
Классификация оборудования
Узконаправленные устройства способны осуществлять такие операции:
- пиление;
- прессовка;
- строгание;
- сверление;
- фрезерование;
- заточка;
- шлифовка.
Многофункциональные станки способны совмещать несколько задач одновременно. Ассортимент оборудования для обработки древесины достаточно большой и классифицировать их можно по различным признакам.
- Общего.
- Специального.
- Универсальные.
По характеру перемещения относительно режущего инструмента заготовки:
- проходные;
- цикловые.
При выполнении работ по технологическому признаку:
- без стружкообразования;
- со стружкой.
По степени автоматизации и механизации:
- Механизированные.
- Полумеханизированные.
- Автоматические.
- Полуавтоматические.
- круглопильные;
- ленточнопильные;
- фрезерные;
- сверлильные;
- долбёжные;
- шипорезные;
- шлифовальные;
- токарные.
Все рабочие органы станка делятся на главные, которые выполняют подачу и резание заготовок и вспомогательные. Кроме этого машины оснащены двигательными, передаточными механизмами и опорными элементами.
Круглопильные машины
Круглопильный станок — это дисковая пила, которая выступает через прорез в центре рабочего стола. Снабжённый линейками, упорами и направляющими, он применяется, чтобы отпилить по размеру древесину или искусственный материал. С его помощью можно выполнить поперечный и продольный распил, вывести кромку под прямым углом и под наклоном снять фаску. Это первый станок, который приобретается мастером в мастерскую.
Выпускают пилы с диаметром полотна от 140 мм до 300 мм. Глубина реза заготовки определяется размером выступа полотна над столом.
Полотно можно наклонять от вертикального положения в пределах 45° за счёт легко читаемой градуированной шкалы. В непосредственной близости от полотна делается небольшая съёмная секция для замены диска.
Классификация оборудования
Узконаправленные устройства способны осуществлять такие операции:
- пиление;
- прессовка;
- строгание;
- сверление;
- фрезерование;
- заточка;
- шлифовка.
Многофункциональные станки способны совмещать несколько задач одновременно. Ассортимент оборудования для обработки древесины достаточно большой и классифицировать их можно по различным признакам.
- Общего.
- Специального.
- Универсальные.
По характеру перемещения относительно режущего инструмента заготовки:
- проходные;
- цикловые.
При выполнении работ по технологическому признаку:
- без стружкообразования;
- со стружкой.
По степени автоматизации и механизации:
- Механизированные.
- Полумеханизированные.
- Автоматические.
- Полуавтоматические.
- круглопильные;
- ленточнопильные;
- фрезерные;
- сверлильные;
- долбёжные;
- шипорезные;
- шлифовальные;
- токарные.
Все рабочие органы станка делятся на главные, которые выполняют подачу и резание заготовок и вспомогательные. Кроме этого машины оснащены двигательными, передаточными механизмами и опорными элементами.
Круглопильные машины
Круглопильный станок — это дисковая пила, которая выступает через прорез в центре рабочего стола. Снабжённый линейками, упорами и направляющими, он применяется, чтобы отпилить по размеру древесину или искусственный материал. С его помощью можно выполнить поперечный и продольный распил, вывести кромку под прямым углом и под наклоном снять фаску. Это первый станок, который приобретается мастером в мастерскую.
Выпускают пилы с диаметром полотна от 140 мм до 300 мм. Глубина реза заготовки определяется размером выступа полотна над столом.
Полотно можно наклонять от вертикального положения в пределах 45° за счёт легко читаемой градуированной шкалы. В непосредственной близости от полотна делается небольшая съёмная секция для замены диска.
Разновидности резцов для строгального оборудования
- По направлению подачи; (левые и правые)
- По форме головки;(прямые, отогнутые, с оттянутой головкой)
- По способу изготовления;(цельные и составные)
- По виду выполняемой работы.(проходные черновые и чистовые, фасонные, отрезные, канавочные и др.)
Процесс строгания металла происходит лишь при рабочем резце, либо на столах с прочно закреплённой заготовкой.
