
Технические характеристики оборудования
Винторезная машина имеет широкий спектр техособенностей:
- мощность электрического мотора обеспечивает функционирование привода основного хода и достигает 7,5 кВт. А сам привод, ответственный за передвижение суппорта, имеет мощность 0,37 кВт. Электрический мотор же для смазочного механизма – 0,12 кВт;
- предельная длина обтачиваемой заготовки – 1,46 метра, а предельные размеры изделия, закрепляемые в центрах машины, 1,5 метра;
- автоматическая коробка передач;
- нарезка резьбы проходит с помощью выбора работником шага, устанавливающимся им исходя из вида заготовки;

- максимальное сечение обтачиваемой над станиной заготовки не должно быть более 40 сантиметров, а над суппортом – 21 сантиметра;
- количество обращений шпиндельного устройства в прямом движении – от 25 до 2500 об./мин., а в реверсивном – от 25 до 1250 оборотов в мин.;
- в прямом движении шпиндельное устройство обладает 21 степенью скорости, а в реверсивном – 18;
- привод машины – от 2-скоростного электромотора вместе с коробкой скоростей и переборкой, программирующей 12 степеней частот оборотов шпиндельного механизма в любом из 2 диапазонов;
- поперечные подачи варьируются от 0,025 до 1,4 мм, а продольные – от 0,05 до 2,8 мм на вращение;

- диапазон передвижения суппорта по винту составляет 75 сантиметров (вдоль) и 22 сантиметров (поперёк). Максимальный отрезок его передвижения по валику – 50 сантиметров;
- подшипники качения создают жесткую и высокоточную опору;
- направляющие кареток и пары качения винтов обладают импульсивной автосмазкой;
- привод подач обеспечивает бесступенчатую регулировку подач;
- загруз и выгрузка деталей осуществляется вручную.
Данные технические параметры дают возможность машине пользоваться популярностью даже через 50 лет с даты её выпуска. Буквы «К» и «П» в названии машины обозначают, что имеется копировочный механизм и увеличенная степень точности соответственно. Винторезная машина способна функционировать от сети с напряжением 220, 380, 400, 415 и 440 В. Она характеризуется современной эргономичной структурой и отличается удобством в эксплуатации и управлении.
Габариты и вес машины
Винторезная машина имеет небольшие размеры и вес для станка с подобным функционалом:
- ширина – 1110 миллиметров;
- высота – 1505 миллиметров;
- длина – 2270 миллиметров;
- масса – 2 тонны.
Назначение и область применения
Станок 16б16кп предназначается для исполнения разных токарных работ в центрах, цангах или в 3 или 4-кулачковом патроне, для нарезки разной резьбы плашкой либо метчиком. Непохоже на большинство иных марок, подобная машина предназначается для более тщательного обтачивания, в связи с чем его не рекомендуется применять в черновую. Обычно он устанавливается в небольших мастерских по ремонту. После обрабатывания на токарной машине изделия отличаются прекрасной чистотой поверхностей.

Ремонт токарных станков любой сложности
Токарный станок – это основное металлорежущее оборудование, используемое на предприятиях для обработки заготовок
В случае неисправности какого-либо из узлов может прерваться отлаженный промышленный процесс, поэтому важно проводить техническое обслуживание вовремя
Капитальный ремонт — предусматривает восстановление агрегата в том случае, если он вышел из строя полностью.
Текущий ремонт- направлен на избежание проблем в работе и устранение мелких повреждений.
Важной составляющей механизма станков являются узлы, которые либо ремонтируются, либо заменяются полностью. Чаще всего проводится проверка следующих деталей:
Чаще всего проводится проверка следующих деталей:
- станины;
- фартука;
- задней бабки;
- маховика;
- коробки подач;
- подшипников;
- резцедержателя;
- суппорта;
- направляющих;
- передней бабки;
- шпинделя и других узлов.
- Для восстановления работы оборудования в случае замены или ремонта отдельного элемента достаточно частичной разборки. Выбранный тип обслуживания и последующего ремонта напрямую зависит от разновидности токарных станков. Это могут быть такие станки, как: винторезные, карусельные, револьверные, с ЧПУ.
Кроме того, есть модели 1к62, 16к20, 1м63. После правильной диагностики подбирается оптимальное решение для конкретного случая как по ремонту, так и по последующей эксплуатации.
| Поломки и неисправности |
| не запускается станок |
| деталь вырывается из зажима |
| отключается электродвигатель |
| не работает охлаждающий насос |
| высокая вибрация |
| недостаточная точность обработки |
| медленное торможение шпинделя |
| вращающиеся элементы сталкиваются с деталями суппорта |
| болтаются продольная и поперечная подача |
| болтается пиноль |
| в поперечной подаче вылезает клин |
| болтается винт |
| забился масляный клапан в передней бабке |
| порвался ремень |
| проседает задняя бабка |
| износ вилки включения фрикциона |
| заржавели салазки |
| большая выработка в станине |
| резкая остановка станка |
| невозможность переключения на другой режим подачи |
| не включается переключение на другой режим подачи |
| износ шестерни |
| не загораются лампы |
| Ремонтируемые модели токарных станков | ||||
| 1е61м | 1д601 | 1а62 | 1п611 | 16у04п |
| ДИП 500 | 1м61 | 1м63 | ДИП 300 | ТВ 6 |
| ТВ 4 | Jet BD 3, 7, 8 | Энкор Корвет | ИЖ 250 | 1А616 |
| 16Б16КП | 16К20 | 1К62 | 16В20 | 1В62Г |
| 1В625М | 163 | 16К40 | ДИП 400 | 1М65 |
| 1Н65 | 165 | 1А660 | 1А665 | 1А670 |
| 1А680 | 1М692 | 16Б16Т1С1 | 16А20Ф3 | 16К20Ф3 |
| 16К30Ф3 | 16М30Ф3 | 1740РФ3 | РТ755Ф3 |
Передняя и задняя бабки
Токарный станок ТВ-16, характеристики которого позволяют выполнять несколько одиночных операций, оснащен передней и задней бабками. Они служат для обеспечения вращения заднего вала и фиксации обрабатываемой детали на нужном расстоянии.
В корпусе фронтального узла установлен подшипник, предназначенный для монтажа основного рабочего вала агрегата. Элемент радиально-упорного типа принимает на себя продольные и радиальные воздействия. Размещен он в передней части вала. На главном вале расположен шкив, обеспечивающий заданную скорость вращения. Такое решение позволяет агрегировать силовой агрегат напрямую с основным валом. Имеется возможность реверсивной перекидки благодаря предусмотренному в конструкции трензелю.
Задняя бабка двигается по станине продольно, с использованием специальных направляющих элементов. Облегчает управление узлом рукоять с эксцентриком. Предусмотрено перемещение блока перпендикулярно посредством регулировки производимой манипуляции нижним винтом. В пиноли есть отверстие, служащее для монтажа центрального конуса. Пиноль перемещать вручную помогают размещенные в ней винты, гайки и маховик с измерительной шкалой. Рабочие валы на обоих механизмах смазываются при помощи пары масленок и войлочных подушек.
