Ремонт или доработка устройства скорости подачи электродной проволоки
Практически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе.

Особенности устройства полуавтоматического сварочника.
В первом случае можно обойтись банальной заменой проволоки. Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма.
Если же было принято решение сделать полуавтомат самостоятельно из инвертора своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно.
В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов.
На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой.
В случае правильной сборки и отсутствия каких-либо ошибок, самодельный прибор прослужит достаточно долго.
Электроника системы управления
Когда полуавтомат из инвертора собран, а все детали и узлы размещены внутри корпуса, можно переходить к созданию системы управления механической частью.
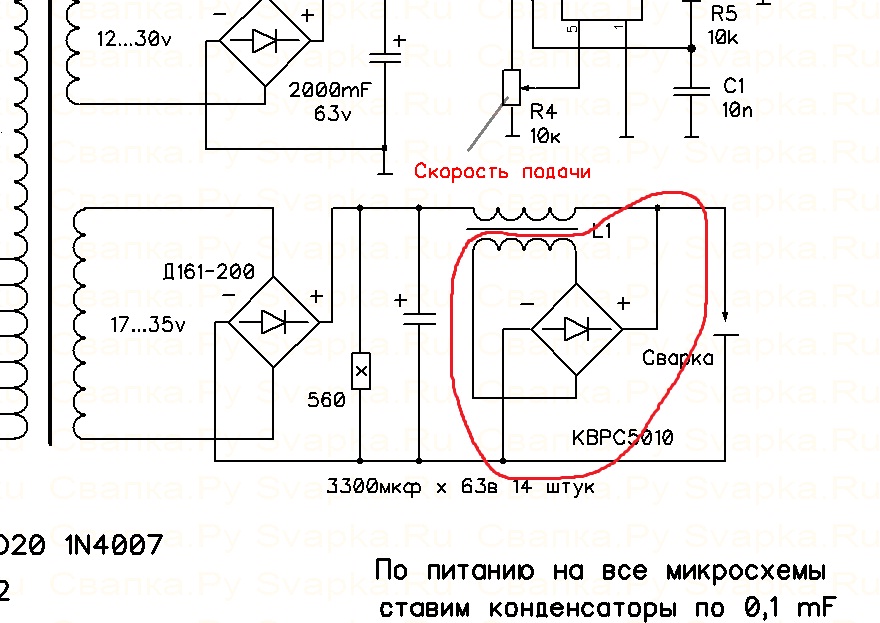
Качество сварочного шва во многом зависит от скорости подачи проволоки, которая должна быть неизменной в период всего процесса сварки. Этот параметр обеспечивается двигателем с автомобильного стеклоочистителя. Для изменения скорости вращения нужно сделать полуавтомат подключенным к ШИМ-контроллеру. В этом приборе имеется цифровое табло, устанавливаемое на передней панели корпуса.
Управление газовым клапаном осуществляется отдельным реле, с помощью которого осуществляется и пуск двигателя. Активация всех элементов происходит после нажатия пусковой кнопки, установленной на рукоятке горелки. Газ к месту сварки должен поступать до подачи проволоки, с некоторым опережением, примерно на 2-3 секунды. При несоблюдении этого условия, зажигание дуги произойдет в открытом воздухе, а не в защитной газовой среде. Из-за этого проволока может расплавиться раньше времени.

В качестве основы реле задержки можно взять 815-й транзистор и конденсатор емкостью 200-2500 мкФ, обеспечивающий двухсекундную паузу. При наличии блока питания от компьютера на 12 В, вместо предложенной схемы можно воспользоваться автомобильным реле.
Размещение запорного электромагнитного клапана производится в местах, где он не будет влиять на функции подвижных деталей. Можно купить готовое изделие или воспользоваться воздушным клапаном автомобиля ГАЗ-24. Благодаря этому компоненту, защитный газ автоматически подается на горелку. Его включение происходит только после нажатия пусковой кнопки, благодаря чему исключается перерасход дорогостоящего газа.
После проверки работоспособности схемы, все компоненты также размещаются внутри корпуса. Однако, эффективная работа полуавтомата не может быть в полной мере обеспечена вольтамперными характеристиками применяемого инвертора. Для того чтобы система работала полноценно, в схему нужно внести незначительные изменения.
Полуавтомат из инвертора
Существует несколько способов, как можно из инвертора сделать рабочий полуавтомат. Мы перечислим самые интересные, на наш взгляд. Вы сможете воплотить их в домашних условиях, обладая базовыми знаниями в области электротехники.
Способ №1
Чтобы сделать инверторный сварочный полуавтомат своими руками, вам понадобится «донор». Без него сделать полуавтомат просто не получится. В качестве «донора» возьмите не самый слабый инвертор для ММА сварки. Он обязательно должен быть рабочим, и без проблем выполнять обычные сварочные операции.
Вам необходимо изменить вольт-амперные характеристики выбранного вами инвертора, чтобы он мог работать в режиме полуавтоматической сварки. Для этого можно использовать ШИМ-контроллер. Однако, этот вариант очень трудоемкий и не подойдет для тех, кто не силен в электротехнике.
Поэтому, чтобы собрать сварочный полуавтомат из инвертора своими руками, мы рекомендуем сделать дроссель. Для этого подойдет дроссель от лампы дневного света. И после дросселя нужно взять напряжение на обратную связь. Посмотрите ролик ниже, где подробно рассказывается суть этого способа. Там же в ролике есть понятная схема.
Способ №2
Второй способ крайне прост и подойдет для тех, кто обладает определенной инверторнойсваркой.Дело в том, что в продаже существуют инверторы, способные переключаться в режим с жестким изменением вольт-амперной характеристики.Если вы обладатель именно такого инвертора, то можете только порадоваться за себя.Чтобы превратить такой аппарат в полуавтомат, вам достаточно докупить внешний подающий механизм.
В комплекте с механизмом должны быть все необходимые кабели и разъемы. Вам достаточно без проблем подключить подающий механизм подачи сварочной проволоки к сварочному инвертору и можно варить. Можно считать, что в данном случае подающий механизм работает как приставка к инвертору для полуавтоматической сварки. Посмотрите видео ниже, где автор рассказывает про свой инвертор, к которому он подключил подающий механизм.
Способ №3
Последний способ превращения из сварочного инвертора в полуавтомат своими руками потребует некоторых знаний и навыков. В этом случае вам так же понадобится инвертор-донор. Учтите, что подойдет не любой аппарат. Вам нужен инвертор с компоновкой ZX-7. На выходе у него должен быть шунт, а на «первичке» должен быть трансформатор тока. Еще лучше, если у аппарата не будет никаких дополнительных функций вроде горячего старта или форсажа дуги.
Вам так же необходимо изменить вольт-амперные характеристики, а еще установить настройку нарастания тока. Дальнейшие действия напрямую зависят от схемы вашего инвертора. Так что не ленитесь найти темы на различных форумах, посвященных переделке инвертора в полуавтомат. Посмотрите видео ниже с тестом такого самодельного аппарата.
Правила безопасности
Сварочный полуавтомат замечательно подходит для выполнения ряда работ в домашних условиях. С его помощью даже новичок может получить чистый и красивый шов при сваривании различных материалов.
Чтобы работа была комфортной и производительной, нужно соблюдать ряд важных правил и особенно требования техники безопасности, а именно:
- К сварочному аппарату должен быть свободный доступ со всех сторон.
- Перед началом работ необходимо проверить заземление прибора и исправность всех соединений.
- Смотреть на световую дугу нужно через специальные средства защиты глаз.
- Сварочные работы в помещении нужно проводить при постоянном проветривании.
- Любые ремонтные работы надо проводить во время полного обесточивания устройства.
Соблюдение несложных правил сведет к минимуму риск травматизма, ожогов и обеспечит производительную сварку.
Реализация электрической части
Для этого понадобится:
- два автомобильных реле;
- диод;
- шим регулятор для двигателя;
- конденсатор с транзистором;
- электромагнитный клапан холостого хода – для подачи газа в горелку. Подойдет любая ВАЗовкая модель, например от восьмерки;
- провода.
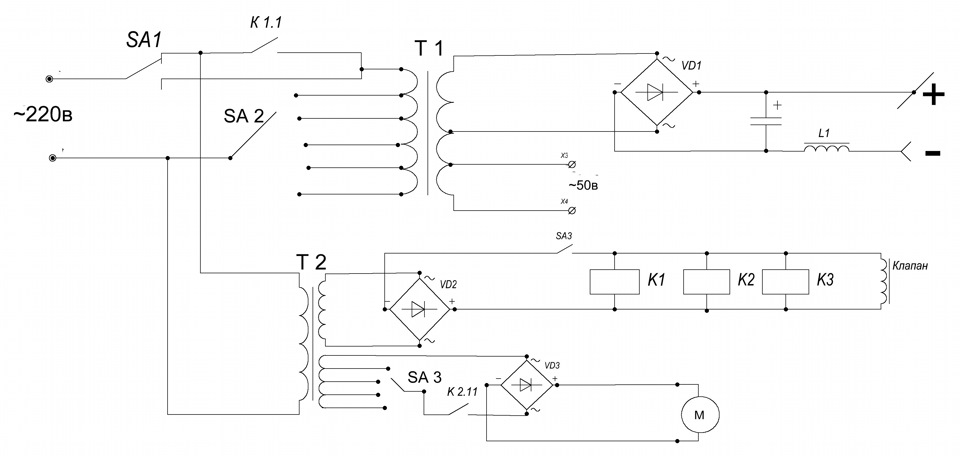
Схема управления подачей проволоки и газа довольно проста и реализуется следующим образом:
- при нажатии кнопки на горелке срабатывает реле №1 и реле №2;
- реле №1 включает клапан подачи газа;
- реле №2 работает в паре с конденсатором и включает подачу проволоки с задержкой;
- протяжка проволоки делается дополнительной кнопкой в обход реле подачи газа;
- для снятия самоиндукции с электромагнитного клапана, к нему подключается диод.
- Нужно предусмотреть подключение горелки к силовому кабелю от инвертора. Для этого рядом с евро разъемом, можно установить быстросъемный разъем и подключить его к горелке.
Полуавтоматический аппарат имеет такую последовательность работы:
- Включается подача газа.
- С небольшой задержкой включается подача проволоки.
Такая последовательность нужна, чтобы проволока сразу попадала в защитную среду. Если сделать полуавтомат без задержки – проволока будет залипать. Для ее реализации, понадобится конденсатор и транзистор, через которые подключается реле управления двигателем. Принцип действия:
- напряжение подается на конденсатор;
- он заряжается;
- ток подается на транзистор;
- включается реле.
Емкость конденсатора нужно подбирать так, чтобы задержка равнялось примерно 0,5 секунды – этого достаточно для заполнения сварочной ванны.
После сборки механизм нужно протестировать, а процесс изготовления можно увидеть на видео.
Советы вдогонку
Как выглядит газовая горелка для сварочного аппарата?
Несколько советов от экспертов, чтобы понять, как выбрать сварочный полуавтомат для конкретных нужд: в некоторых аппаратах на горелках поставлены евро-разъёмы, которые подойдут для работы далеко не везде. Их можно сразу же сменить.
- Проверяйте механизм протаскивания проволоки. Если в нем стоит двигатель малой мощности, механизм быстро сломается. Да и ролики ля проволоки должны быть нормальных размеров – не меньше 30 х 22 х 10 мм.
- Есть модели, в которых индуктивность регулируется жестко и автоматически: или «сильно» или «слабо». Такие аппараты лучше избегать, потому что регулировка должна быть мягкой и плавной – от этого зависит качество сварочного шва.
- Регулировка индуктивности лучше не ручная, а цифровая. В этом случае намного легче и правильнее настраиваются остальные параметры.
- Дополнительным плюсом всегда выступает автоматическое отключение прибора во время перегрузки.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.

Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
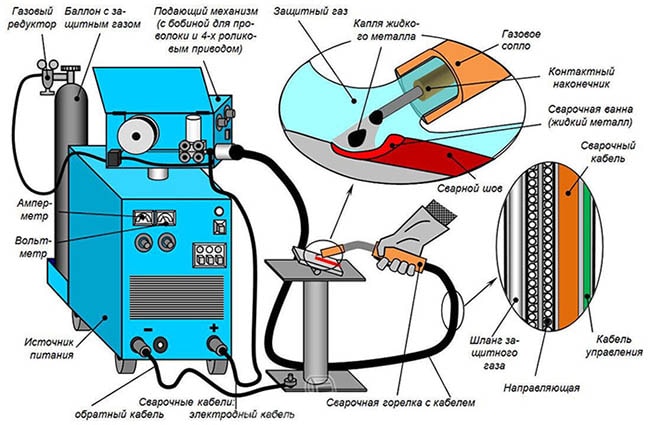
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
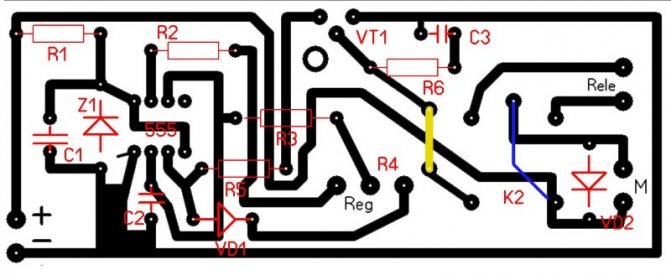
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва
Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Последовательность сборки
Сборочные работы начинаются с выбора необходимого корпуса. Подойдет короб или ящик подходящего размера из пластика, текстолита или фанеры толщиной 6 мм, либо листового металла.
В него встраиваются трансформаторы, связанные первичными и вторичными обмотками. Для первичной обмотки применяется параллельная схема подключения, а для вторичной – последовательная. Такое исполнение обеспечивает поступление тока до 60 А. Максимальное сварочное напряжение на выходе будет 40 В. Полученные рабочие характеристики позволяют сваривать маленькие металлоконструкции бытового назначения.
Непрерывная работа инверторного устройства вызывает перегрев. Чтобы этого не произошло, в конструктивную схему встраивается система охлаждения. Самым простым способом снижения нагрева является установка по бокам корпуса вентиляторов. Они размещаются напротив трансформаторов так, чтобы работать на вытяжку.
Для сварочного полуавтомата используют блок охлаждения от устаревших моделей компьютеров. Обеспечить отвод теплого воздуха и поступление свежего поможет ряд отверстий в корпусе диаметром не меньше 5 мм. Количество отверстий — 20-50 штук.
Настройка полуавтомата
Переходим непосредственно к вопросу, как настроить сварочный полуавтомат для работы. В рамках этой статьи мы не будем рассказывать про регулировку подачи защитного газа или про заправку присадочной проволоки. Все это вы уже должны были изучить заранее. Мы расскажем именно про подбор силы тока и напряжения. Поскольку две этих характеристики наиболее важны. Наша задача — найти оптимальную «область сварки», как в графике, который мы вам показывали выше.
Подготовительный этап
Возьмите ненужный кусок металла (желательно не очень тонкий, 5 мм подойдет, и не очень большой). Обязательно подготовьте поверхность к сварке. Удалите все загрязнения, в том числе коррозию и краску, если имеется. Зачистите поверхность до блеска с помощью металлической щетки, шлифовальной машинки или наждачки.

Подготовленный металл
Вы будете использовать этот металл в качестве подопытного, и обучаться на нем. Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Поиск оптимальных настроек : 1 этап
Настройка сварочного полуавтомата начинается с регулировки напряжения дуги. Мы рекомендуем установить низкое значение от 15 до 20 Вольт, также установите невысокое значение силы тока (до 100 Ампер).
В процессе работы у вас будет занята лишь одна рука, та, которой вы держите горелку. Поэтому используйте вторую руку для одновременной работы и регулировки параметров. Так вы сможете видеть результат сразу.

Начинает формировать сварной валик, и следим за дугой, а также звуком, одновременно меняя настройки на аппарате. Дуга должна гореть более-менее стабильно и практически не разбрызгиваться, а звук должен быть чистым и приятным уху
На данном этапе не обращайте внимание на форму валика и на глубину проплавления
Сейчас вам важно понять, при каких настройках дуга ведет себя наиболее правильно. Изменяйте настройки не резко, а буквально на одно-два значения
Изменяйте настройки не резко, а буквально на одно-два значения.
Поиск оптимальных настроек : 2 этап
Далее наступает самый кропотливый этап настройки. Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
На данном этапе у вас должны быть записаны/сфотографированы три типа настроек: напряжение 15-20 Вольт + сила тока меньше 100 Ампер, напряжение 15-20 Вольт + минимально допустимая сила тока, напряжение 15-20 Вольт + максимально допустимая сила тока.
Теперь вам нужно понизить изначальное напряжение (напоминаем, что это 15-20 Вольт) на пол вольта и снова искать, при каких значения минимальной и максимальной силы тока дуга будет гореть стабильно. Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
На данном этапе вы уже должны знать минимальное напряжение + минимальную/максимальную силу тока, при котором аппарат может варить. Теперь верните ваши первоначальные настройки (15-20 Вольт + сила тока до 100 Ампер), и повторите все описанное в абзаце выше, только не понижая напряжение дуги, а увеличивая его на пол вольта.
Постепенно при увеличении напряжения вы найдете ту точку, при которой сварка станет невозможна. Результаты зафиксируйте.
Итог
Теперь у вас есть все настройки. Вы знаете, каковы оптимальные значения напряжения и силы тока при минимальных и максимальных настройках. Для удобства начертите график, похожий на тот, что мы уже указывали выше, со своими настройками. И в следующий раз уже при сварке деталей настраивайте аппарат по этой области.
Общие сведения
Сварочный полуавтомат — это прибор, предназначенный для соединения металлов методом электродуговой сварки. Отличие от классического сварочного аппарата в том, что вместо привычных вольфрамовых электродов применяется плавящаяся проволока. Она намотана на специальную бобину и по мере выполнения рабочего процесса автоматически разматывается. Так же при такой сварке используют электроды Э42.
Таким образом, происходит постоянная подача электрода в сварочную ванную. Саму сварку вручную проводит сварщик, который может регулировать скорость размотки катушки с проволокой.
Полуавтоматические устройства разделяются в зависимости от степени защиты сварочной зоны, а именно:
- Приборы, предназначенные для сварки с флюсом. В этом случае флюс входит как добавка в саму проволоку. Это достаточно дорогой способ и в самодельных устройствах используется редко.
- Аппараты, использующие газовую среду. Самый популярный и массовый способ среди сварщиков.
- Полуавтоматы, работающие со специальной порошковой проволокой. Этот вариант обычно используется совместно с газовой защитой.
Устройство агрегата
Рассмотрим самые важные части агрегатов, изготовленных своими руками из инвертора, более подробно.
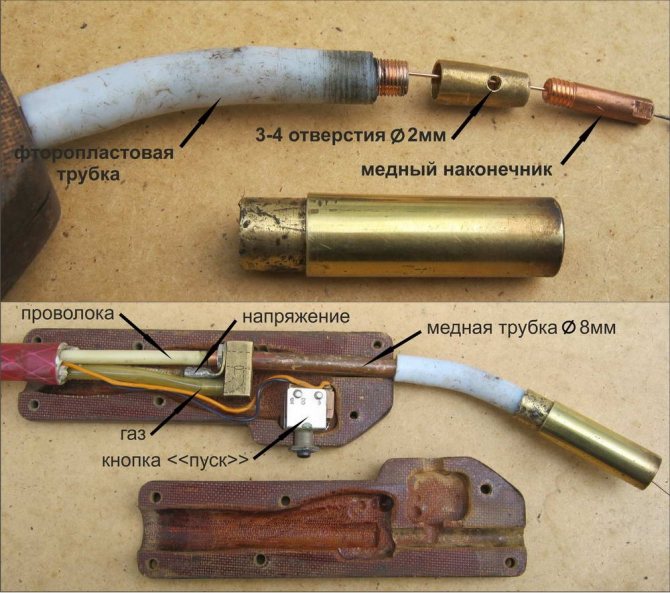
Узел подачи расходного материала и горелка
Особое внимание при комплектации запчастями следует уделить основательной переделке устройства подачи проволоки, которая должна будет перемещаться внутри гибкого шланга. Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части
Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части.
Так как при сварке полуавтоматом допускается применение нескольких типов проволоки, изготовленной из различных материалов и имеющей разный диаметр, скорость её поступления обязательно должна быть переменной величиной. Именно эту возможность должна обеспечивать так называемая «подача» расходного материала, которая организуется в соответствии с общими требованиями к любому инверторному агрегату.
Читать также: Сварка нержавейки простыми электродами
При обустройстве полуавтоматической схемы чаще всего применяется расходная проволока сечениями 0,8, 1,0, 1,2 и 1,6 мм. Непосредственно перед началом работ она наматывается на заранее подготовленных катушках, которые фиксируются на элементах агрегата посредством простейшего крепежа. Полуавтоматическая сварка предполагает подачу проволоки «самоходом», что существенно сокращает время проведения всех операций и повышает эффективность этих процедур.
Используемая в полуавтомате горелка может быть взята целиком от неработающего сварочного агрегата этого же типа или же изготовлена самостоятельно в домашних условиях. Сразу оговоримся, что сделать горелку своими руками – совсем непростое занятие, требующее от исполнителя определённого опыта и наличия навыков в изготовлении подобных аппаратов.