В тот момент, когда режущий инструмент плотно закреплён в откидном держателе, его процесс изнашивания и истощения будет происходить намного дольше, так как во время обратного хода он начинает откидываться и свободно перемещается по всей поверхности.
Основные критерии выбора модели резца:
- тип оборудования – для продольных или поперечных операций;
- материал режущей кромки. Влияет на скорость и точность работы;
- форма резца. В зависимости от этого параметра будет происходить формирование канавок, отверстий или выборок на поверхности детали.
Существует несколько типов операций, осуществляемые на продольно-строгальном станке. Они могут быть проходные, чистовые, фасонные, подрезные или отрезные. Для увеличения срока службы резцов рекомендуется использовать оборудование с откидной фиксирующей головкой. После первичной обработки резец возвращается в исходное положение. Во время обратного хода он не должен контактировать с поверхностью заготовки.
Наиболее распространенными являются продольно-строгальные станки. Они характеризуются относительно небольшими габаритами и простотой в эксплуатации
Особое внимание следует уделять качеству режущих инструментов. Для обеспечения бесперебойного технологического процесса необходимо иметь небольшой запас
Назначение станка
При продольном строгании перемещение сообщается столу, на котором расположена обрабатываемая заготовка, а резец – неподвижен, и имеет лишь технологические перемещения, связанные с постоянно увеличивающейся глубиной съёма слоя металла. В этом случае данный узел оборудования двигается с различной скоростью: меньшей при рабочем ходе и большей – при возвратном. Скорость главного движения регулировать невозможно. Движение подачи резцу, который закрепляется в инструментальной головке, выполняется в момент окончания холостого хода.

Вид рабочего стола
Повышение производительности продольного строгания (которое по своим абсолютным значениям уступает фрезерованию подобных изделий) возможно лишь за счёт установки на стол нескольких однотипных по размерам полуфабрикатов, технологически группируемых по параметру величины съёма металла. Этим производительность обработки может быть несколько увеличена. Вообще же строгальные станки рассматриваемой конструкции используются при мелкосерийном и единичном производстве продукции. Показаниями к применению технологии продольного строгания являются:
- невозможность фрезерования вследствие быстрого износа фрез, например, при повышенной твёрдости поверхности изделия;
- возможные тепловые деформации детали при её фрезеровании, когда вероятна тепловая деформация, из-за чего изделие потеряет свои, требуемые чертежом, геометрические размеры;
- наличие на предприятии высококвалифицированных рабочих кадров, которые могут вести продольное строгание изделий повышенной ответственности с весьма высокой точностью;
- снижение удельных энергетических затрат при обработке, что положительно влияет на себестоимость конечной продукции.
Это интересно: Лесозаготовительная техника и механизация вырубки
Строгальные станки
Строгальные станки предназначены для снятия верхних слоев древесины путем перемещения заглубленного в ней режущего инструмента. Это позволяет регулировать толщину материала и формировать поверхность заготовки в соответствии с ее назначением. К основным видам строгальных станков относятся:
- Рейсмусовые односторонние — обрабатывают только верхнюю плоскость заготовки, предназначены для работы преимущественно с массивными крупногабаритными элементами. Отличаются простотой конструкции, поэтому больше распространены.
- Рейсмусовые двухсторонние — обрабатывают верхнюю и нижнюю плоскости заготовки одновременно.
- Рейсмусовые специальные — могут обрабатывать заготовку одновременно с трех или четырех сторон, следовательно, помимо регулировки толщины, участвуют в придании ей определенной формы.
- Фуговальные — осуществляют строгание в одной плоскости и снятие фасок под заданными углами.
Конструкция
Конструкция рассматриваемого станка включает в себя следующие части:
- Двигатель, работающий от сети под напряжением 220 Вольт. Электрический мотор создает и транслирует «крутящий момент» на строгальный вал с ножами.
- Рабочий стол, состоящий из передней и задней плит (выполняются из чугуна и имеют особые ребра жесткости, за счет которых обеспечивается устойчивость рабочей поверхности). Края плиток обеспечены особыми накладками из «нержавейки», которые защищают рабочую поверхность от механических повреждений. Задняя плита устанавливается на одном и том же уровне, что и режущие лезвия. Передняя плита располагается на 2 мм ниже задней. Расстояние между ними варьируется, что зависит от того, какой слой материала требуется снять с обрабатываемой заготовки.
