
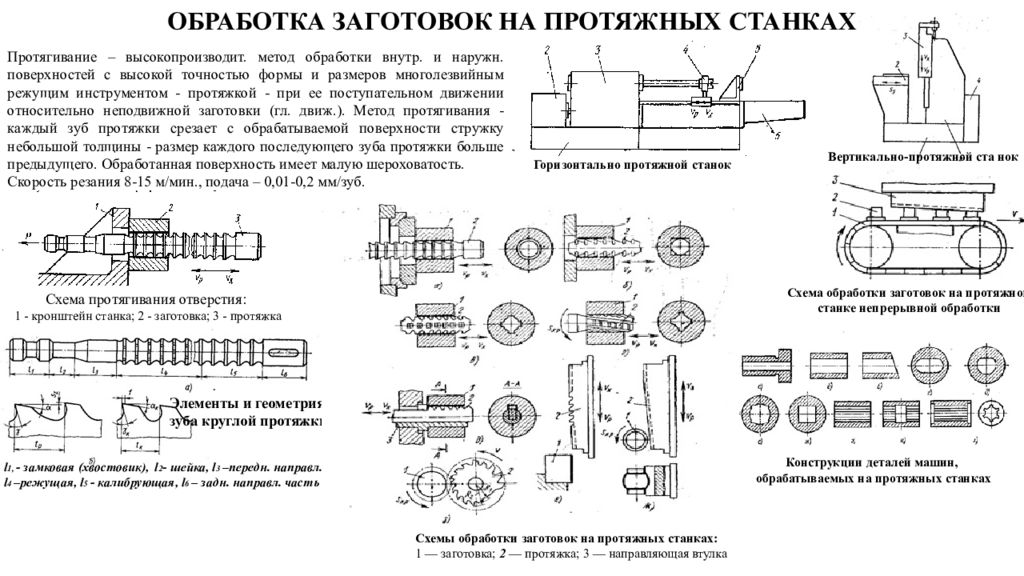
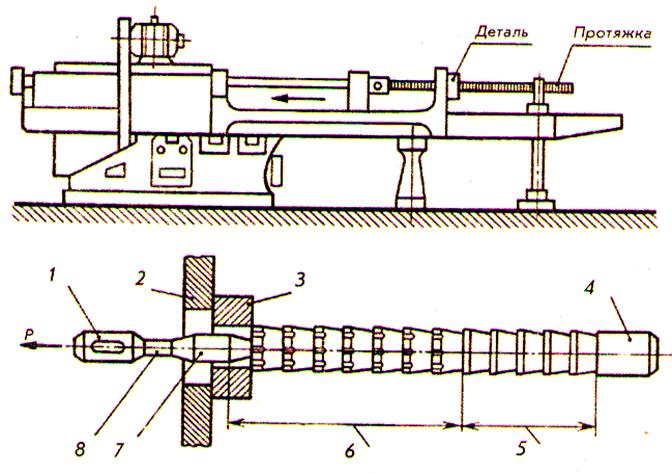
Назначение и классификация строгальных станков
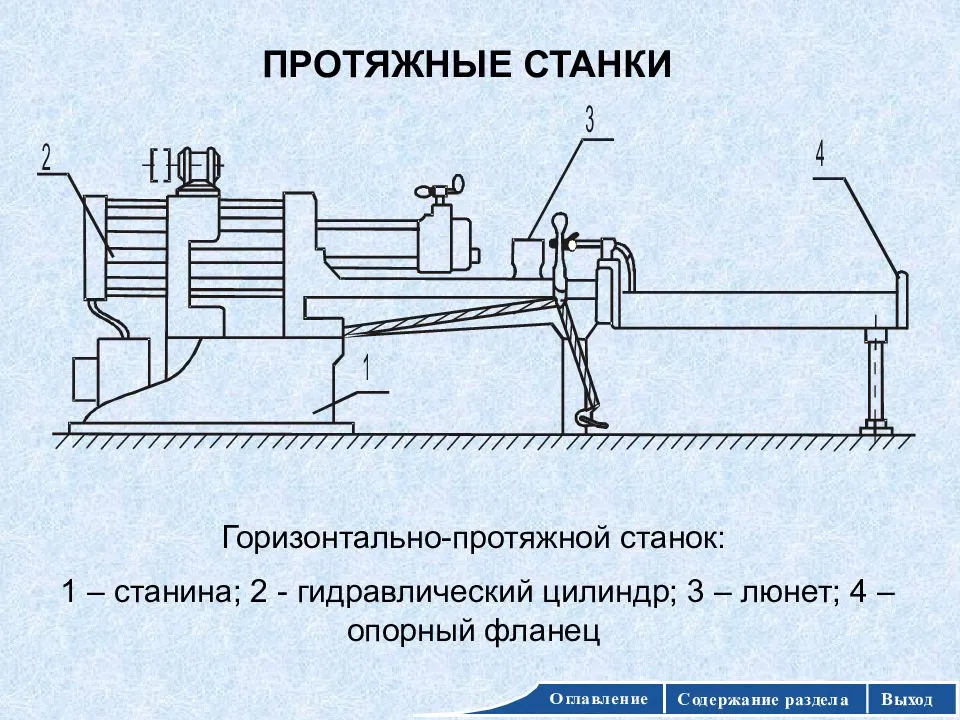
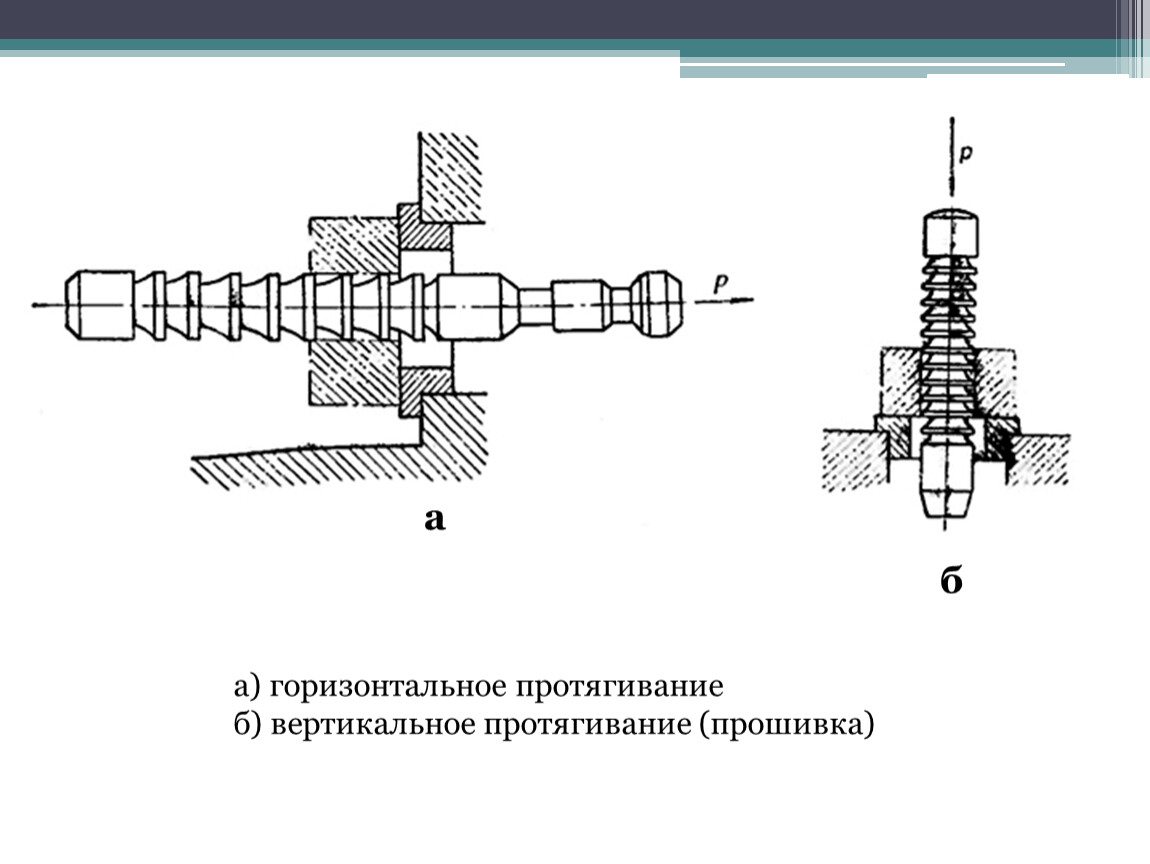
Станки, предназначенные для обработки заготовок строганием, долблением и протяжкой, составляют седьмую группу металлорежущего оборудования по классификации табл. 1.5. Станки этой группы по конструктивному исполнению подразделяют на продольно-строгальные одностоечные и двустоечные, поперечно-строгальные, долбежные, горизонтальные протяжные, полуавтоматы для внутреннего протягивания и вертикально-протяжные полуавтоматы для внутреннего и наружного протягивания. Продольно-строгальные станки мод. 7210, 7212—7216 — двустоечные, а мод. 7110, 7112, 7116 — одностоечные.