Назначение и область применения токарно-винторезного станка по металлу
Станок предназначен для токарной работы над металлом и металлическими заготовками. Обработка представляет собой срезание всего лишнего слой за слоем до придания необходимой для использования формы, размера и других требуемых характеристик.
Для обработки в машине используются быстрорежущие, такие как Р18, Р6М5 и твердосплавные (ВК, ТК, ТТК) инструменты.
Основные виды работ, которые можно проводить на токарном станке серии 1А616:
- точение наружных цилиндрических и конических поверхностей, торцов;
- обтачивание конических фасонных поверхностей;
- нарезание метрической, модульной, дюймовой и питчевых резьбы резцом;
- нарезание метрической, дюймовой резьбы метчиком и плашкой;
- накатывание сетчатых рифлений поверхности;
- прорезания канавок и отрезку;
- сверления, зенкерования и развертывание отверстий.
Возможность обработки деталей-тел вращения:
- валы;
- кольца;
- втулки;
- муфты;
- гайки;
- зубчатые колеса.
Обработка происходит посредством вращения заготовки относительно режущего инструмента
Основные разновидности и расшифровка модификаций
1А616 — базовая модель данной серии
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
1А616К
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
- К — конструкция станка модернизирована (здесь: добавлена автоматическая коробка скоростей).
1А616С
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
- С — особо точный.
1А616П
- 1 — токарный станок;
- А — усовершенствованный;
- 6 — тип токарного станка (токарно-винторезный);
- 16 — высота центров станка (165 мм в данном случае);
- п — повышенной точности.
1А616Ф3
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 — высота центров станка (165 мм в данном случае).
- Ф3 — с числовым программным управлением (ЧПУ).
Справка: все разновидности мало чем отличаются по общим характеристикам. Основные отличия указаны в цифробуквенном индексе моделей. Так как в различных местах установки машины могут использоваться различное напряжение, станки поделены на группы по этому признаку:
- 220V для работы дома.
- 380V для массового производства (заводы, фабрики и т.п), считается стандартным.
- 500V изготавливаются на заказ при необходимости.
Техника безопасности
- Осуществлять работу исключительно на винторезных машинах, к которым есть допуск, и исполнять только требуемую работу.
- Сосредоточиться на работе, не прерываясь на ненужные дела и разговоры; не мешать другим работникам.
- Не опираться на функционирующую токарную машину и не давать другим сделать такое действие.
- Не давать разрешение на свое место лицам, не имеющим отношения к конкретной работе. Без санкции мастера не доверять машину другому работнику.
- Увидев несоблюдение правил другим оператором, сделать ему предупреждение об обязательности соблюдать положения инструкции.
- В течение ремонтных работ станка и пусковых механизмов на нем необходимо вывешивать плакат: «Не запускать – ремонт».

- Запрещено производить работу на неисправном и не имеющем требуемых ограждений токарном станке, а также ремонтировать и переделывать машину самому.
- О любом происшествии незамедлительно информировать мастера и пойти в медпункт.
- Чтобы избежать происшествий, загрязнения и попадания стружки в устройства винторезного станка запрещено осуществлять обдув воздухом из шланга обтачиваемой поверхности и машины.
- Запрещено производить работу на токарной машине в рукавицах и перчатках, а также с перебинтованными пальцами без напальчников из резины.
- Размеры и вес обтачиваемого изделия должны отвечать требованиям техпаспорта токарной машины.
- Прочно и жестко крепить обтачиваемое изделие.
- При любом перебое подачи электрической энергии незамедлительно отключить оборудование.
- Если на металлических частях винторезной машины имеется напряжение (чувство тока), электромотор функционирует на 2 фазы (есть гудение), провод заземления оборванный, приостановить работу станка и незамедлительно сообщить мастеру о неисправности электрического оборудования.
- Использовать деревянную решетку и обеспечивать соответствующий уход за ней.
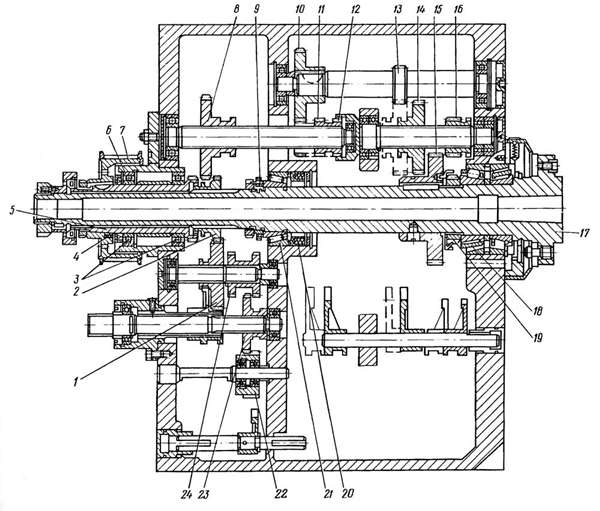
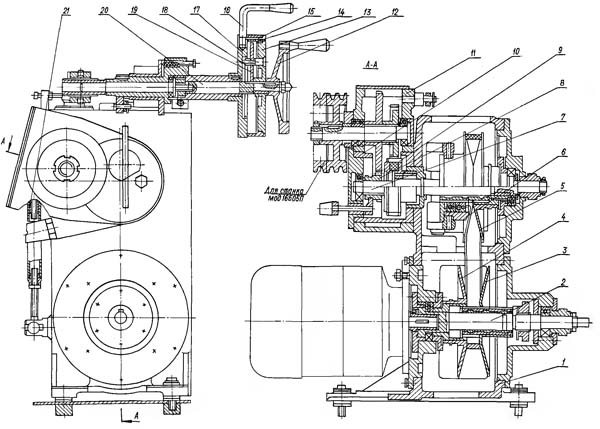
Шпиндельная бабка
Узел запускается коробкой скоростей ременной передачей и приемочным шкивом 7 с уплотнением 4. Выбор осевого люфта в подшипниках осуществляется пружиной 4. Узел от приемочного шкива муфтой 5 приобретает 12 вращательных скоростей, ещё 12 — посредством колес 5, 8, 16, 15 с переборкой 1:4, а 12 — колес 5, 8, 11, 10, 13, 14, 16, 15 с переборкой 1:16. Запуск переборочных групп, муфты 12 или отключение шпинделя для разделения на заходы при нарезке резьб делается с использованием рукоятки переводками через рычажный механизм, который управляется кулачками.
Прочное фиксирование рукояточной оси, предотвращающей проворачивание, обеспечивает подпружиненный шарик, располагающийся на задней стенке корпуса станины машины в стакане. Вращение шпиндельного устройства происходит с помощью 2 роликоподшипников 18 и 21. Выборка зазора в подшипниках осуществляется пружинами 20. Передачи осуществляют колеса 1, 2, 22, 23, 24 и вышеперечисленные колеса. Шпиндель, обладающий фланцевым концом и сделанный по ГОСТ, способствует скорой смене и устойчивому закрепление планшайбы. Устройство позволяет нарезать:








- резьбу с повышенным шагом в 4 и 16 раз,
- правые и левые резьбы,
- многозаходные резьбы при работе с переборками 1:4 и 1:16 с количеством заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, а при работе напрямую — с количеством заходов 2, 3, 4, 6, 12.
