Технология выполнения работ
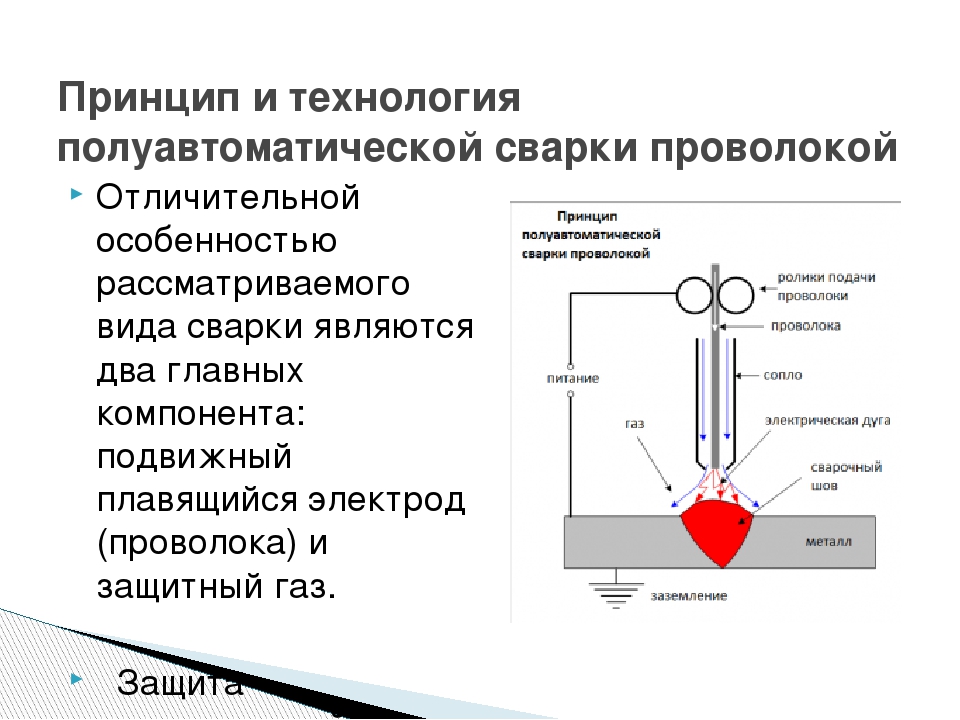
В тех случаях, когда для эффективного соединения металлоизделий требуется сварочный аппарат-автомат, чаще всего сварку выполняют не с использованием электродов, а при помощи специальной присадочной проволоки, которая наматывается на специальную катушку. Этот материал находится в подающем механизме и подаётся при необходимости в область создаваемого шва за счет роликовой системы. Возможен и автоматический способ подачи, если есть электрический двигатель.
Механизм, в котором располагается присадочная проволока, обеспечивает ее перемещение и выпрямление, после этого она поступает в мундштук, а оттуда — к сварочной дуге.
А также в мундштуке располагается специальный контакт, проводящий электроток. Он находится в постоянном взаимодействии с присадочной проволокой, обеспечивая тем самым создание сварочной дуги. Сам контакт и дуга располагаются на небольшом расстоянии друг от друга. Из-за этого перемещение присадочной проволоки напоминает собой технологию работы с коротким электродом, когда последний сохраняет на протяжении всего процесса одинаковую длину.
Сварочная зона имеет довольно большую площадь, особенно если используются автоматы марки Ляйстер. Вследствие этого, даже при работе с электротоком высокой плотности, последний можно направлять на расплавление металла, не беспокоясь насчёт перегрева проволоки или оборудования. Автоматические аппараты для сварки Ляйстер в состоянии обеспечить равномерное поступление проволоки, благодаря надежному подающему устройству. Это избавляет оператора от необходимости делать поправку на дугу, склонную менять свою длину.
Из предлагаемых сегодня решений на рынке довольно интересными являются автоматы от компании Твинни Т, которые отличаются от конкурентов способностью зажигать дугу самостоятельно, не вступая во взаимодействие с соединяемыми заготовками.
Если будут выполняться технологические требования к проведению работ при помощи автомата, то возможно решение следующих задач:
- Осуществлять точную настройку скорости подачи присадочной проволоки с учетом рабочего напряжения дуги и ее размера. Присадочный материал будет подаваться в зону сварки с той же скоростью, с которой осуществляется ее плавление при условии, что сварочная дуга имеет нормальные рабочие параметры. Аналогичным образом, в случае уменьшения размеров дуги, проволока также будет уменьшаться, поддерживая стабильность дугового напряжения.
- Если, ввиду возникших обстоятельств, длина дуги станет больше, то проволока автоматически начнет подаваться с увеличенной скоростью, что позволит скорректировать размер дуги и ее напряжение до нормативных показателей. Иными словами, автомат будет в течение всего сварочного процесса поддерживать оптимальные рабочие параметры дуги и корректировать их до нормальных значений без дополнительного расхода присадочной проволоки.
- При использовании автомата для сварки можно нормализовать работу после короткого замыкания. Если описанное явление приведет к неожиданному исчезновению напряжения, то проволока сразу же перемещается назад, удаляясь от свариваемой конструкции. Иными словами, благодаря автомату, моментально происходит изменение направления ее движения.
- Но как только подача энергии возобновляется, проволока вновь начинает движение к соединяемым элементам и с целью уменьшения напряжения холостой дуги накоротко замыкает в момент касания свариваемых конструкций. Одновременно с этим загорается и сварочная дуга. Если этого не происходит, то проволока повторно движется в зону сварки. Затем она принимает исходное положение, после чего дуга восстанавливает свои нормальные рабочие параметры.
Таким образом, благодаря сварочному автомату можно в течение всего рабочего процесса обеспечивать стабильность рабочих параметров дуги, что является практически невыполнимой задачей при проведении работ вручную.
Инструкция по работе со сварочным аппаратом
Сварку металлических заготовок осуществляют так:
- Подготавливают рабочее место и детали. Подсоединяют массу к свариваемому материалу. При работе с небольшими заготовками используют металлический стол. К нему подсоединяют нужный проводник. Стол можно заменить горизонтально установленным металлическим листом, к которому подключают «нуль» сварочного агрегата.
- Выбирают величину выступа проволоки из сопла. Рекомендованное значение – 5 мм. Сильно выступающий элемент отрезают кусачками.
- Устанавливают свариваемые детали рядом друг с другом. Проводят электродом по 2 точкам. Это сделает заготовки неподвижными. При сварке внахлест используют струбцины, надежно удерживающие детали.
- Возбуждают сварочную дугу, расплавляют металл в местах соединения. Если аппарат работает нестабильно, увеличивают силу генерируемого агрегатом тока.
- Проваривают шов от одного конца к другому, плавно ведя дугу над металлом.
Видео по теме:

Сварочная проволока Farina ER70S-6

Какую проволоку выбрать для полуавтомата.Смотреть обзор

КАК ВЫБРАТЬ ПРОВОЛОКУ НА СВАРОЧНЫЙ ПОЛУАВТОМАТ

Сварочная проволока для полуавтоматов

Труба, сварка полуавтоматом.
Интересное по теме:
Какие виды площадок. Детские спортивные комплесы и лабиринты. Все об этом Вы прочтете здесь…
Online казино Play Фортуна — твой первый шаг к призам!
На официальном портале казино Play Фортуна для зарегистрированных игроков в наличии больше 3500 игр, на различную тему и цветовую гамму, от крутых популярных производителей слотов. Казино Плей Фортуна трудится успешно с 2012 года и до сих пор не прекращает баловать и меняться в правильную сторону! Давайте более подробно изучим это казино, с помощью небольшого но интересного обзора!
Бонусная политика в casino Плей Fortuna Для игроков, после регистрации, полагаются такие акции и бонусы: 1. Бонус за первый депозит — награда 100% от депозита (до 500$). Будет зачислен на бонусный счет и после отыгрывания, возможно вывести. 2. Free Spins в самых топовых играх. Каждую неделю игра и условия — дополняются, но в любом случае при 1-ом или следующих депозитах, Вы имеете возможность получить до 50 free spin. 3. Кешбек в casino — отличный подарок, зачисляется в процентном соотношении от проигранных средств. 4. Поинты — это внутренняя валюта в казино, которую возможно обменять на настоящие деньги и оформить заявку на вывод, начисляются они в зависимости от кол-ва ставок и суммы ставок.
Турниры и гонки В казино Плей Fortuna (https://play-fortuna-casino.info/igrovye-avtomaty-thunderkick.html) регулярно проводят огромные турниры и так называемые спринт гонки. В каждом турнире и гонке есть свой выигрышный фонд, таблица участников и победителей, а также условия и специальные игры. Принять участие в подобных соревнованиях сможет любой игрок! Для этого нужно только подтвердить свое согласие с помощью обычной кнопки на странице турнира и не нарушать правила и условия.