- Станина, которая изготавливается из очень прочных сплавов. Данный элемент поддерживает всю массу станка, а также должен выдерживать усилия, которые оператор прикладывает к нажиму на заготовку. На ней же расположены валы с ножами, направляющие части и другие крепления.
- Строгальный вал, установленный между передней и задней плитками. К этому валу прикреплены лезвия, одинаковые по толщине, изготовленные из быстрорежущей инструментальной стали. В случае, когда на станке необходимо обработать материал из твердых пород древесины, вал нужно дополнительно оснастить твердосплавными напайками.
- Направляющая – этот элемент представляет собой узел, который отвечает за перемещение подвижных частей оборудования и самой заготовки. Направляющая прикреплена к станине посредством болтовых соединений и может двигаться в направлении поперек.
- Ограждение круговое размещается на передней плитке и должно плотно прилегать к направляющей. Данное ограждение выполняется из листового металла и обеспечивает защиту ножевого вала.
Принцип функционирования
Полный порядок работы оборудования состоит из следующих этапов:
- Задняя плитка на протяжения всего производственного процесса остается в неподвижном состоянии. Местоположение передней плитки настраивается оператором до необходимой высоты.
- После включения станка, электромотор передает обороты на ножевой вал, в результате чего режущие части начинают вращаться.
- Деревянная заготовка прикладывается к направляющему элементу (линейке) двумя руками и направляется на резаки (ножи). Если станок принадлежит к бюджетным моделям, то подача на нем осуществляется только вручную, а это травмоопасно. Впрочем, большинство современных станков уже оборудованы устройством автоподачи, что увеличивает скорость досылки деталей и обеспечивает общую безопасность производственного процесса.
- При попадании заготовки под ножи, они снимают определенную оператором толщину слоя с древесины, при этом устраняются неровности и создается чистая и плоская базовая поверхность. Скорость выполнения будет напрямую зависеть от технологии строгания. Большинство фуганков-станков могут обрабатывать только одну поверхность за один проход, но уже существует фуговальное оборудование, способное обрабатывать две стороны одновременно.
В случае, когда по завершению обработки на поверхности образуются мелкие неровности или волокна, то это говорит о том, что нужно заново заточить лезвия ножей. Если неровности крупные, то необходимо надлежащим образом отрегулировать расстояние между плитками и строгальным валом.

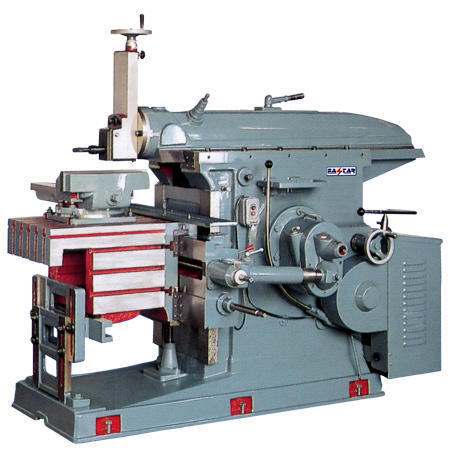
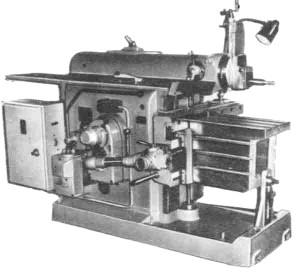
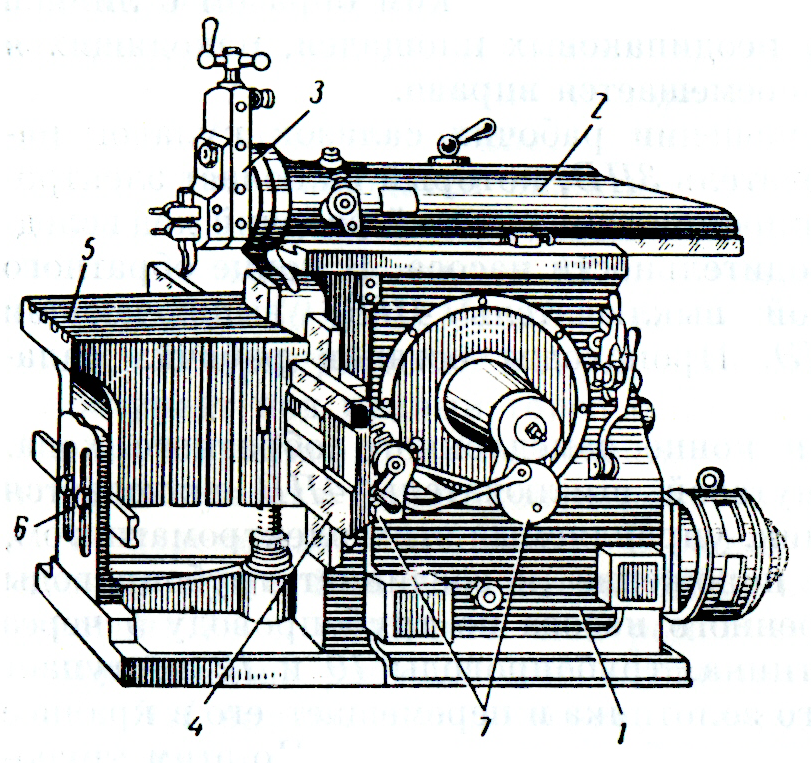
Обзор лучших моделей поперечно-строгальных станков