Вариатор
Вариатор имеет коробку подач, она обладает диапазонами из вариативного блока. Движок передает вращательный импульс валу через полумуфту с помощью шкива. Вторая часть муфты соединяется с диском. В самом вариаторе есть два диска:
- ведущий;
- стационарный.
Элементы вариатора:
- Колесико (зубчатое), регулирует скорость вращения вала, движется вдоль вала по шлицам.
- Второе колесо имеет внешний и внутренний венец.
- Выходной вал соединяет клиноременную передачу и бабку станка с вариатором.
- Фиксирующая гайка.
- Стан обеспечивает натяжение ремня.
Весь блок работает под управлением специального устройства, оно базируется на вариаторе и состоит:
- Планетарная передача.
- Маховик.
- Кольцо с лимбом.
- Рычаг.
- Перемещающийся диск.
Лимб имеет маркировку, к которой реализуется функционирование шпинделя, а также обработка агрегата при его запуске.
Конструктивные узлы и механизмы станка
Все элементы конструкции токарно-винторезного станка 16Б16КП указаны в его паспорте. Рассмотрим каждый из них подробнее.
Несущая станина оборудования
Данный элемент станка изготовлен из чугуна методом литья, имеет коробчатую конструкцию, внутри которой выполнены П-образные ребра, увеличивающие его жесткость. В верхней части станины имеются две плоские и две призматические направляющие, которые тщательно отшлифованы и подвергнуты закалке. Станина закреплена на одной тумбе. В нишу, расположенную с правого торца