
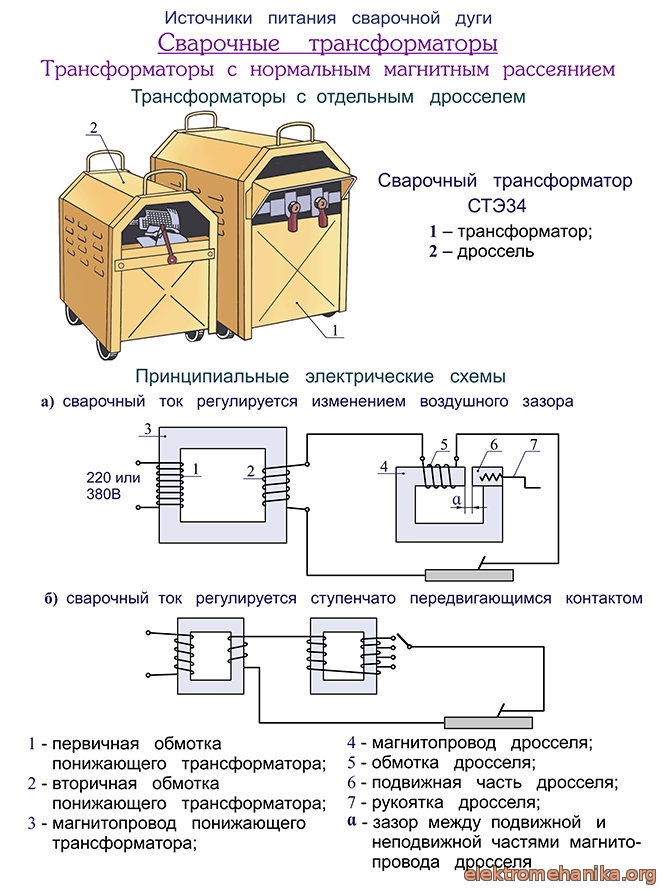
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора
Секционированием витков первичной обмотки трансформатора можно изменять его коэффициент трансформации и, соответственно, выходные параметры. Это простой, надежный и дешевый способ регулирования, но изменять параметры с его помощью можно только ступенчато. Причем, если не предусмотрено двухдиапазонного регулирования или если число ступеней регулирования мало, настройка напряжения будет довольно грубой. При этом способе регулирования также невозможно использовать дистанционное управление. Однако он часто используется в дешевых источниках питания для сварки МИГ/МАГ.
Принцип работы сварочного генератора.
Переменный электрический ток возникает в обмотке якоря в местах пересечения обмотки сварочного генератора с магнитными силовыми линиями, расположенными на полюсах статора. Далее этот ток поступает на коллекторы, где и происходит преобразование переменного тока в постоянный. Затем постоянный ток попадает на угольные щетки, плотно прижатые к коллекторам, а со щеток уходит на зажимы, к которым присоединяются сварочные провода, ведущие к электроду.
В состав каждого генератора входит намагничивающаяся обмотка возбуждения. Питание обмотки может производиться двумя путями
- от независимого источника – такой генератор является аппаратом с независимым возбуждением
