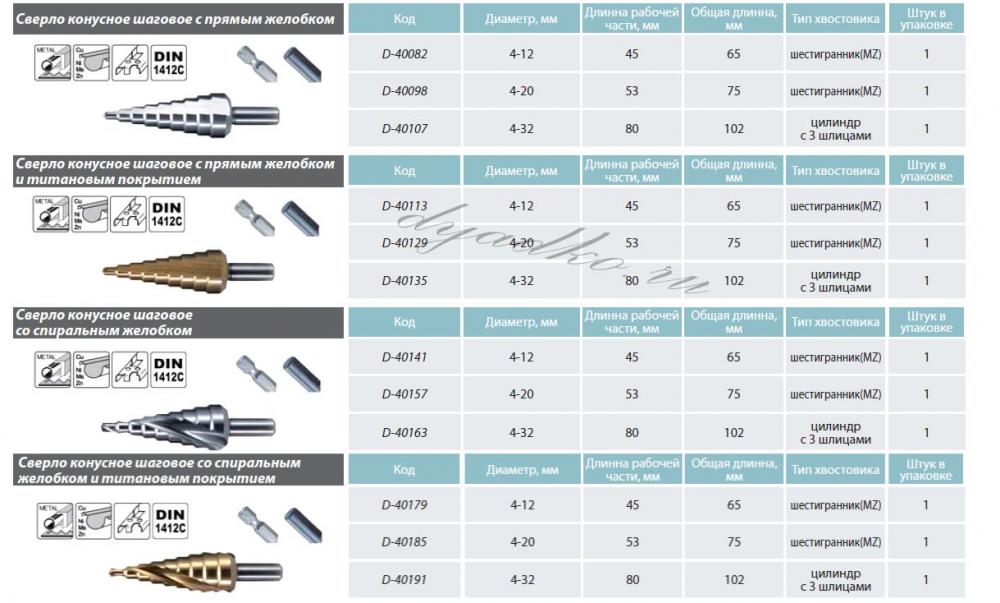
2.Конические (или ступенчатые) сверла – изготавливаются в виде конусов со ступенчатой поверхностью (спиралью). Ими легко можно пробуравить двухмиллиметровое отверстие. Также их используют для корректировки небольших дефектных отверстий, которые образовались в результате плохой работы другого инструмента. 3. Корончатые сверла представляют собой зубчатые полые коронки. Их также называют кольцевыми фрезами. Они нужны мастеру для работы с тонким металлом, чтобы оформить аккуратные отверстия до 30 мм. Данным инструментом можно сверлить на большую глубину, благодаря тому, что стружка проходит в полость коронки. 4. Перовые (плоские) сверла состоят из сменных рабочих пластин. Они предназначены для высверливания идеальных глубоких отверстий в металле любой прочности. Особенность этого вида в том, что плоское сверло практически не делает перекосов во время сверления
Кроме того, они самые дешёвые, поэтому привлекают к себе внимание мастеров. В зависимости от материала производства, сверла делятся на кобальтовые и твердосплавные
Первые выполнены из кобальта. Вторые – из высокопрочных сплавов. — Кобальтовые сверла используют при высоких температурах, так как они не теряют своих качеств. С инструментами из быстрорежущей стали, легированной кобальтом, можно работать с очень прочными материалами и металлическими изделиями высокой вязкости. У кобальтовых свёрл средняя цена, но их качество и работоспособность вполне её оправдывают. — Твердосплавные свёрла обладают высокой твёрдостью режущей кромки. Сама оснастка обычно выполнена из простой стали для слесарных инструментов. А пластины – из карбидного сплава. Такие модели нужны для сверления изделий из особо прочных материалов большой толщины. Особенность твердосплавного сверла в том, что оно умеет самозатачиваться в процессе работы.
Особенности конструкции инструмента
Сверла с твердосплавными пластинами характеризуются рядом конструктивных особенностей. Перечислим наиболее важные.
- Уменьшенная на 20–35% рабочая длина сверла объясняется тем, что его переточка выполняется только по твердосплавной пластине. Длина сверл данного типа, если они используются в комплекте с кондуктором, может быть такой же, как и у быстрорежущего инструмента.
- Увеличение диаметра сердцевины сверла по направлению к хвостовику выполняется в пределах 1,4–1,8 мм на каждые 100 мм длины, как и у сверлильных инструментов других категорий.
- Величина угла наклона винтовой канавки инструмента зависит от того, какой глубины отверстие необходимо сделать.
- На поперечной кромке сверла необходимо выполнять подточку с размерами 1,8–3,5 мм, которая позволяет снизить осевые усилия и уменьшить нагрузку на тело инструмента.
- Конусный хвостовик, при помощи которого сверло фиксируется в шпинделе станка, должен быть точно подогнан под посадочную часть, что увеличит жесткость крепления сверла и минимизирует риск возникновения вибрационных нагрузок, могущих стать причиной выкрашивания твердосплавной пластины и даже ее поломки.
- Чтобы повысить надежность использования твердосплавных сверл по металлу, в их внутренней части часто выполняют отверстие для подачи смазывающе-охлаждающей жидкости. Это позволяет уменьшить температуру резания, уменьшить интенсивность износа инструмента, а также облегчить процесс отвода стружки из зоны обработки.