Совершение депозита и выплата денег Для пополнения счета доступно более 10 известных платежных систем, среди которых: WebMoney, Yandex.Деньги, Qiwi, карты Visa/Mastercard и многие другие. Вывод по правилам казино обрабатывается в ту же систему, с помощью которой было совершен депозит. Обычно вывод в casino Плей Fortuna осуществляется в течение 2-4 часов, что дает игрокам огромное преимущество!
Обажаешь азарт и не хочешь доверять различным NoName казино? Тогда регистрируйся в casino ПлейФортуна на официальном сайте и выигрывай прямо сейчас!
Проекты дизайна интерьера квартир, домов,оффисов,ресторанов, кафе
Привлекаем клиентов в Ваш бизнес, с помощью рассылки в формы обратной связи сайтов.
В наличии несколько баз, суммарным объемом более 5 млн сайтов СНГ. Предоставляем скриншоты, подтверждающие выполнение обязательств с нашей стороны.



Приятные цены — нам выгодно, чтобы заказчик получал прибыль, значительно превышающую стоимость рассылки и обращался повторно.
P.S. Извините за беспокойство, если мы с Вами уже сотрудничаем.
Ставайте умнее с «интересы женщин»
Блог о женских чулках, колготках и белье. Все самое интересное здесь …
голоса
Рейтинг статьи
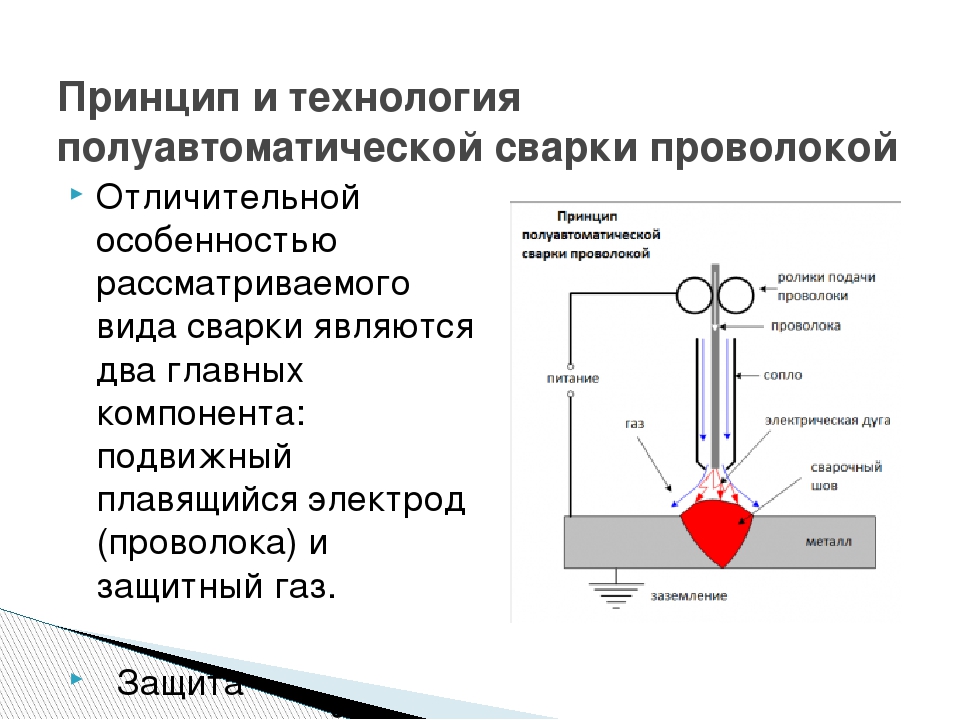
Принцип работы
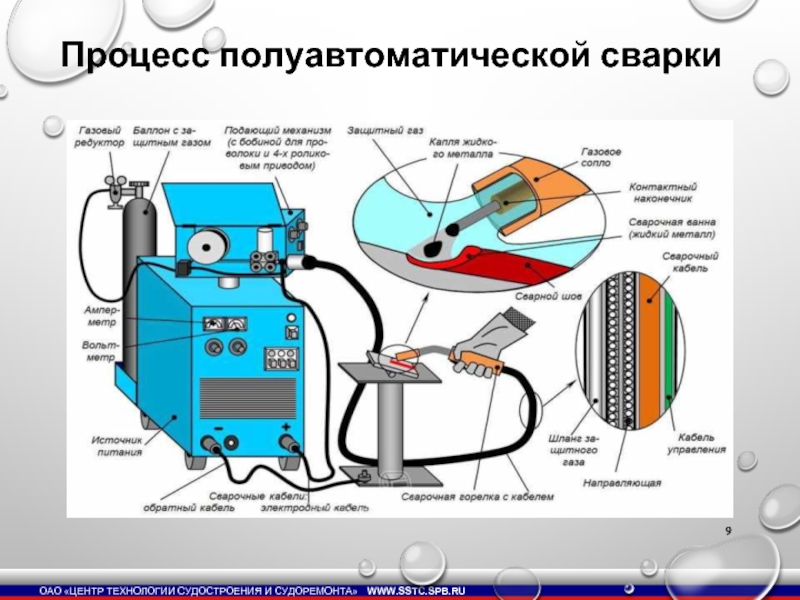
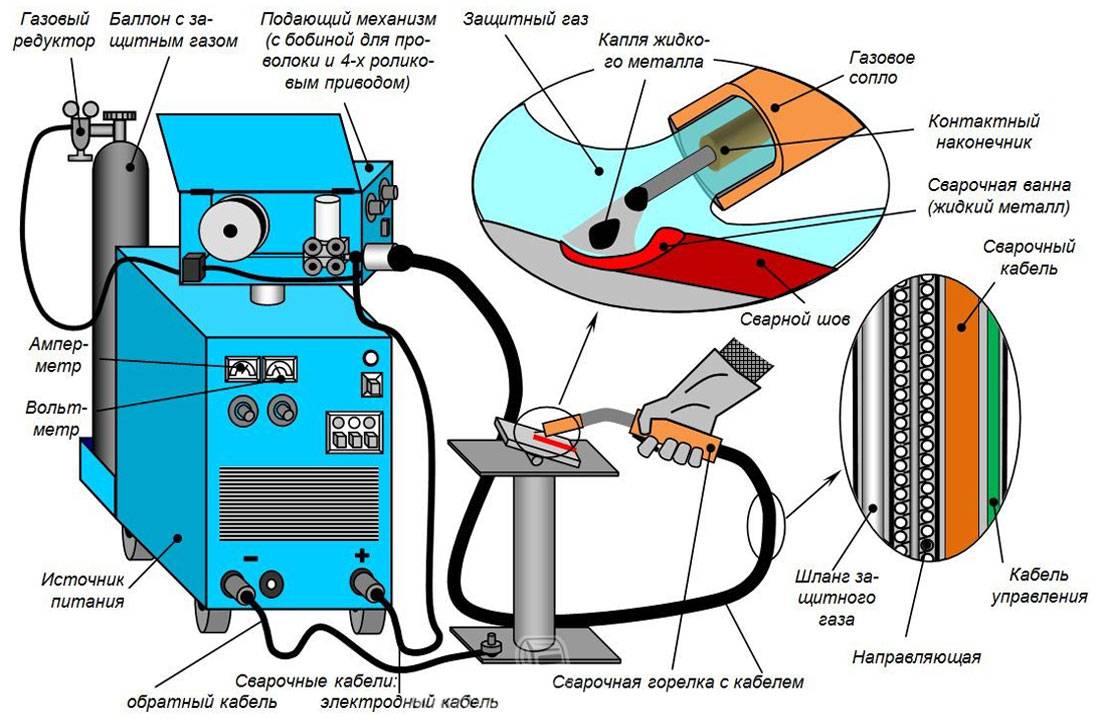
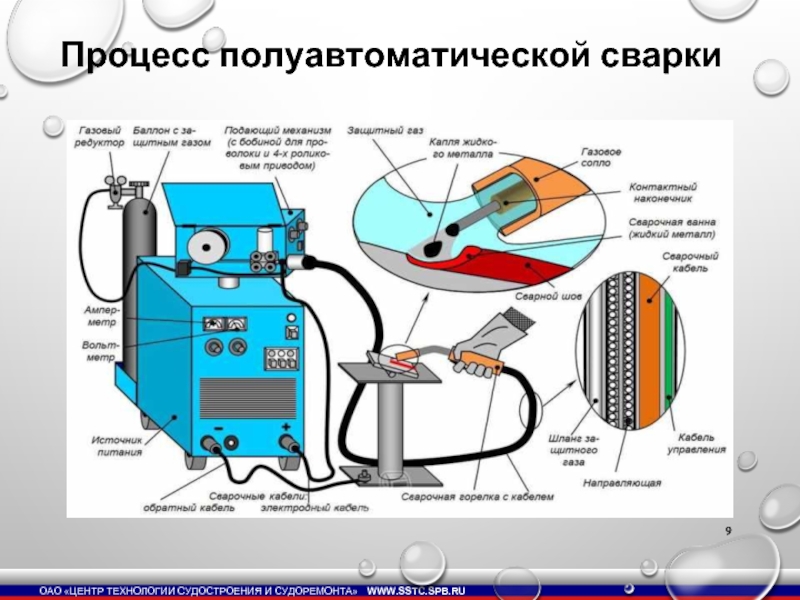
Самым распространенным видом сварочного прибора являются устройства, работающие в защитной газовой среде. Устройство сварочных полуавтоматов этого типа принципиально одинаково.