- от самого генератора – это генератор с самовозбуждением
Любой генератор может работать в различных режимах. Изменение режима работы генератора можно произвести путем плавного изменения тока намагничивания.
Кроме того, важной конструктивной частью любого генератора является последовательная обмотка возбуждения, характеризующаяся небольшим количеством витков. Эта обмотка последовательно подключается к дуге и питает ее током – то есть, сила тока в этой обмотке равна силе тока в сварочной дуге
Особенностью последовательной обмотки является то, что она разделена на отдельные секции. Благодаря этому она может работать не только вся целиком, но и частично.
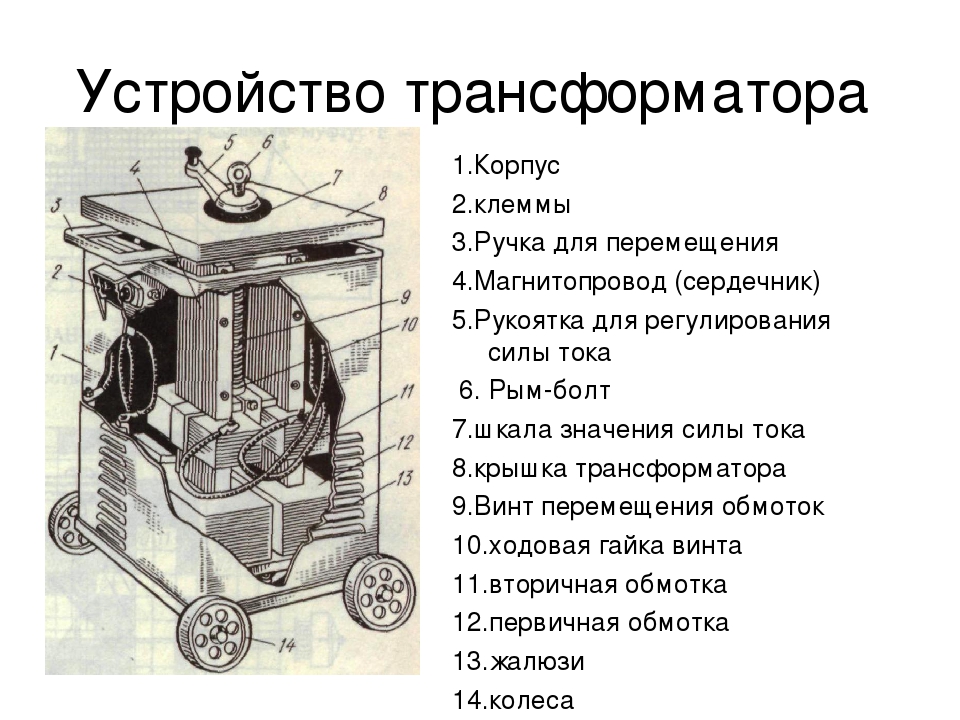
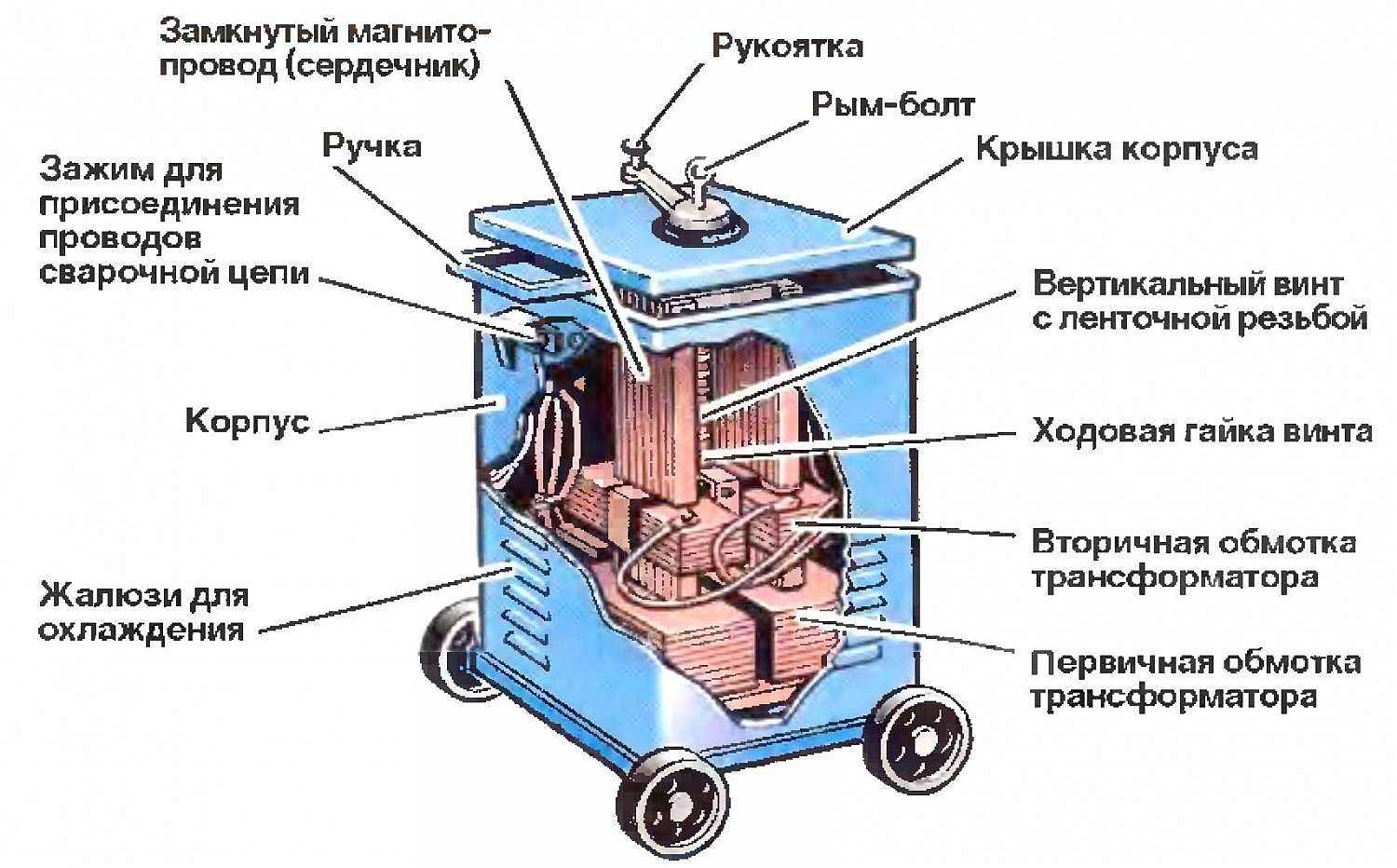
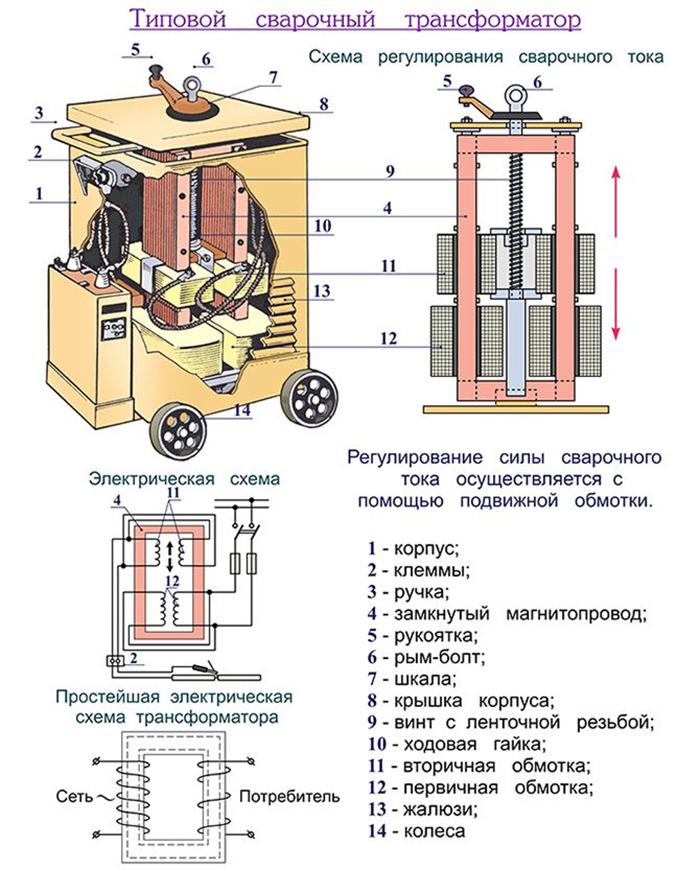
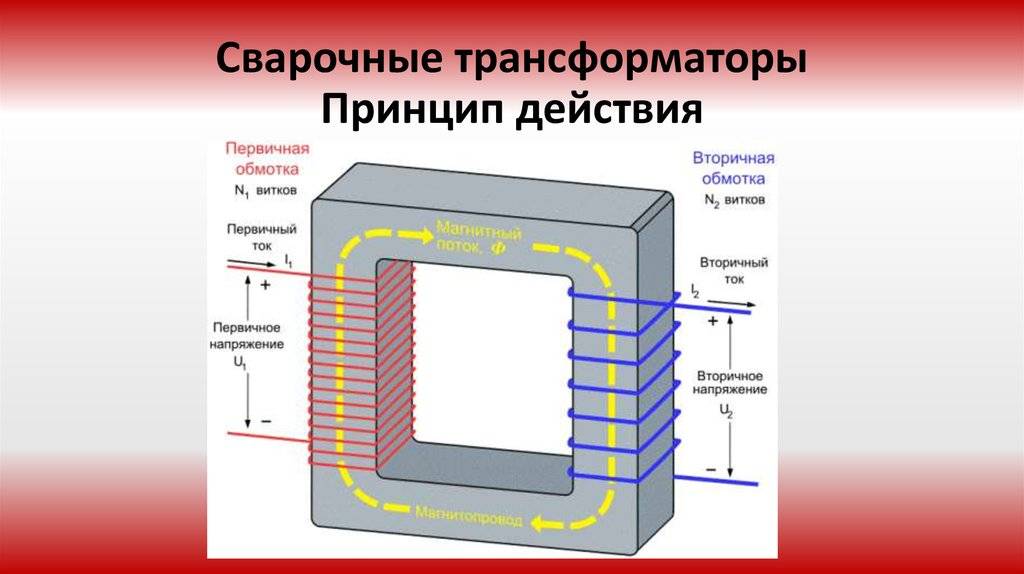
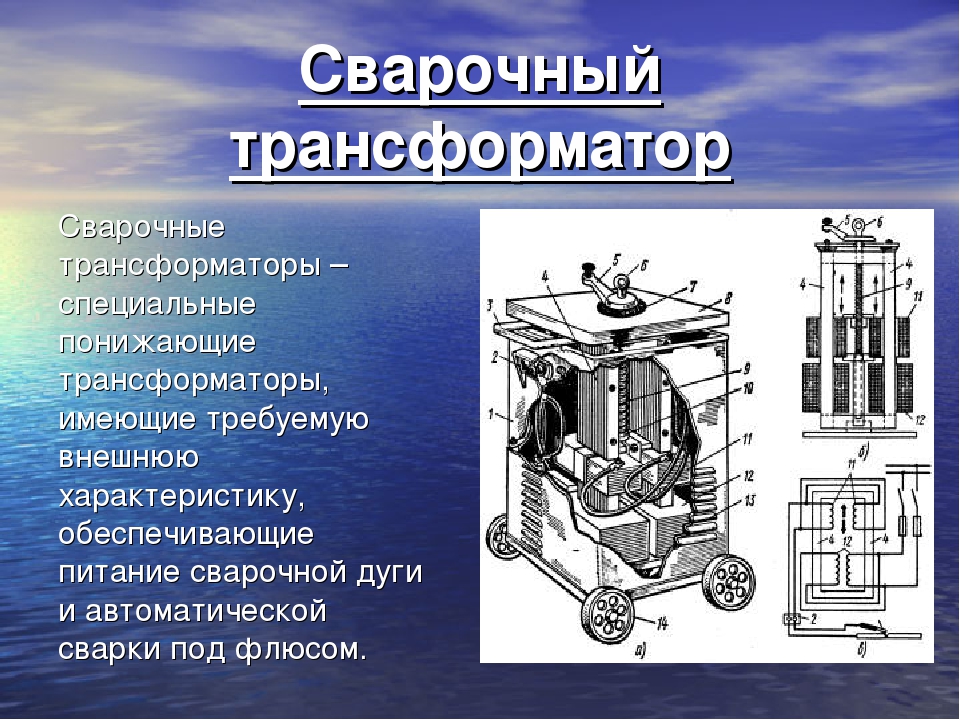
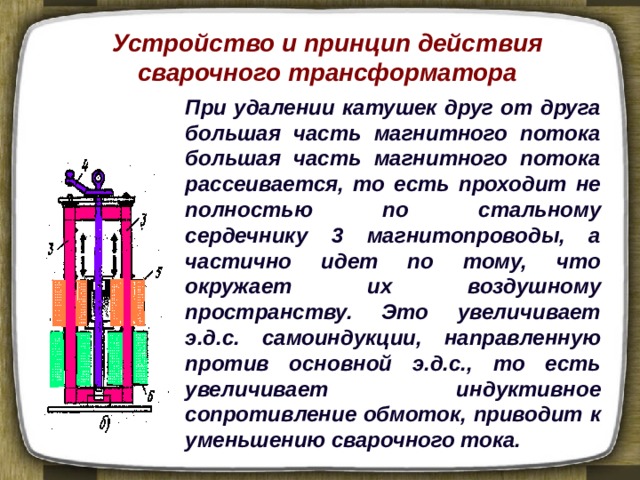
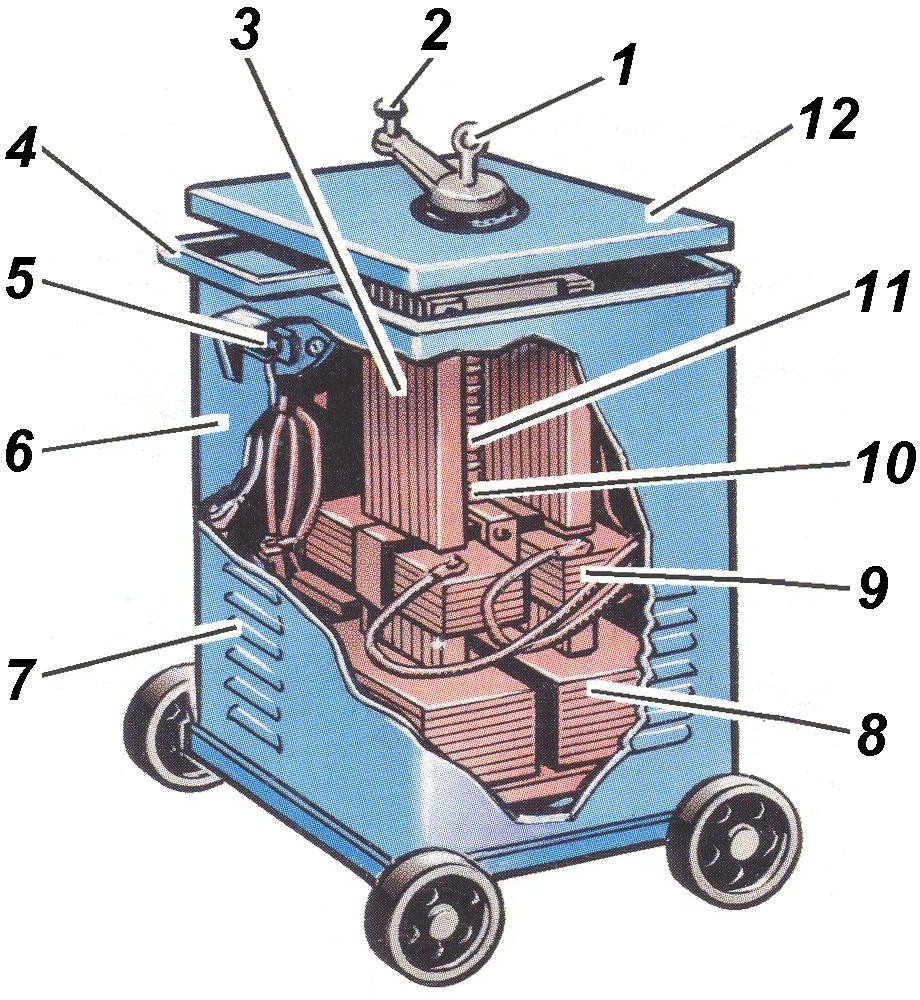
Как устроен сварочный трансформатор
В классическую конструкцию включены следующие элементы:
- магнитопровод (сердечник);
- жестко закрепленная первичная катушка, намотанная изолированным проводом;
- подвижная вторичная обмотка, иногда неизолированная для лучшего охлаждения;
- вертикально расположенный винт с ленточной резьбой;
- гайка винта, скрепленная с вторичной обмоткой;
- ручка, закрепленная на верхнем конце винта;