Устройство сверла со съемными пластинами
Чтобы придать рабочей части сверла требуемую твердость (56–62 единицы по шкале HRC), инструмент подвергают термической обработке, которую, как правило, выполняют одновременно с напайкой твердосплавных пластин.
Высокую производительность обработки, а также устойчивость сверл данной категории обеспечивает целый ряд параметров. Сюда относятся форма твердосплавной пластины, геометрические параметры ее передней поверхности, а также материал, из которого такая пластина выполнена. В настоящее время наибольшее распространение получили инструменты с твердосплавными пластинами правильной трех- и четырехгранной конфигурации, которые позволяют выполнять сверление отверстий с практически плоским дном.
Сверла с такими пластинами, режущая часть которых выполнена в форме волны, позволяет выполнять обработку по технологии пошагового врезания. Использование последней не только обеспечивает стабилизацию положения инструмента в момент его врезания в обрабатываемый материал, но и минимизирует риск его увода в процессе выполнения дальнейшей обработки. Кроме того, сверло с волнообразной режущей кромкой позволяет значительно снизить силы резания, формирующиеся в процессе сверления.
Сверла с механическим креплением сменных многогранных пластин (сверла с МНП)
Конструкция сверл, оснащенных съемными твердосплавными пластинами, позволяет выполнять с их помощью не только сверление, но и такие технологические операции, как растачивание заранее выполненных отверстий, обработка фасок. В таких случаях задействуется периферийная твердосплавная пластина, закрепленная на инструменте.
Сверла с твердыми пластинами, которые закреплены на инструменте механическим способом, эффективно используются для обработки наклонных и вогнутых поверхностей, при этом обработка таким инструментом может выполняться без предварительного засверливания отверстий. Чтобы успешно справиться с такой технологической задачей, величину подачи, с которой инструмент врезается в обрабатываемый материал, необходимо уменьшить на 50–70%.
Маркировка и цвет кобальтовых сверл
В соответствии с ГОСТ 2034-80 на хвостовики сверл толщиной свыше трех миллиметров, кроме диаметра, должна наноситься марка металла, из которой изготовлен этот инструмент. Допускается маркировка двух типов: в виде ГОСТовского буквенно-цифрового кода и международной аббревиатуры с указанием вида и процентного содержания лигатуры. ГОСТ 20698-75 определят три типа стали для изготовления сверла с кобальтом: P6M5K5, P9К5 и P9M4K8. Здесь первая буква означает «сталь быстрорежущая», вторая — среднее содержание вольфрама в процентах, буквы M и K — соответственно молибденовую и кобальтовую добавку, а следующие за ними цифры — их усредненное процентное содержание. К примеру, в одной из самых распространенных кобальтовых сталей P6M5K5 содержание кобальта составляет 4.70÷5.20 %, а в P9M4K8 — 7.50÷8.50 %. В соответствии с международным обозначением на хвостовике изготовленного из них сверла будет выгравировано HSS Co 5 или HSS Co 8 (первые три буквы — это английская аббревиатура словосочетания «быстрорежущая сталь»).

В результате дополнительной обработки спиральных поверхностей кобальтовых сверл повышается их коррозионная и износостойкость, а также улучшается скольжение стружки по канавкам. Самыми распространенными являются три вида такой обработки: парооксидирование (воронение), зеркальная полировка и нанесение износостойких покрытий. В первом случае инструмент приобретает черный цвет, а во втором становится серебристо-блестящим.

Сферы применения

Использование алмазных сверл чрезвычайно широко: от бурения скважин под трубопроводы до сверления деталей точнейших оптических и радиоэлектронных приборов. Наиболее частым является применение в области строительных и ремонтных работ в помещениях. Так, при необходимости проделать отверстие в кафельной плитке или керамограните (например, под электрическую розетку или выключатель) в ход идет кольцевое алмазное сверло соответствующего диаметра.
Когда требуется проложить в помещении электропроводку, допускается работа кольцевым алмазным сверлом диаметром 20 мм.
Также алмазное кольцевое сверло незаменимо при обработке естественного, искусственного камня и кирпича.
Особая сфера применения – сверление стеклянных поверхностей. Здесь уже не обойтись без трубчатого алмазного сверла. Данная операция требует высокой точности и опыта от работника ввиду того, что малейшая оплошность приведет к образованию трещин вокруг отверстия и поверхность будет безнадежно испорчена. Обычный конический инструмент, к сожалению, вызывает появление этих самых трещин, а трубчатое сверло – нет.
Когда речь заходит о работе с высокопрочными металлическими сплавами, нужно применять алмазные сверла по металлу.
Наряду с внешними отличиями изделий для выполнения тех или иных работ их можно также различить по цветовой маркировке этикеток: для бытовых инструментов – синий цвет, для промышленных – используется черный.
Классификация
В зависимости от конструкции сверла для металлических изделий бывают:
- спиральными;
- конусными;
- корончатыми;
- плоскими.
Плоские инструменты отличаются плоской формой рабочей части, еще их называют перовыми. Их преимущества таковы:
- отсутствие чувствительности к перекосам;
- простая конструкция;
- доступная цена.
Однако они имеют и свои недостатки:
- С их помощью нельзя сверлить отверстия большого диаметра.
- Нет автоматического отвода стружки из обрабатываемой зоны.