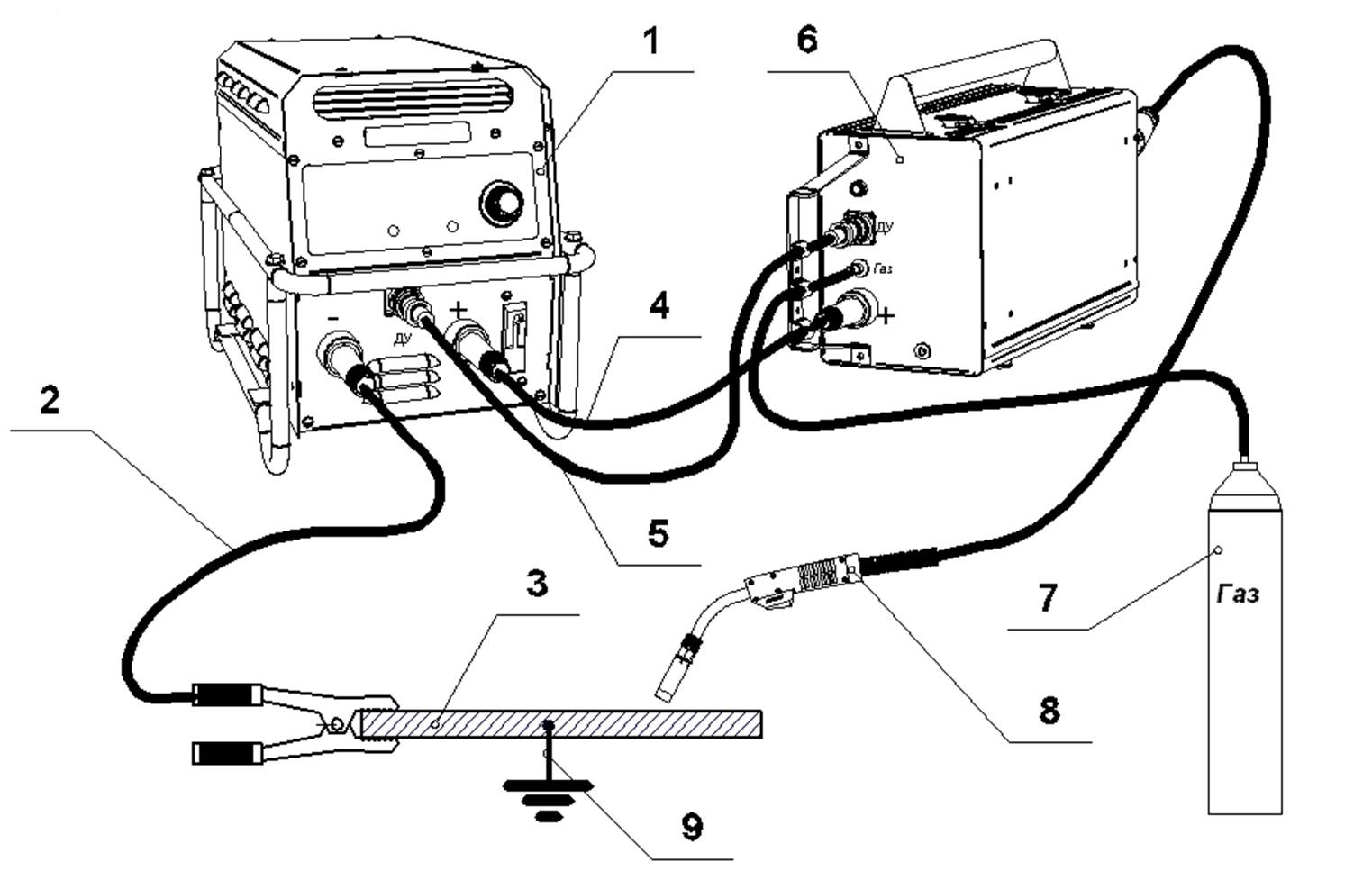
Основными узлами являются:
-
Источник питания. Разные модели рассчитаны на разное напряжение. Оно может быть как однофазным, так и трехфазным. С помощью переключателя можно переходить с 380 вольт на привычные 220 вольт, что позволяет использовать агрегаты не только на производстве, но и в обычных бытовых условиях. Ток передаётся или через самодельный трансформатор, или через инвертор. Инвертор понижает напряжение и повышает силу тока.
- Электродная горелка вместе с трубкой для подвода газа.
- Баллон с газом для защиты зоны плавления.
- Специальный механизм движения проволоки.
- Блок управления и настройки.
В моделях с толкающим механизмом проволока для сварки движется внутри направляющей трубки, когда специальный узел толкает наружу. В случае если применяется тянущий тип, то узел подачи расположен в глубине горелки и вытаскивает на себя электродную проволоку с бобины.
Принцип работы полуавтоматической сварки предусматривает управление и регулирование важнейших параметров: величину напряжения, силу тока и скорость разматывания катушек. Регулирование может быть переменным, с плавным изменением значений или ступенчатым. Некоторые устройства самостоятельно выбирают скорость подачи проволоки в зависимости от установленных сварочных значений.
Порядок действий при работе с аппаратом:
- Кнопкой «Пуск» включается источник питания.
- Выпускается на горелку защитный газ и подается напряжение.
- Узел подачи разматывает катушку.
- Между проволокой и поверхностью металла возникает электрическая дуга, и проволока начинает плавиться.
- Газ защищает зону плавления.
- Происходит сваривание металлических частей.
Характеристики
Что такое сварочный аппарат полуавтомат, это оборудование, которое выполняет часть работы по сварке автоматически. Сварщик настраивает режимы и следит за образованием ванны, направляет расплавленный металл для образования шва.
На полуавтоматах от выставленной силы тока зависит скорость подачи расходного материала и какой плотности образуется защитная среда. Рабочий формирует шов, одновременно следит за его образованием и качеством. При возникновении дефектов сразу же может изменить режимы работы оборудования и продолжить варить.
В сравнении с ручной, сварка полуавтоматическая имеет явные преимущества:
- при работе не надо постоянно прерываться и менять электроды;
- процесс сварки обходится дешевле, нет остатков расходных материалов;
- сварщик не отрывается постоянно от работы, производительность выше;
- расходный материал подается с постоянной скоростью, процесс плавления и сама сварка происходят быстрее и качественнее;
- шов большой длины не имеет стыков, варится непрерывно;
- автоматическая подача проволоки облегчает процесс сварки, позволяет создать красивый шов.
При постоянной скорости подачи проволоки дуга не прерывается, горит стабильно. Ее маленький диаметр позволяет постоянно варить на короткой дуге, что проще и провар лучше.
На сварочнике полуавтомате инверторного типа можно сваривать абсолютно все. Его мощности хватает, чтобы прожечь аргоном окисную пленку на алюминии, при этом не прожечь лист насквозь. Порошковой проволокой свариваются сплавы цветных металлов, сами металлы, высоколегированная сталь.