- клеммы для подсоединения кабелей.

Устройство сварочного трансформатора Элементы смонтированы внутри прямоугольного корпуса с продольными вырезами на стенках для прохода воздуха, отводящего тепло. В устройстве сварочного трансформатора сердечник не оказывает влияния на параметры тока, а предназначен для передачи магнитного потока между обмотками. Магнитопровод собирают из пакета пластин электротехнической стали, поверхность которых покрыта оксидной изоляцией или лаком. Таким способом снижают потери на вихревые токи, которые образуются при взаимодействии магнитного потока со сплошным проводником.
При прохождении по обмоткам переменного тока во время работы пластины вибрируют, издавая дребезжащий звук. Для уменьшения шума пакет стягивают как можно туже.
Для улучшения эксплуатационных характеристик и безопасности в трансформатор для сварки устанавливают дополнительные узлы:
- вентиляторы;
- конденсаторы;
- автоматические выключатели для защиты от перегрева и перегрузки;
- несколько вторичных обмоток;
- регуляторы тока на тиристорах;
- стабилизаторы напряжения.
Чтобы расширить диапазон регулирования тока, при сварке тонкостенного металла добавляют сопротивление в отдельном корпусе. Нужное значение устанавливают контакторами. Как дополнительное сопротивление можно также использовать стальную пружину, подключив ее последовательно с кабелем массы.