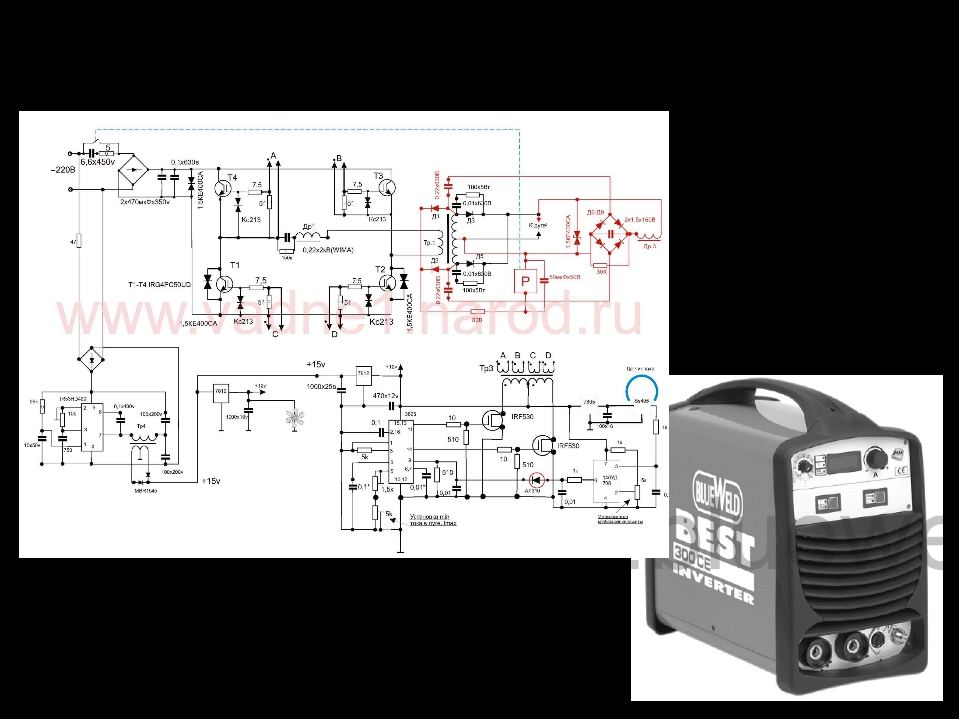
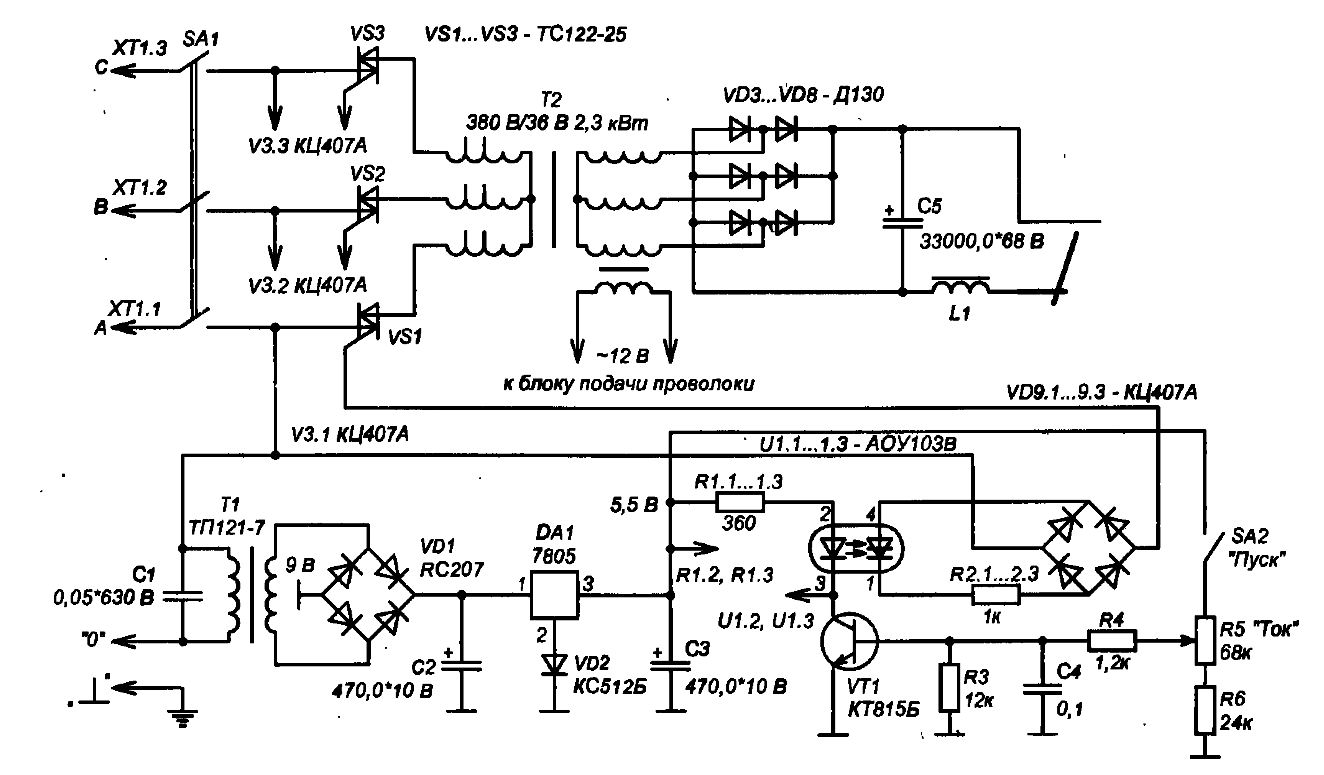
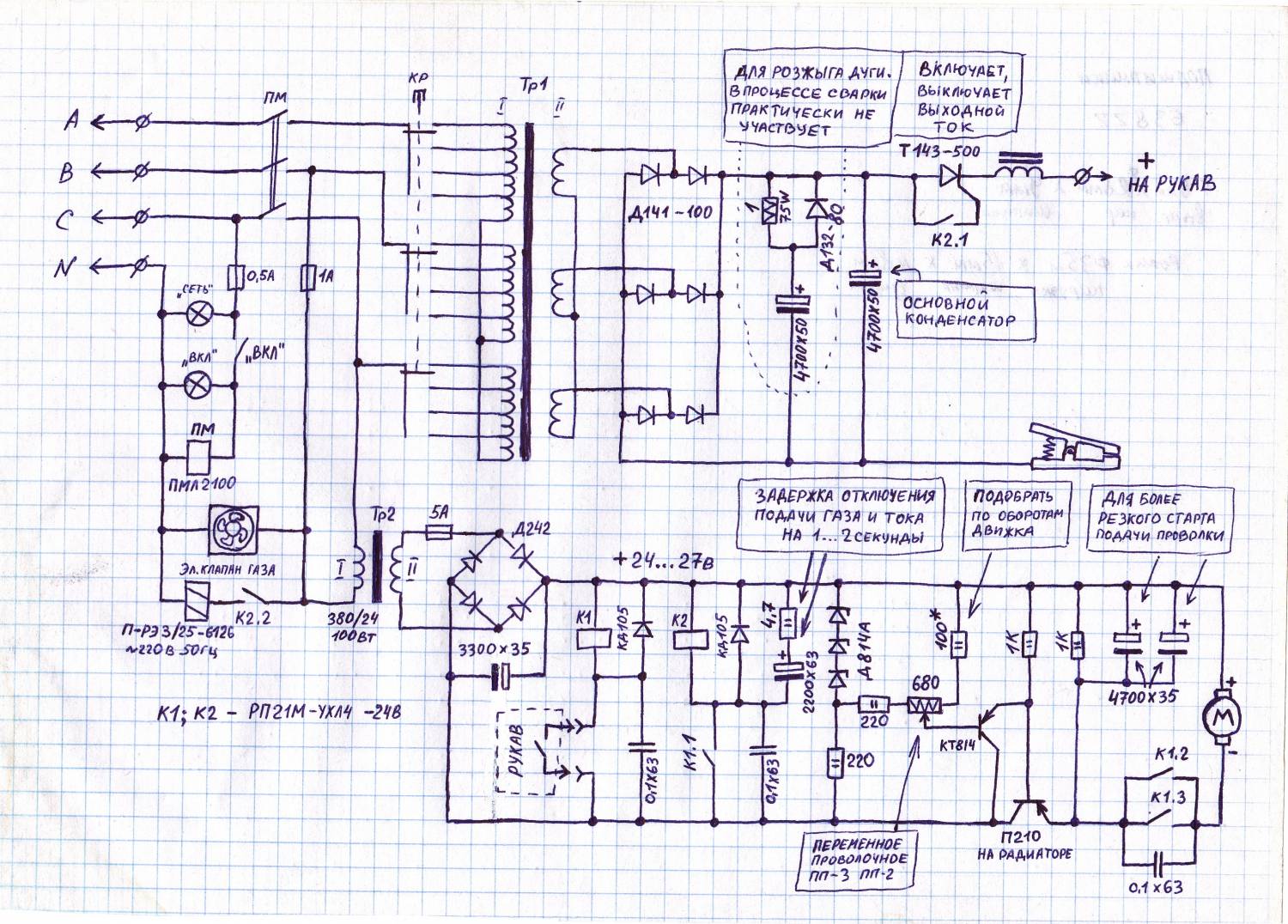
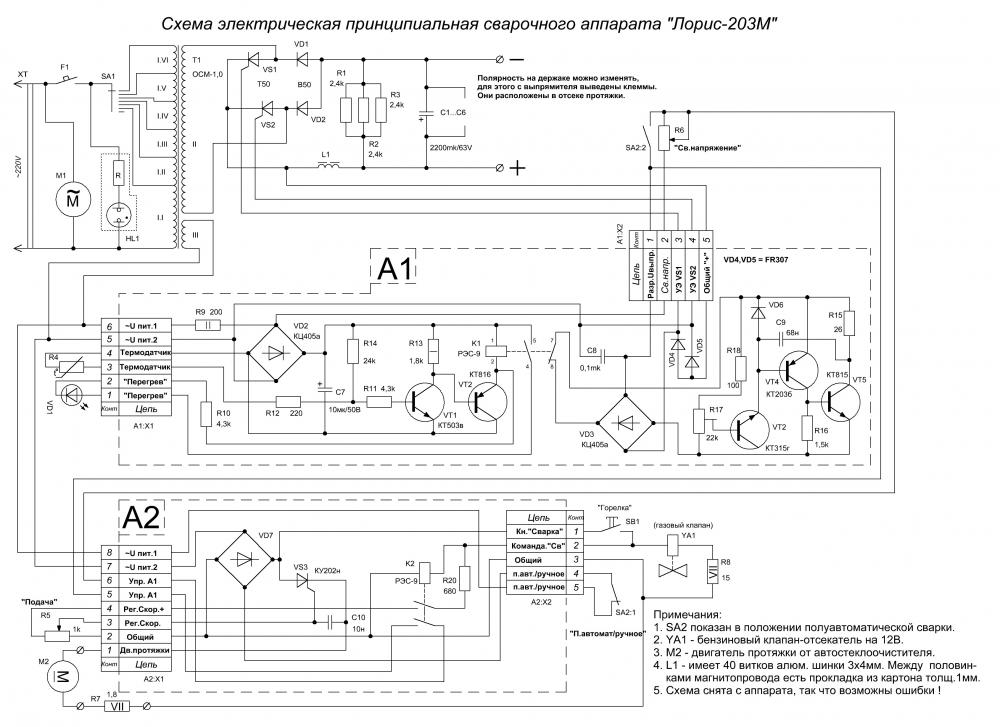
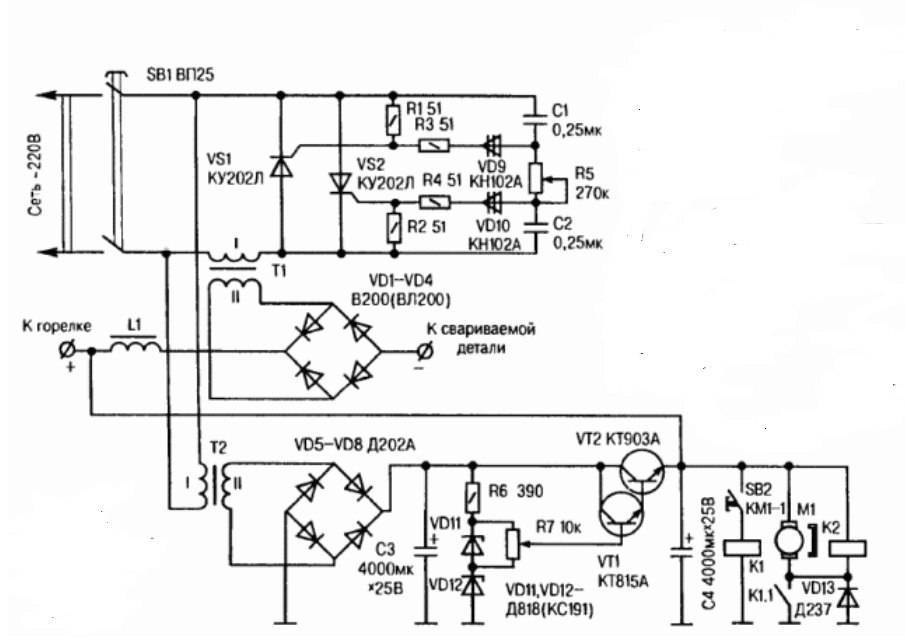
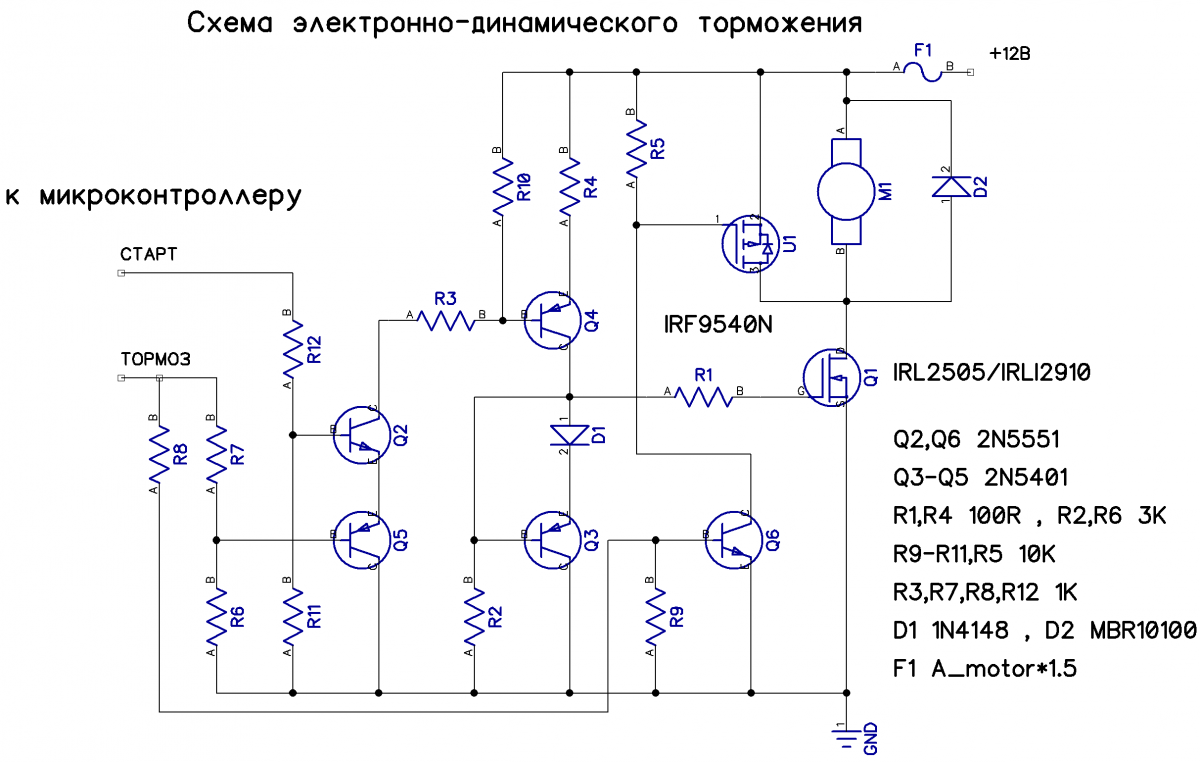
Электронный управляющий модуль
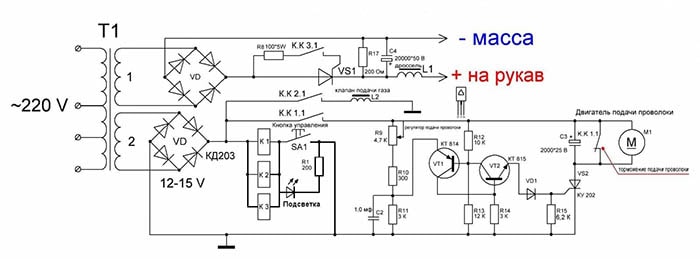
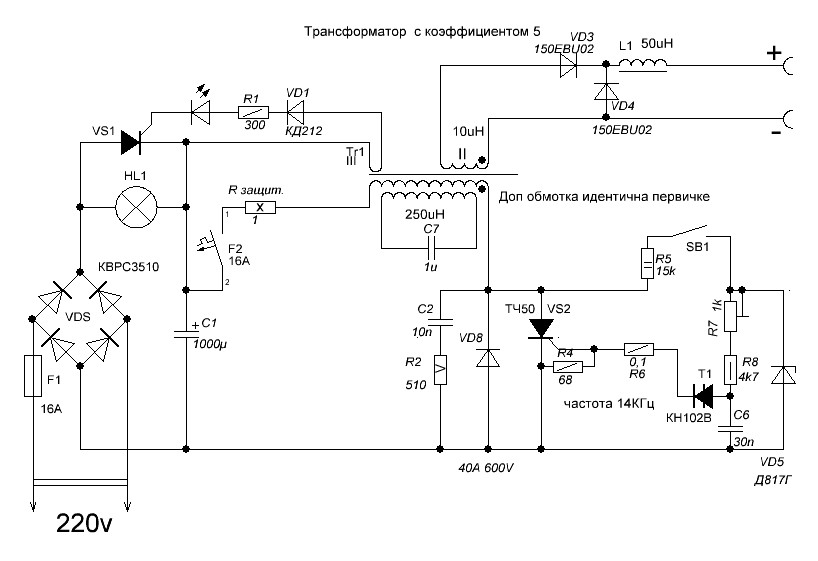
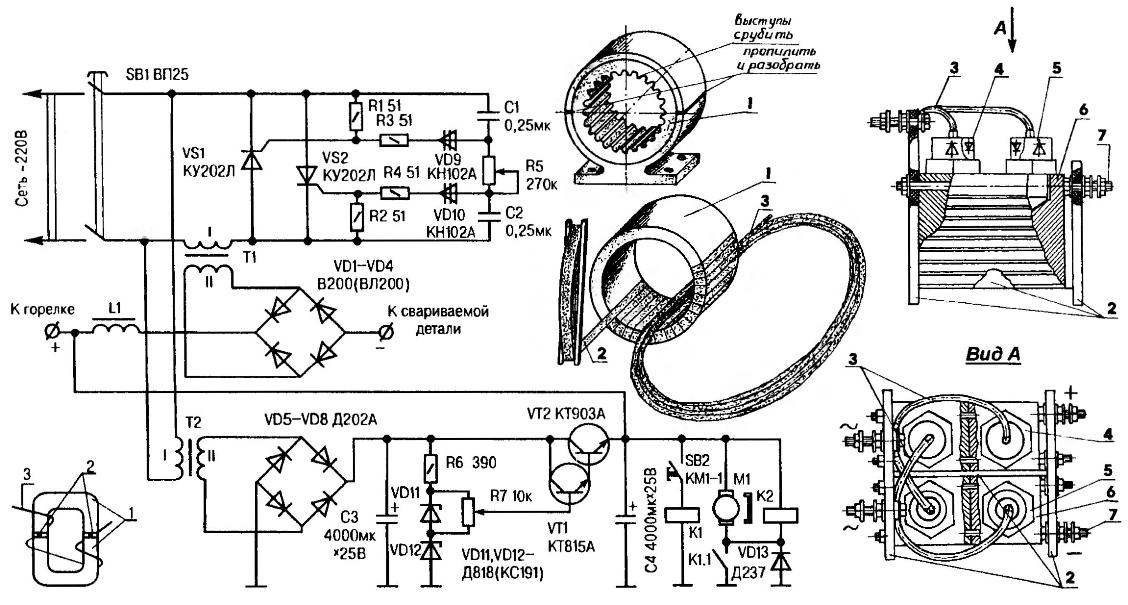