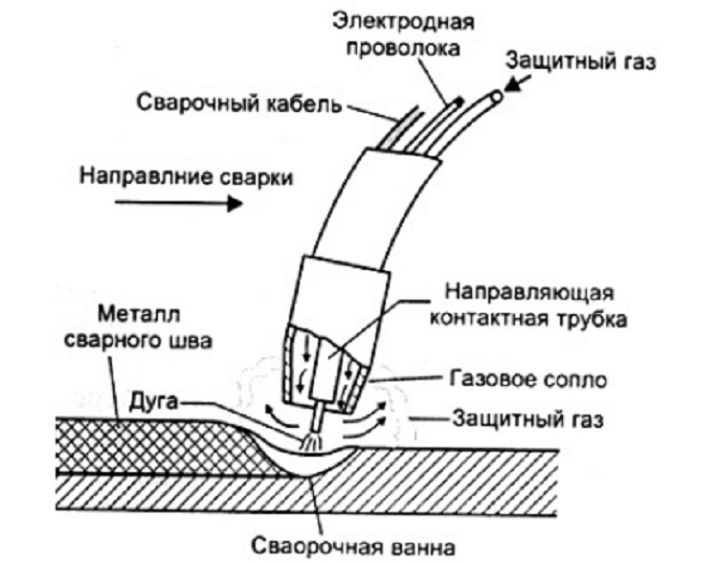
С газом
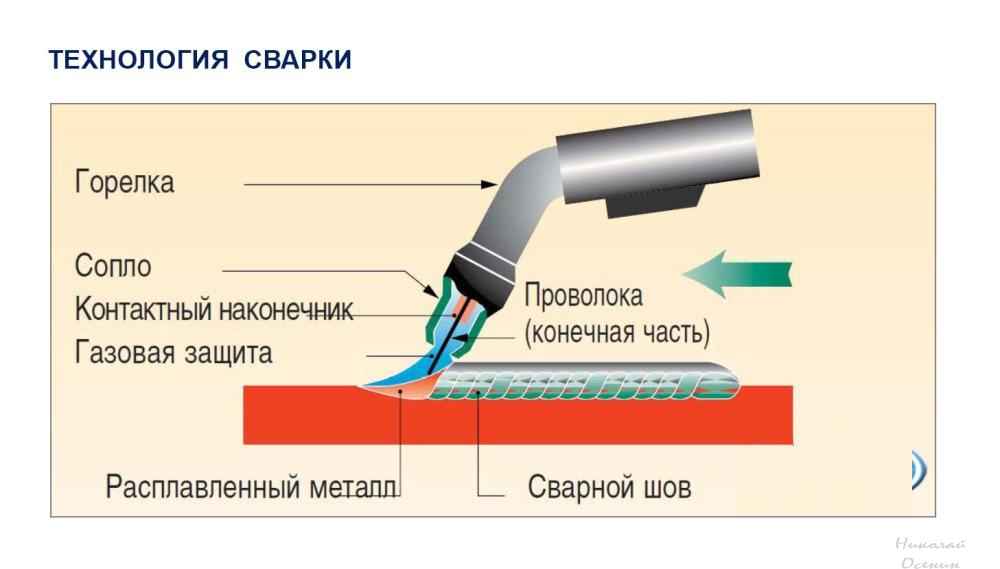
В горелке кроме держателя электрода имеется форсунка, через которую подается газ. Она направлена непосредственно в сварочную ванну и закрывает ее, защищая от воздуха и влаги. При равномерной подаче проволоки, расстояние от дуги до ручки постоянное, поэтому горелка закрепляется жестко, а не подводится отдельно сбоку, как при ручной сварке аргоном. Устройство у полуавтоматов разное, но в оборудование обычно входят:
- источник питания;
- охлаждение;
- катушка для расходного материала;
- проволочный канал;
- шланг для газа;
- горелка;
- газовый баллон;
- кабеля для подключения и зажимы плюс и минус.
Важно! Редуктор газового баллона оборудуется подогревом, чтобы газ поступал теплым, не охлаждал ванну. Особенно важно иметь обогреватель при работе на холоде
Горячий газ дополнительно согревает зону сварки, не дает детали резко остыть.
Катушка оборудована узлом автоматической подачи электродной проволоки работает по толкающему принципу. Ролики, расположенные в рукоятке горелки тянут проволоку. Наилучшим является смешанный принцип подачи, когда от катушки проволока с небольшим усилием проталкивается в рукав. Тянущий узел на горелке регулирует скорость подачи. Такой способ полностью исключает заклинивание расходного материала в длинном рукаве. В случае, когда остался маленький кусок проволоки, ее легко вытащить.
Подача газа включается одновременно с проволокой, одной кнопкой на держаке. Оба режима сдублированы и зависят от настроенной силы тока. Чем больше его величина, тем быстрее движется проволока и больше газа поступает. При сварке нестандартных материалов, требующих особого режима, эти параметры требуют отдельной регулировке.
На профессиональных аппаратах форсунка с газом может быть съемной и подсоединяться к держателю. Подача газа регулируется отдельно, в зависимости от того, какой используется.
Без газа
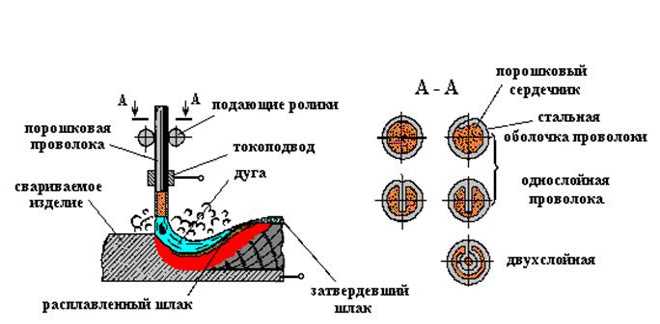
При сварке без газа, на аппарате стоит накопитель, и автомат по рукаву подает в рабочую зону флюс. Защитный материал насыпается немного впереди сварочной ванны и частично нагревается текущим расплавленным металлом до подхода к нему дуги. В процессе сварки он переходит в жидкое состояние раньше металла и всплывает наверх, образуя шлаковую корку.
При сварке порошковой проволокой она сама плавится, создавая шлаковую защиту ванны и шва. После остывания она легко удаляется постукиванием молотка. В этом случае газ или флюс не подключаются.
Разновидности полуавтоматов (проволочных аппаратов)
Полуавтомат — это очень многофункциональный сварочный аппарат. Ему под силу сварка с применением проволоки под слоем флюса или в среде защитного газа, сварка с использованием специальной самозащитной проволоки (порошковой проволоки), а также классическая ручная дуговая сварка.
Большинство полуавтоматов способны выполнять только один из перечисленных видов сварки. Но есть модели, которые умеют все. Они наиболее универсальны и способны выполнить сварку любой сложности.
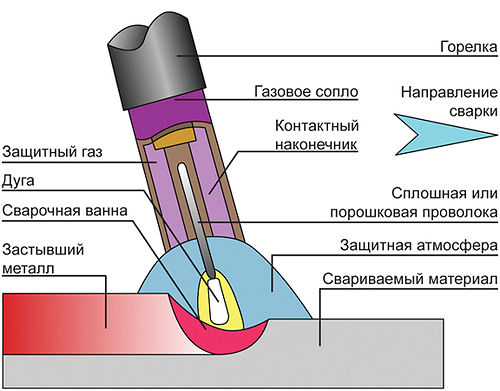
Сварка проволокой в среде защитного газа — самая распространенная. При этом методе сварки проволока является электродом и заодно плавится, смешиваясь с основным металлом. А газ защищает сварочную ванну от окисления. Сварка под флюсом зачастую применяется в промышленности. А вот сварка самозащитной проволокой достойна отдельного внимания.

При этом методе сварки вам не нужно использовать газ или флюс. Достаточно заправить в полуавтомат специальную порошковую проволоку и приступать к сварке. Порошковая проволока — это, по сути, полая металлическая трубка, внутри которой содержится флюс. В процессе сварки металлическая трубка плавится, флюс высвобождается. И начинает играть ту же роль, что и защитный газ.
Казалось бы, идеальная технология сварки. Но проблема заключается в том, что получаемые при таком методе сварки швы далеки от идеала. Самозащитную проволоку можно использовать лишь в экстренных случаях, когда другие методы сварки невозможно выполнить.
Что собой представляет порошковая проволока
Порошковая проволока — это специально разработанная проволока для полуавтоматов. В отличие от обычной сварочной проволоки, порошковая содержит внутри порошок, который при плавлении металла превращается в газ, защищая сварочную ванну с расплавленным металлом от воздействия негативных факторов.

Практически тоже происходит и при классической сварке полуавтоматом в среде защитного газа. Поэтому сварка порошковой проволокой мало чем отличается от сварки с газом, но имеет ряд значительных плюсов, которые делают её столь популярной.

И хотя многих на сегодняшнее время отпугивает высокая стоимость порошковой проволоки, если подсчитать затраты на заправку и транспортировку баллонов с газом, на самом деле, разница в цене не такая и существенная.