последней, вмонтирован электрический двигатель, отвечающий за ускоренные перемещения продольных салазок. На задней части станины находятся коробка скоростей агрегата (у левого торца) и станция смазки (у правого). Электрический двигатель, отвечающий за привод главного движения, располагается во внутренней части тумбы станины. Система охлаждения станка, которая включает емкость для СОЖ и насос, также находится в станине – в нише со стороны правого торца ее тумбы.

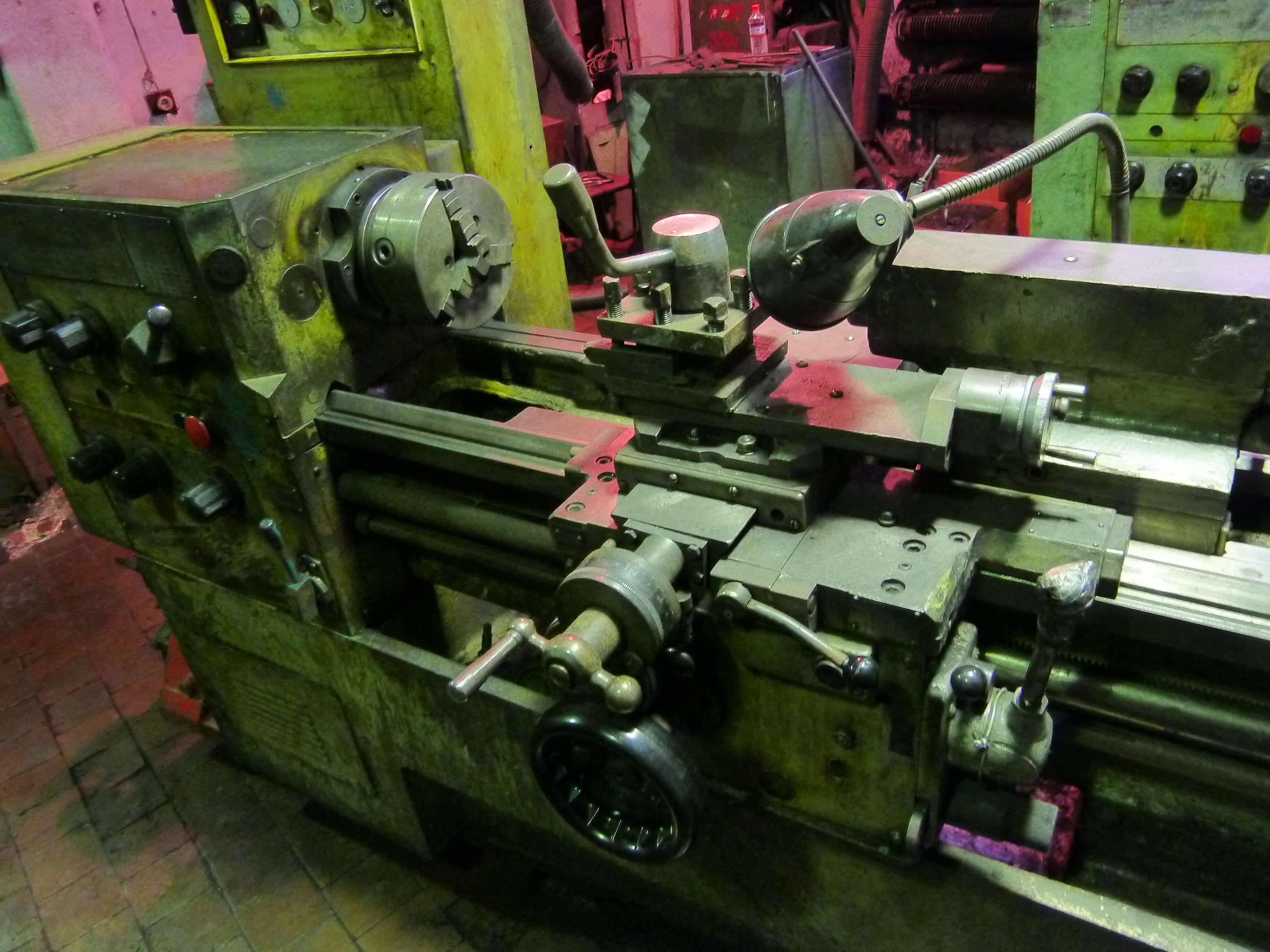
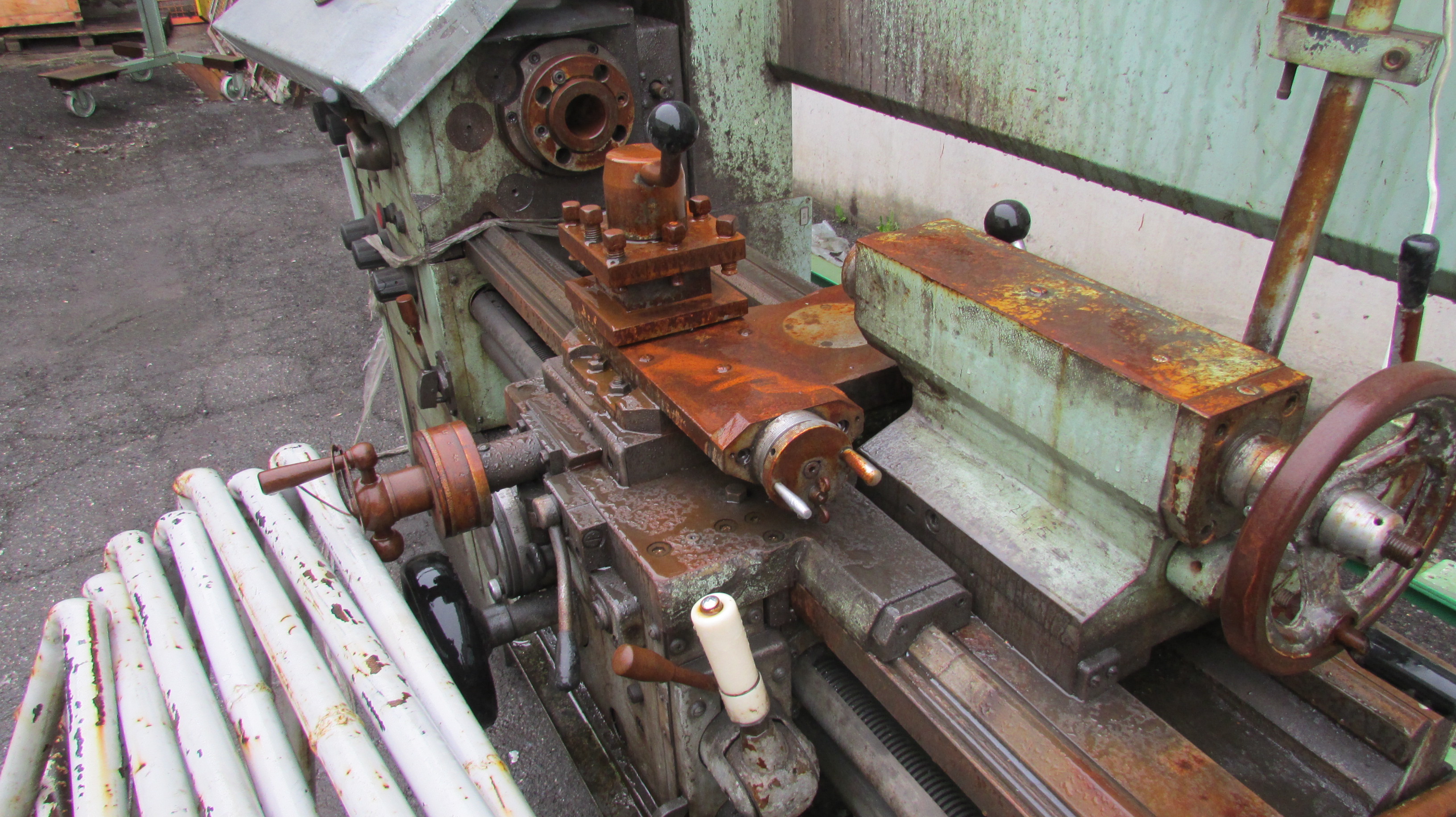
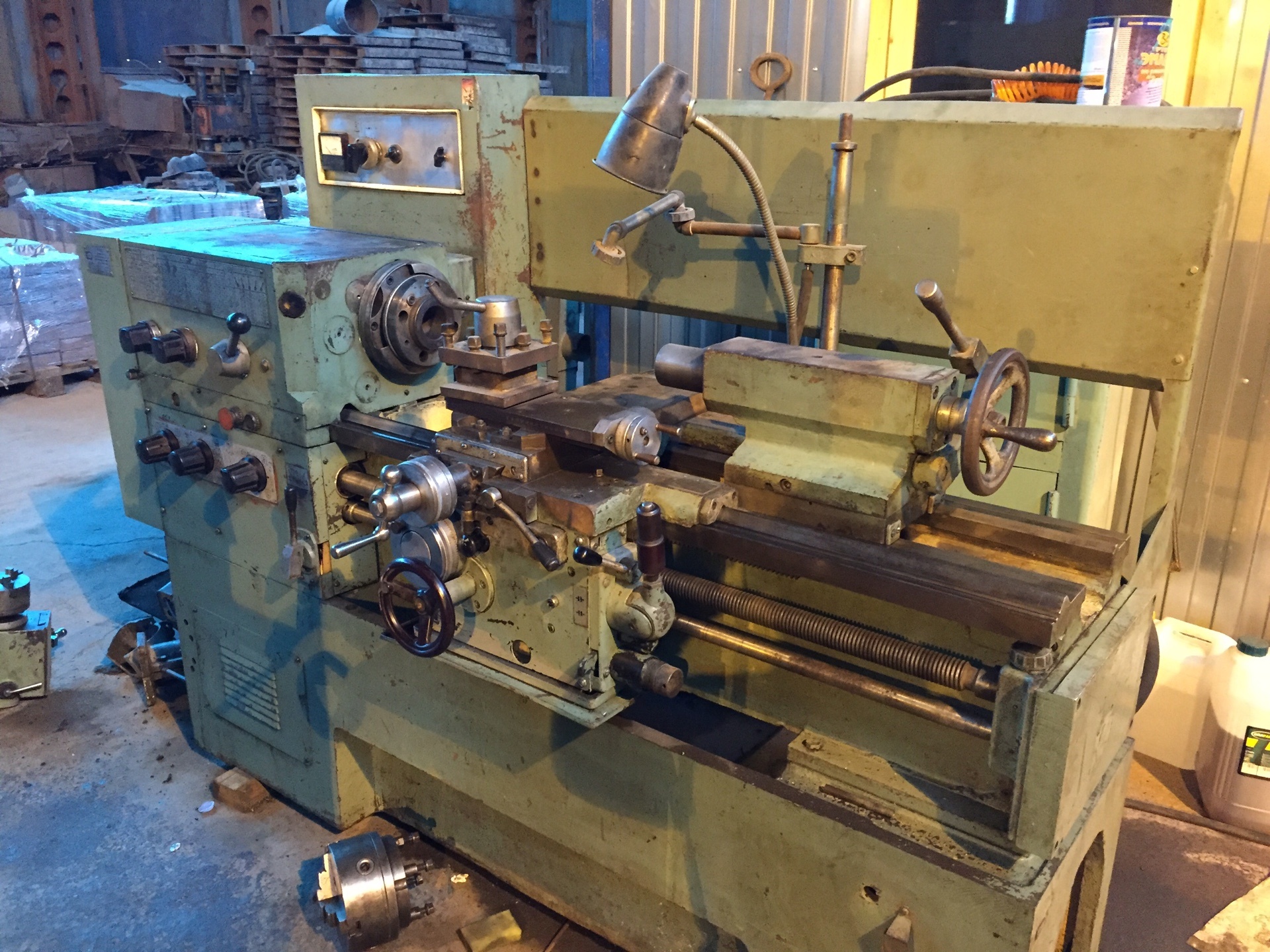
Токарно-винторезный станок 16Б16КП
Коробка подач
Важнейшие элементы данного узла токарно-винторезного станка – зубчатые колеса, получающие свое вращение от выходного вала коробки передач, расположенной в . Рукоятки на лицевой части коробки подач позволяют регулировать следующие технические параметры: величину подач и шаг резьбы, которая нарезается; выбор типа резьбы, включение ходового вала или валика; направление вращения, совершаемого ходовым винтом. При необходимости нарезания резьбы с более точными параметрами технические характеристики коробки подач 16Б16КП позволяют подключать ходовой винт напрямую, не задействуя зубчатые колеса. В конструкции коробки подач имеется специальная обгонная муфта, которая отвечает за отключение механизма коробки при выполнении быстрых передвижений суппорта, совершаемых в обратном направлении.