Все одностоечные и двустоечные продольно-строгальные станки имеют угол поворота суппортов 60о. У станков мод. 7212Г и 7216Г наибольшее перемещение гильзы головки составляет 200 мм, а подача кареток — бесступенчатая 20…125 мм/мин.
Отечественная промышленность производит следующие модели поперечно-строгальных станков: 7А311, 7Е35, 7М36, 7Д36, 7Д36Ц, 7307, 7307Д, 7Д37Ц, 7310Д. Станки мод. 7А311 и 7Е35 — с механическим приводом, остальные — с гидравлическим. Для всех станков, кроме мод. 7А311, 7Е35 и 7307, скорость ползуна составляет 3…48 м/мин.
Различают строгальные станки универсальные и специализированные. К универсальным относят поперечнои продольно-строгальные, а также долбежные. Для обработки горизонтальных, вертикальных и наклонных поверхностей деталей применяют поперечно-строгальные станки.
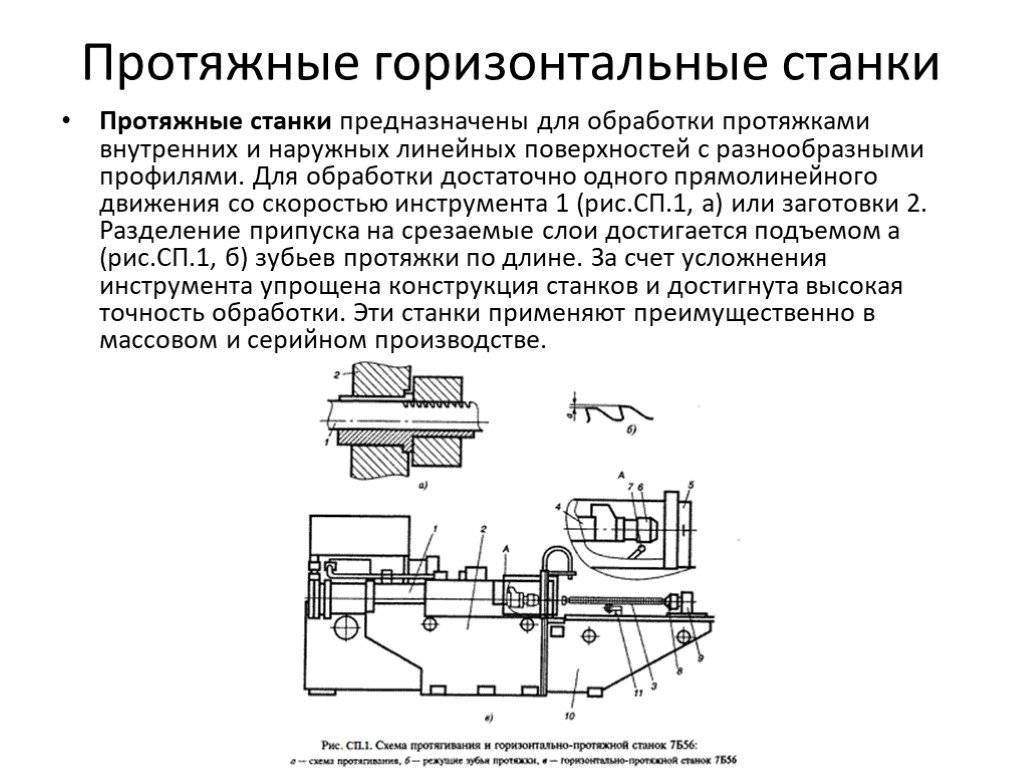
Горизонтальные протяжные полуавтоматы для внутреннего протягивания представлены моделями 7Б55, 7Б66У, 7Б56, 7Б56У, 7Б56САУ, 7Б57 и 7Б58. Полуавтоматы мод. 7Б55У и 7Б56У являются модификацией полуавтоматов соответственно мод. 7Б55 и 7Б56 и отличаются отсутствием приставной станины с механизмом автоматического подвода и отвода протяжки. Вертикальные протяжные полуавтоматы для внутреннего и наружного протягивания характеризуются в основном следующими моделями: 7Б64, 7Б65, 7Б66, 7Б67, 7Б68, 7Б74, причем модели 7Б64, 7Б65, 7Б66, 7Б67 предназначены для внутреннего протягивания, а остальные — для наружного. Полуавтоматы мод. 7В75Д и 7В76Д сдвоенные с двумя салазками и двумя подводными столами, работающими поочередно.
Долбежные станки станкостроительная промышленность выпускает следующих моделей: 7А412, 7Д430, 7Д450, 7410, 7414. Станки мод. 7Д430 и 7Д450 с гидравлическим приводом, остальные — с электроприводом. При этом станки мод. 7410 и 7414 имеют привод от регулируемых электродвигателей постоянного тока. У всех станков угол поворота стола составляет 360о.
МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
3.1. Испытания протяжек на работоспособность, среднюю наработку на отказ и
установленную безотказную наработку должны проводиться на станках,
соответствующих установленным для них нормам точности и жесткости, на образцах
из стали марки 45 по ГОСТ 1050 твердостью 197… 217 НВ с длиной протягивания для отверстий:
цилиндрических — по ГОСТ
20364, ГОСТ
20365
шлицевых прямобочных — по ГОСТ
24818 — ГОСТ
24823 или
ГОСТ
25969 — ГОСТ
25974
шлицевых эвольвентных — по ГОСТ
25157 — ГОСТ
25161
гранных — по ГОСТ
26478 — ГОСТ
26480
Скорость резания — 6 м/мин.
3.2. Испытания протяжек на работоспособность проводятся на одной заготовке
с длиной протягивания по стандартам, перечисленным в п. 3.1.