Спиральные инструменты
 Сверла спирального типа являются наиболее распространенными. Такой инструмент имеет форму цилиндрического стержня, сборку которого находятся спиральные канавки, охватывающие всю его рабочую часть. Благодаря им отводится стружка из рабочей зоны.
Сверла спирального типа являются наиболее распространенными. Такой инструмент имеет форму цилиндрического стержня, сборку которого находятся спиральные канавки, охватывающие всю его рабочую часть. Благодаря им отводится стружка из рабочей зоны.
В зависимости от конструкции и сферы использования спиральные инструменты подразделяются на:
- Цилиндрические — имеют общее назначение. Диаметр инструментов может достигать 80 мм, они могут применяться как для домашних целей, так и производственных.
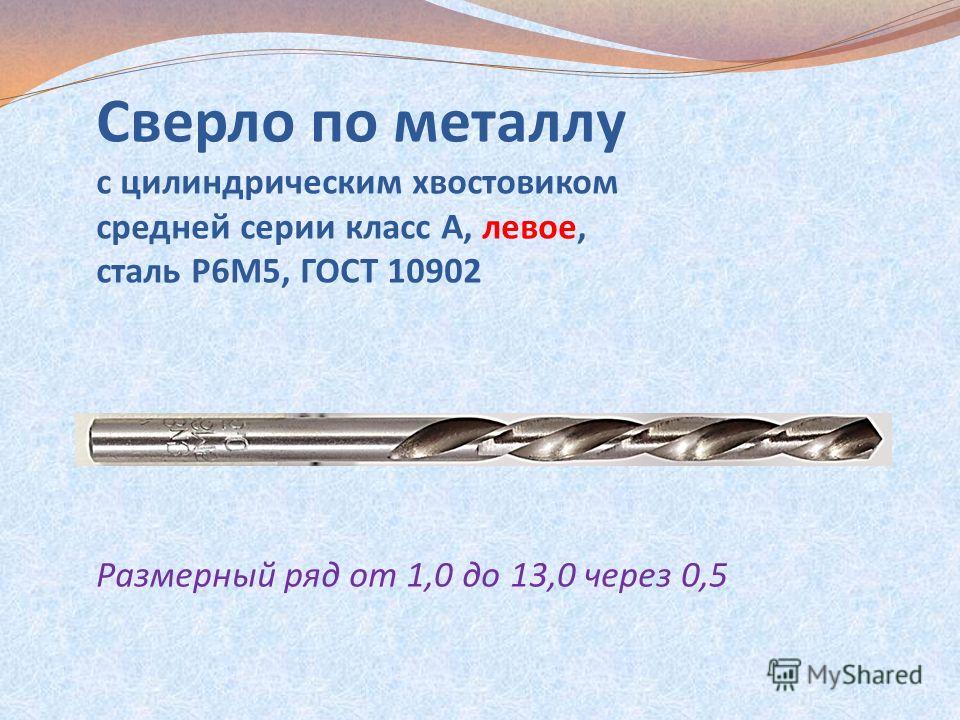
- Левосторонние — обладают ограниченной сферой использования. Они нужны преимущественно тогда, когда нужно из резьбового отверстия высверлить болт со сломанной головкой или же крепежный элемент, который по-другому никак не выкрутить.
- Инструменты повышенной точности — их можно определить по наличию обозначения, А 1. С их помощью можно выполнять отверстия с максимально точным диаметром.
Корончатые и конусные сверла
 Корончатые инструменты имеют вид металлического стакана. На его торцевой рабочей части находятся режущие зубья, с помощью которых можно выполнять отверстия с большим диаметром. Такие зубья могут иметь алмазное напыление или же быть сделанными на основе твердых сплавов.
Корончатые инструменты имеют вид металлического стакана. На его торцевой рабочей части находятся режущие зубья, с помощью которых можно выполнять отверстия с большим диаметром. Такие зубья могут иметь алмазное напыление или же быть сделанными на основе твердых сплавов.




Конусные изделия имеют ступенчатую и гладкую рабочую поверхность и используются для создания отверстий небольшой толщины. Они способны обеспечивать в начале работы легкую центровку отверстия. Их ключевое преимущество — это возможность проделывать отверстия разных диаметров.
Существуют также и другие типы инструментов, благодаря которым можно обрабатывать даже самые высокопрочные материалы. Это кобальтовые или же твердосплавные инструменты.
 Кобальтовые инструменты сделаны из быстрорежущей стали, которая была легирована кобальтом. Этот материал придает высокую прочность сверлу, благодаря ему оно устойчиво к термическим или механическим воздействиям и к деформации. С их помощью можно сверлить даже высокопрочные и вязкие металлы или сплавы. Единственный недостаток — высокая цена, которая компенсируется техническими характеристиками.
Кобальтовые инструменты сделаны из быстрорежущей стали, которая была легирована кобальтом. Этот материал придает высокую прочность сверлу, благодаря ему оно устойчиво к термическим или механическим воздействиям и к деформации. С их помощью можно сверлить даже высокопрочные и вязкие металлы или сплавы. Единственный недостаток — высокая цена, которая компенсируется техническими характеристиками.
Если же говорить о твердосплавных конструкциях, то они отличаются тем, что на их режущей части ставят твердосплавные пластины, а основная часть сделана на основе инструментальной стали. Пластины производятся на основе карбидных сплавов, имеющих высокую износостойкость и твердость. Режущие пластины не нужно будет в будущем перетачивать, а с помощью такого инструмента можно сверлить особо твердые металлы или сплавы, а также изделия с большой толщиной.