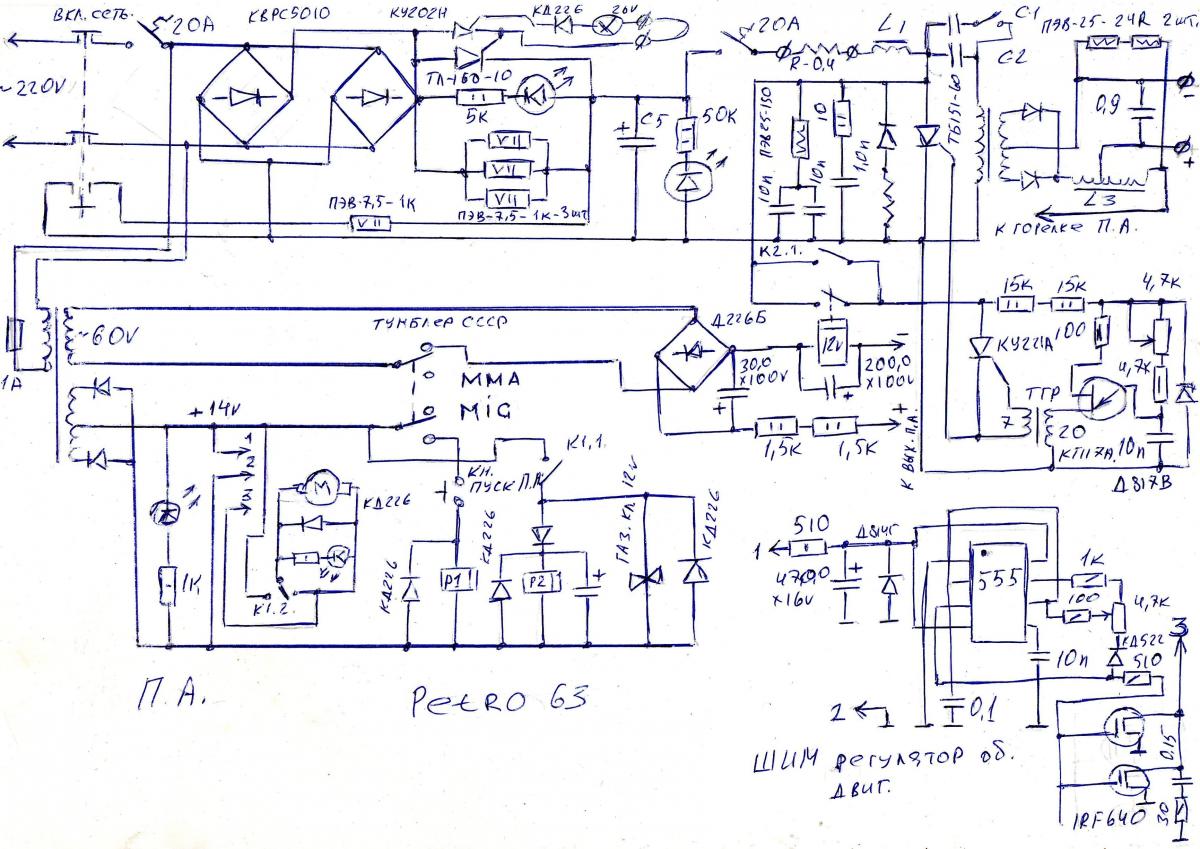
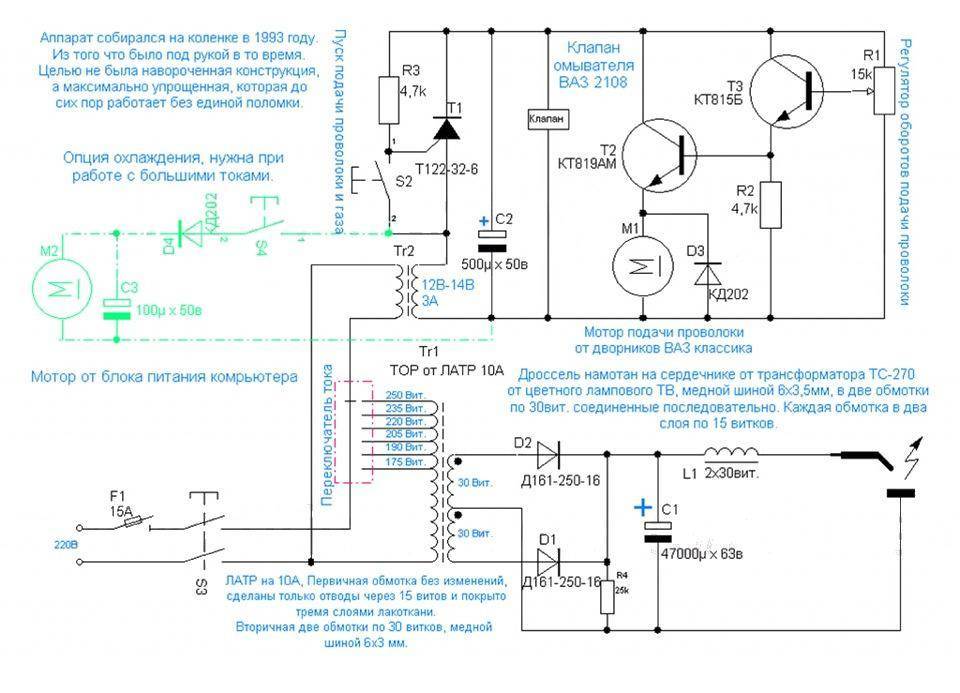
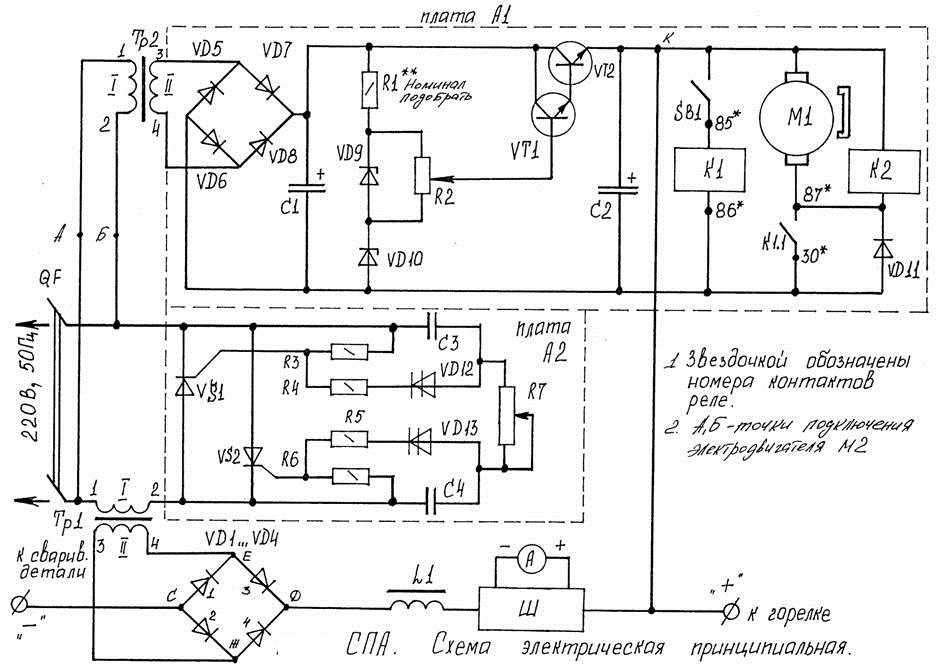
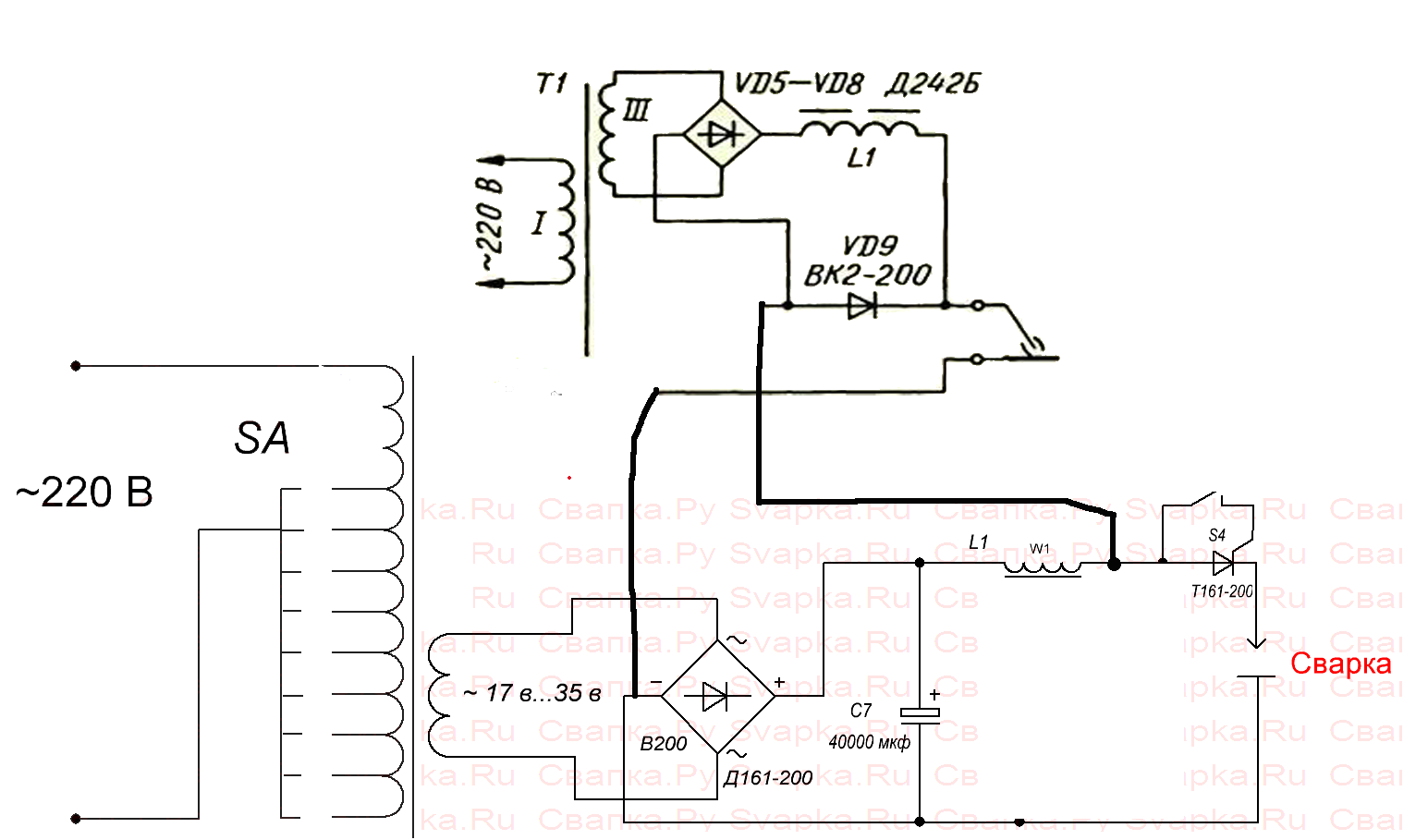
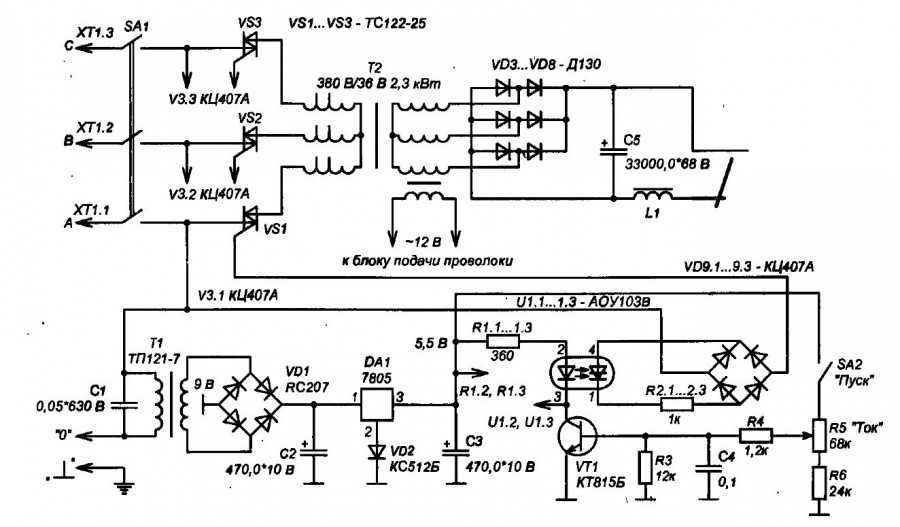
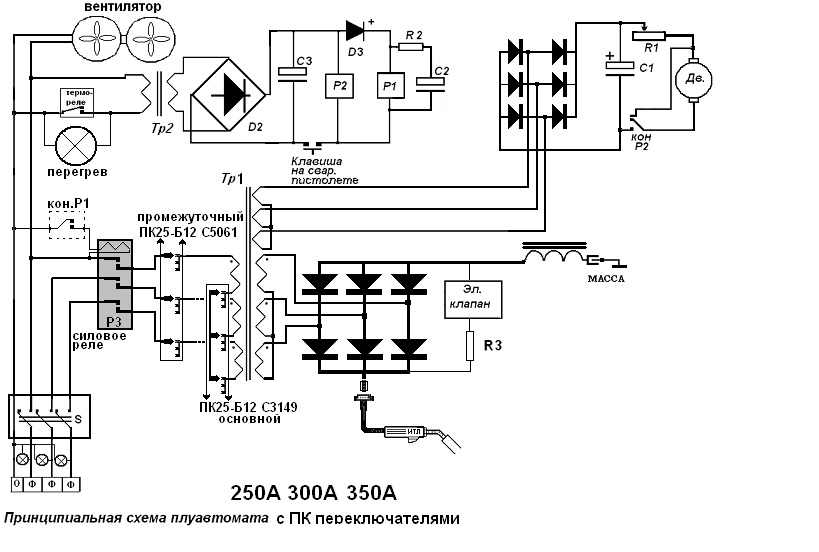
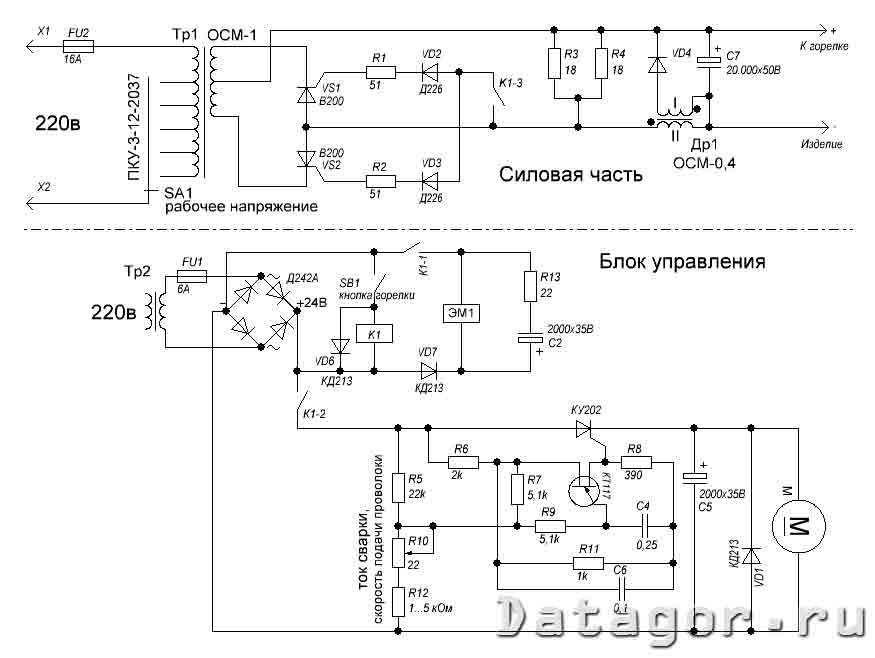
Электрическая схема сварочного полуавтомата представлена на рисунке ниже.
Базовым элементом блока управления полуавтоматом является микроконтроллер, ответственный за выбор нагрузочного режима и за стабилизацию выходного тока. Помимо этого, в состав электронного блока входят следующие обязательные узлы и детали:
- Выпрямительный мостик на полупроводниковых диодах большой мощности;
- Ключевые транзисторные схемы;
- Дополнительный намоточный трансформатор;
- Корректирующие дроссели и катушки индуктивности.