3.3. После испытания на работоспособность на зубьях не должно быть смятых
и выкрошенных режущих кромок и протяжка должна быть пригодна для дальнейшей
работы.
3.4. В качестве смазочно-охлаждающей жидкости должен применяться
сульфофрезол или трех — десятипроцентный (по массе) раствор эмульсола «Укринол
1» в воде с расходом не менее 5 л/мин.
3.5. При испытании протяжек на среднюю наработку на отказ и установленную
безотказную наработку, протянутые отверстия контролируются по точности
соответствующими предельными и комплексными калибрами-пробками, измерительными
роликами или проволочками по ГОСТ 2475.
3.6. Параметр шероховатости Ra обработанных протяжкой поверхностей заготовок из стали марки 45 не
должен быть более, мкм, у отверстий:
цилиндрических с полями
допусков Н7 и Н8, шлицевых прямобочных и эвольвентных
для центрирующих диаметров и центрирующих боковых поверхностей зубьев………………………………………………………………………………………………………………………. 2,5
цилиндрических с полем допуска Н9, шлицевых прямобочных и эвольвентных
для нецентрирующих диаметров и нецентрирующих боковых поверхностей зубьев,
острошлицевых и гранных………………………………………………………………………………………………………………………. 5
3.7. Твердость протяжек должна контролироваться по ГОСТ 9013.
3.8. При контроле линейных и угловых размеров должны применяться средства
контроля, имеющие погрешность измерения не более значений, указанных в ГОСТ 8.051 при измерении линейных размеров:
35 % допуска — при измерении угловых размеров,
25 % допуска — при измерении биения.
Допуск радиального биения
протяжек и накопленная погрешность окружного шага контролируются с люнетом.
У протяжек с механическим
креплением хвостовика допуск радиального биения и накопленная погрешность
окружного шага контролируются без хвостовика.
3.9. Внешний вид протяжки контролируется осмотром с применением лупы ЛП
2,5-4× по ГОСТ 25706.
3.10. Приемочные значения средней наработки на отказ и установленной
безотказной наработки должны быть не менее значений, указанных в табл. 8.
Таблица 8
|
Форма протянутого отверстия |
Схема резания |
Наработка, м |
||
|
Средняя на отказ |
Установленная безотказная |
|||
|
Цилиндрическая |
Н7; Н8 |
Групповая |
83 |
38 |
|
Н9 |
94 |
42 |
||
|
Шлицевая |
Групповая |
50 |
22 |
|
|
Обычная |
Без |
35 |
16 |
|
|
Со |
24 |
10 |
||
|
Шлицевая |
Групповая |
59 |
26 |
|
|
Обычная |
Без |
42 |
19 |
|
|
Со |
30 |
14 |
||
|
Гранная |
Обычная |
Без |
37 |
17 |
|
Со |
26 |
12 |
||
|
Острошлицевая |
Обычная |
Без |
28 |
13 |
|
Со |
20 |
10 |
Литштамп Инструмент и Оснастка
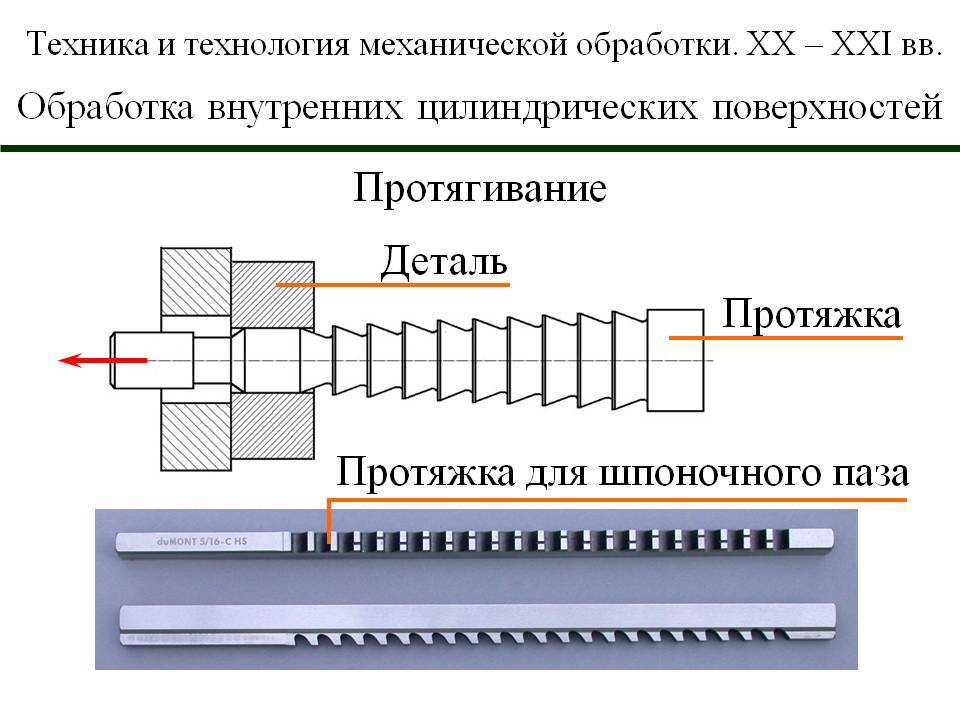
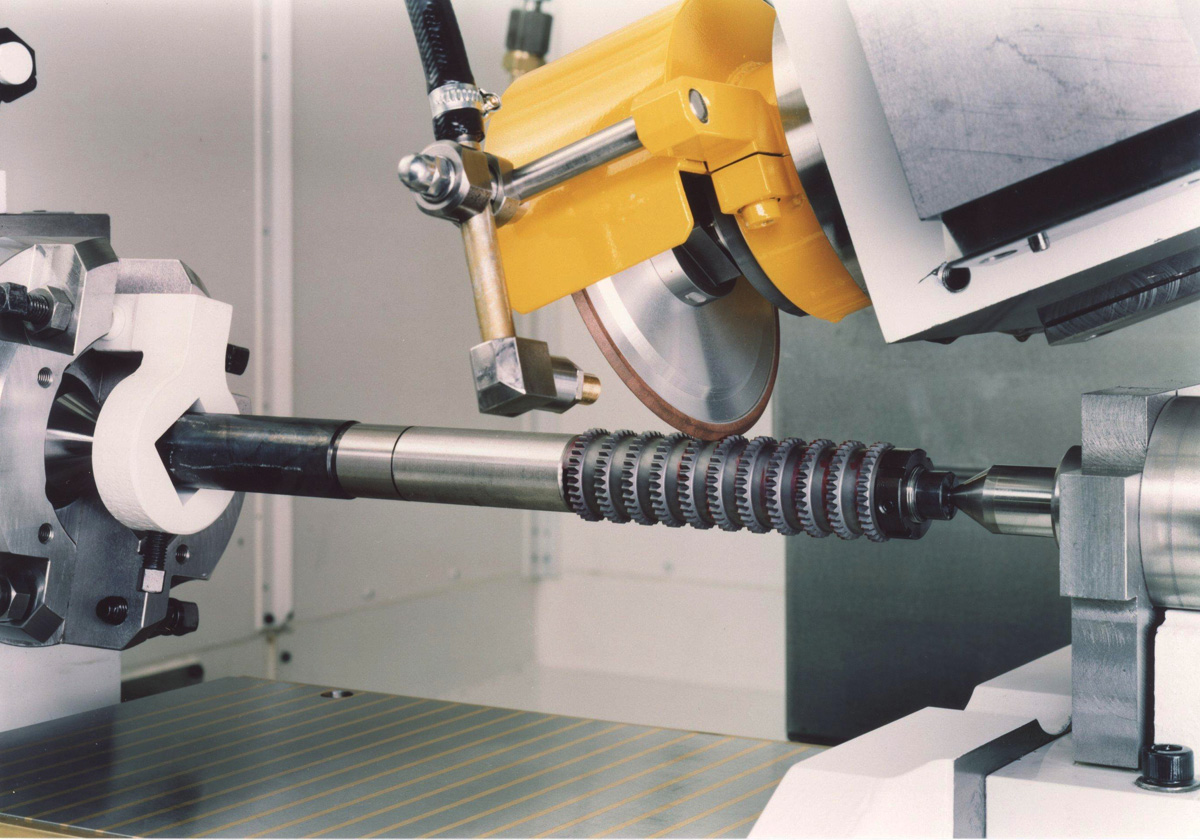
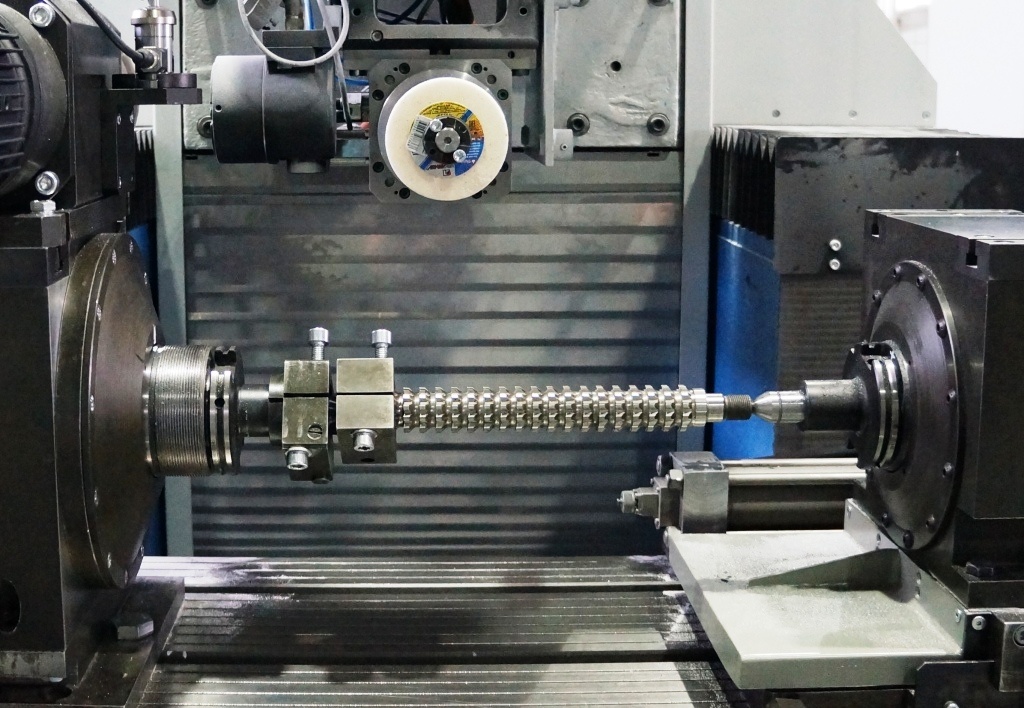