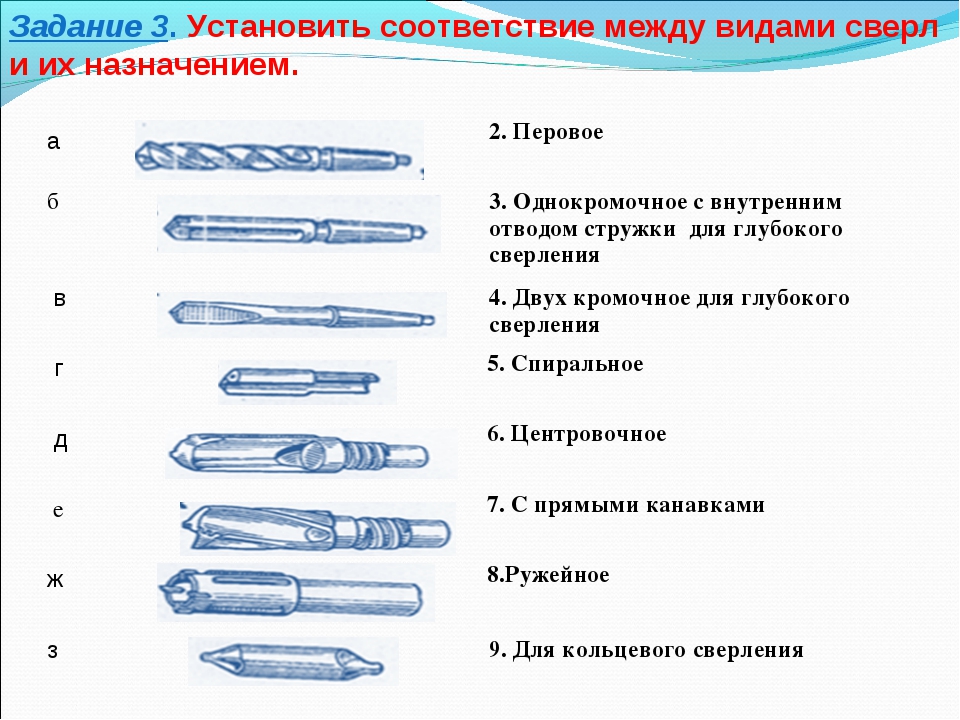
Классификация свёрл[ | ]
Некоторые виды свёрл: A — по металлу; B — по дереву; C — по бетону; D — перовое сверло по дереву; E — универсальное сверло по металлу или бетону; F — по листовому металлу; G — универсальное сверло по металлу, дереву или пластику. Хвостовики: 1, 2 — цилиндрический; 3 — SDS-plus; 4 — шестигранник; 5 — четырёхгранник; 6 — трёхгранник; 7 — для шуруповёртов. Центровочное сверло Ступенчатое сверло Пустотелые свёрлаПо конструкции рабочей части
бывают:
Спиральные (винтовые) — это самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов.Конструкции Жирова — на режущей части имеются три конуса с углами при вершине: 2φ=116…118°; 2φ0=70°; 2φ0’=55°. Тем самым длина режущей кромки увеличивается, и условия отвода тепла улучшаются. В перемычке прорезается паз шириной и глубиной 0,15D. Перемычка подтачивается под углом 25° к оси сверла на участке 1/3 длины режущей кромки. В результате образуется положительный угол γ≈5°.
Плоские (перовые ; жарг.пёрки ) — используются при сверлении отверстий больших диаметров и глубин. Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком.
Свёрла Форстнера — усовершенствованная версия перового, с дополнительными резцами-фрезами.
Для глубокого сверления (L≥5D) — удлинённые винтовые свёрла с двумя винтовыми каналами для внутреннего подвода охлаждающей жидкости. Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла.Конструкции Юдовина и Масарновского — отличаются большим углом наклона и формой винтовой канавки (ω=50…65°). Нет необходимости частого вывода сверла из отверстия для удаления стружки, за счет чего повышается производительность.
Одностороннего резания — применяются для выполнения точных отверстий за счёт наличия направляющей (опорной) поверхности (режущие кромки расположены по одну сторону от оси сверла).Пушечные — представляют собой стержень, у которого передний конец срезан наполовину и образует канал для отвода стружки. Для направления сверла предварительно должно быть просверлено отверстие на глубину 0,5…0,8D.
Ружейные — применяются для сверления отверстий большой глубины. Изготовляются из трубки, обжимая которую, получают прямую канавку для отвода стружки с углом 110…120° и полость для подвода охлаждающей жидкости.
Пустотелые (также кольцевые, корончатые) — свёрла, превращающие в стружку только узкую кольцевую часть материала.
Центровочные — применяют для сверления центровых отверстий в деталях.
Ступенчатые — для сверления одним сверлом отверстий разного диаметра в листовых материалах.
По конструкции хвостовой части
бывают:
- с цилиндрическим хвостовиком (ГОСТ 10902-77, DIN 338)
- с коническим хвостовиком (ГОСТ 10903-77 (конус Морзе), DIN 345)
- с трёх-, четырёх- и шестигранным хвостовиком
- SDS, SDS+ и др.