Разновидности
Устройство и принцип действия промышленного или бытового сварочного трансформатора определяют его технические характеристики. Существуют разные принципы классификации аппаратуры. По назначению выделяют однопостные и многопостные устройства. В первом случае прибор предназначен для бытового применения. Он установлен в инверторах мощностью 3-10 кВт. Бытовая сеть не рассчитана на применение аппарата мощностью более 10 кВт.
Многопостные приборы имеют сложную конструкцию. Их применяют в профессиональных, промышленных аппаратах с мощностью от 10 кВт и выше. Такой прибор может обслуживать одновременно несколько рабочих мест.
По фазному признаку различают трехфазный и однофазный сварочный трансформатор. Бывают приборы, способные переключаться на разное напряжение сети. Для бытового применения подходят однофазные агрегаты (220 В), а для промышленного требуется трехфазное оборудование (380 В). Этот признак определяет нагрузку на выходе. Трехфазным прибором можно сварить толстые детали. Однофазным моделям это не под силу.
Промышленные образцы
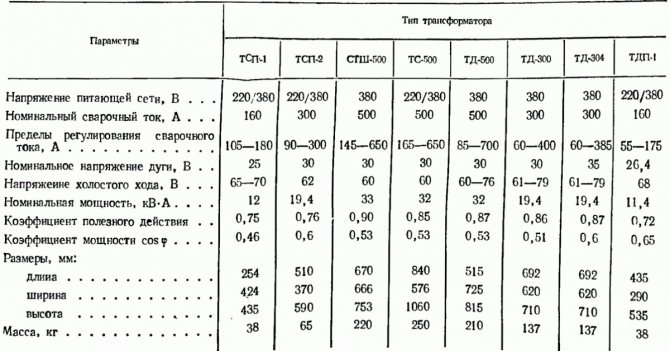
Промышленные образцы трансформаторного оборудования представлены на отечественном рынке изделиями под заводским обозначением ТД и ТДМ. Популярностью отечественного покупателя пользуются модели марки ТДМ с величинами сварочного тока 315, 400 и 500 Ампер соответственно.
Данные по потребляемой мощности для этих образцов сварочного оборудования, рассчитанных на работу от сетей 220 и 380 Вольт, колеблются в пределах от 30 до 160 киловатт Ампер.
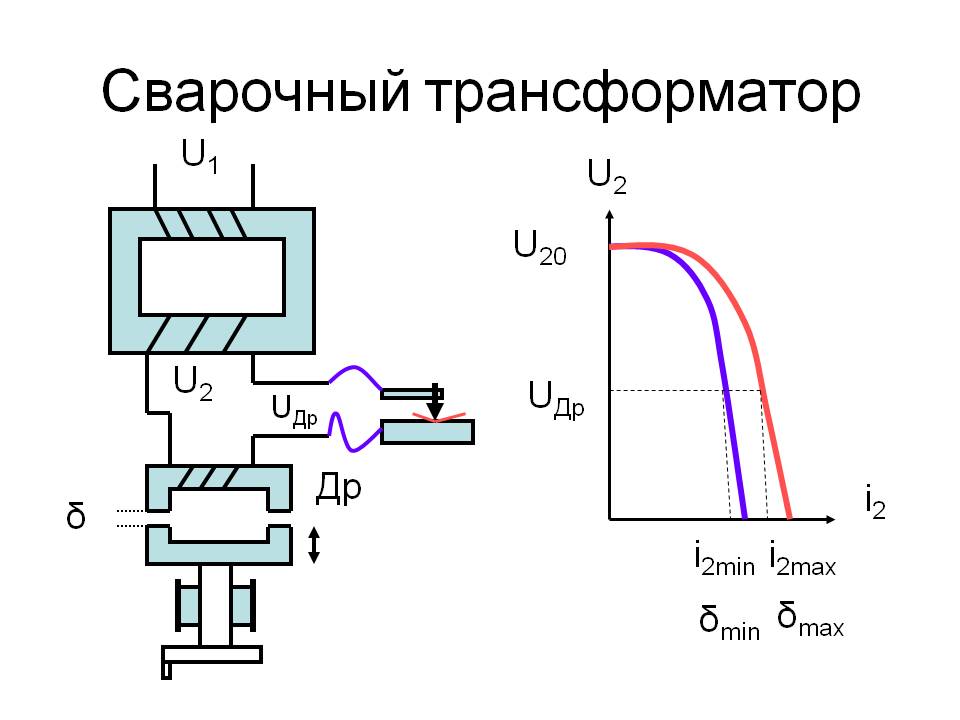
Особого внимания заслуживает и такой показатель эффективности работы трансформаторного устройства как его внешняя характеристика, представляющая собой зависимость действующего на выходе напряжения от нагрузочного тока.
Её крутизной определяется качество и стабильность образующейся при сварке дуги, а также её взаимосвязанность с действующими токовыми показателями.
Специалисты по сварке рекомендуют при покупке готового оборудования отдавать предпочтение агрегатам с резко падающей выходной (внешней) характеристикой.
При этом для обеспечения оптимальных условий текущего процесса желательно, чтобы характеристика приобретаемого аппарата имела общие точки с аналогичной зависимостью для сварочной дуги.
Серия промышленных аппаратов ТД относится к исключительно однофазной и многопостовой разновидности агрегатов трансформаторного типа. В большинстве конструкций этого класса предусматривается подвижная вторичная обмотка со специальным регулятором тока.
Современные образцы однофазного оборудования, помимо этого оснащаются специальным электролитическим элементом, предназначенным для компенсации индуктивных потерь в проводах (так называемым «конденсатором мощности»).
Советуем изучить Дифференциальный автомат надежная защита электрических цепей и человека
Рекомендации по эксплуатации
При выполнении сварочных работ необходимо выполнять требования по обеспечению безопасности труда:
- корпус СТ должен быть надёжно заземлён;
- на сварщике должна быть специальная одежда;
- голова должна быть защищена маской сварщика (очень популярны маски «Хамелеон», оснащённые самозатемняющимся светофильтром) и т. п.
При эксплуатации сварочного аппарата контактной сварки следует выполнять следующие дополнительные требования:
- сварщику необходимо стоять на резиновом коврике;
- на руках рабочего должны быть резиновые перчатки;
- сварочная маска не обязательна, но на лице должны быть защитные очки.
Виды трансформаторов для сваривания металлов

Классификация трансформаторных аппаратов для сварных работ проходит по нескольким категориям:
- Напряжение электросети
- Функционал
- Способы корректировки сварного тока
- Число рабочих постов.
- Изучим категории классификации детальнее.
Трансформатор для дугового вида сваривания подходит питанию от электросети 220-380В. Совместимость с разными показателями напряжения электросети зависит от количества фаз в аппарате.
Существует 3 типа аппаратов (однофазный, двухфазный и трехфазный). Первый вид совместим с напряжением 220В. Трехфазый подходит для работы с розеткой 380В. Двухфазные модели достаточно редки.
Комбинированные модели трансформаторов работают с любым напряжением электросети.