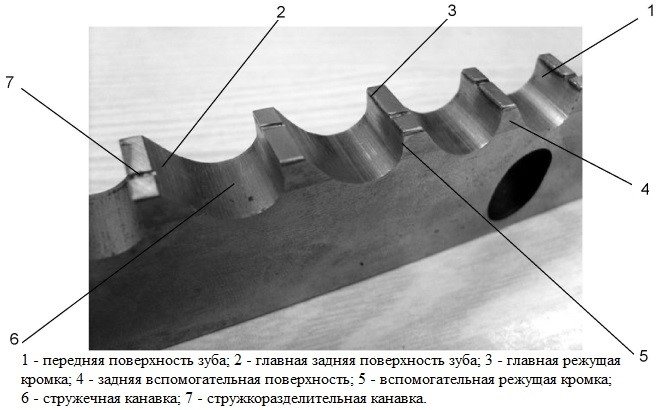
Протяжка шлицевая относится к металлорежущему инструменту и применяется для обрабатывания шлицевых отверстий. Это, фактически, несколько лезвий, укрепленных друг за другом таким образом, что при работе протяжки снимается весь необходимый объем стружки – от черновой обработки до чистовой и калибровки. При изготовлении протяжек используют быстрорежущие или среднелегированные инструментальные стали, так как этот инструмент подвергается большим физическим нагрузкам.
Виды протяжек
В зависимости от количества укрепленных резцов протяжки бывают шести-, восьми-, десятишлицевые, а также эвольвентные и острошлицевые.
Шестишлицевые протяжки, в зависимости от своего типа (центрирование по наружному или внутреннему диаметру) изготавливаются по ГОСТам: ГОСТ 24818-81, ГОСТ 24819-81, ГОСТ 25969-83, ГОСТ 25970-83.
Восьмишлицевые протяжки, в зависимости от своего типа (центрирование по наружному или внутреннему диаметру, однопроходные, двупроходные) изготавливаются по ГОСТам: ГОСТ 24820-81, ГОСТ 24821-81, ГОСТ 25971-83, ГОСТ 25972-83.
Десятишлицевые протяжки, в зависимости от своего типа (центрирование по наружному или внутреннему диаметру, однопроходные, двупроходные, трехпроходные, четырехпроходные) изготавливаются по ГОСТам: ГОСТ 24822-81, ГОСТ 24823-81, ГОСТ 25973-83, ГОСТ 25974-83, ГОСТ 28044-89, ГОСТ 28045-89, ГОСТ 28046-89, ГОСТ 28047-89.
Эвольвертные протяжки в зависимости от своего диаметра и размера модуля изготавливаются по следующим ГОСТам: ГОСТ 25157-82, ГОСТ 25158-82, ГОСТ 25159-82, ГОСТ 25160-82, ГОСТ 25161-82, ГОСТ 28048-89, ГОСТ 28049-89, ГОСТ 28050-89, ГОСТ 28051-89, ГОСТ 50035-92, ГОСТ 50036-92, ГОСТ 50037-92, ГОСТ 50038-92
Острошлицевые протяжки изготавливаются по ГОСТу: ГОСТ 28442-90
По форме шлица различают зубья с елочным, угловым или прямым профилем.
По виду изготовления протяжки делятся на цельные и сборные.
По виду протягивания бывают внутренние и наружные протяжки.
По схеме резания при протягивании протяжка может иметь обычную (профильную), ступенчатую (генераторную) и групповую (прогрессивную) схему резания.
Протяжка шлицевая используется при обработке наружных и внутренних поверхностей из металла – там, где требуется высокая точность. Изредка может применяться для отделки неметаллических изделий. Основные сферы применения



Протяжка шлицевая применяется:
— при производстве огнестрельного оружия нарезного типа,
— при обработке наружных профилей сложной конфигурации,
— при изготовлении турбин авиадвигателей,
— при нарезке шпоночных канавок и шлицов,
— при калибровании многогранных, цилиндрических или фигурных отверстий.