По способу изготовления
бывают:
- Цельные — спиральные свёрла из быстрорежущей стали марок Р9, Р18, Р9К15, Р6М5, Р6М5К5, либо из твёрдого сплава.
- Сварные — спиральные свёрла диаметром более 20 мм часто изготовляют сварными (хвостовую часть из углеродистой, а рабочую часть из быстрорежущей стали).
- Оснащённые твердосплавными пластинами — бывают с прямыми, косыми и винтовыми канавками (в том числе с ω=60° для глубокого сверления).
- Со сменными твердосплавными пластинами — также называются корпусными (оправку, к которой крепятся пластины, называют корпусом). В основном используются для сверления отверстий от 12 мм и более.
- Со сменными твердосплавными головками — альтернатива корпусным сверлам.
По назначению
По форме обрабатываемых отверстий
бывают:
- Цилиндрические
- Конические
По обрабатываемому материалу
бывают:
- Универсальные
- Для обработки металлов и сплавов
- Для обработки бетона, кирпича, камня — имеет наконечник из твёрдого сплава, предназначенный для бурения твёрдых материалов (кирпич, бетон) с ударно-вращательным сверлением. Свёрла, предназначенные для обычной дрели, имеют цилиндрический хвостовик. Хвостовик бура для перфораторов имеет различную конфигурацию: цилиндрический хвостовик, SDS-plus, SDS-top, SDS-max и т. д.
- Для обработки стекла, керамики
- Для обработки дерева
Маркировка режущих изделий
Маркировка сверл по металлу необходима для определения типа стали, из которого изготовлен режущий инструмент. На изделии также указывается его диаметр, класс точности и производитель (страна). Не маркируются только спиральные буравчики, диаметр которых менее 2 мм.
В остальных случаях маркировка свёрл может иметь следующие значения:
- Р9 — изготовлено из быстрорежущей стали с процентным содержанием вольфрама 9%.
- Р9К15 — указывает на наличие в быстрорежущей стали кобальта в количестве 15%.
- Р6М5К5 — обозначает наличие сложного состава режущей стали содержащей вольфрам, кобальт и молибден.

Импортные изделия имеют обозначение HSS, по которому можно определить состав материала, из которого был изготовлен бурав. Сверло HSS — расшифровка которого будет приведена ниже, используется с дополнительной буквой, по которой и определяется наличие легирующего металла.
Маркировка HSS:
- HSS-Е — содержит кобальт. Используется при обработке металлов повышенной вязкости.
- HSS-Tin — имеет титановое напыление, который значительно увеличивает твёрдость рабочей поверхности, а температурная устойчивость материала повышается до +600 градусов.
- HSS-Е VAP — режущий инструмент используется для обработки нержавеющих материалов.
- HSS-4241 — предназначены для сверления алюминия.
- HSS-R — обладают максимальной прочностью.

Что означает цвет сверла?
Все сверла изготавливаются следующих цветов: ярко-золотой, черный золотистый, серый и черный.
Ярко-золотой цвет говорит о том, что в процессе обработки инструмента применялся нитрид титана. Покрытое нитридом титана сверло обладает повышенной прочностью. В процессе сверления между поверхностями создается меньшее трение.
Черный золотистый оттенок свидетельствует о том, что в исходном сырье, дабы снять внутреннее напряжение применялся отпуск.
Серый цвет говорит о том, что не проводилась окончательная обработка по защите и упрочнению материала. Это означает, что изделие низкого качества – оно долго не прослужит.
Черный цвет означает, что инструмент был обработан перегретым паром, что позволило увеличить его износостойкость.

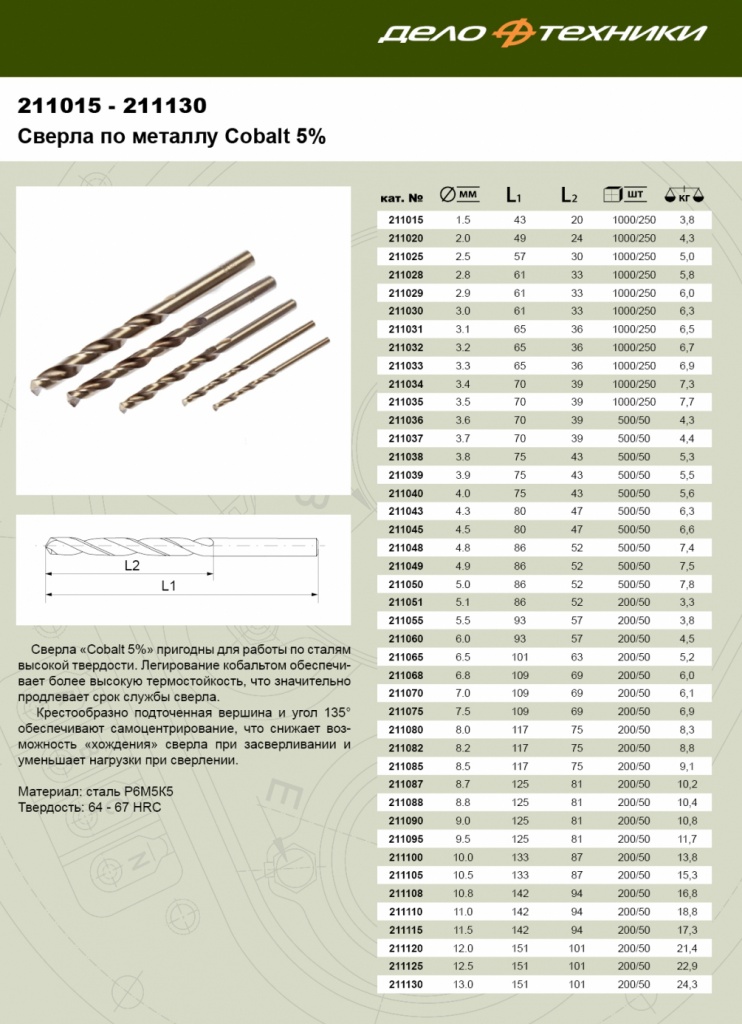
Кобальтовые сверла по металлу Р9 от торговой марки Polmart
Для сверления высокопрочных металлов предназначены сверла из быстрорежущей стали Р9 стандарта DIN 338. Эти сверла могут работать как со стационарными так и с ручными дрелями. Красностойкость описываемого сверла по металлу повышается из-за высокого содержания в составе инструмента кобальта и прочих легирующих элементов. Эти кобальтовые сверла широко используются для выполнения отверстий в нержавеющих, кислотоупорных, тугоплавких и высоколегированных сталях, плотность которых достигает 1000 Н/мм.