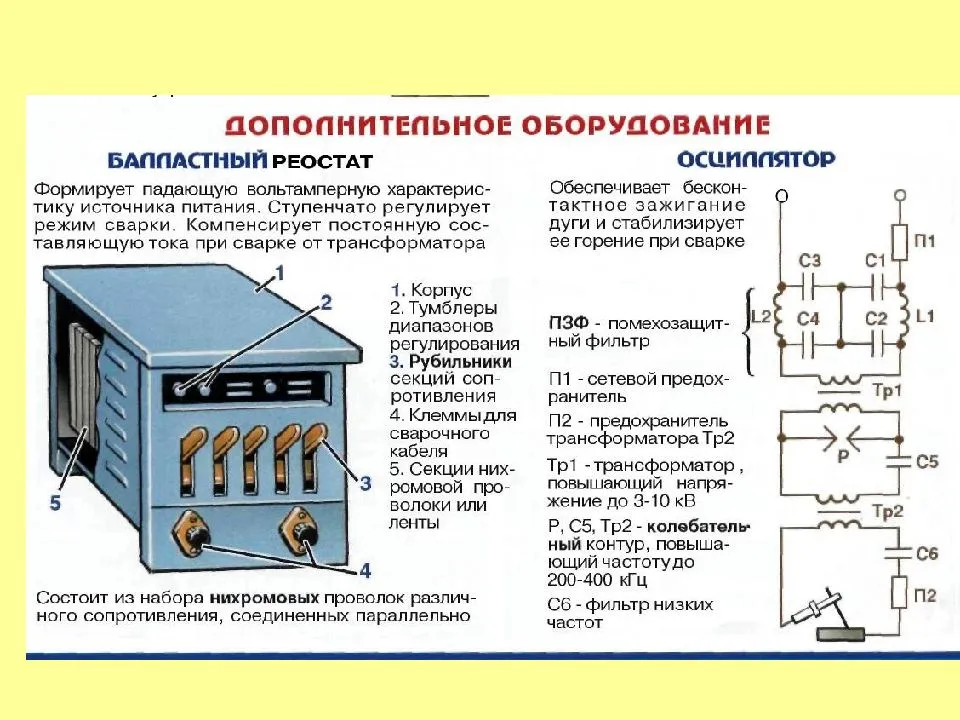
Настройки балластного реостата
Главное в качественном процессе сварки – стабильные показатели работы электрической дуги, вернее – ее вольтамперных характеристик. С этим требованием отлично справляются современные инверторы.
Маркировка балластного реостата.
Делаются это за счет преобразования тока в два этапа и переключения самого инвертора. Все остальные сварочные аппараты такими характеристиками похвастаться не могут. Поэтому рядом с ними должен обязательно присутствовать балластный реостат.
Он предназначен для ступенчатого контроля работы дуги и компенсации составляющей тока во время подпитки от трансформатора. Нихромовая проволока в схеме параллельного соединения – основной составляющий элемент
Важно, что каждая секция реостата подключается к сети автономно, с помощью рубильника
У такого реостата всего две рабочие функции:
- Регулирование силы тока дискретным образом.
- Компенсация постоянной составляющей тока, формирующейся в течение подпитки сварочного элемента с помощью трансформатора.
Производительность и общая эффективность балластного реостата напрямую зависят от количества витков или секций спирали. Ведь каждая из них является элементом цепи, которая разрывается с помощью рубильника.




Цепь последовательная, а соединение секций – параллельное. Такая комбинация дает отличный результат: периодическое подключение к работе каждого из элементов, чтобы регулировать напряжение в сварочном аппарате.
Подключение реостата к сварочной цепи должны быть последовательным к источнику питания.
Кнопки управления всегда выводятся на внешнюю стенку защитного металлического корпуса. В самых продвинутых реостатных моделях имеются внутренние вентиляторы, охлаждающие элементы устройства во время работы с током высоких значений.
Если вентиляторов нет, нужно обязательно следить за последовательным включением нескольких реостатов.
Популярнее всех на рынке линейка балластных реостатов под аббревиатурой РБ: их всего пять опций для разных значений тока – его диапазона – минимального и максимального значений.
Предлагаем легкую прогулку по самым востребованным моделям, чтобы ознакомиться с их техническими характеристиками подробнее:
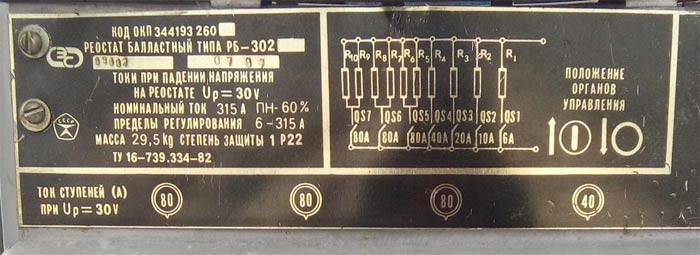
РБ-302
Балластник РБ-302.
Отличный аппарат в роли компаньона к сварочным агрегатам для регулирования силы тока в процессах полуавтоматической или ручной сварки. Работает параллельно со сварочными выпрямителями и генераторами.
Эта версия предназначена для диапазона электропитания в пределах 27 – 30 В с предельным максимумом до 70 А и минимумом при падении в 30 А.
Реостат снабжен системой воздушного охлаждения. У него неплохой показатель ПВ – продолжительность включения в 60%. Это означает, что длительность сварки не должна превышать 10-ти минут. В противном случае ПВ необходимо снизить.
В этом аппарате регулировка сварочного тока представлена шестью ступенями, которые циклически включаются и выключаются.
Структурные элементы выполнены из самых современных материалов: изоляция, к примеру, сделана из керамических профилированных пластинок, а плато сформировано их специальных жаропрочных проволок фехралевой природы.
РБ-302У2
Эта модель является разновидностью материнского реостата для работы в условиях повышенной влажности или жесткого ультрафиолетового излучения. В итоге с ним можно работать на открытом воздухе в неблагоприятных для обычной аппаратуры условиях.
РБ-306
Эта модель посерьезнее: он не перегревается и намного точнее в регулировании сварочного электропитания, чем РБ-302. Реостат снабжен усовершенствованной системой охлаждения: в корпусе больше отверстий жалюзи, поэтому обдув резисторов интенсивный и эффективный.
Электрическая схема баластника.
Все элементы сопротивления расположены в виде модульной системы. Такой расклад делает диагностику и замену элементов намного легче и точнее. Диапазон значений силы тока значительно шире, а регулировать показатели можно с намного большей точностью.
ББР
Это специальные Блоки Балластных Реостатов. Они собираются из элементов РБ-306 для резки металлов электродуговым методом. Это отличное решение для контроля сварочного тока от выпрямителя в аппаратах – автоматах.
Отличия инверторов для полуавтоматической сварки
Такие аппараты используются при необходимости сварить изделия из следующих материалов:
- Нержавейки.
- Углеродистых сталей.
- Стальных сплавов.
Используются плавящиеся электроды. Работа ведется в защитной среде аргона. Современные технологии позволяют оснащать такое оборудование высокочастотными преобразователями напряжения, что положительно отражается на весе и объеме главных составляющих агрегата.
Современные модели работают по технологии PWM, т.е. широтно-импульсной модуляции. Данная технология гарантирует стабильность выходных характеристик и позволяет более удобно и точно регулировать сварочный ток.
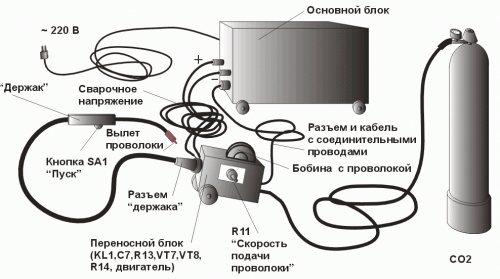
Схема устройства сварочного полуавтомата.