На инструментальном производстве «Литштамп» вы можете приобрести готовые протяжки или заказать изготовление эксклюзивного инструмента для проведения сложных работ. Наши конструкторы разработают всю нужную документацию, а мастера инструментального цеха в самые короткие сроки изготовят режущий инструмент высокого качества.
Предыдущие статьи:
- Протяжка инструмент
- Протяжки ГОСТ
- Протяжки шлицевые прямобочные
Следующие статьи:
- Фрезы резьбовые гребенчатые
- Фрезы цилиндрические
- Фрезы угловые двусторонние
- Протяжка шпоночная
- При работе на фрезерном станке используются фасонные фрезы с режущей кромкой, такими фрезами относительно легко обрабатывать детали с высокой точность…
«>Фрезы фасонные
Следующая страница >>
7 Распределения припуска
Распределение припуска между равными частями и зубьями протяжки определяется по формулам:
Диаметр DЕ
рассчитывается в такой последовательности
где l=10°23°
где bФ
– угол фаски bФ
= 36°
lЕ
=9°25
(мм)
Для граничного получения фаски во впадинах шлицевого отверстия теоретический диаметр фасочного зуба увеличивается:
(мм)
припуск на фасочные зубья :
(мм)
припуск на шлицевые зубья:
(мм)
(мм)
припуск на переходные и чистовые зубья по Аш.п
=0.24 мм Аш.ч
=0.08 мм определи припуск на черновые зубя протяжки
мм
найдем число групп черновых зубьев i
так как Аост
>2Sп1
то добавляем еще один зуб с подъемом 0.1 , тогда iф
= 4
так как Аост
>2Sп1
то добавляем еще один зуб с подъемом 0.17 , тогда iш
= 20
5 Глубина стружечной канавки
Глубина стружечной канавки целесообразно выполнять переменой, что позволяет использовать для всех стружечных канавок фрезу с постоянным угол. Тогда глубину канавка можно определить по зависимостью
Где
— угол, соответствующий ширине спинки;
ν – угол профиля фрезы принимаем 90º
;
с – ширена спинки зуба, приведена в таблицы
Таблица Размер стружечной канавки
|
Стружечная канавка |
Z1-1 |
Z2-2 |
Z3-3 |
Z4-4 |
|
с |
1.0 |
1.3 |
1.1 |
1.2 |
Рисунок 2.3 Размеры стружечной канавки
Угол соответствующий ширине спинки для Ø20
Тогда глубина стружечной канавки
Угол соответствующий ширине спинки для Ø32
Тогда глубина стружечной канавки
5.2. Маршрут последовательности обработки
|
Номер опера-ции |
Наименование операции |
Номер поверхности |
Технические требования |
|
|
квалитет |
Шерохова-тость Rа |
|||
|
1 2 3 4 5 6 7 8 9 11 12 13 14 15 16 17 18 |
Заготовительная Центровально-подрезная Рихтовка Токарная (ТО1, ТО2, ТО3) Токарная (ТО1, ТО2, ТО3) Рихтовка Контроль Тобр. Рихтовка Шлифовальная (ШК2) Шлифовальная (ШК2) Шлифовальная (заточная по передней пов-ти) (ШК3) Шлифовальная (ШК2) Шлифовальная (заточная по задней пов-ти) (ШК3) Шлифовальная (ШК2) Маркировочная Контроль |
1,9,10,17 2,6,11,12,13 3,4,5,8,14,15,18 9,10 2,6,11,12,13,14,15,16 3 8 4 7 |
12 10 8 8 6 8 6 6 6 6 |
25 6,3 3,2 3,2 0,25 0,63 0,2 0,2 0,63 0,8 |
Литштамп Инструмент и Оснастка
Производственное объединение «Литштамп» уже несколько лет занимается изготовлением различных инструментов. Здесь выпускается очень много разной инструментальной продукции, такой как: протяжки, резцы, сверла, ножи для гильотин, плоские ножи, штаммы, модельно-литейные оснастки и др. Также на предприятии налажен выпуск разной мерительной техники (скобы, кольца резьбовые и т.п.). У нас в компании работают опытные сотрудники, которые вместе представляют собой одну хорошо сплоченную команду.
Основным преимуществом нашей компании является хорошее качество выпускаемой продукции. Качество нашей продукции ни чем не уступает продукции, произведенной на инструментальном заводе. На предприятии «Литштамп» есть все самое необходимое современное оборудование и техническое оснащение, которое позволяет выпускать высококачественную продукцию. Так у нас имеются разные станки, ЧПУ, токарное оснащение, резьбошлифовальное и заточное оборудование. Все детали проходят в процессе изготовление как электроэрозионную, так и механическую обработку. Весь процесс производства начинается от конструкторско-опытных лабораторных разработок, чертежей и т.п. до уже готовой к продаже и реализации продукции. Также с каждым годом наша компания осваивает все новые методы и отрасли в производстве инструментария и техники. Так было налажено производство запчастей для горного оборудования, литье и поковка и другие подобные виды деятельности.



![§ 19. процесс резания при протягивании и режущий инструмент [1968 орнис н.м. - основы механической обработки металлов]](https://takorest.ru/wp-content/uploads/1/f/7/1f75e3ab677378a0ab8c5e90a643b85c.jpeg)
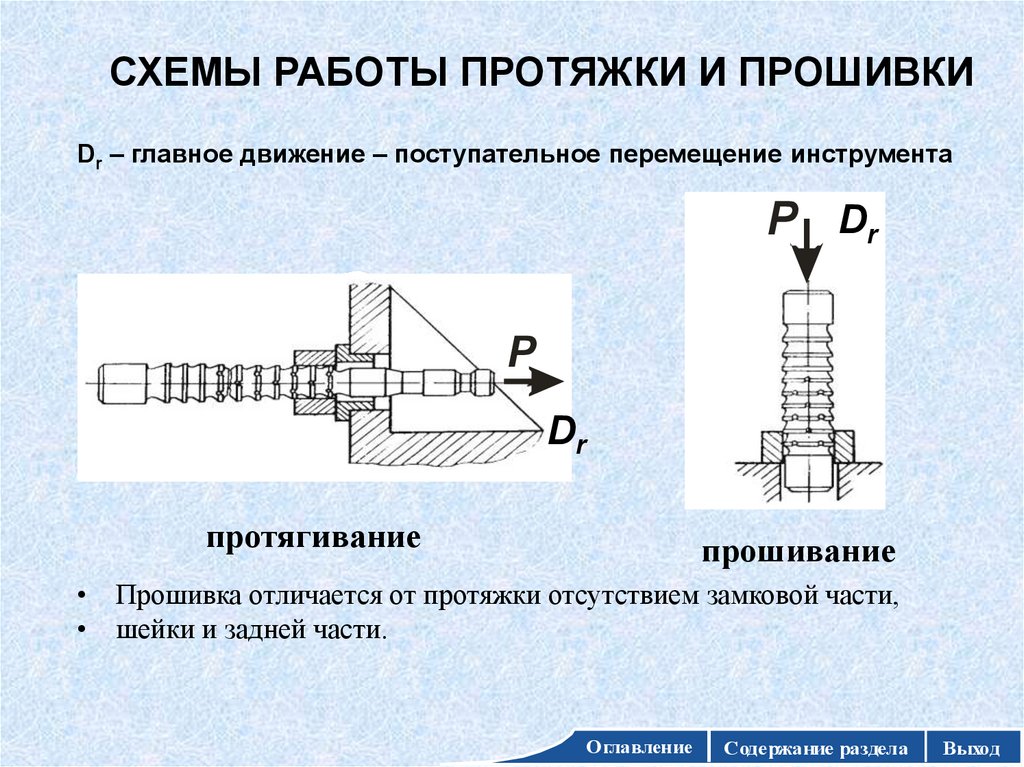
Вторым большим преимуществом организации «Литштамп» является то, что наши специалисты готовы не имея на руках чертежа изготовить инструмент любой сложности в соответствии с конкретными требованиями заказчика, изготовление протяжек по чертежам заказчика. Компания поставляет свою продукцию почти по всей территории страны. Одним из самых передовых и основных спецификаций предприятия можно назвать изготовление протяжек. Компания сделает под заказ любые протяжки по ГОСТУ. Протяжки – это многозубчастый инструмент, с последовательно выступающими друг над другом зубцами. Это один из самых основных инструментов, который активно используется в тяжелой промышленности (например, на машиностроительных предприятиях), а также при изготовлении разных деталей (например, протяжки для отверстий).