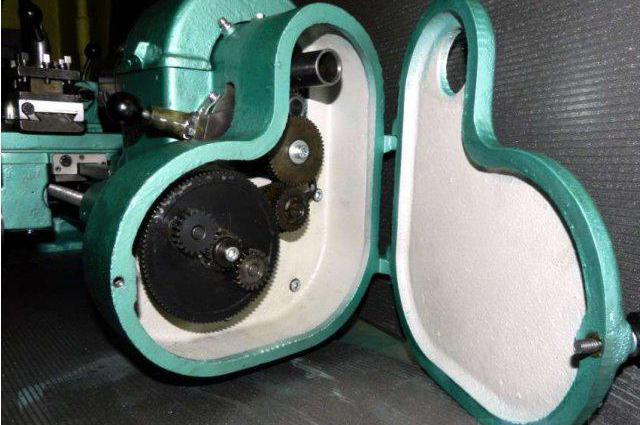
Коробка передач
Данный узел станка отвечает за обеспечение вращения вала коробки подач (приводного), которое передается от механизма передней бабки. Если на агрегате нарезается метрическая и дюймовая резьба, в коробке передач используется основной набор зубчатых колес, для модульной и питчевой применяется дополнительный. Защитный кожух данного узла 16Б16КП оснащен блокировочной системой, которая предотвращает случайное включение оборудования при отсутствии данного заградительного устройства или при его нахождении в открытом состоянии.
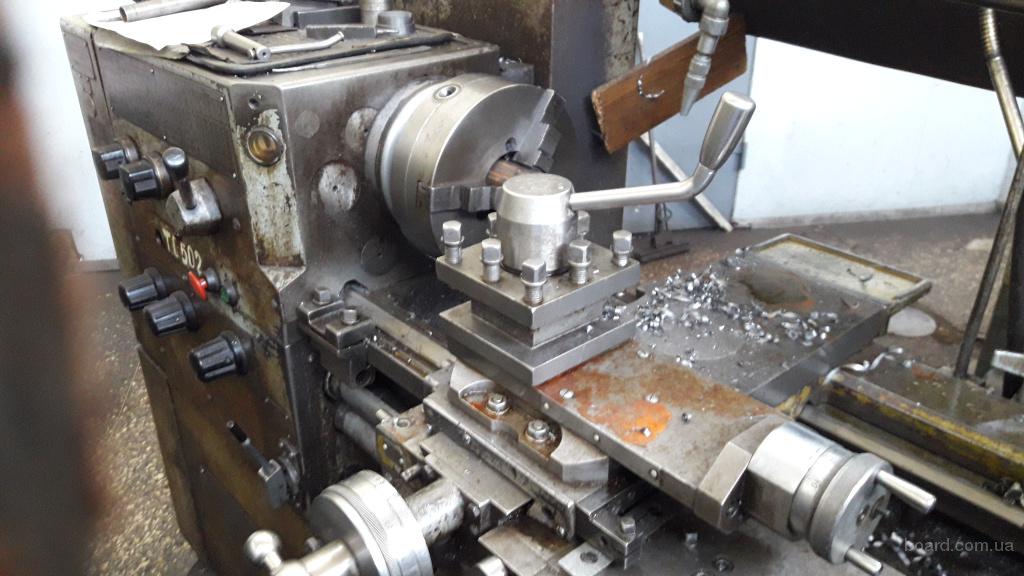
Коробка скоростей 16Б16КП
Задняя бабка
Этот узел станка соединяется с его станиной при помощи рукоятки, которая связана с эксцентриком и системой рычагов. Контролировать положение задней бабки, закрепленной на станине оборудования, можно посредством грубой проверки – по отмеченным при сборке станка местам, а также наиболее точно – при помощи специальной оправки, зафиксированной в центрах оборудования. Расхождение между осями вращения шпиндельного узла и осью задней пиноли не должно быть больше 0,1 мм.
Суппорт
Этот важный узел токарного станка обеспечивает фиксацию режущего инструмента, его перемещение в продольном и в поперечном направлениях. Приходить в движение суппорт может от ручного или механического привода. Продольные салазки фиксируют в любом месте станины, для чего используется специальный винт.
Суппорт с резцедержателем
Устройство для защиты от стружки
Поскольку в ходе токарной обработки образуется стружка, в 16Б16КП есть устройство, обеспечивающее защиту самого станка и его суппорта от мелких металлических частиц.
Внимания также заслуживает устройство, отвечающее за переключение передач станка. Оно отличается высокой надежностью, а также делает работу оборудования бесперебойной. Перечислим примечательные особенности такого механизма (его характеристики подробно описаны в паспорте оборудования).
- Управляется работа данного узла при помощи рукоятки, которую можно найти на панели отдельного электрического шкафа.
- За ручной выбор частоты вращения шпинделя отвечают три рукоятки.
- Специальная пружина в конструкции данного узла обеспечивает выборку люфта в подшипниках.
- Вращение шпиндельного узла происходит на двух роликовых подшипниках конического типа.
- Вращение на приемный шкив шпиндельного узла, частота которого может регулироваться по 12 ступеням, передается через шестерню-муфту, что может осуществляться напрямую или с перебором – 1:4 или 1:16.
https://youtube.com/watch?v=bS-cJbgKmdU
Чем примечателен станок данной модели
16Б16КП – это модификация оборудования модели 16Б16, которое стало выпускаться еще в 70-х годах прошлого века и пришло на смену устаревшему агрегату 1А616. В отличие от своих предшественников, станок модели 16Б16КП оснащен автоматической коробкой передач, что значительно повышает удобство его эксплуатации.
К значимым преимуществам станка 16Б16КП, которые расширяют функциональность данного оборудования, относятся следующие.
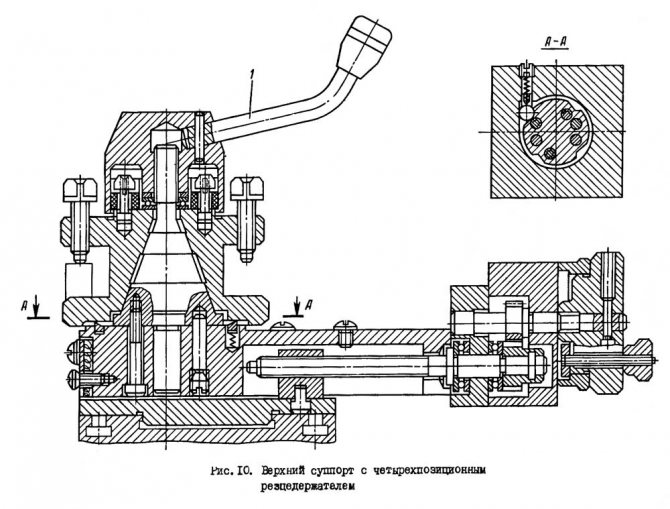
- Четырехпозиционный резцедержатель станка оснащен механизмом, который позволяет быстро отводить режущий инструмент от поверхности обрабатываемой заготовки при нарезании резьбы.