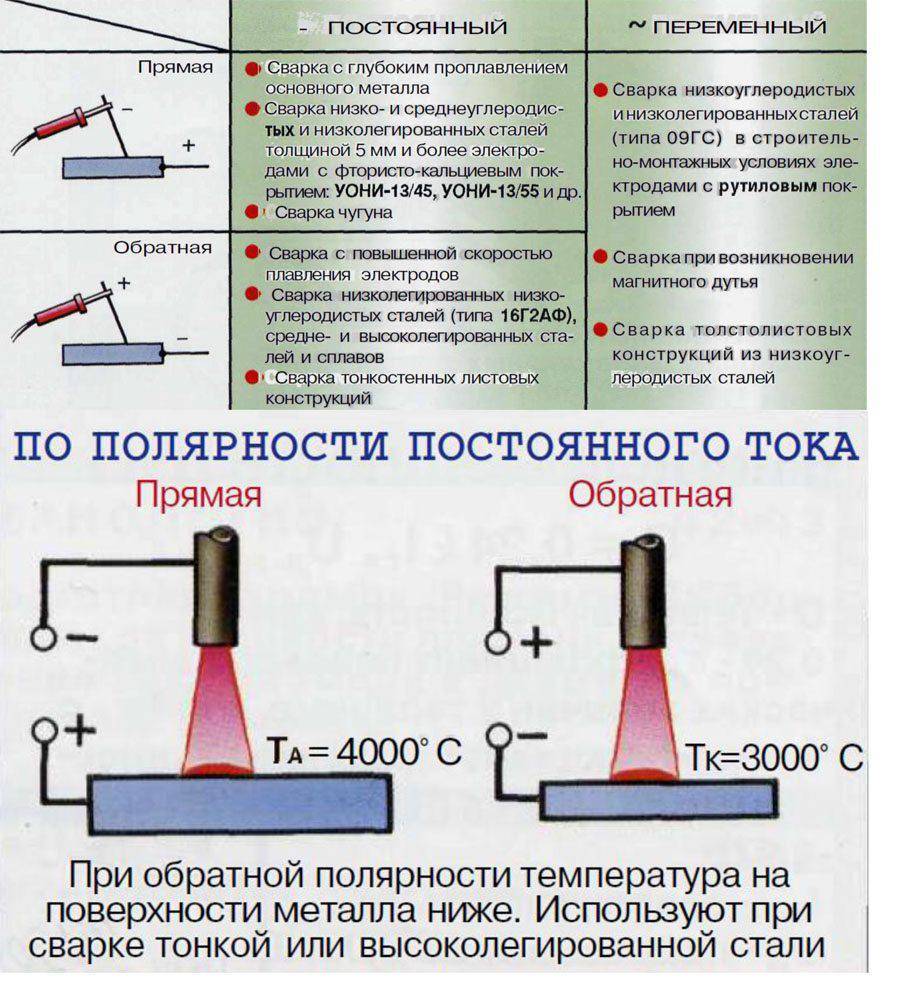
Необходимое оборудование и виды проволоки
Метод сварки без газа применяется с использованием полуавтоматов типа MIG/MAG, оснащенных функцией переключения полярности. Прямая полярность необходима для работы при более высокой температуре, которая обеспечивает распыление флюса и формирование защитного газового облака. В настройках аппарата выставляется величина тока, соответствующая толщине свариваемого материала. Правильно настроенный полуавтомат обеспечит устойчивую сварочную дугу.

Технология MIG/MAG сварки
Самозащитная или флюсовая проволока выпускается разных типов. Она изготавливается в виде полой поверхности, заполненной флюсом с присадками. Она может быть в форме трубки:
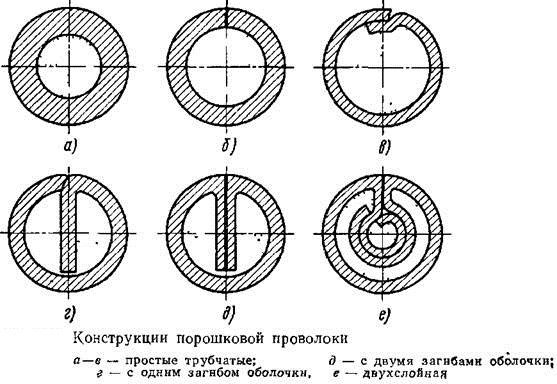
Конструкция порошковой проволоки
- однополостной;
- двухполостной с загибом;
- двухполостной с двумя загибами;
- двухслойной.
Ребра конструкции защищают материал от сминания при случайном нажатии. Заполняющий проволоку флюс состоит из деоксидирующих, шлакообразующих веществ. В качестве дополнительных компонентов входят различные присадки, включающие железо, марганец, никель. По структуре флюс соответствует обмазочному материалу покрытых электродов.
Техника сваривания

Техника имеет много общего как с работой методом ММА с дискретными электродами, так и с работой газовым полуавтоматом MIG/MAG
Перед началом сварки следует провести зачистку зоны шва с помощью угловой шлифмашины, чтобы очистить заготовку от механических загрязнений, следов ржавчины, остатков старых лакокрасочных покрытий. Далее необходимо тщательно обезжирить зону шва и околошовную область не уже 10 см, чтобы смыть все масложировые загрязнения.
Разделка кромок шва проводится без каких-либо особенностей.
Горелку нужно вести вдоль шва плавно, без рывков. Отрывать электрод и гасить дугу в конце шва следует плавно, чтобы не разогнать защитное облако углекислого газа на остывающей сварочной ванной.
Сварщики, знающие, как варить детали флюсовой проволокой без газа обращают внимание на следующий нюанс. Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну
При этом может пострадать как прочность, так и долговечность шва на данном участке.
В этом случает следует прервать работу, очистить участок шва от шлака и проварить его повторно.
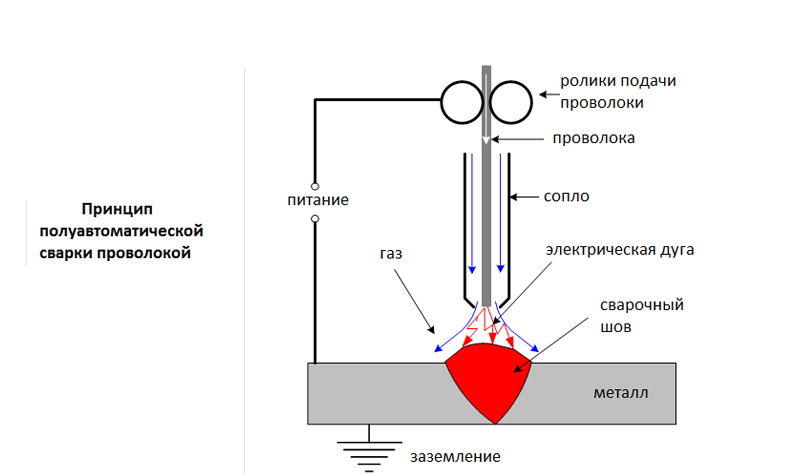
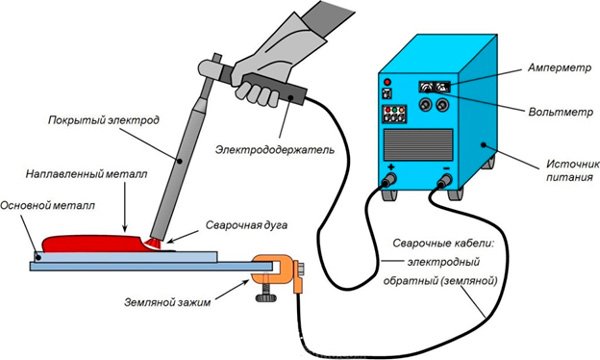
Принцип работы сварочного полуавтомата MIG/MAG
В названии MIG/MAG зашифрован принцип действия данного оборудования — инертный/активный газ. Сваривание металлических поверхностей происходит в условиях газовой среды, при этом она защищает металл от воздействия воздуха (окислений, азотирования).
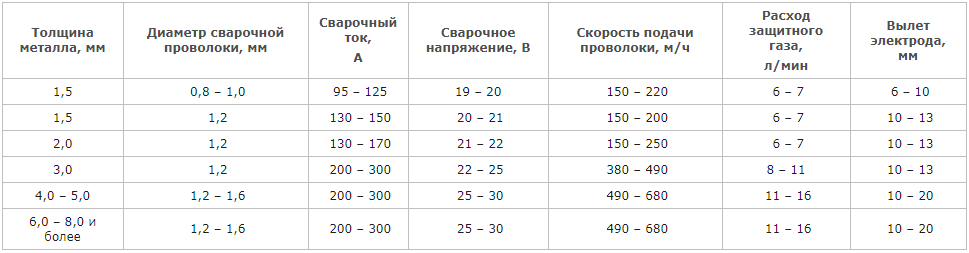
Трансформатор, выпрямитель или инвертор (источник питания) берет из сети переменный ток и преобразовывает его в постоянный. Вход минус на приборе подключается на массу, а к разъему плюс присоединяется кабель горелки. По горелке проходит проволока, которая подается к месту сваривания автоматически. Во время нагревания проволока и свариваемый металл плавятся под воздействием электрической дуги, образуя шов. Для поверхностей разной толщины подбирается подходящий диаметр проволоки. Для различных типов металла выбирается соответствующая сила тока и состав проволоки.