В процессе протягивания можно добиться наиболее эффективной степени обработки материалов. Протяжки для отверстий – это незаменимый инструмент при изготовлении различных деталей, и поэтому требует очень тщательного подхода и высоких параметров качества. Поэтому, что бы изготовить протяжки для отверстий согласно всем нормам и ГОСТам, нужно приложить немало затрат и усилий. Но специалисты нашей компании, обладая уже солидным опытом в этом деле, смогут даже без необходимых чертежей изготовить протяжки для отверстий согласно всем стандартам.
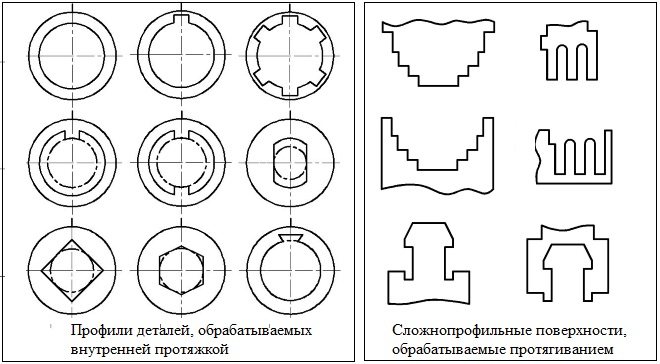
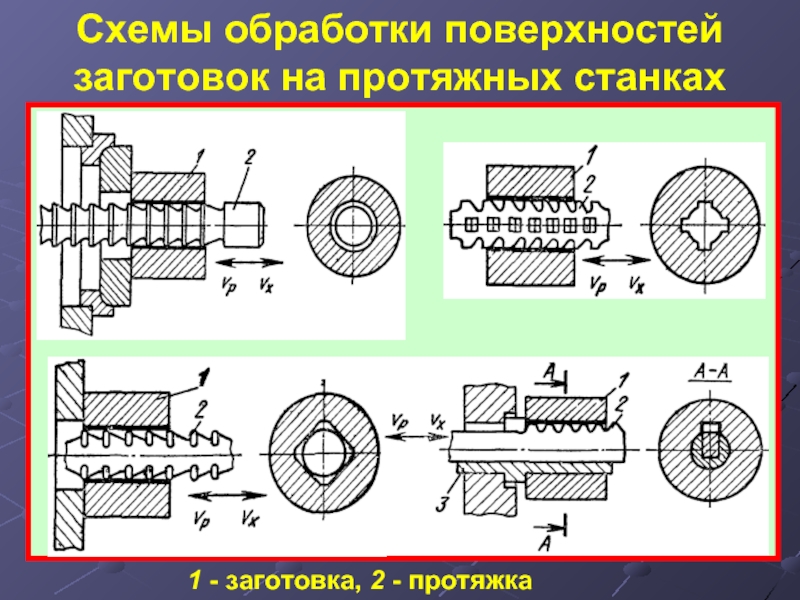
Протяжки классифицируют по нескольким признакам. 1. По области назначения различают два вида протяжек: а) Протяжки для обработки внутренних поверхностей: — шлицевые протяжки – для обработки шлицевых отверстий; — круглые; — шпоночные – для обработки пазов; — протяжки для обработки многогранных отверстий. б) Протяжки для обработки внешних поверхностей с разными профилями. Это могут быть протяжки для обработки канавок, разных цилиндрических и других сложных поверхностей, Т-образных пазов и т.п.
2. По конструктивному исполнению протяжки бывают цельными и составными.
3. По материалу, из которого изготовлена режущая часть: протяжки из инструментальной и быстрорежущей стали. Наше предприятие наладило выпуск таких видов протяжек: — шлицевые – 6-ти, 8-ми и 10 – шлицевые протяжки; — шпоночные; — круглые; — квадратные; — шестигранные и восьмигранные – для обработки многранных отверстий; — острошлицевые.
Кроме того, компания занимается реализацией такого вида протяжек как шлицевые протяжки для обработки деталей и материалов с эвольвентным профилем. Они также бывают разных диаметров и разных и соответствуют разным ГОСТам. Это протяжки двухпроводные и с навертным хвостовиком. Также есть и комбинированные протяжки ГОСТ 50038-92 и ГОСТ 50036-92. Каждый из этих видов вышеперечисленных протяжек имеет свои ГОСТы, согласно которым происходит процесс изготовление.
Предыдущие статьи:
- Протягивание — одна из самых эффективных операций по обработке материалов резанием, которую делают с помощью режущего инструмента-протяжки. Эта операц…
«>Изготовление протяжек по Гостам
- Протяжки Протяжкой называют способ обработки или процесс, при котором для удаления материала используется многолезвийный металлорежущий инструмент — …
«>Протяжные инструменты (металлообработка)
- Схемы резания при протягивании
2 Максимально допустимая сила резания
Конструкцию протяжки принимаем с приваренным хвоставиком, материал хвостовика – сталь 45Х. Сила резания, допускаемая прочностью хвостовика в опасном сечении, принимаем . Диаметр хвостовика Dхв
принимается равным ближайшему меньшему значению по отношению к D
.
Dхв
=70 мм; D1
=53 мм; D2
=69 мм; l1
=190 мм; l2
=40 мм; l3
=40 мм; c=1,5 мм; [σр
]= 300 МПа; Fхв
=2206,4 мм2
.
Рисунок 1.2 – Основные размеры хвостовика
Силу, допустимую прочностью переднего хвоставика, рассчитываем по формуле:
где р
– допустимое напрежения при растежении;
Fоп
– площядь опасного сечения хвостовика.
(Н)
Сила резания допускаемая прочностью опасного сечения по впадине первого зуба определяется из выражения:
Pоп
=
,
где Dоп
– диаметр опасного сечения.
Dоп
= D
– 2h;
Dоп
= 72 – 2×8 = 56 (мм);
Pоп
=
=738902 (Н).
Расчетное тяговое усилие станка 7Б56 :
Pст
= h×Q,
где h – КПД станка (h=0.9);
Q – тяговое усилие станка (Q= 196000 Н);
Pст
= 0.9×196000 = 176400(Н);
За величину максимально допустимой силы резания Pдоп
принимаем наименьшее из полученных значений.