- Токарные операции, которые выполняются на 16Б16КП, характеризуются высокой точностью и позволяют получать поверхности с высокой чистотой, что обеспечивает целый ряд факторов. Во-первых, элементы всех базовых деталей и сборка узлов агрегата отличаются высокой точностью. Во-вторых, в опорах шпиндельного узла установлены высокоточные подшипники. В-третьих, все быстровращающиеся элементы станка тщательно отбалансированы. В-четвертых, скорости резания могут бесступенчато регулироваться в широком диапазоне.
- За главное движение 16Б16КП отвечает комплектный тиристорный электрический привод, что обеспечивает возможность оперативно выбирать наиболее подходящий режим обработки.
- Для того чтобы контролировать частоту вращения шпиндельного узла, используют рукоятку на фартуке оборудования.
- На фартуке станка 16Б16КП есть также рукоятка для управления рабочими и ускоренными передвижениями суппорта и продольных салазок, совершаемыми в продольном и поперечном направлениях.
- Чтобы обеспечить плавность работы агрегата в ходе отделочных токарных операций, характеризующихся высокой скоростью вращения заготовки, движение от шпиндельного узла сообщается коробке подач при помощи ременной передачи. Использование такой кинематической схемы также позволяет продлить срок службы сменных колес.
- В продольном и в поперечном направлениях продольные салазки и суппорт станка могут передвигаться в ускоренном режиме.
- В отличие от предыдущих моделей, 16Б16КП имеет в передней бабке два перебора: 1:4 и 1:16.
- Оборудование соответствует категории точности «Н».
- Конструкция и дизайн станка разработаны таким образом, что управлять им и обслуживать его очень удобно.

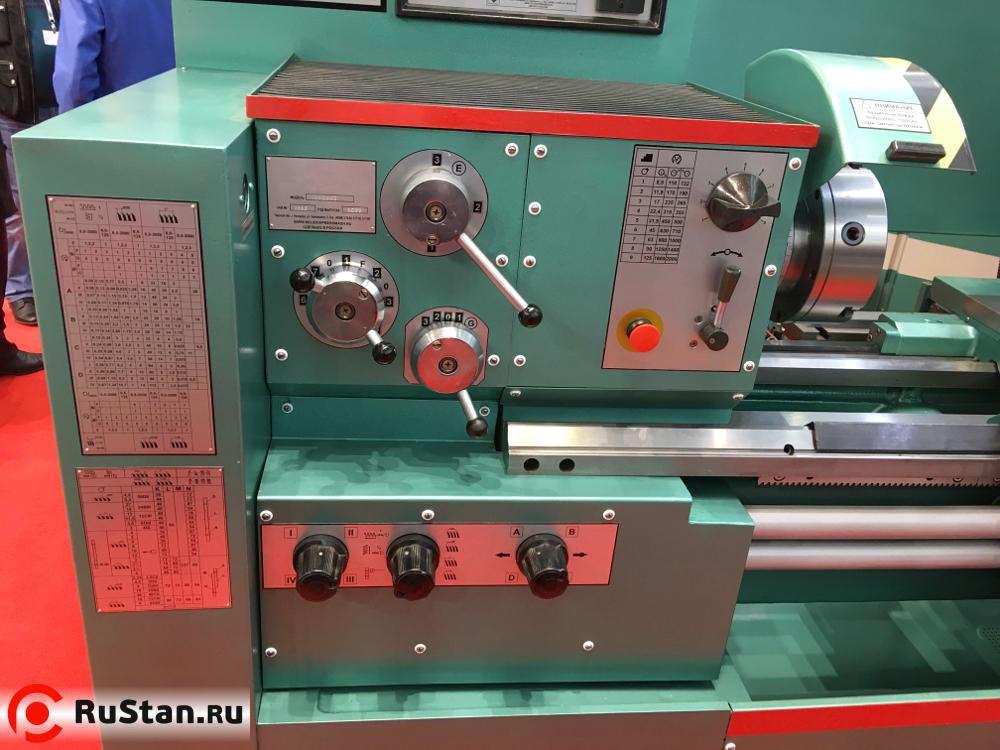
Органы управления станка
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Суппорт токарно-винторезного станка 16Б16П
Чертеж суппорта токарного станка 16Б16п
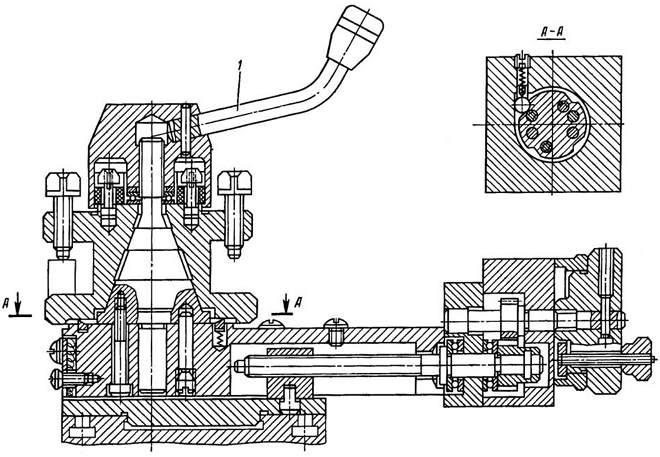
Суппорт станка
Резцедержатель с помощью суппорта может перемещаться вдоль и поперек станины от механического привода на рабочей подаче и ускоренно, а также от руки.
Каретка и поперечная ползушка суппорта имеют ограничения хода в обе стороны. При перемещении суппорта до упора срабатывает механизм отключения фартука.
При необходимости каретка суппорта (рис.11) с помощью винта 18 (см. рис.3) может быть закреплена в любом месте станины.
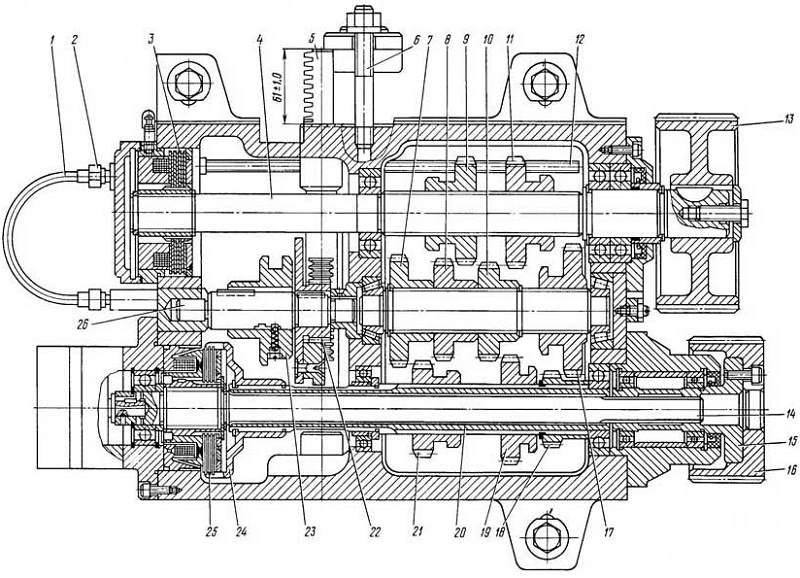
Фартук
Фартук имеет четыре пары кулачковых муфт I (рис.9), 2, 3, 4, которые позволяют осуществлять прямой и обратный ходы каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется рукояткой 19. Направление включения рукоятки совпадает с направлением перемещения каретки и суппорта.
Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным нажатием кнопки IB, встроенной в рукоятку 19.
При этом включается электродвигатель быстрых ходов, который через клиноременную передачу сообщает движение ходовому валу.
Величина перемещения фартука с помощью маховика отсчитывается по лимбу и нониусу с ценой деления, соответственно, I и 0,1 мм.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта и маточной гайки станка.
В фартук встроен предохранительный механизм от перегрузки станка, отрегулированный на максимальную величину усилия отключения фартука (6000 ± 500) H.
При работе по упорам усилие отключения фартука можно снизить до необходимой величины гайкой 6 и ослаблением пружины 7.
Предохранительный механизм работает следующим образом.
При встрече каретки с упором или при перегрузке и, следовательно, остановке червячного зубчатого колеса 14, червяк 13, продолжая вращаться, вывертывается и через сухарь 12, толкатель II, упорный подшипник 10, сжимая пружину 7, толкает стакан 9 вправо.
Защелка 8, западая в прорезь стакана 9, препятствует возвращению червяка в исходное положение.
При дальнейшем вращении червяка происходит смещение муфты 15 вправо под воздействием пружины 15, мелкозубая часть муфты 15 выходит из зацепления с муфтой 17. Червяк 13 превращает вращаться.








Чтобы включить фартук, необходимо освободить стакан 9, подняв защелку 8.
Пружина 7 включит расцепленные зубчатые муфты 15. 17 и червяк 13.
Для нарезания резьбы необходимо рукоятку 19 установить в нейтральное положение и рукояткой 20 включить маточную гайку. При этом реечную шестерню следует вывести из зацепления, вытянув кнопку 5 на себя.
Смазка фартука, направляющих станины и каретки производится плунжерным насосом, встроенным в крышку фартука.
Конструкция токарно-винторезного станка 16У04П
Вариатор станка
Узел состоит из вариатора с широким клиновым ремнем и двухступенчатой коробки скоростей. Первый вал вариатора I приводится во вращение фланцевым электродвигателем 9. На валу I расположен подпружиненный шкив 2. Второй вал 4 вариатора с диском 5 являются одновременно ведущим валом коробки скоростей, на нем расположены две шестерни. Переключение ступеней коробки скоростей осуществляется перемещением вдоль вала малой шестерни 7. Корпус 6 коробки скоростей установлен на стакане 8, прикрепленном к корпусу вариатора 3 и при помощи резьбовой втулки и двух винтов поворачивается относительно корпуса вариатора для натяжения ременной передачи, соединяющей вариатор с передней бабкой.
Механизм управления вариатором и коробкой скоростей (рис.12) расположен сверху на корпусе вариатора. Маховичок управления I переводит диск вариатора. При помощи рукоятки 2, расположенной на фланце лимба осуществляется переключение скоростей коробки скоростей. Маховичок управления связан планетарной передачей со шкалами настройки чисел оборотов шпинделя. На детали 3 нанесены две шкалы, соответствующие прямому включению шпинделя и включению шпинделя через перебор.
Передняя бабка
В корпусе I передней бабки смонтированы шпиндель 5, перебор и механизм управления.
Приемный шкив 3 передней бабки установлен на втулке 4, соосной шпинделю.
Вращение шпинделя передается непосредственно от шкива при включении зубчатой муфты 6 или через перебор с передаточным отношением 1:4.
В передней опоре шпинделя установлен роликовый двухрядный подшипник, воспринимающий радиальные нагрузки.
Задние опоры шпинделя и приводного шкива расположены в стакане 2.
В задней опоре шпинделя установлены два радиально-упорных подшипника, воспринимающих осевые нагрузки.
На левом конце шпинделя за опорой установлена шестерня 10, передающая вращение приводу подач и движение при нарезании резьб. В шпинделе имеется коническое отверстие для установки переходной втулки и упорного центра.
Управление передвижными шестернями и муфтой производится рукояткой II, расположенной на крышке, укрепленной на передней стенке корпуса бабки.
Смазка механизмов в опор шпинделя в передней опоре производится разбрызгиванием, в задней опоре — смазка фитильная.
Передняя бабка устанавливается и закрепляется слева сверху на станине.
Гитара
Корпус гитары прикреплен к передней бабке. В корпусе расположен качающийся трензель I и приклон гитары 4.
Трензель управляется рукояткой, расположенной снаружи на корпусе гитары. Рукоятка управления трензелем имеет жесткую фиксацию.
На приклоне гитары устанавливаются сменные шестерни для нарезания резьб.
Приклон поворачивается на фланце 3 выходного валика коробки подач и закрепляется в нужном положении гайкой.
Возможна установка различных наборов сменных шестерен, обеспечивающих различные варианты настройки привода подачи.
Корпус гитары закрывается крышкой 2. На внутренней поверхности крышки находится таблица настройки гитары.
Коробка подач
При постоянной настройке гитары, коробка подач позволяет получить одну величину шага резьбы и четыре различных подачи. Вращение первому валику I коробки подач передается шестернями гитары. Коробка подач управляется двумя рукоятками 4, расположенными на передней крышке 3.
Смазка коробки подач фитильная. Масло заливается через отверстие под пробку в верхней крышке 2.
Фартук
Фартук сообщает суппорту продольное перемещение. При нарезании резьбы движение винту передается посредством маточной гайки 5, при точении — реечной шестерней I. В корпусе фартука собран механизм, передающий движение от ходового валика к реечной шестерне. Сзади на корпусе фартука 6 находятся направляющие, по которым перемещается маточная гайка. На валу червячного колеса 4 находится перегрузочная кулачковая муфта 2, рукоятка управления которой расположена на передней стенке фартука.
Управление включением продольной подачи и маточной гайки выполнено при помощи одной рукоятки 7, чем обеспечивается необходимая блокировка. Смазка механизмов фартука происходит от шестерни 3, погруженной в масляную ванну.
Токарно-винторезный станок 16Б16П
⇐ ПредыдущаяСтр 18 из 23Следующая ⇒
Наибольший диаметр обрабатываемой заготовки, мм: над станиной – 320; над суппортом – 180.
Наибольшая длина обрабатываемого изделия 1000 мм.
Высота резца, устанавливаемого в резцедержателе, 25 мм.
Мощность двигателя N
д = 6,3 кВт; КПД станка η = 0,7.
Частота вращения шпинделя, мин-1: 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000.
Продольная подача, мм/об: 0,05; 0,06; 0,07; 0,08; 0,1; 0,12; 0,15; 0,17; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,2; 1,4; 1,6; 2; 2,4; 2,8.
Поперечная подача, мм/об: 0,025; 0,05; 0,06; 0,07; 0,08; 0,1; 0,12; 0,15; 0,17; 0,2; 0,25: 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,2; 1,4.
Максимальная осевая составляющая силы резания, допускаемая механизмом подачи, Pх
= 6000 Н ≈ 600 кгс.