Строгальное оборудование с возвратно-поступательным движением резца и неподвижной заготовкой, установленной на столе подач, имеет ограниченную сферу применения и задействуется прежде всего в условиях мелкосерийной и разовой выработки. Тем не менее оно имеет свои преимущества и считается окупаемым при необходимости выполнения черновых и чистовых операций по строганию и подготовке пазов в сравнительно небольших заготовках из металла с плоской и фасонной формой.




Модельный ряд этих станков ограничен, но все предлагаемые устройства ценятся за простоту компоновки, высокую точность обработки, надежность и неприхотливость.
Классификация устройств
Классификации устройств условны и созданы для того, чтобы было проще ориентироваться в многообразии станков и легко подобрать подходящую модель, соответствующую целям.
По степени универсальности
Станки делят на узкоспециализированные и многофункциональные. Первые стоит применять на крупных производствах, где необходимо неоднократное выполнение одной операции с большой точностью. Каждое такое устройство рассчитано только на одну функцию. Покупка большого набора станков для домашних целей и мастерской нецелесообразна, так как они не будут использованы на полную мощность.

Узкоспециализированный прибор для строгания
Для применения вне производства подойдет многофункциональный станок по дереву. Он заменяет сразу несколько специальных устройств. При этом комбинации операций могут быть разными, и есть возможность подобрать устройство под конкретные задачи. Например, для изготовления мебели нужен распил, фрезерование, строгание, шлифование, а для подготовки половой доски достаточно только распила и строгания.
По мощности
Чтобы не прогадать с мощностью устройства, важно сразу определить насколько часто и длительно будет использоваться станок. Маломощного может быть недостаточно для мелкосерийного производства мебели и столярных изделий
А самый мощный не стоит покупать для распила дров на даче.
Таблица 2. Мощность и назначение многофункциональных станков
| Тип устройства | Мощность | Сфера применения |
| Профессиональный | 3÷6 кВт | Крупные производства, требующие точности выполнения и повторения операции |
| Универсальный | 3÷5 кВт | Средние производства и домашние столярные мастерские. Подходят для изготовления любых деталей, выполняют большой ряд операций |
| Бытовой | 1÷2 кВт | Для использования по мере необходимости в собственных целях. Имеют ограниченный набор доступных функций |

Бытовой прибор для выполнения основных операций: пиления и строгания
Конструкция металлорежущих станков, оснащенных ЧПУ
В любой модели станка присутствуют ключевые элементы, отвечающие за его функционирование. Они обеспечивают движение, благодаря которому происходит резка, и движение подачи, совершаемое заготовкой либо режущим инструментом. Ради осуществления обеих функций в агрегате обязательно присутствуют следующие три компонента:
- Система контроля. Она запускает и останавливает устройство, контролирует все этапы его функционирования.