Такие инверторы имеют простую конструкцию. Работа и обслуживание не доставляют особых хлопот. Производительность сварочных работ существенно увеличивается. Для сравнения нужно привести преимущества рассматриваемых моделей с традиционным оборудованием для сварки. Так, инверторы для полуавтоматической сварки:
- Меньше весят.
- Имеют более компактный размер.
- Характеризуются более высоким коэффициентом полезного действия.
- Отличаются лучшей экономичностью.
Чаще всего их используют для ремонта и монтажа стальных конструкций. Такой агрегат предоставляет большие возможности для проведения сварочных работ. Можно использовать и на открытом воздухе, и в мастерской. Основная настройка аппарата сводится к установке толщины пластины. Дополнительная ручка позволяет контролировать тепловложение. Агрегаты могут оснащаться дополнительными функциями. Внимательно изучите характеристики аппарата перед покупкой и выберите то, что вам в действительности нужно.
Из чего можно сделать споттеры
Для изготовления споттера используются старые сварочные аппараты, аккумуляторы и даже отслужившие своё микроволновые печи.
Споттер своими руками из инверторного сварочного аппарата
Однако чаще всего в качестве основного агрегата для переделки споттера используют инверторный сварочный аппарат.
В сварочном аппарате есть все необходимое для работы прибора.
Главное – подготовить трансформатор для создания нужной силы тока и сделать пистолет.
Если у вас есть резервный сварочный аппарат, то мы поможем вам решиться на переделку его в споттер. Как сделать споттер своими руками из инверторного сварочного аппарата смотрите в этом видео.
Споттер из микроволновки
Переделка споттера из микроволновки своими руками имеет свои особенности. В целом схема и последовательность работ не отличается от процесса сборки инверторного агрегата, однако нам необходимо настроить прибор так, чтобы добиться импульсного режима работы. Для этого понадобится конденсатор большой ёмкости с системой управления. Рассмотрим коротко этапы работ.
| Иллюстрация | Описание действия |
| Подготовим трансформаторы от микроволновки для работы. | |
| Освобождаем необходимую нам первичную обмотку. | |
| В освободившийся корпус нам необходимо позже уложить кабель вторичной обмотки. | |
| Вот так выглядит наш трансформатор в сборе. | |
| А так выглядит уже вся трансформаторная сеть. Осталось только вывести необходимые элементы на корпус и подключить блок питания. |
Споттер своими руками из старого аккумулятора
Споттер из аккумулятора – отличный вариант походного инструмента. Для работы с ним не нужно подключение к сети.
Споттер из аккумулятора и втягивающего реле
Схема подключения следующая: на минусовую клемму подсоединяется корпус реле и сварочный провод. На конце провода приваривается контакт, предназначающийся для крепления на сварочную деталь, которую нужно выпрямить.
Электрическая схема споттера из аккумулятора
Плюсовая клемма подсоединяется к реле своими при помощи болта. Второй болт от реле прикрепляет к нему провод, идущий к обратному молотку или пистолету.Кроме того, от плюсовой клеммы идет провод к контакту управления.
Основные характеристики
Все характеристики работы устройства в обязательном порядке необходимы для того, чтобы провести расчет сварочного трансформатора.
В первую очередь, следует обращать внимание на напряжение. В большинстве случаев в условиях дома трансформаторы для точечной, а также дуговой сварки получают питание от переменного тока
ВАЖНО ЗНАТЬ: Как сделать сварочный полуавтомат своими руками?
На промышленных предприятиях, как правило, стоит аппарат постоянного тока, который имеет более высокие показатели мощности.
От переменного тока получает питание и инвертор, а также споттер. Большое значение, как для обычного трансформатора, так и для инвертора играет номинальный сварочный ток.

![Сварочный трансформатор дома [устройство, принцип действия, схема]](https://takorest.ru/wp-content/uploads/f/c/6/fc66691d20a17afab023fb951d012b94.jpeg)



Споттер и самодельный трансформатор, как правило, имеют величину в пределах двухсот ампер, что более чем достаточно для дома.
В процессе выполнения соответствующих работ, в зависимости от характеристики металла осуществляется регулировка силы тока.
Если соответствующий регулятор будет выставлен неправильно, то металл можно расплавить. Такой регулятор имеет и инвертор, а также споттер.
Видео:
Определенные технические характеристики имеет и используемый для сварки электрод.
Сегодня в специализированных магазинах предлагаются различные виды электродов, в том числе и с разным диаметром.
При работе с материалом, который имеет различную толщину, производится регулировка сварочного тока, а также подбирается соответствующий размер электрода.
Для трансформаторов, предназначенных для сварки металлов, должно учитываться и номинальное напряжение, которое замеряется на входе в аппарат.
Для трансформатора большое значение играет номинальный режим работы. Это параметр указывает на то, в течение какого постоянного времени самодельный аппарат сможет функционировать в непрерывном режиме.
Также, для того чтобы произвести расчет сварочного трансформатора, необходимо обязательно знать показатели мощности, как потребляемой, так и выходной, а также напряжение холостого хода.
Как инвертор, так и самодельный споттер с трансформатором на корпусе в обязательном порядке имеют специальный регулятор исключительно для регулировки силы тока.
Все остальные параметры в большинстве случаев закладываются в устройстве при его конструировании.
Процесс сборки
Изготовление самодельного сварочного электроаппарата начинается с выполнения необходимых расчетов
Во внимание принимаются величины входного и выходного напряжения, а также требуемая величина электротока. От этого напрямую зависит размер устройства и количество необходимых материалов
Электросварочный аппарат, как и другое оборудование сделать своими руками не очень сложно. При правильном расчете и использовании качественных комплектующих он сможет надежно прослужить десятки лет. Для основы используется провод с медными жилами, а также сердечник из магнитопроницаемого железа. Остальные компоненты не столь существенны и могут подбираться из тех, что возможно легко достать.
С чего начать подготовительный этап
После выполнения расчетной части заготавливаются материалы, и оснащается рабочее место под сборку конструкции. Чтобы соорудить самодельный сварочный аппарат потребуются провода на первичную, а также вторичную обмотку, для сердечника – подходящее трансформаторное железо, изолирующие материалы (лакоткань, текстолит, стеклолента, электрокартон). Кроме того, следует заранее позаботиться о намоточном станке для изготовления обмоток, металлических элементах для каркаса и коммутационном электроаппарате. В процессе сборки понадобится комплект обычного слесарного инструмента. Рабочее место выбирайте попросторнее, чтобы свободно наматывать катушки и заниматься сборочным процессом.
ФИНАЛЬНАЯ ЧАСТЬ
Как мы разобрались, для сборки контактной сварки самостоятельно не требуется никаких особо сложных работ. У знающего человека это займёт около двух часов. Но если вы новичок, лучше сначала ознакомиться с теорией и пройти несколько тренировок.
Аппарат для работы с контактной сваркой, который вы сделаете сами, обладает большим количеством достоинств. Надёжность и маленький бюджет для сборки – основные положительные стороны.
Для сборки сварочного оборудования на дому, нужно не так много деталей и инструментов. Всё нужное оборудование можно найти, зайдя в интернет или выкупить у знакомых.