Таблица Б.1– Размеры сечения державок резца
Размеры в миллиметрах
| d | h ×b = 1,0 | h ×b = 1,2 | h ×b = 1,6 | h ×b = 2,0 |
| 4 × 4 | — | — | — | |
| 5 × 5 | — | — | — | |
| 6 × 6 | 6 × 5 | 6 × 4 | 6 × 3 | |
| 8 × 8 | 8 × 6 | 8 × 5 | 8 × 4 | |
| 10 × 10 | 10 × 8 | 10 × 6 | 10 × 5 | |
| 12 × 12 | 12 × 10 | 12 × 8 | 12 × 6 | |
| 16 × 16 | 16 × 12 | 16 × 10 | 16 × 8 | |
| 20 × 20 | 20 × 16 | 20 × 12 | 20 × 10 | |
| 25 × 25 | 25 × 20 | 25 × 16 | 25 × 12 | |
| 32 × 32 | 32 × 25 | 32 × 20 | 32 × 16 | |
| 40 × 40 | 40 × 32 | 40 × 25 | 40 × 20 | |
| 50 × 50 | 50 × 40 | 50 × 32 | 50 × 25 | |
| 63 × 63 | 63 × 50 | 63 × 40 | 63 × 32 | |
| 80 × 80 | 80 × 63 | 80 × 50 | 80 × 40 |
Таблица Б.2 – Геометрические параметры режущей части резцов
| Обрабатываемый материал | Вид обработки | Материал режущей части | Геометрические параметры | ||
| φ | γ | α | |||
| Сталь углеродистая, легированная, инструментальная, стальное литье: НВ ≤ 340 | Точение, растачивание, строгание | Быстрорежущая, инструментальная сталь | — | 25°…30° | 8°…12° |
| Сталь конструкционная, легированная, стальное литье: НВ ≤ 302 | Точение, растачивание, строгание | Твердый сплав | -3°…-5° | 15° | 8°…12° |
| Чугун серый и ковкий: НВ ≤ 220 серый: НВ ≤ 220 НВ ≥ 220 ковкий: НВ ≤ 140-150 | Точение, растачивание | Быстрорежущая, инструментальная сталь | — | 12°…15° | — |
| Твердый сплав | -3°…-5° | 12° | 6°…10° | ||
| -3°…-5° -2° | 8° 15° | 8°…12° |
Таблица Б.3 – Угол наклона главной режущей кромки λ
| Условие и вид обработки | Угол λ |
| Чистовое точение и растачивание | -2°…-4° |
| Точение и растачивание стали и чугуна (φ = 40º) | 0° |
| То же черновое: стали чугуна | 0°…5° 10° |
| Точение прерывистых поверхностей | 12°…15° |
Таблица Б.4 – Значения углов φ и φ1
| Условия обработки | φ | Условия обработки | φ 1 |
| Обтачивание ступенчатых заготовок недостаточной жесткости, обтачивание, растачивание и строгание ступенчатых поверхностей в упор, подрезание, обрезание, прорезание | 90° | Для проходных резцов при работе без прорезания: из быстрорежущей стали; твердосплавные | 5°–10° 15° |
| Точение на проход заготовок малой жесткости, растачивание чугуна | 60°–75° | Для проходных резцов при работе с врезанием | 15°-30° |
| Точение и строгание жестких заготовок | 45°–60° | Для подрезных и расточных резцов: из быстрорежущей стали; твердосплавные | 10°–15° 20° |
| Чистовое точение | 10°–30° | Для прорезных и отрезных резцов | 1°–2° |
Таблица Б.5 – Значения r, f
0,φ 0
| Резцы и условия работы | r , мм | f 0, мм | φ 0 |
| Проходные при 0,2 мм/об | 0,5 – 5 1 – 3 | — | — |
| Подрезные | 0,5 – 2,0 | — | — |
| Прорезные | 0,2 – 0,8 | 0,25 | 75° |
| Отрезные | 0,2 – 0,8 | 0,5-1,0 | 45° |
| Расточные при обработке: чистовой черновой | 0,2 – 0,5 0,75 – 1,5 | — | — |
| Твердосплавные проходные | — | 2,0 | 15°–20° |
Таблица Б.6 – Геометрические элементы лезвия рабочей части резцов
с многогранными пластинами
| Пластина | Углы в плане | Передние углы | Задние углы | |||
| φ | φ1 | γ1 | γ | α | α1 | |
| Трехгранная | 90° | 10° | 12° | 12°1) | 7,5° | 7,5° |
| Четырехгранная | 45° | 45° | — | 10°2) | 10° | 4° |
| Пятигранная | 60° | 12° | 10° | 12° | 8° | 8° |
| Шестигранная | 45° | 15° | — | 10° | 10° | 5° |
| 1) Для резцов, оснащенных пластинами с диаметром описанной окружности 14 мм, передний угол γ = 17°. 2) Для резцов, оснащенных пластинами с диаметром описанной окружности 14 мм, передний угол γ = 15°. |
Приложение В
⇐ Предыдущая18Следующая ⇒
Технические показатели
Токарный станок 16б16кп обладает относительно небольшими габаритами, как для устройства с таким набором функциональных возможностей:
- длина – 2270 мм;
- высота – 1110 мм;
- вес – 2 т.
Станок имеет ряд других ключевых технических особенностей:
- Мощность электромотора, обеспечивающего работу привода главного движения, составляет 7,5 кВт. В то же время электропривод, обеспечивающий передвижение суппорта, обладает мощностью в 0,37 кВт, а электромотор для системы смазки – 0,12 кВт.
- Предельная длина обтачиваемой детали – 1,46 м, а максимальные размеры детали, которую можно закрепить в центрах станка составляет 1,5 м в длину.
- Нарезание резьбы осуществляется посредством предварительного выбора оператором шага резьбы, которая определяется им в зависимости от типа изделия.
- Предельное сечение заготовки обрабатываемой над станиной устройства не должно превышать 40 см, а над суппортом – не больше 21 см.
- Продольные подачи выполняются в диапазоне от 0,05 до 2,8 миллиметров на оборот, а поперечные – от 0,025 до 1,4мм/об.
- Диапазон оборотов шпинделя в прямом направлении – от 25 до 2500 об/мин, а в реверсном – от 25 до 1250 об/мин.
- В прямом направлении шпиндель имеет 21 ступень скорости, а в обратном – 18.
- Диапазон движения суппорта по винту 75 см (продольное) и 22 см (поперечное). Предельное расстояние движения суппорта по валику – 50 см.
Приведенные выше характеристики станка позволяют ему не терять актуальность даже спустя полвека с момента начала его производства. Сферы применения устройства остаются приблизительно теми же – чаще всего станки данного типа применяют в небольших ремонтных мастерских.







Люди, которым доводилось работать с этим агрегатом, оставляют о нем в основном положительные отзывы. Все отмечают надежность станка, простоту в применении, широкие функциональные возможности. Вместе с тем отмечают и моральное устаревание устройства и его ключевых узлов, которое с каждым годом становится все более ощутимым. Несмотря на это, станок продолжает пользоваться спросом на рынке и создавать качественные детали.
Republished by Blog Post Promoter