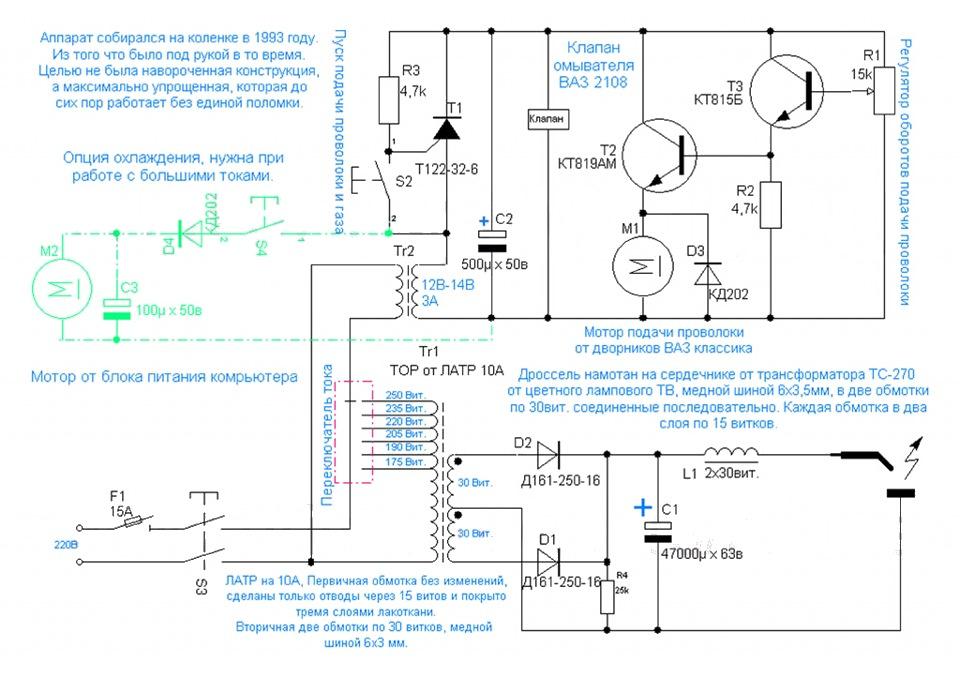
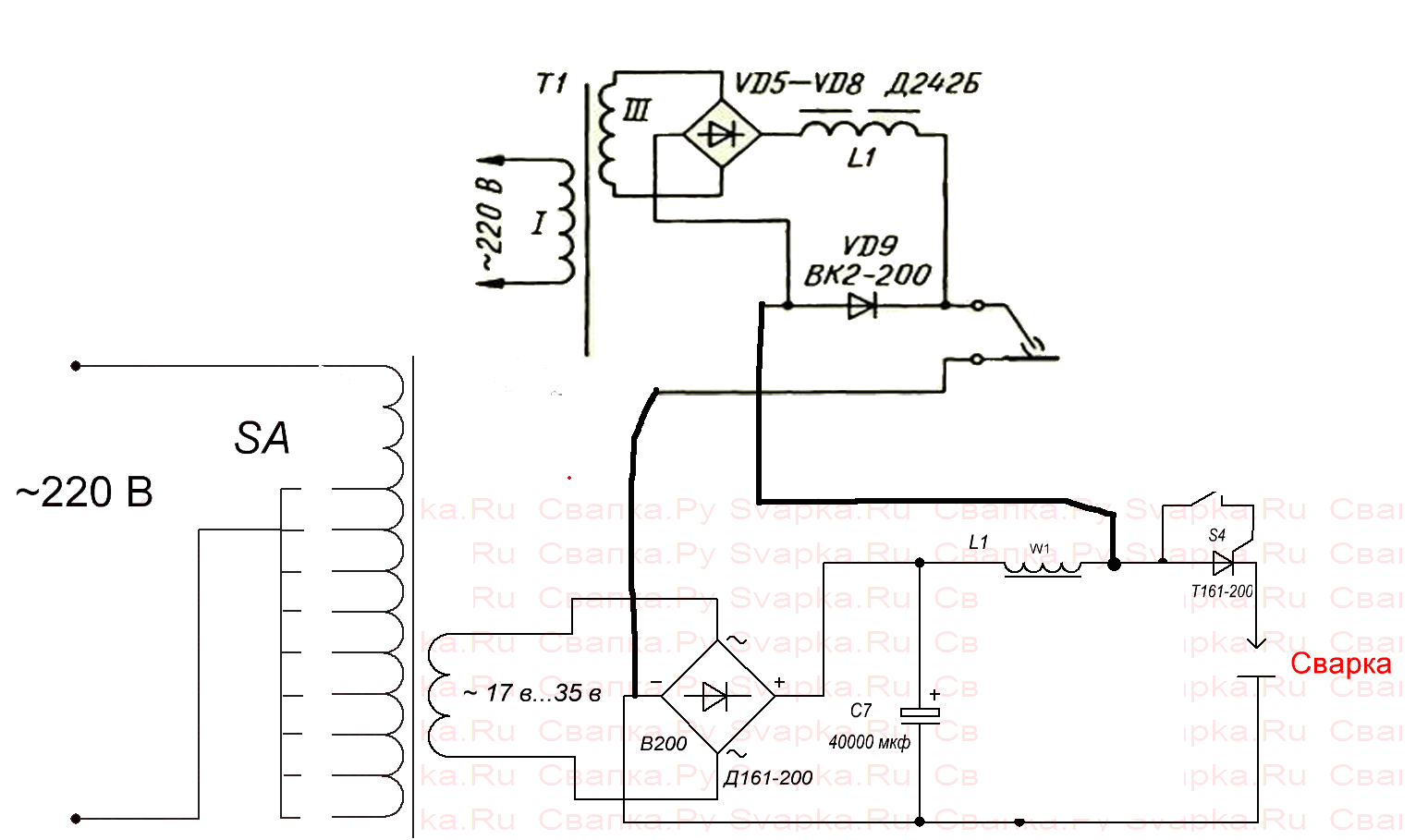
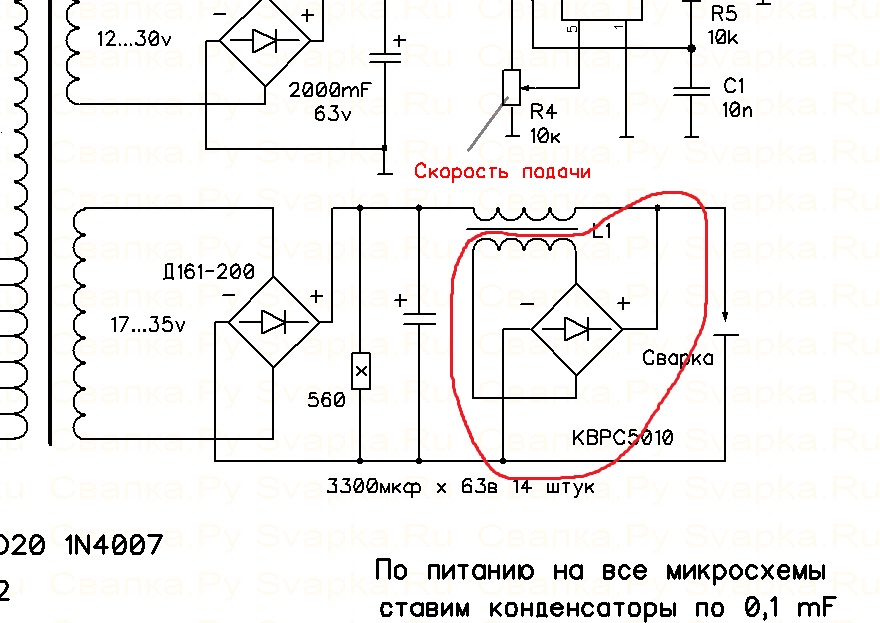
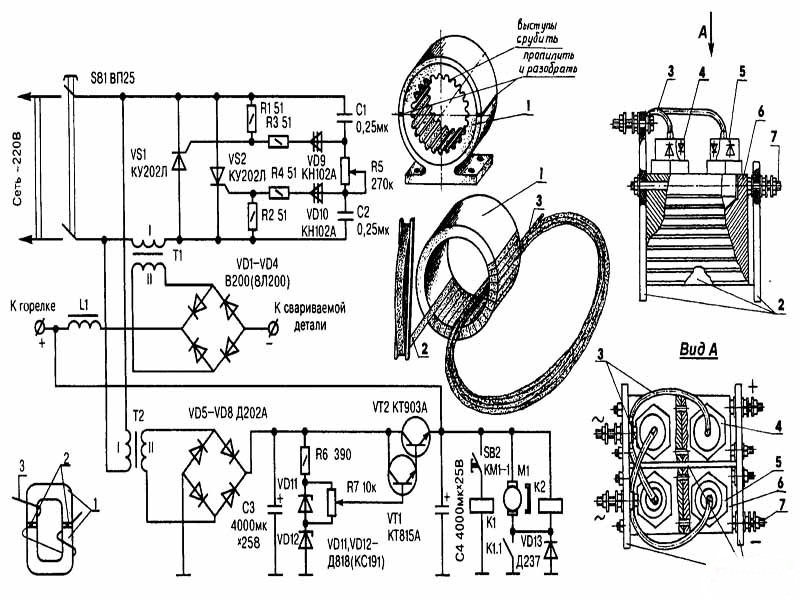
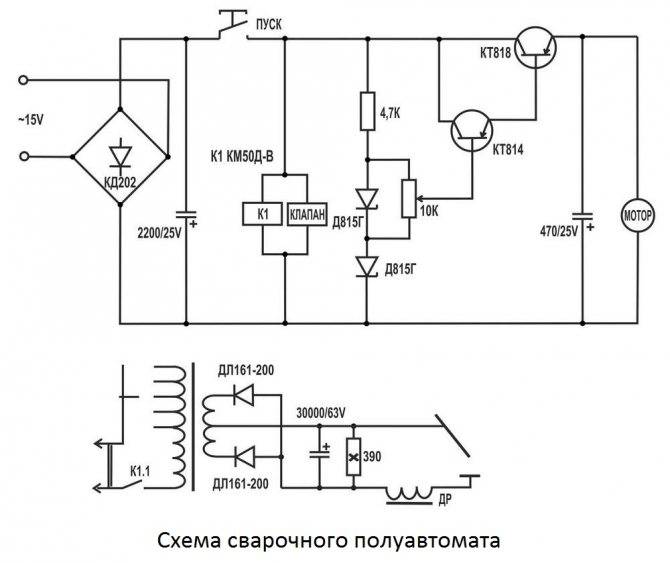
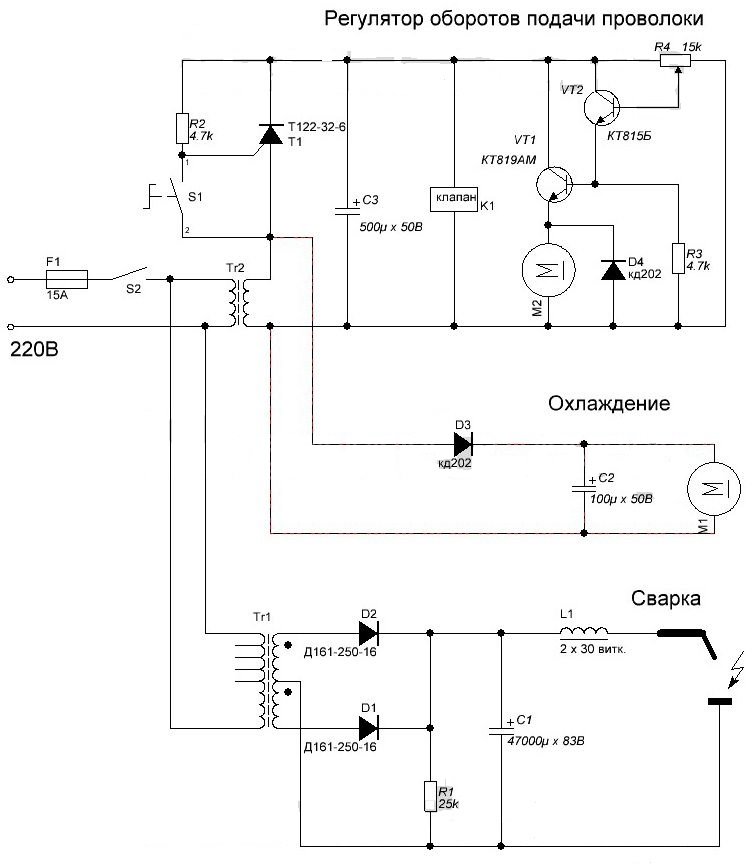
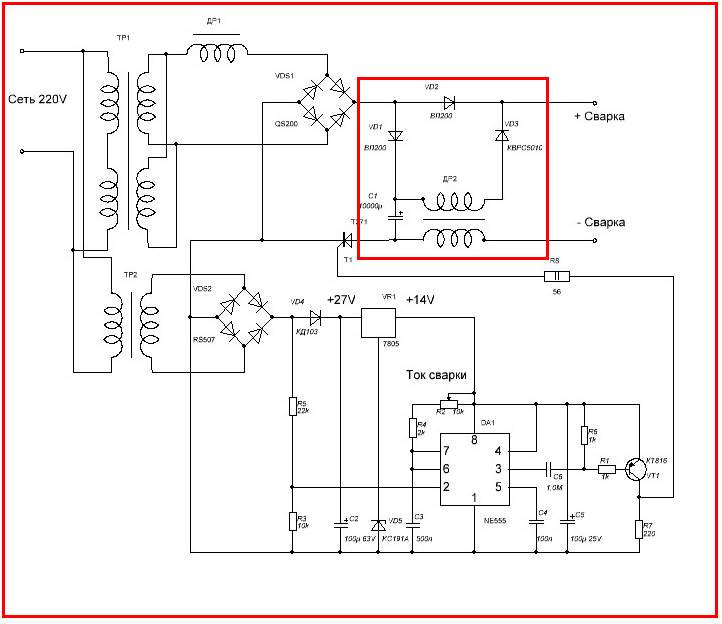
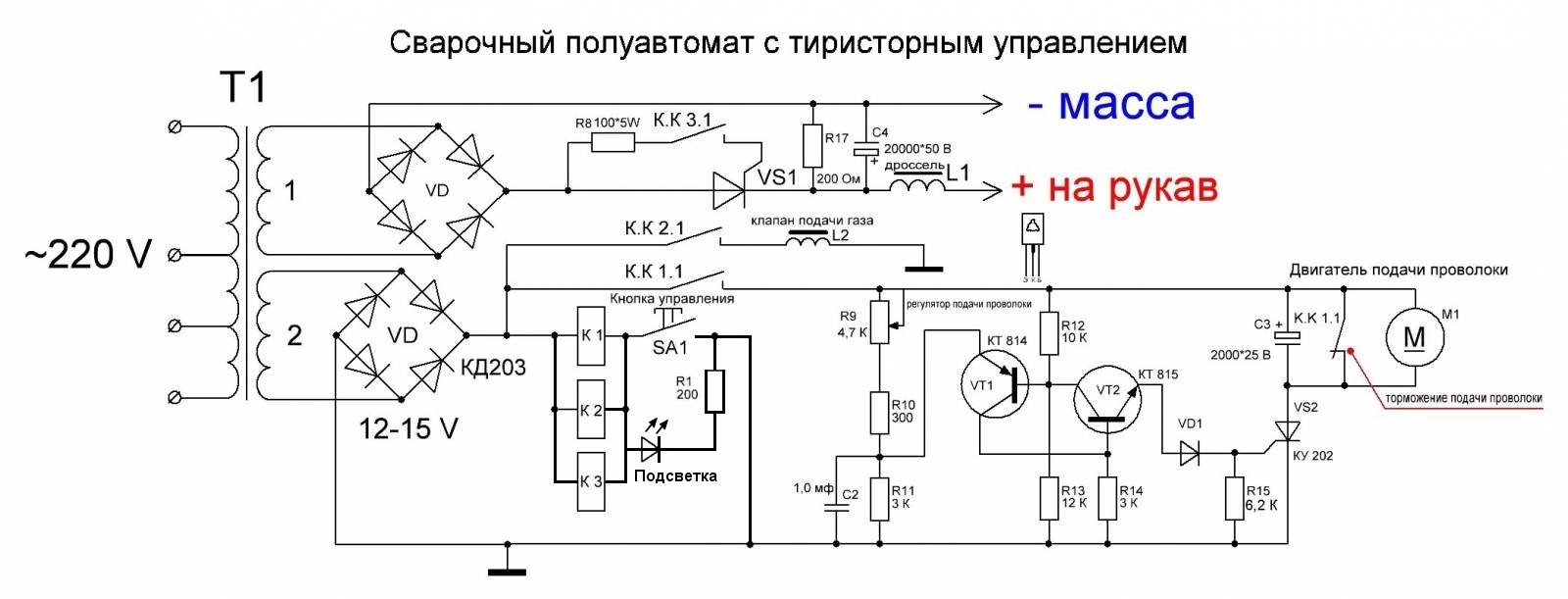
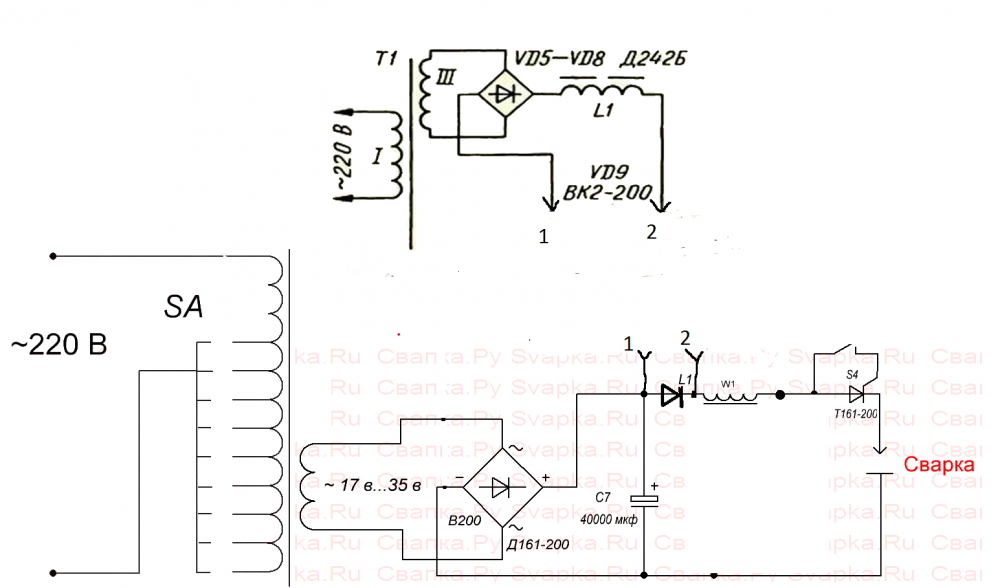
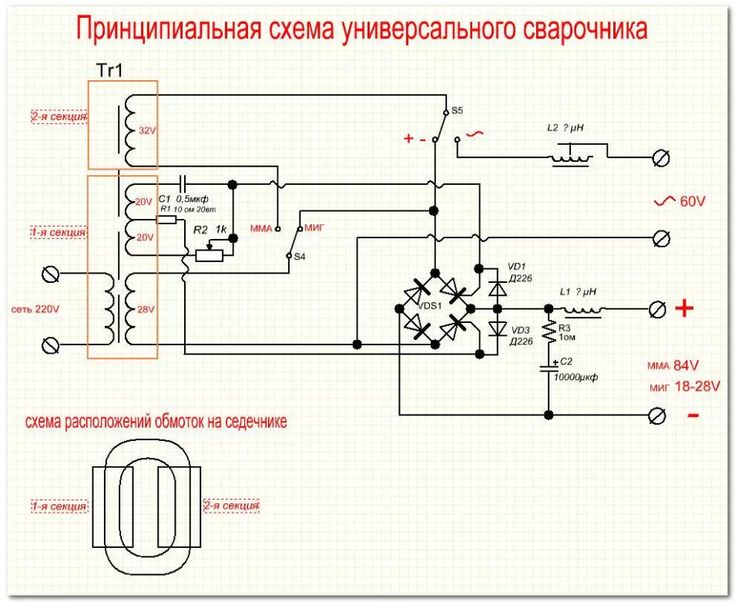
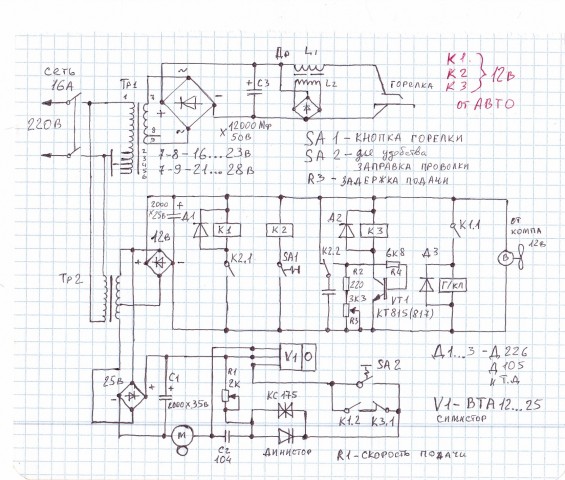
Особое внимание в составе электронного модуля должно быть уделено намоточным индуктивным изделиям. Известен упрощённый вариант инверторного агрегата, который принято называть «устройство от Саныча»
Его схема приводится на размещённом ниже рисунке
Известен упрощённый вариант инверторного агрегата, который принято называть «устройство от Саныча». Его схема приводится на размещённом ниже рисунке.
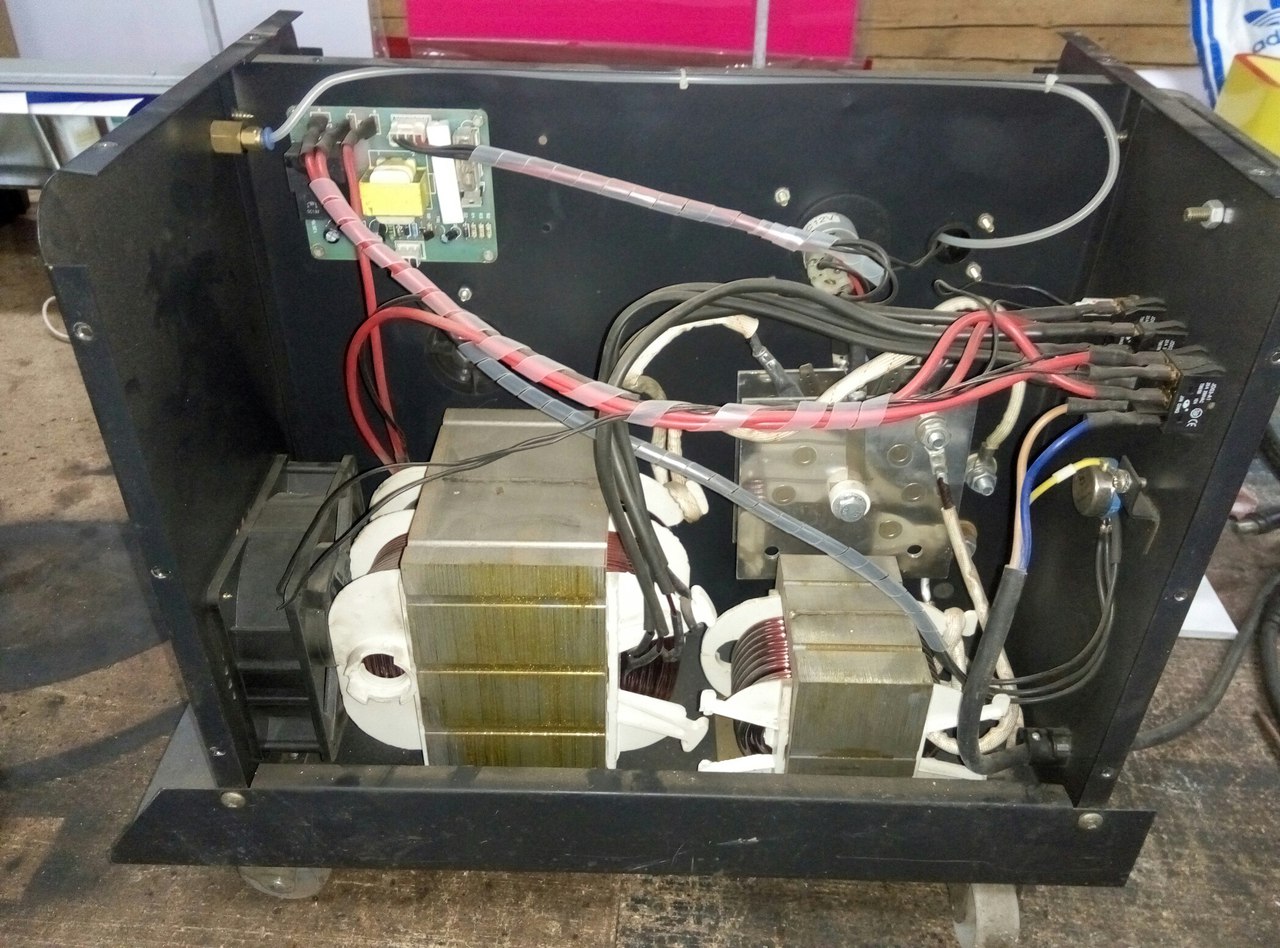
Трансформатор
Ещё одним ответственным узлом полуавтомата, своими руками изготовленного из старого сварочного устройства, является трансформатор, который может быть взят от того же инвертора (с учётом небольшой переделки).
Для обеспечения требуемых характеристик инверторного трансформатора, полностью подходящих для полуавтомата, необходимо перемотать старую первичную катушку медной полоской с нанесенной на неё прослойкой из термоустойчивой бумаги.
Важно! Такие трансформаторы не могут наматываться обычным медным проводом толстого сечения, поскольку в режиме больших токовых нагрузок они будут сильно нагреваться. Вторичную обмотку старого трансформаторного изделия также следует немного доработать
Для этого необходимо будет проделать следующие операции:
Вторичную обмотку старого трансформаторного изделия также следует немного доработать. Для этого необходимо будет проделать следующие операции:
- Сначала нужно намотать катушку, состоящую из 3-х слоев жестяных полос, каждая из которых изолируется посредством фторопластовой ленты;
- Далее концы старой и только что намотанной обмотки нужно спаять, что обеспечит высокую проводимость всей катушки;
- Также нужно предусмотреть в наборе элементов, из которых собирается конструкция полуавтомата, небольшой вентилятор (он предназначается для дополнительного охлаждения устройства).
В качестве такого охлаждающего прибора, устанавливаемого в сварочные агрегаты, может использоваться вентилятор с вышедшего из строя старого ПК.