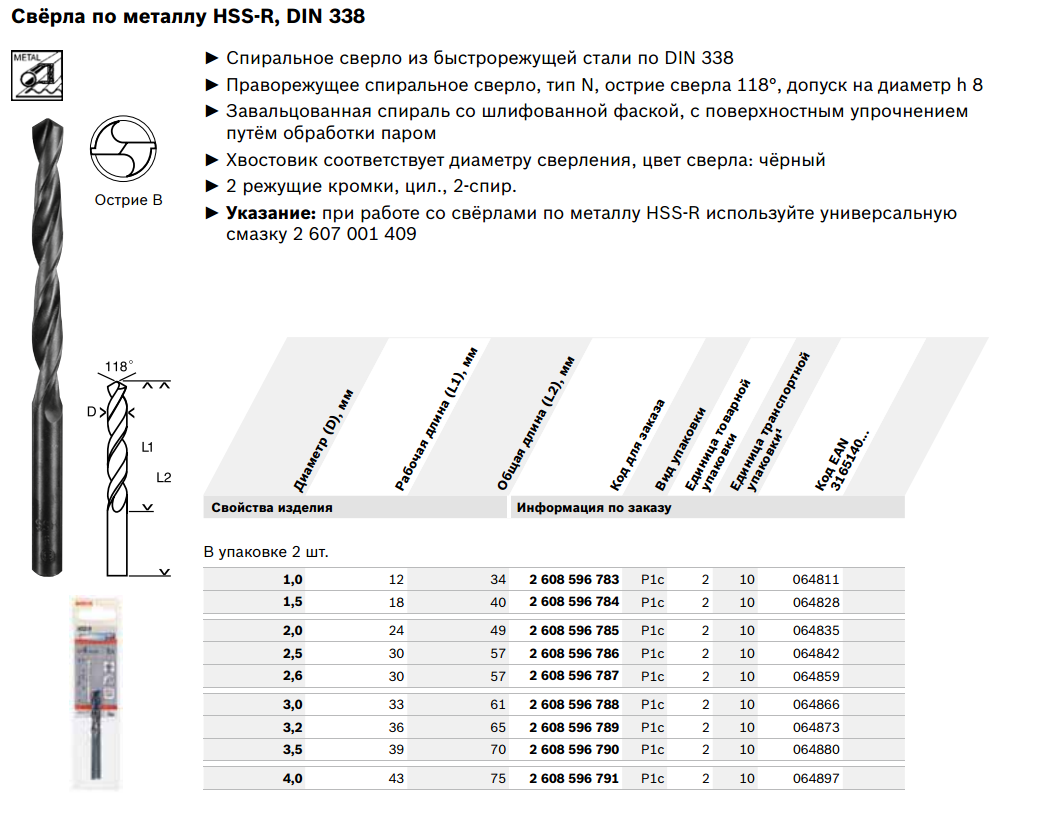
Сверла по металлу от торговой марки Bosch
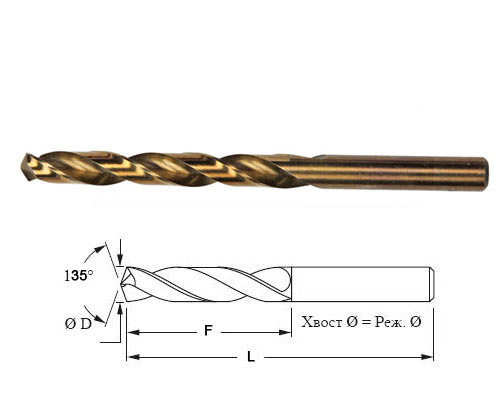
Сверло по металлу от компании Bosch линейки изделий HSS-CO изготавливаются согласно всем стандартам из быстрорежущей стали. Благодаря этим сверлам в процессе сверления стружка удаляется очень быстро из-за оксидного покрытия сверла по металлу. Сверло имеет угол заточки в форме зубила и равен 135° с сеточной шлифовкой применяется для сверления практически всех сталей.