При необходимости можно пересобрать своё оборудование для разных видов сварки. Но алгоритм такой сборки кардинально отличается. Пишите комментарии о том, какой опыт в сборке аппарата для точечной сварки есть у вас. Продуктивности в работе!
Устройство трансформатора для сварки
Самое главное в сердечниках — это форма. Она может быть стержневого (П-образный) или броневого типа (Ш-образный). Если сравнивать их, то окажется, что КПД выше у первого типа устройств для сварки. Плотность намотки тоже может быть достаточно высокой. Конечно же, они чаще всего применяются для изготовления электрической сварки. У самодельного аппарата для сварки металла могут быть обмотки следующих типов:
- цилиндрические (вторичная обмотка наматывается поверх сетевой);
- дисковые (обе обмотки располагаются на некотором расстоянии друг от друга).
Цилиндрические обмотки: а – однослойная, б – двухслойная, в – многослойная из круглого провода, 1 – витки из прямоугольного провода, 2 – разрезные выравнивающие кольца, 3 – бумажно-бакелитовый цилиндр, 4 – конец первого слоя обмотки, 5 – вертикальные рейки, 6 – внутренние ответвления обмотки.
Стоит подробнее рассмотреть каждый тип обмоток. Что касается цилиндрической намотки, то она имеет очень жесткие вольт-амперные характеристики. Но он не будет пригоден для применения в ручных сварочных аппаратах. Можно выйти из положения, применив в конструкции аппарата дроссели и реостаты. Но они только усложняют всю схему, что нецелесообразно в большей части случаев.
При использовании дискового типа намотки сетевая отдалена на некоторое расстояние от вторичной. Большая часть возникающего в устройстве магнитного потока (а если точнее, то он возникает в сетевой обмотке) никак не может быть связана (даже индуктивно) с вторичной обмоткой. Такой тип намотки лучше всего использовать в тех случаях, когда имеется необходимость в частой регулировке тока сварки. Внешняя характеристика у таких устройств имеется в необходимом количестве. А от расположения сетевой обмотки относительно вторичной напрямую зависит индуктивность рассеяния сварочного трансформатора. Но она еще зависит и от типа магнитопровода, даже от того, есть ли рядом со сварочным аппаратом металлические предметы. Вычислить точное значение индуктивности не представляется возможным. При расчете применяются приблизительные вычисления.
Ток, необходимый для работы сварки, регулируется путем изменения зазора между первичной и вторичной обмотками. Их, конечно же, следует делать так, чтобы можно было без труда перемещать по магнитопроводу. Вот только в условиях домашнего изготовления такое сделать довольно сложно, но можно сделать определенное число фиксированных значений тока сварки. При использовании сварки в дальнейшем, если потребуется немного уменьшить ток, нужно укладывать кольцами кабель. Учтите только, что он от этого будет греться.
Обмотки трансформатора разнесенные на разные плечи: 1 — первичная, 2 — вторичная.
Читать также: Схема регулятора для шуруповерта
Очень сильное рассеивание будет у сварочных аппаратов, которые оборудованы сердечниками П-образной формы. Причем у них сетевая обмотка обязательно должна располагаться на одном плече, а вторичная — на втором. Это вследствие того, что расстояние от одной обмотки до другой достаточно большое. Основной показатель сварочного трансформатора — это коэффициент трансформации. Он может быть вычислен путем деления числа витков вторичной обмотки на число витков первичной. Такое же значение вы получите, разделив выходной ток или напряжение на соответствующую входную характеристику (ток или напряжение).
2 Расчет для сварочного трансформатора по формулам и онлайн
Итак, у нас есть все необходимые параметры для того, чтобы вычислить габаритную мощность сердечника. Далее работаем по формуле Pгаб = UххI2cos(φ)/η, где φ – угол смещения фаз между напряжением и током (можно принять величину 0.8), а η – КПД (принимаем 0.7). Остается найти допустимую мощность, которую выдержит аппарат при длительной работе. При этом учитываем, что коэффициент продолжительности работы (обозначим его ПР) составляет около 20 % от времени подключения трансформатора к сети.
Поэтому считаем следующим образом: Pдл = U2I2(ПР/100)0.50.001, или, иначе Pдл = U2I2(20/100)0.50.001, что соответствует Pдл = U2I20.00045. В целом продолжительность работы и сила сварочного тока практически не связаны. В большей степени на время дугового режима влияет сечение проволоки обмотки и качество изоляции, а также то, насколько плотно и, главное, ровно, уложены витки. Следовательно, теперь мы можем узнать электродвижущую силу одного витка в вольтах, используя формулу E = Pдл0.095 + 0.55.
Далее, получив результат эмпирической зависимости по последней формуле, высчитываем оптимальное количество витков для обмотки, как первичной, так и вторичной. Для той и другой используем две формулы, соответственно N1 = U1/E, где U1 – входящее напряжение сети, а N2 = U2/E. Сила сварочного тока регулируется увеличением или уменьшением расстояния между первичной и вторичной обмотками: чем оно больше, тем ниже мощность на выходе. Тем, кто делает приведенный расчет с целью самостоятельной сборки трансформатора, а не для приобретения готового сварочного полуавтомата, понадобится еще и вычисление габаритов сердечника.

Площадь сечения металла определяется по формуле S = U210000/(4.44fN2Bm), где f – промышленная частота тока (принимаем за 50 Гц), Bm – индукция магнитного поля (принимаем за 1.5 Тл). Теперь можно узнать ширину стальной пластины в пакете трансформатора: a = (100S /(p1kc))0.5, где за p1 принимаем диапазон значений 1.8-2.2 (рекомендуется среднее), kс – коэффициент заполнения стали (соответствует 0.95-0.97).
Исходя из значения ширины пластины, выясняем толщину пакета пластин плеча, для чего используем формулу b = ap1, а затем и ширину окна магнитопровода c = b/p2, где p2 имеет диапазон значений 1–1.2 (рекомендуется максимальное). К слову, если уж мы взялись измерять габариты, вспомним про коэффициент заполнения стали, который обозначает промежутки между пластинами. С учетом этого показателя площадь сечения сердечника будет несколько иной, поэтому назовем ее измеряемой величиной и определим заново. Формула для этого потребуется следующая: Sиз = S/kc. В большинстве случаев эти расчеты не нужны при наличии онлайн-калькулятора.
Виды трансформаторов
Существуют различные виды сварочных трансформаторов. Они могут классифицироваться по разным критериям: по напряжению сети, по функциональности, по способу регулировки тока, по количеству рабочих постов. Давайте рассмотрим эти критерии подробнее
Напряжение сети
Сварочный трансформатор для ручной дуговой сварки может работать как от 220В, так и от 380В. Это зависит от того, сколько фаз у трансформатора. Выше мы уже говорили, что существуют однофазные, двухфазные и трехфазные аппараты. Однофазные работают от розетки 220В
Двухфазный сварочный трансформатор встречается редко, поэтому не будет заострять на нем внимание Трехфазные трансформаторы требуют напряжения 380В
Также существуют комбинированные трансформаторные аппараты, способные работать при любом напряжении сети.
Функционал трансформатора
От функциональности напрямую зависит назначение сварочного трансформатора. Разделяют бытовые, профессиональные и промышленные аппараты. У них разные характеристики, соответственно разный функционал. Аппарат бытового класса не способен выдать более 200А, поэтому его возможности ограничены. А вот профессиональные модели генерируют от 300А и позволяют варить даже толстый металл.