Переделываем инверторный трансформатор
Полуавтомат сварочный своими руками сделать можно путем переделки трансформатора инвертора. Для приведения характеристик инверторного трансформатора в соответствии с необходимыми, он обматывается медной полосой, обматывающейся термобумагой. Обыкновенный толстый провод для этих целей не используется, потому что он будет сильно нагреваться.
Вторичная обмотка тоже переделывается. Для этого нужно:
- Намотать обмотку из трех слоев жести, из которых каждый изолируется фторопластовой лентой.
- Концы обмоток спаять друг с другом для повышения проводимости токов.
В конструктивной схеме инвертора, используемого для включения в полуавтомат, должен быть предусмотрен вентилятор для охлаждения аппарата.
Сварочный полуавтомат своими руками – стоит ли?
Собрались засучить рукава – пробегитесь по форумам электрики и сварки. Мнение практиков, независимых экспертов по конструктивному исполнению, подбору железа поможет выбрать лучший вариант изготовления сварочного устройства. Структура полуавтомата с источником переменного тока и однофазным трансформатором проста и дешева в изготовлении, обслуживании, ремонте.
Избежим потребность пересчитывать мощность, количество обмоток – это не каждому по силам. Понадобится изготовить либо приобрести готовые узлы. Основой полуавтоматического устройства может послужить сварочный трансформатор. Доработки незначительны. Ориентируемся на параметры будущего полуавтомата:
- Напряжение бытовой сети – 220 В;
- Предел мощности – 3 кВа;
- Предел настройки сварочного тока – 30–160 А;
- Параметры рабочего напряжения – 19–26 В;
- Повторно-кратковременный режим использования;
- Сварочная проволока – Ø 0,8 мм;
- Скорость подачи присадочной проволоки в мин. – до 7 м.
Намотка понижающего трансформатора
Изготовлению самодельного полуавтомата предшествует подбор комплектующих. При отсутствии готового трансформатора воспользуемся ОСМ-1. Как вариант – 4 шт. ТСА-270-1: сумма даёт 1 кВт. Запас ресурса в будущем оправдается.
Принцип работы понижающего трансформатора
Непременное требование – железо не должно быть шихтованным, иначе сборка и намотка усложнятся. Разборка ведётся с пометками каждой детали: избегаем путаницы, чтобы не потерять габаритную мощность трансформатора. Придётся заменить слабый текстолитовый каркас на лист 2 мм. Прямоугольник щёк по контуру — 147х106 мм. В них выбираются окна 87х51,5 мм. Добавочные парные элементы — 89х87 и 130х70 мм.
Медный провод на обмотку берётся Ø1,8. Эмальпровод ПЭТВ, ПЭВ полностью отвечает требованиям. Но в целях безопасности следует пропитать лаком. Процедура заключается в погружении первичной обмотки на 5–8 часов в сосуд с бакелитовым лаком.
Стекловолоконная изоляция обмоточного провода ПСД, ПСДТ способна выдерживать нагрев до 1550С, катушка для полуавтомата в таком исполнении будет вечной. Ремонт и перемотка трудоёмки. Делаем с запасом надёжности.
Первичная и вторичная обмотка
Первичная обмотка укладывается плотно, без зазоров и слабины. Каждый ряд прокладывается изолирующим слоем термической бумаги, но стеклоткань при той же толщине даёт лучший результат. Витки с выводами укладываются по схеме: 164 – 15 – 15 -15 – 15.
Первичная и вторичная обмотка трансформатора
Вторичная обмотка сварочного полуавтомата получает основную термонагрузку. Отсюда следуют повышенные требования к изоляции. Приобретаем алюминиевую шину, защищённую стекловолокном. Сечение проводника — 2,8х4,75 мм. Расход — 10 м.
Оставляем монтажные выпуски не менее 0,3 м. Укладка плотная, с натяжением. Укладываем 22 витка первого плеча, выпускаем конец, формируем петлю под винт Ø6 мм, добавляем 22 оборота второго плеча. Вариант намотки 19 + 19 ограничит полуавтомат в форсировании ампеража для сварки крупных деталей.
Тестирование готового устройства после полной сборки в идеале должно показать ток холостого хода в пределах 0,5 А, разбег напряжения вторичной обмотки ограничивается 19–26 В. Основа сварочного полуавтомата готова.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
Инвертор
При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
Механизм подачи проволоки для полуавтомата
Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
Горелка
Это комплектующее отвечает за плавление присадочной проволоки.
Подающий шланг
Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы
Это комплектующее отвечает за плавление присадочной проволоки.
Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться
Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.

Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Последовательность сборки самодельного полуавтомата
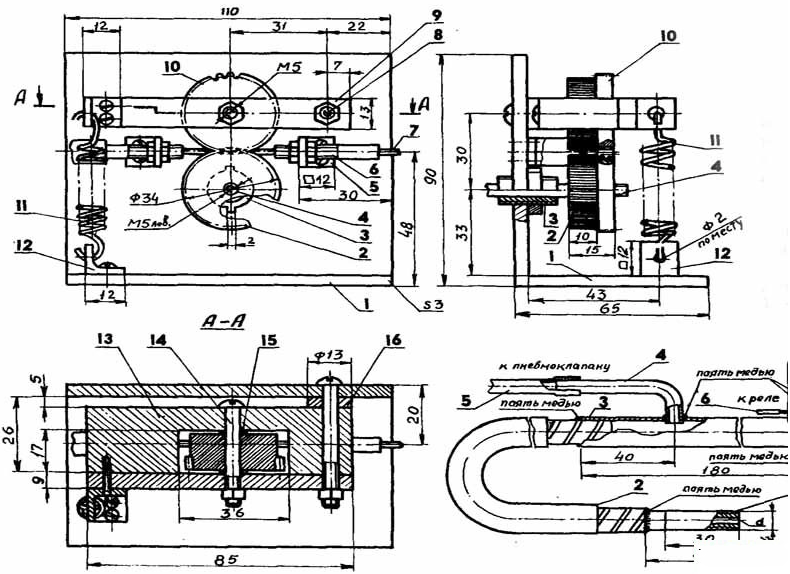
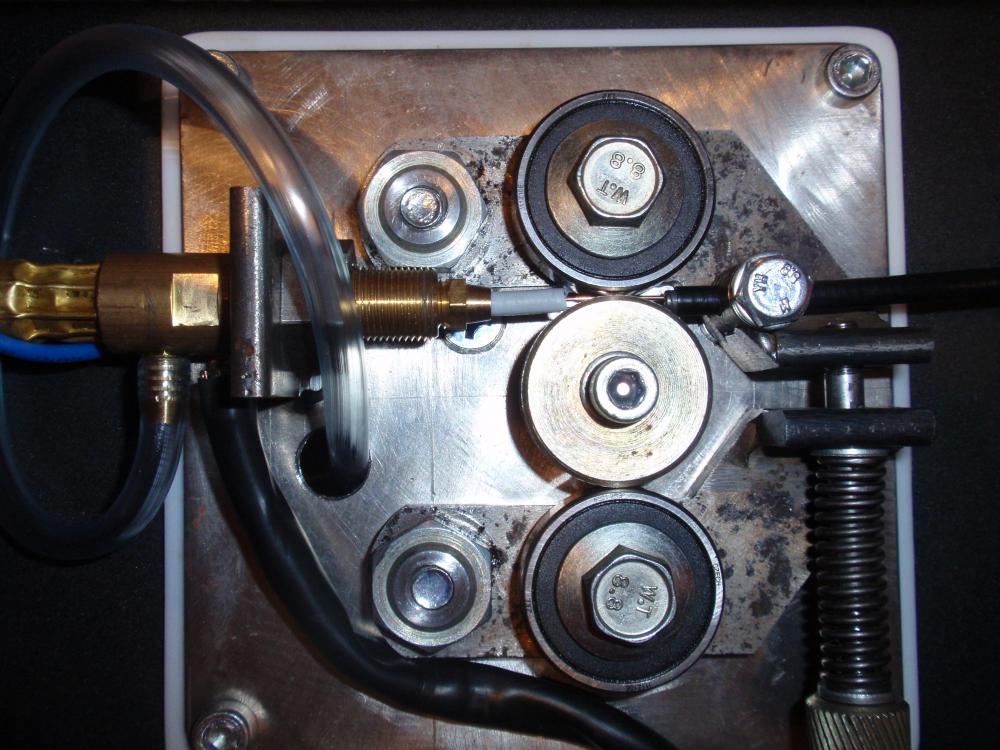
Подающий механизм
Согласно информации от мастеров-умельцев, одной из самых сложных задач при самостоятельном изготовлении сварочного аппарата полуавтоматического принципа действия является создание надежного и эффективного механизма подачи проволоки. В общем случае он представляет собой катушку, соединенную с валом маломощного электропривода посредством прижимного роликового устройства. Бывает достаточным применение электродвигателя, устанавливаемого на дворники ветрового стекла автомобиля. При выборе привода следует отдавать предпочтение двигателям одностороннего вращения.
Все элементы подающего механизма монтируются на толстостенной текстолитовой пластине (толщиной не менее 8-10 мм). Катушка фиксируется посредством одного-двух шарикоподшипников на валу соответствующего диаметра, закрепленного в корпусе. На вал электродвигателя насаживается ролик, который с двух сторон фиксируется шариковыми подшипниками. На выходе узла необходимо установить направляющую с диаметром отверстия чуть большим, нежели размер используемой проволоки.
Функционирование регулятора подачи проволоки осуществляется следующим образом:
Проволока со свободно закрепленной катушки протягивается через направляющий элемент и прижимается с оптимальным усилием одним из роликов. Усилие должно быть таковым, чтобы обеспечивалось протягивание сварочной проволоки без проскальзывания, но не чрезмерным, способным привести к увеличению механической нагрузки на электропривод, что может легко вывести его из строя. Для такого эффекта следует использовать пружину на регулируемом резьбовом соединении.
Схему управления подачей проволоки лучше всего реализовать посредством классического тиристорного блока с диодным мостом, рассчитанным на ток, превышающий значение в 10А. При прочих выполненных условиях данный узел способен подавать сварочную проволоку большинства типоразмеров, используемых при бытовой сварке (от 0.8 до 1.6 мм), причем скорость протяжки можно регулировать самому (в зависимости от диаметра расходного материала).
Доработка заводского инвертора
Переделка схемы сварочного полуавтомата из агрегата инверторного типа заключается в доработке его трансформатора. Для этого необходимо обмотать его первичную катушку полосой из тонкой меди в термоизоляционной обмотке. Обычный медный провод нельзя использовать в этих целях ввиду высоких температур, способных привести к повреждению ПВХ-изоляции.
Катушку вторичной цепи трансформатора также следует адаптировать под новые задачи, намотав для этого поверх существующей обмотки три слоя такой же проволоки, изолируемых между собой фторопластовой лентой. Для увеличения проводимости токов необходимо спаять между собой стандартные выводы катушки с дополнительными обмотками.
Горелка
Этот элемент для полуавтоматической сварки можно сделать самостоятельно. Но лучше воспользоваться готовыми заводскими решениями производителей данного оборудования, установив в самодельный сварочный аппарат стандартную горелку, оснащенную сварочными рукавами (для инертного газа и проволоки), поскольку этот узел является одним из самых ответственных за качество осуществляемых сварочных процессов.
Баллон
Конечно, лучше использовать стандартный баллон с инертным газом, поскольку только такой продукт способен соответствовать всем требованиям безопасности. Однако подобные емкости чрезмерно громоздки и достаточно дороги, поэтому многие домашние умельцы нашли выход: для нечастой эксплуатации полуавтоматического сварочника в качестве баллона (только для углекислого газа) применяют огнетушитель, соединенный с редуктором с помощью специального резьбового переходника.
 Проще всего выполнить самодельный полуавтомат из инвертора на основе мощного силового блока. Изготовить инвертор можно самостоятельно или использовать от имеющегося в распоряжении оборудования. Для полуавтомата следует использовать инверторы мощностью не меньше 150 ампер.
Проще всего выполнить самодельный полуавтомат из инвертора на основе мощного силового блока. Изготовить инвертор можно самостоятельно или использовать от имеющегося в распоряжении оборудования. Для полуавтомата следует использовать инверторы мощностью не меньше 150 ампер.