Сварочный полуавтомат может работать и без газа, используя флюсовую проволоку — стальную трубку, заполненную флюсовым порошком. Во время работ флюс сгорает, образовывая защитное испарение. В таком случае следует соблюдать прямую полярность, подсоединяя минус к горелке, а плюс к детали.
Меры предосторожности:
- Чтобы защитить лицо и глаза от УФ-излучения, используйте защитную маску.
- Работайте в спец. одежде.
- Создайте 10-метровую защитную зону.
- Перед началом работ, убедитесь в исправности аппарата.
- Уберите все легковоспламеняющиеся предметы и вещества.
Плюсы и минусы
Основные достоинства использования безгазового сварочного метода следующие:
- повышается мобильность, поскольку нет нужды перетаскивать тяжелые баллоны, арматуру и громоздкие шланги;
- широкий выбор составов сварочных материалов для каждого сочетания свариваемых сплавов, их толщины и пространственной конфигурации;
- возможность сваривать более длинные непрерывные швы по сравнению с традиционным ММА-процессом ручной сварки с дискретными электродами;
- лучшие условия визуального контроля дуги и шва по сравнению с процессами с подачей газа, рабочая зона не закрывается газовой форсункой.
Присущи данному методу и недостатки:
высокая разница в цене порошковой проволоки повышает себестоимость погонного метра шва;
- необходимость точной настройки режимов;
- потребность в полуавтоматическом инверторе с опцией работы прямой и обратной полярностью.
- толстый слой образующегося шлака повышает трудоемкость зачистки шва после сварки.
- сложности при работе с тонколистовым металлом (тоньше 1,5 мм).
Опытные мастера, знающие, можно ли варить полуавтоматом без углекислоты, говорят, что необходима также повышенная осторожность при манипуляциях с порошковой проволокой: в отличие от обычной, она очень хрупкая и склонна к заломам
Самозащитная проволока