Pдоп
= Pст
= 176400 Н.
Как правильно выбрать
Кроме длины при покупке УЗК рекомендуется заострять внимание на типе крепления проводника с тросом. Встречаются наконечники в виде петельки, насечки, чулка
Еще выпускают фиксаторы с резьбовым соединением. В зависимости от конструкции меняется процесс укладки в технические отверстия. Например, наконечник может ограничивать минимальный диаметр канала. Оптимально выбирать и размер соединительного узла, и сечение самой протяжки тоньше кабеля. Нельзя, чтобы процесс шел внатяжку, тогда будет повышен риск обрыва.
Еще раз кратко о критериях выбора:
- длина — заведомо больше канала, где предстоит прокладка кабеля (если неизвестно, берут 50-метровые);
- сечение — в зависимости от диаметра трубы или короба (но с учетом того, что тонкий зонд не выдержит протяжку толстого, жесткого кабеля);
- тип крепления — популярны быстрозажимные хвостовики (ориентируются на цену, чтобы не пришлось платить за ненужную функциональность).
В комплектации длинных УЗК поставляются специальные катушки, исключающие их запутывание. Если же речь идет о толстой протяжке, для удобства переноски тяжелой конструкции, ее крепят на тележку. При больших объемах работы удобно пользоваться механической, гидравлической или же электрической лебедкой. Она может поставляться в комплекте или опционально (отдельно).
Виды кабельной протяжки
Еще одно преимущество заводского изделия – большая длина без скруток. Так, продают кабельные протяжки 5, 10, 20, 50, 100 м. Выбирают их с запасом, чтобы при погружении в канал на «всю длину» с обоих краев выглядывал конец хотя бы 1–2 метра. Еще учитывают, что при большом диаметре трубы, канала УЗК идет «волной» и он расходуется заметно сильнее, чем арифметическая длина участка.
По материалу выделяют три типа:
- стальные;
- стекловолоконные;
- нейлоновые.
Протяжки из стали представляют собой металлическую проволоку с нейлоновой оболочкой. Такие изделия устойчивы к растяжению, выдерживают большие нагрузки при прокладке электролинии на труднодоступных участках. Их предпочитают применять, когда встречаются Г-образные повороты. Например, в пластиковых кабель-каналах. Если проволока длительное время хранилась скрученной, при расправлении сначала придется выпрямить ее, иначе конец будет постоянно цепляться за стенки канала.
Кабельная протяжка-стеклопруток обладает повышенной жесткостью. По сравнению со стальными они сохраняют способность полного выпрямления при многолетнем хранении в скрученной бухте. Но подходят они исключительно для прямых линий, максимум для каналов с плавными изгибами. Резкие перегибы, большое натяжение приводит к трещинам, обломам. Причина — стекловолокно в любом случае стремится принять первоначальную форму.
Зонды из нейлона выгодны на участках, где нужна максимальная гибкость. К тому же этот материал неэлектропроводный, что упрощает прокладку в каналах, где уже имеются кабели под напряжением (например, линии компьютерных сетей). Еще их применяют в узких коробах и гофрах маленького диаметра. Такие кабельные протяжкиобычно тоньше 5 мм.
Как купить инструмент «Протяжка шлицевая»?
Для того чтобы заказать и купить выбранный вами товар, найдите его в каталоге инструмента, укажите его количество и щелкните на кнопку «Купить», затем необходимо перейти в пункт меню «Ваша корзина» и заполнить небольшую форму заказа с указанием ваших координат. После этого на вашу электронную почту (если она указана верно) придет письмо, о том что ваша заявка принята.
Доставка инструмента
Заказанный в нашей компании инструмент доставляется практически в любой город России с помощью транспортных компаний.
Подробнее о доставке в города России
Возврат товара надлежащего качества
Обращаем Ваше внимание на то, что согласно ст. 26.1 закона «О защите прав потребителей» Покупатель имеет право отказаться от товара в любое время без объяснения причин до его передачи, а после передачи товара – в течение 7 дней
Возврат товара надлежащего качества возможен при условии, если указанный товар не был в употреблении, сохранен его товарный вид, потребительские свойства, а также документ, подтверждающий факт и условия покупки.
В случае отказа от товара компания производит возврат денежных средств, уплаченных Покупателем по договору, за исключением расходов на доставку возвращенного товара от Покупателя, в течение 10 дней со дня предъявления Покупателем соответствующего требования.
Обмен товара надлежащего качества
Согласно ст. 25 «О защите прав потребителей» Покупатель имеет право обменять товар надлежащего качества на аналогичный товар у продавца, у которого этот товар был приобретен, если указанный товар не подошел по форме, габаритам, фасону, расцветке, размеру или комплектации. Обменять товар на подходящий Покупатель может в течение 14 дней, не считая день покупки.
Обмен производится только при условии сохранения товарного вида и потребительских свойств товара, наличии товарного чека или иного документа, подтверждающего оплату, а также, если указанный товар не был в употреблении. В случае, если аналогичный товар отсутствует в продаже, Покупатель имеет право требовать возврата денежных средств, уплаченных им за указанный товар.
В случае отказа от товара компания производит возврат денежных средств, уплаченных Покупателем по договору, за исключением расходов на доставку возвращенного товара от Покупателя, в течение 14 дней со дня предъявления Покупателем соответствующего требования. Кроме того, по соглашению с продавцом, Покупатель может обменять товар при поступлении аналога в продажу.
Возврат товара ненадлежащего качества
В случае обнаружения недостатков товара Покупатель вправе:
- Потребовать замены на товар этой же марки (модели);
- Потребовать замены на такой же товар другой марки (модели) с соответствующим перерасчетом покупной цены;
- Потребовать соразмерного уменьшения покупной цены;
- Отказаться от исполнения договора купли-продажи и потребовать возврата уплаченной за товар суммы.;
Возврат товара ненадлежащего качества осуществляется средствами продавца.
Приведенные выше условия возврата/обмена товара не распространяются на товар, изготовленный по индивидуальному заказу Покупателя.
Компания Ринком допускает наличие ошибочной или неточной информации о товаре, находящейся на нашем сайте www.rinscom.com. Убедительно просим Вас во избежание неприятных ситуаций обращаться к нашим менеджерам за уточнением информации о товаре.
Разновидности и конструкция протяжек
Протяжки классифицируются по целому ряду параметров. Выделяют следующие виды протяжек:
- с режущей частью, изготовленной из быстрорежущей, инструментальной стали или твердого сплава;
- цельные или сборные – в зависимости от конструктивного исполнения;
- одно- или многопроходные – в зависимости от того, сколько протяжек содержится в одном рабочем комплекте;
- работающие по ступенчатой, профильной или прогрессивной методике – в зависимости от того, каким способом с поверхности детали снимается припуск;
- с прямым и наклонным или винтовым и кольцевым расположением режущих лезвий на рабочей части.
Значимые элементы круглой протяжки
Различные типы протяжек выделяют и по их основному назначению, причем такую классификацию можно назвать одной из самых важных. Так, в зависимости от данного параметра различают протяжки для наружных и внутренних поверхностей. При помощи инструмента, предназначенного для выполнения наружных работ, можно выполнять обработку поверхностей различной конфигурации (шестерни, профили елочного типа, пазы, в том числе и Т-образного типа, цилиндрические валы, канавки различной формы, в том числе и «ласточкин хвост», шлицевые валы и др.).