Термическую стойкость улучшает легирование сверла кобальтом, при этом показатель прочности на разрыв равняется 1000 Н/мм. Это означает, что такое сверло можно применять для сверления практически всех сплавов, сталей и в то же время выполнять различной сложности производственные задачи. Необходимая выдержка наружного диаметра сверла обеспечивается классом точности h8.






Сверла по металлу с титановым покрытием от компании Haisser
Эти сверла заточены крестообразно и являются одними из мощнейших инструментов, применяемых при сверлении в быту и промышленности при самых высоких нагрузках. Сверла по металлу с титановым покрытием могут работать в тяжелых условиях, при этом обеспечивается максимальное охлаждение титанового покрытия. В основном такие сверла применяются в промышленности и во время проведения сложных технологических работ. Сверло имеет угол заточки с сеточной шлифовкой равный 135°. Высокая износостойкость и практичность способствуют увеличению срока службы.
Такие сверла по металлу с титановым покрытием применяются для легированных и нелегированных сталей, цветных металлов, плексигласа, металлокерамики.
«Адель»-алмазный инструмент
Бензиновый бур для земляных работ и установки столбов
Цвет и маркировка
Каждое кобальтовое сверло имеет определенную маркировку. В ней сначала пишут букву химического элемента, а затем цифру, указывающую, какой процент данного элемента содержится в стали, послужившей для изготовления сверла.
Обычно подобным образом указывается несколько элементов (Р — вольфрам, К — кобальт, М — молибден, Ф — ванадий).
К примеру, сталь Р6М5К5 имеет следующие примеси:
· 6 процентов вольфрама;
· 5 процентов молибдена;
· 5 процентов кобальта.
Не стоит удивляться, если увидите в магазине, что кобальтовое свело бывает разного цвета.
Обычно можно встретить сверла следующих цветов:
- черно-золотой;
- яркий золотой;
- черный;
- серый.
Черно-золотой цвет является признаком того, что сталь проходила процедуру термической обработки по названию отпуск. Это делается, чтобы устранить в ней внутреннее напряжение.
Золотой цвет является признаком того, что в сталь добавили нитрид титана. Это делается для того, чтобы улучшить прочность стали. При работе подобным сверлом будет меньшее трение.
Черный цвет — признак обработки сверла при его изготовлении перегретым паром. Это обеспечивает улучшение износостойкости.
Серый цвет имеет сверло, которое не подвергалось финальной обработке. Это самые низкокачественные кобальтовые сверла.
Визуальное определение типа сверла
По внешнему виду режущего буравчика можно определить тип материала из которого изготовлены изделия и тем самым узнать механическую прочность образца. По цвету можно определить состав и качество изготовления.
Серый
Свёрла серого цвета изготавливаются из металла, который не подвергался какой-либо дополнительной обработке.
Качество инструмента, в данном случае, оставляет желать лучшего, но для одноразового применения такие изделия вполне сгодятся.
Чёрный
Такой цвет свидетельствует о том, что инструмент подвергался обработке перегретым паром. В процессе обработки изделие приобретает большую прочность.
Отлично переносит многочисленные циклы нагрева и остывания металла, а также сохраняет заточку рабочей поверхности в течение длительного времени.
Тёмно-золотистый
Данный цвет говорит, что режущий инструмент был подвергнут процедуре отпуска. Такой вид обработки значительно повышает механическую прочность изделия в результате снижения внутренних напряжений.

Отпущенным сверлом можно успешно обрабатывать металлы повышенной прочности, поэтому если предстоит сверление слишком твёрдых сплавов рекомендуется приобрести подобную модель.
Ярко-золотистый
Ярко-золотистая окраска говорит, что при производстве использовался металл изготовленный с добавлением титана.

Несмотря на высокую стоимость таких моделей, гораздо практичнее приобрести качественное сверло, чем использовать дешёвые режущие инструменты, которые при сложных работах понадобится использовать в больших количествах.
Каким производителям можно доверять
Качество и срок службы сверл обработки металла зависит от производителя. Мастера, которые пользуются свёрлами каждый день, утверждают, что хороший инструмент можно найти как у отечественных компаний, так и у зарубежных. Сверла российского производства устойчивы к износу, прочны и долговечны, но, к сожалению, на рынке их с каждым годом всё меньше. Сейчас спросом пользуются изделия и «Зубр». Под этими торговыми марками выпускаются не дорогие, но надёжные инструменты высокого качества. Также хорошо зарекомендовали себя сверла и «АТАКА». Среди импортных профессионалы предпочитают режущие инструменты по металлу , «Bosch», «Haisser» и «Makita». Характеристики у них примерно одинаковые: могут выдерживать экстремальные нагрузки, работать «на износ», при этом изнашивание происходит медленно. Хорошее соотношение цены и качества. Есть еще две и «Dewalt». Их изделия отличаются от прочих высокой скоростью сверления. Цена инструмента зависит от страны производства, длины, диаметра, прочности и от того, для чего он предназначен.