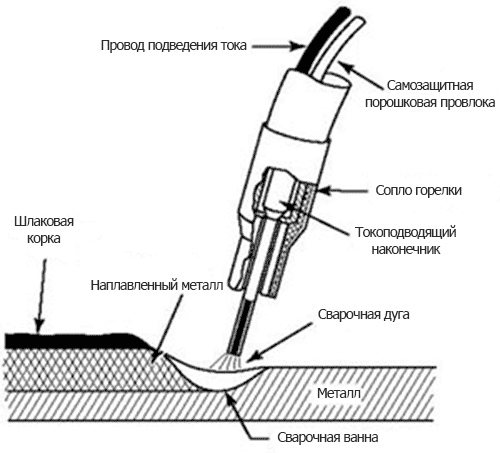
Для создания шва электрической дугой необходимо защитить сварочную ванну от взаимодействия с газами в окружающем воздухе. Для этого используется обмазка покрытых электродов или инертный газ, подающийся вокруг присадочной проволоки из сопла полуавтомата. Но не всегда есть возможность доставить на рабочее место тяжелый баллон, а процесс с покрытыми электродами слишком медленный. Поэтому была разработана сварка полуавтоматом порошковой проволокой без газа.
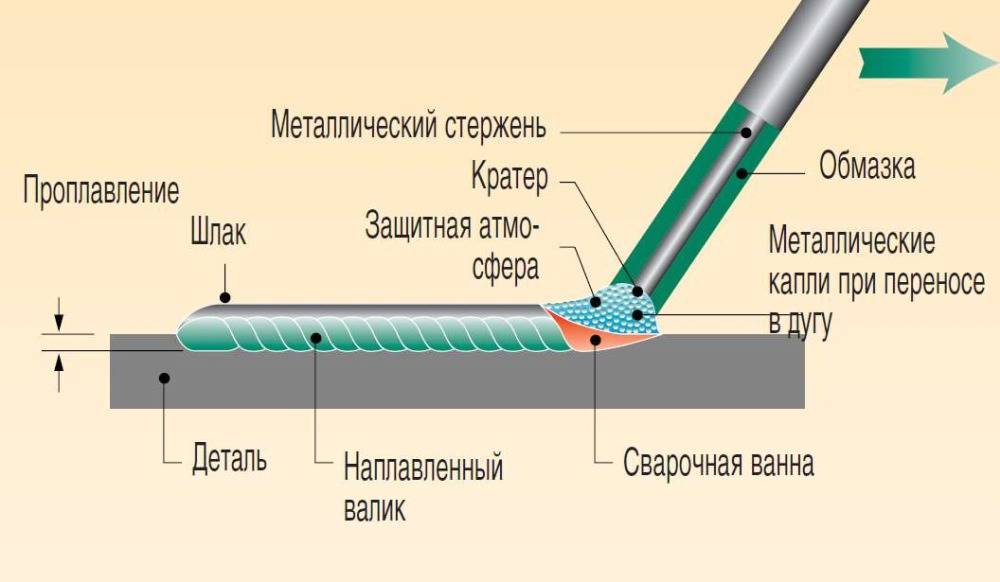

Структура проволоки полая и имеет несколько вариантов исполнения с одним или двумя ребрами жесткости. Они образуются при производстве этого расходного материала в процессе закладывания порошка и заворота трубчатой конструкции. Ребра предотвращают сминание структуры при легком случайном нажатии. На проволоку подается электрический ток, который возбуждает сварочную дугу. Температура последней плавит металлическую трубку, из которой формируется шов, и находящийся в ней порошок. Смесь образует газовое облако, защищающее расплавленный металл.
Порошок, находящийся внутри проволоки — это флюс. Его состав может отличаться, и этим определяется применение материала. Наличие рутила и концентрата флюорита может достигать 60%. Состав можно прочитать на упаковке в маркировке ГОСТ или ISO, исходя из чего принимается решение о соответствии этого расходного материала для сварки конкретного вида стали.
Технология и характеристики шва
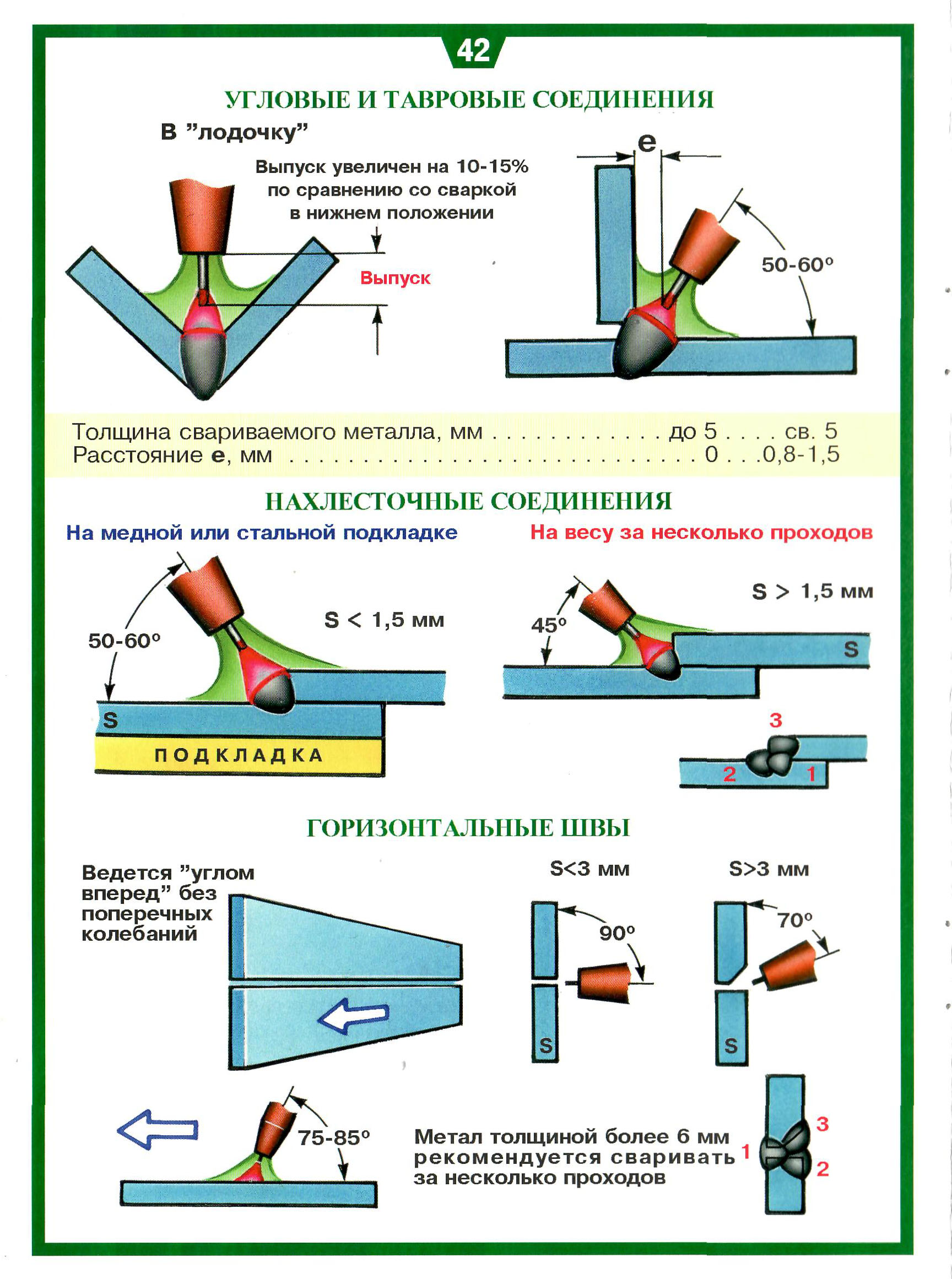
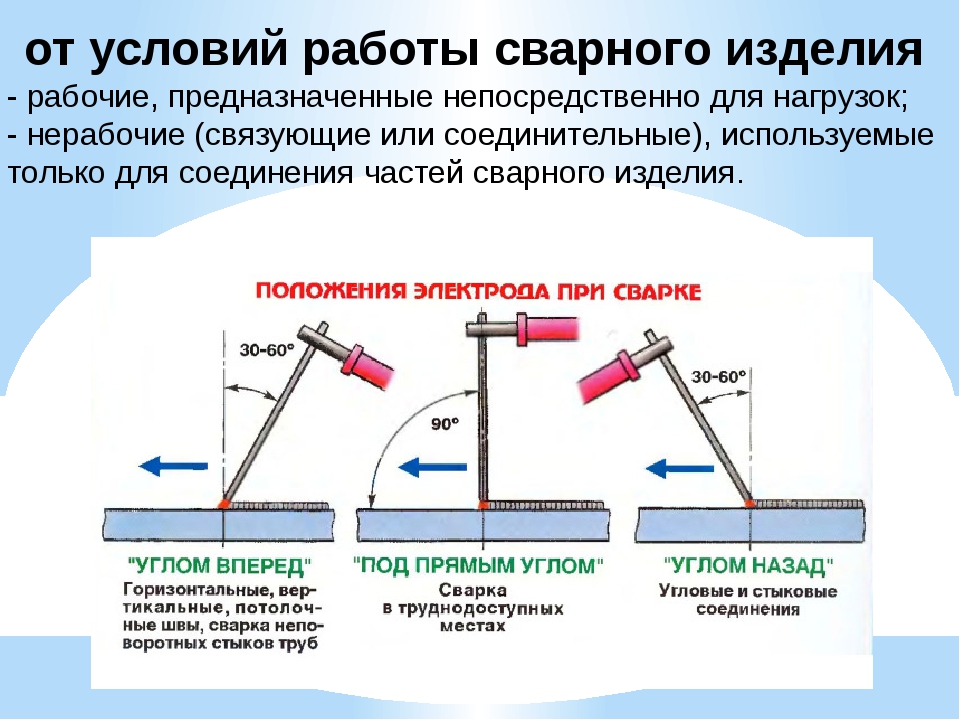
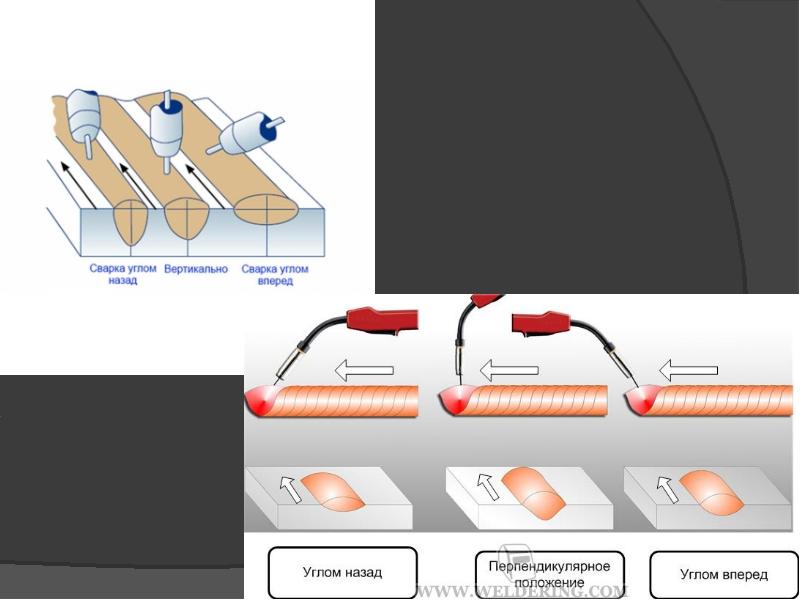
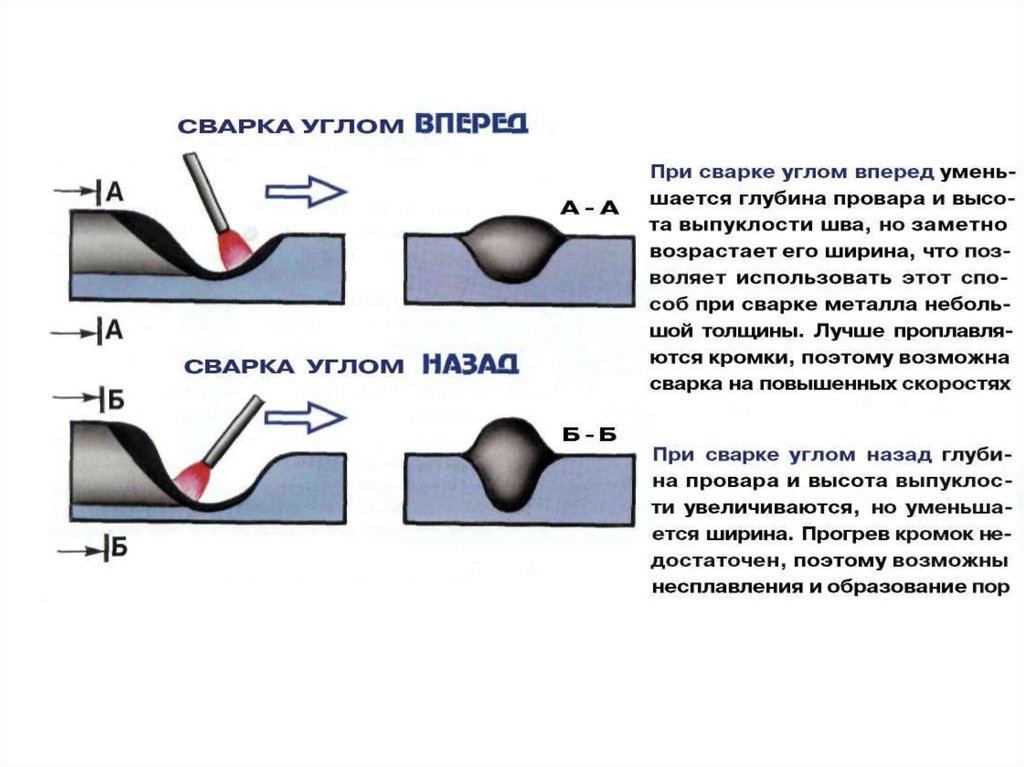
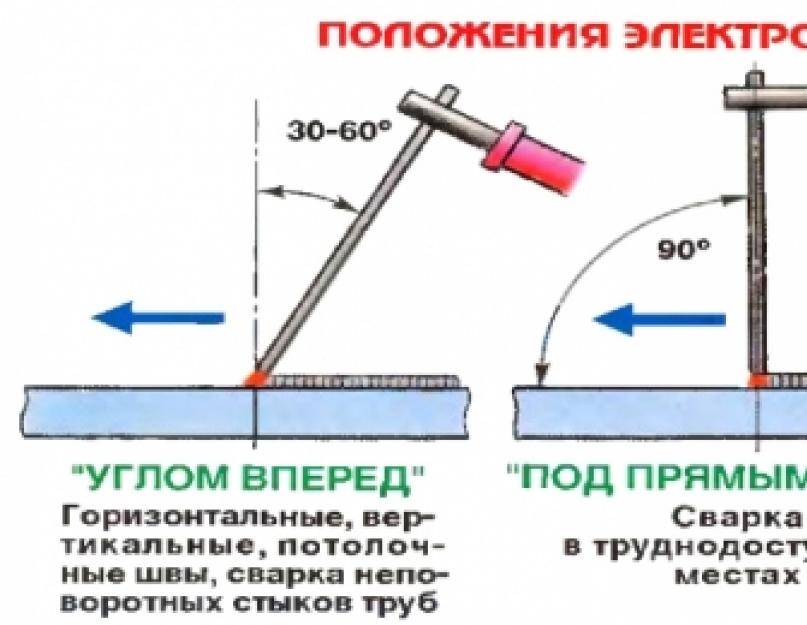
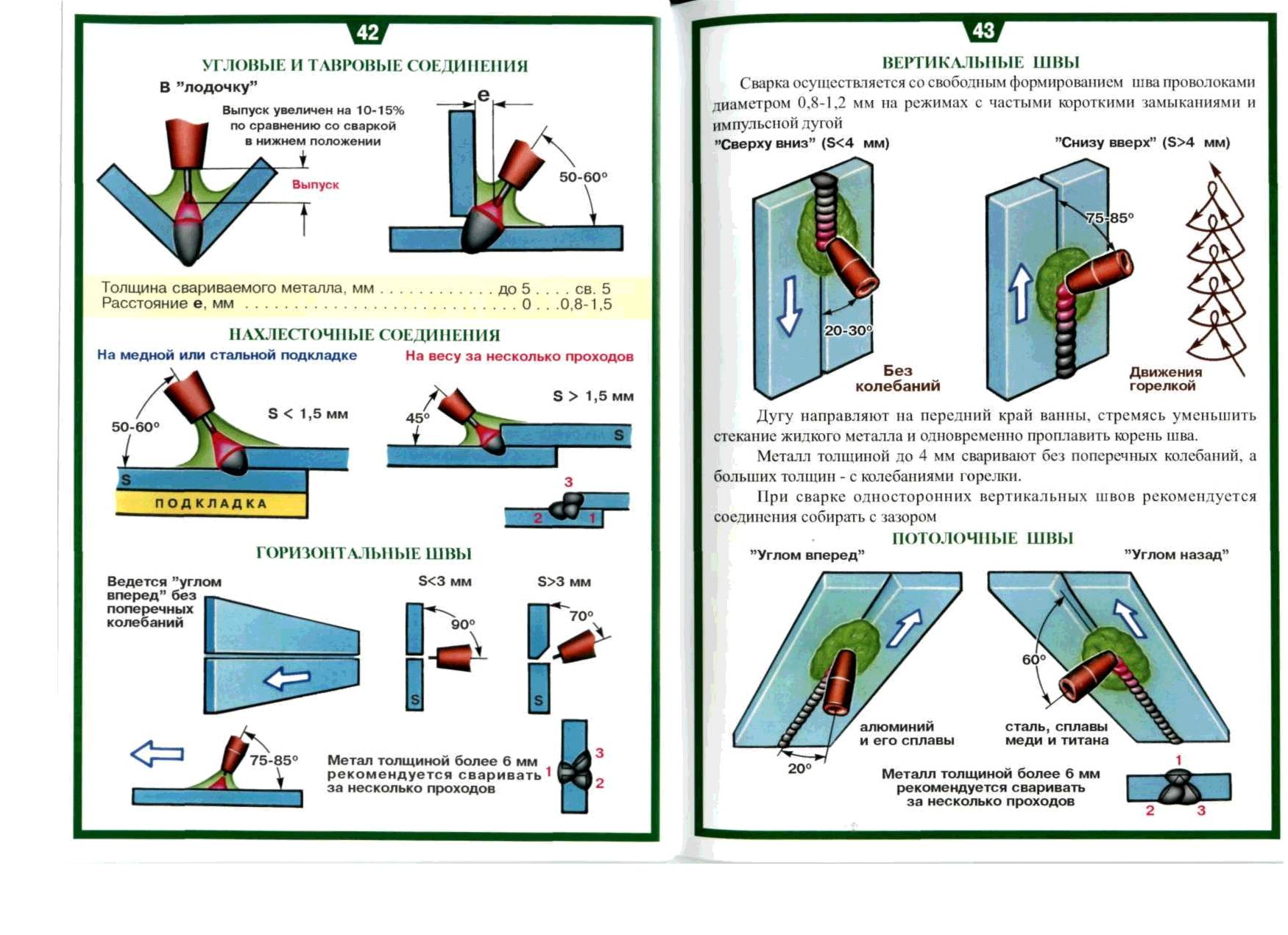
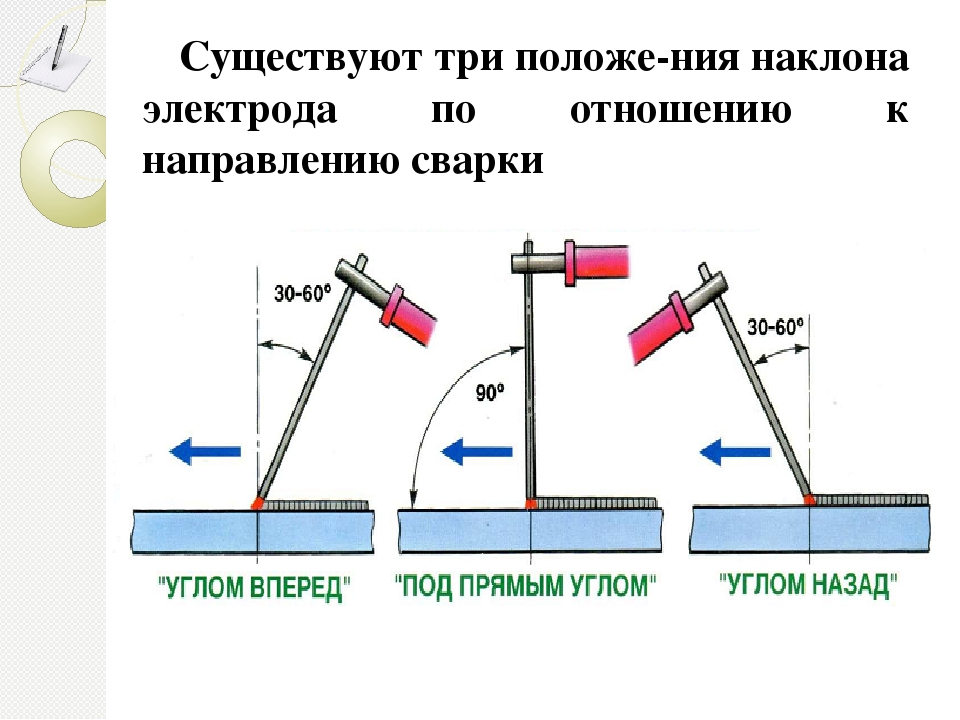