Протяжкой могут обрабатываться поверхности различного профиля
Обработка протягиванием отверстий является более распространенной технологической операцией, чем обработка протягиванием наружных поверхностей. Используя протяжной станок и протяжку, можно обрабатывать внутренние поверхности следующих типов:
- шпоночные пазы;
- канавки винтового типа;
- отверстия круглой формы (протяжки для круглых отверстий);
- отверстия с различным количеством граней (гранные протяжки);
- отверстия со шлицами (протяжки шлицевые).

Шлицевая протяжка для обработки отверстий
Передняя часть Это направляющий элемент. Перед обработкой деталь фиксируется именно на передней части инструмента, которая затем плавно передает обрабатываемую поверхность на режущие кромки протяжки. Номинальное сечение передней части инструмента и размер обрабатываемого отверстия должны совпадать, а выбор степени посадки осуществляется с учетом требуемой величины зазора между протяжкой и стенками отверстия.
Хвостовик
При помощи этого элемента протяжку фиксируют в патроне используемого оборудования. Для протяжек как круглого, так и плоского типа размеры хвостовиков строго оговариваются положениями соответствующих нормативных документов (ГОСТы 4043-70 и 4044-70).

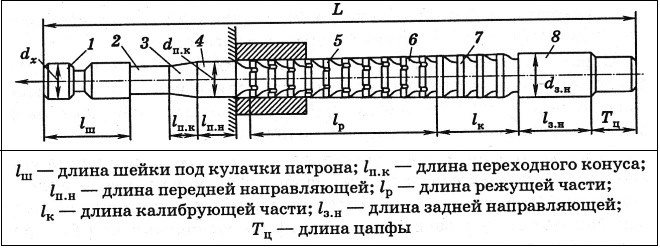
Стандартный хвостовик шлицевой протяжки Режущая часть Данный элемент протяжки состоит из множества зубьев и отвечает за снятие с обрабатываемой поверхности требуемого припуска. Геометрические параметры режущих зубьев протяжки, начиная от ее передней части и заканчивая задней, постепенно изменяются. Так, передний зуб имеет форму и размеры отверстия, которое предстоит обрабатывать, а задний режущий элемент отличается геометрическими параметрами, соответствующими характеристикам уже готового отверстия. За счет того, что высота зубьев протяжки постепенно увеличивается к ее задней части, при выполнении обработки отсутствует движение подачи, при этом припуск с обрабатываемой поверхности эффективно снимается.
Основные элементы режущей части шпоночной протяжки Опорная цапфа Этим элементом оснащаются длинные и тяжелые протяжки для того, чтобы обеспечить их поддержку при помощи люнета.
Задняя направляющая часть
Данная часть протяжки необходима для того, чтобы обрабатываемую деталь не перекосило при выходе из ее отверстия последнего режущего зуба.
Калибрующая часть
Этот элемент характеризуется меньшим количеством зубьев, чем режущая часть протяжки. Форма и размеры зубьев, расположенных на калибрующей части, полностью идентичны аналогичным параметрам готового отверстия.
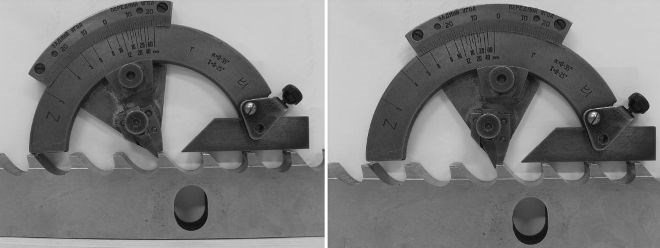
С целью выявления погрешностей параметры протяжек периодически контролируются. На фото показана проверка переднего и заднего углов шпоночной протяжки
Большая Энциклопедия Нефти и Газа
| Многорезцовое приспособление к строгальному станку. |
Вертикально-протяжные станки по сравнению с горизонтально-протяжными занимают меньшую площадь, удобнее в закреплении протяжек, но имеют высокое рабочее место из-за необходимости размещения протяжки под рабочей позицией. Вертикальные станки применяют в массовом производстве для обработки легких и средних по массе деталей. Станки выпускают для наружного и внутреннего протягивания. Их номинальная тяговая сила 50 – 200 кН, скорость рабочего хода 0 5 – 14 м / мин, длина хода каретки 600 – 1600 мм.
Вертикально-протяжные станки занимают значительно меньшую площадь, чем горизонтальные. На этих станках устанавливать заготовки для обработки удобнее; снятие детали может происходить автоматически; после протягивания не требуется возвращать протяжку в первоначальное положение, так как она автоматически закрепляется либо за верхний конец, либо за нижний.
| Горизонтально-протяжной станок модели 7510М. |
Вертикально-протяжные станки применяют в основном для наружного протягивания.
| Общий вид горизонтально-протяжного стана. |
Вертикально-протяжные станки применяются в основном для наружного протягивания. Принцип работы таких станков аналогичен горизонтально-протяжным. Для повышения производительности труда в массовом производстве широко применяются протяжные станки непрерывного действия.





Вертикально-протяжные станки для наружного протягивания допускают следующие тяговые усилия: мод.
Вертикально-протяжные станки для внутреннего протягивания должны оснащаться ограждением, предохраняющим работающих от травмирования в случае выпадения протяжки из патрона возвратного механизма. Конструкция ограждения должна исключать возможность проникновения рук в зону между протяжкой и ограждением.
Вертикально-протяжные станки для внутреннего протягивания должны иметь ограждение, предохраняющее работающих от травм в случае выпадения протяжки из патрона возвратного механизма.
По схеме гидропривода вертикально-протяжные станки мало отличаются от горизонтально-протяжных станков и имеют аналогичные агрегаты управления. Все расчеты гидропривода для возвратно-поступательного движения, приведенные в разделе строгальные станки, в основном применимы и для протяжных станков.
Станки, применяемые для протягивания, делят на горизонтальные, вертикальные и непрерывного действия. Вертикально-протяжные станки занимают значительно меньшую площадь, чем горизонтальные. На этих станках устанавливать заготовки для обработки удобнее; снятие заготовки может происходить автоматически; после протягивания не требуется возвращать протяжку в первоначальное положение, так как она автоматически закрепляется либо за верхний конец, либо за нижний. Вертикально-протяжные станки выпускают в одно – и двухпозиционном исполнении, на них можно протягивать одну или одновременно две заготовки.
При выполнении операции протягивания скорость резания регламентируется кинематике – – скими возможностями и мощностью привода протяжных станков. Малые вертикально-протяжные станки имеют тяговую силу до 100 кН и могут развивать скорости резания до 25 м / мин. На практике максимальный ресурс протяжек обычно достигается при скорости резания v 5 м / мин. Однако с целью повышения производительности скорость резания можно увеличить до 10 м / мин.
При выполнении операции протягивания скорость резания регламентируется кинематическими возможностями и мощностью привода протяжных станков. Малые вертикально-протяжные станки имеют тяговую силу до 100 кН и могут развивать скорости резания до 25 м / мин. На практике максимальный ресурс протяжек обычно достигается при скорости резания v 5 м / мин. Однако с целью повышения производительности скорость резания можно увеличить до 10 м / мин.
Страницы: 1 2