Промышленный сварочный трансформатор обладает возможностями, позволяющими выполнять самые сложные сварочные работы. Но, справедливости ради, сейчас трансформаторы практически не используются в промышленной сварке. Их заменили более технологичные аппараты.




Количество рабочих постов
Трансформаторы для ручной дуговой сварки могут предназначены для разного количества рабочих постов. Чем больше сварочных кабелей можно подключить к трансформатору, тем больше рабочих постов можно организовать.
Условно аппараты делятся на однопостовые и многопостовые. Однопостовые рассчитаны на одно рабочее место. Проще говоря, к такому аппарату можно подключить всего один сварочный кабель и работу сможет выполнить только один сварщик. Многопостовые аппараты позволяют подключать от 3 до 6 кабелей, тем самым позволяя осуществлять сварку трех-шести сварщикам одновременно.
Способ регулировки силы тока
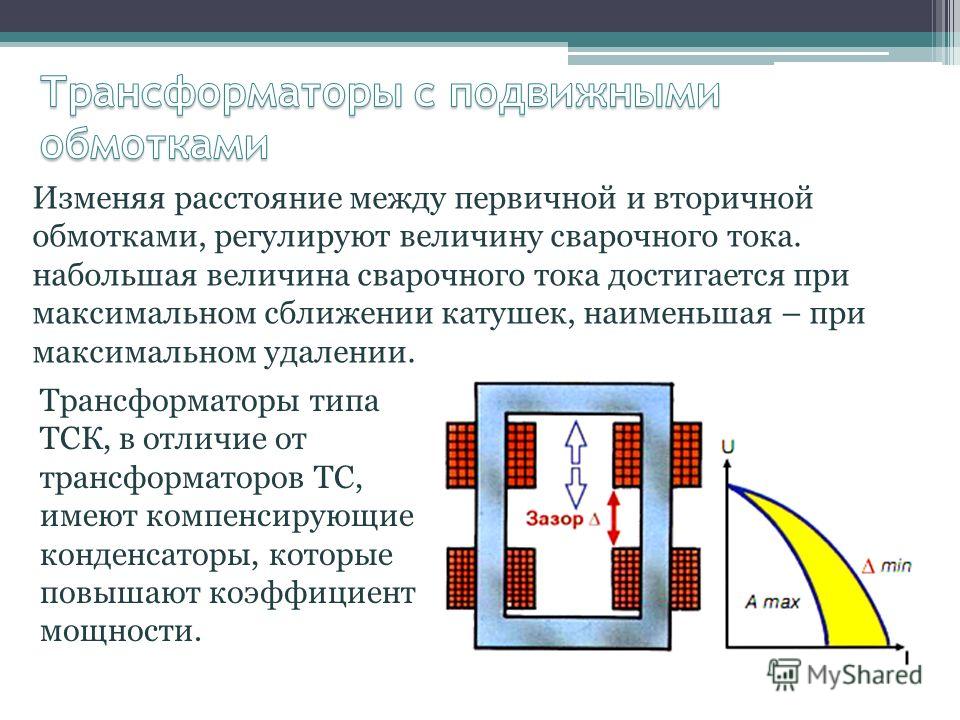
Выше мы писали, что трансформатор для сварки оснащен регуляторным узлом в котором есть дроссель насыщения. Меняя расстояние между катушками можно изменить и силу тока. Но на самом деле, это не единственный тип регулировки сварочного тока.
Помимо дросселя насыщения может использоваться дроссель магнитного зазора, двигающийся или подмагниченный шунт, реактивная обмотка, подвижная катушка кондекнсатор, рассеивающиеся обмотки, тиристорные регулировки или импульсные стабилизаторы.
Как видите, существует множество разновидностей трансформаторов. Поэтому выбирайте аппарат исходя из своих потребностей и нужд. Для домашнего использования будет достаточно однофазного однопостового трансформатора с максимальной силой тока до 300А, с дросселем насыщения для регулировки. Такие аппараты наиболее надежны и неприхотливы в эксплуатации.
Особенности самодельных выпрямителей
Собственноручно изготовленные выпрямители позволяют выполнять сварку тонколистового металла с высоким качеством шовных соединений.
Схема сварочного аппарата, использующего выпрямление электрического тока весьма проста. Она содержит трансформатор, к которому подключен выпрямительный блок, а также дроссель. Данная простейшая конструкция обеспечивает устойчивое горение сварной электродуги. В качестве дросселя применяется катушка из намотанных на сердечник медных проводов. Выпрямляющее устройство подключается непосредственно к выводам понижающей трансформаторной обмотки.
В зависимости от целей, самостоятельно можно соорудить мини сварной электроаппарат. Он прекрасно справится с металлами небольшой толщины, не требующих использования больших токов при соединении. Из сварного электроаппарата можно сделать споттер, что значительно расширит возможности его применения.
Надежная схема управления сварочным током
В работе участвуют три блока:
- стабилизированного напряжения;
- формирования высокочастотных импульсов;
- разделения импульсов на цепи управляющих электродов тиристоров.
Стабилизация напряжения
От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе.
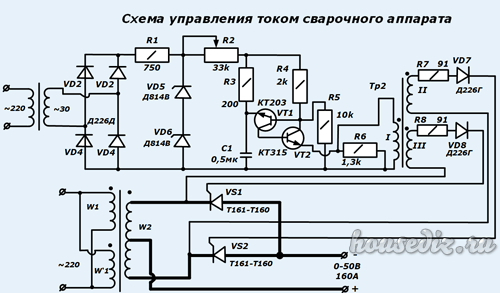
Импульсный блок
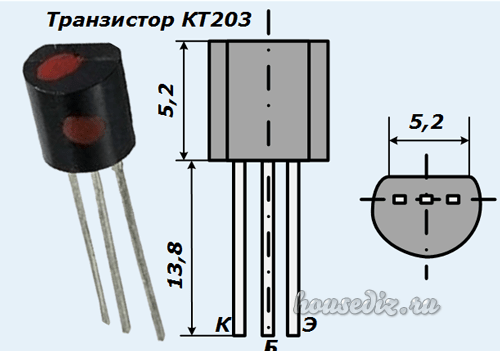
Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А.
Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо.
Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт.
Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом.
В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора.
Ток отпирания 200 мА, а отпирающее напряжение — 3,5 вольта.
Регулирование тока сварки
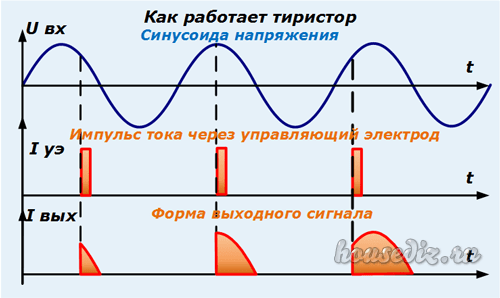
Переменный резистор R2 своим сопротивлением определяет положение каждого импульса, пропускаемого через управляющий электрод тиристора. От него зависит форма пульсирующего тока на выходе силовой схемы сварочного аппарата.
Пульсации полусинусоид могут проходить полностью, когда ток сварки выставляется максимальным или обрезаться практически до нуля.