Сварка самозащитной проволокой выполняется на минимальном напряжении и скорости подачи. Для металла толщиной 1,2 мм подойдет напряжение в 14V и скорость в 2м/мин. Швы можно накладывать ведя горелку углом вперед или назад. Все это выполняется прерывистой дугой.
На поверхности соединения образуется шлаковая корка. Ее непроходимо отделять молотком, дождавшись остывания металла. При многопроходных швах это действие обязательно для хорошего сцепления следующего слоя.
Швы с применением порошковой проволоки получаются грубыми, с крупной чешуей, и характерными наплывами при работе прерывистой дугой. Распространенным дефектом являются непровары. Брызги расплавленного металла умеренные. После окончания ведения шва и отбития шлака соединение зачищается щеткой по металлу.
Использование порошковой проволоки позволяет производить сварочные работы в труднодоступных местах. Хотя качество шва проигрывает перед сваркой в среде инертного газа, другие положительные стороны этого метода значительно облегчают монтажные и строительные процессы.
Методы сварки полуавтоматом
Так как сварщик имеет дела с разными видами металла, он сам должен выбирать оптимальный режим. Для того чтобы было легче ориентироваться, существует несколько методов для сварки: стыковый, внахлёст и по готовым отверстиям.
Стыковая сварка имеет узкую направленность, используется в основном при ремонте автомобилей, для частичной замены какого-либо поврежденного элемента. Такой метод сварки требует профессионального подхода и навыков специалиста.
Метод сварки по готовым отверстиям заключается в том, что уже готовую заплатку приваривают к поверхности.
И самый простой, не требующий особых навыков, метод сварки внахлест. На подготовленную поверхность кладется отрезок металла, который заваривается внахлест, точечно.
С поверхности металла необходимо удалить всю пыль, грязь, влагу или ржавчину, после чего обезжирить специальным средством. Затем, можно приступать непосредственно к работе.