| Рейтинг лучших сверл для обработки металла |
| Bosch 2607017154 |
| Атака Н802-6 |
| Wurth Zebra Spiralbohrersatz HSS |
| Энкор 25219 |
| Metabo Bestell-Nr. 27 094 HSS—G |
| AEG HSS-G 4932430416 |
| Зубр МЕТ-Ш H19 Р6М5 |
| DeWALT DT7926 Extreme2 HSS |
| Hawera HSS—C SpiralBohrer GQ-32692 |
| Irwin TurboMax 10503992 |
3 Маркировка сверл : расшифровываем обозначения
На маркировку сверл по металлу и дереву влияет, прежде всего, их диаметр. Тонкие изделия выпускаются без какой-либо маркировки вообще – диаметр и марка стали обозначается на инструментах от 3 мм и выше. Чем толще сверло, тем больше на нем должно быть указано информации: класс точности, производитель…
Буквы и цифры, которые нанесены на изделие, расшифровать несложно. Традиционно маркировка изделий, произведенных отечественными заводами, начинается с буквы Р – так обозначают быстрорежущую сталь. Цифра, которая идет следом, указывает на процентное содержание вольфрама. Последующие обозначения указывают массовые доли других элементов. Кобальт обозначается буквой К, молибден – буквой М. Чем больше таких элементов в составе, тем лучше изделие выдерживает температурные и механические нагрузки.

Традиционно процентное значение углерода и хрома не маркируют, поскольку в первом случае содержание элемента всегда пропорционально содержанию ванадия, а во втором случае процент всегда один и тот же – 4 %. Если ванадия в составе стали больше 3 %, то на сверле появится буквы Ф и цифра с указанием количества.







Для импортных изделий применяется совсем иная маркировка – DIN и HSS. Сверла DIN представляют собой многоцелевые инструменты, которые подходят как для обычных работ, так и для глубокого сверления. Лучше всего они работают с металлами, которые образовывают среднюю и длинную стружку. Изделия могут иметь разное покрытие, которое легко распознать по цветам.
HSS-сверла различают по буквам, которые идут после аббревиатуры. Так, буква G свидетельствует о том, что перед вами инструмент, который легко справится с углеродистыми и легированными сталями, чугуном, алюминиевым и медным сплавами. E – это сверла, которые, помимо легированной и углеродистой стали, просверлят кислостойкий и нержавеющий металл.
Для титанового сплава, который известен своей прочностью, подойдет HSS-G TiN и HSS-G TiAlN. Само собой, все вышеперечисленные металлы также им по зубам. Выбирайте инструменты от проверенных производителей – хорошие сверла изготавливают в Германии, Франции, странах Прибалтики, да и среди отечественных производителей найдется немало достойных. Изделия из Китая традиционно проигрывают по качеству, хотя и более доступны.
Особенности работы сверлами HSS
При выполнении операции сверления таким сверлом необходимо соблюдать режимы резания и технологию выполнения работ.
Основные требования следующие:
- правильно подбирать тип и диаметр в соответствии с обрабатываемым металлом;
- грамотно подбирать режимы сверления (обороты шпинделя, скорость резки);
- устанавливать под углом 90° к поверхности металла;
- не бить о поверхность металла при его заходе;
- применять охлаждающие жидкости и среды только те, которые рекомендует производитель;
- использовать оборудование и инструмент, который имеет соответствующее приспособление для установки сверла.
На видео рассказывается о работе с некоторыми типами инструмента:
Улучшение характеристики изделий из HSS-сталей
Для придания твердости материала, стойкости к износу и устойчивости к коррозии поверхность инструментов подвергают дополнительной обработке. К таким методам относятся:
- Азотирование. Насыщение азотом слоя поверхности проводится в газовой среде, которая состоит из 80% азота и 20% аммиака или на 100% из аммиака. Технологический процесс длится от 10 до 40 минут при температуре 500-600оС и приводит к укреплению поверхностной оболочки.
- Цианирование. Насыщение осуществляется в жидкой или газовой среде, состоящей из химического элемента — цинка. Процесс высокотемпературного цианирования длится от 5 до 45 минут при температуре 800-900оС. Низкотемпературный процесс происходит при 500-600оС и обеспечивает износостойкость и высокую твердость инструменту.
- Сульфидирование. Насыщение поверхностей стальных изделий серой осуществляется при 550-600оС путем нагревания в серноазотистых солях в течение 2-3 часов. В результате процесса повышается износоустойчивость стальных изделий.
Это интересно: Пайка нержавейки: особенности, технология и советы профессионалов. Выбор припоя для пайки
Суть химико-термической обработки заключается в проникновении различных химических элементов в атомную кристаллическую решетку железа при нагревании деталей из стали в среде, насыщенной необходимыми элементами.
Быстрорежущие легированные стали предназначены для производства металлорежущего инструмента, который используют при работе на высоких скоростях. HSS-сплавы отличаются способностью сохранения износостойкости и сопротивляемости к разрушению при повышенных температурах. Добавление в состав стали молибдена, вольфрама, кобальта и ванадия обеспечивает красностойкость и горячую твердость.
Характеристика
Разберем, какие характеристики имеют кобальтовые сверла.
Среди главных особенностей данных инструментов следует выделить следующее:
- Кобальтовые сверла не уводит вбок при начале просверливания отверстия. А это означает, что при работе с ними не нужно предварительно проделывать керном углубление там, где будет центр будущего отверстия.
- Отверстия в металле, после его обработки сверлом кобальт получаются идеально точными. На их внутренних стенках нет заусенцев и дефектов.
- Характерна повышенная износостойкость.
- В два раза больше скорость сверления по сравнению с другими сверлами.
- Можно использовать для просверливания труб.
- Требуют мало усилий во время сверления.