- Привод — гидравлический, пневматический, механический либо электрический.
- Узел, трансформирующий движение от электродвигателя и передающий его на исполнительный механизм.
Отдельно стоит упомянуть об узлах металлорежущей аппаратуры, на которых размещают инструменты для резки. Они присутствуют на всех станках, так как без них агрегаты не справлялись бы со своей функцией.
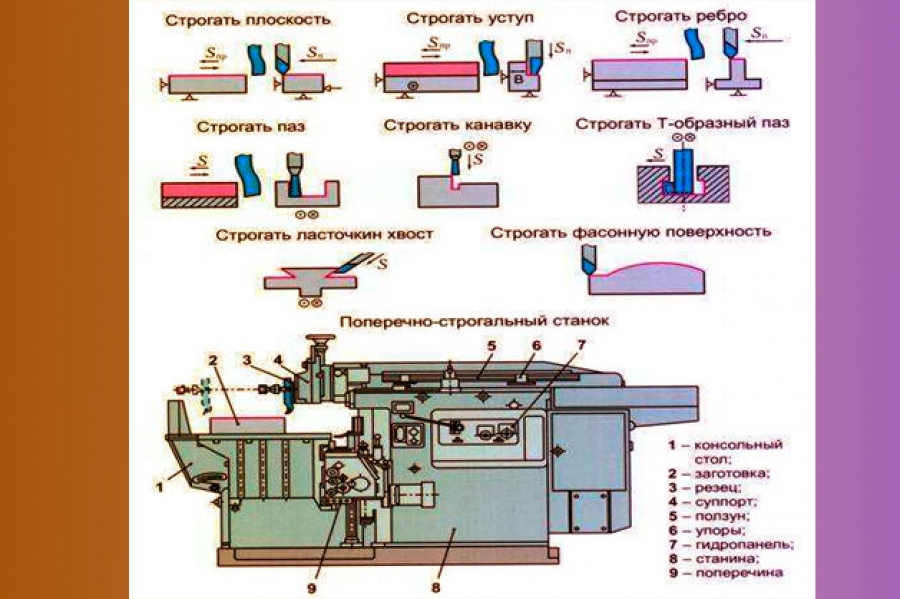
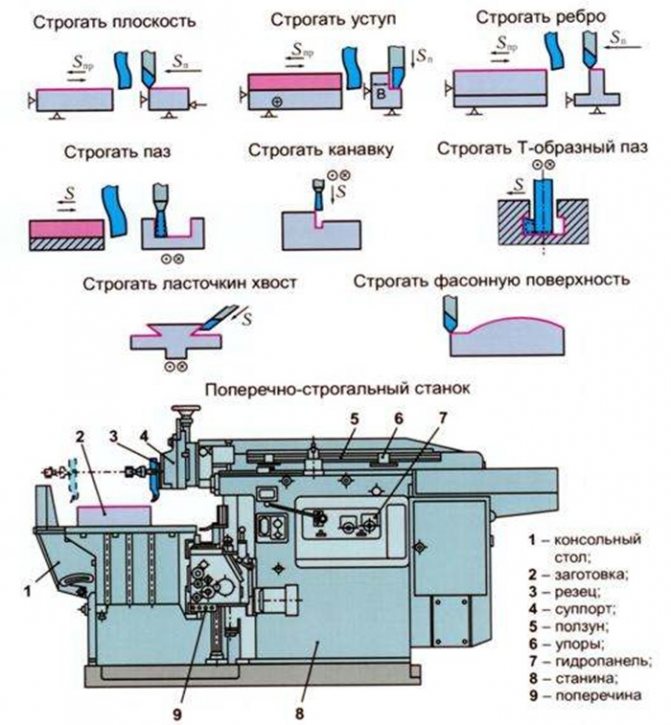
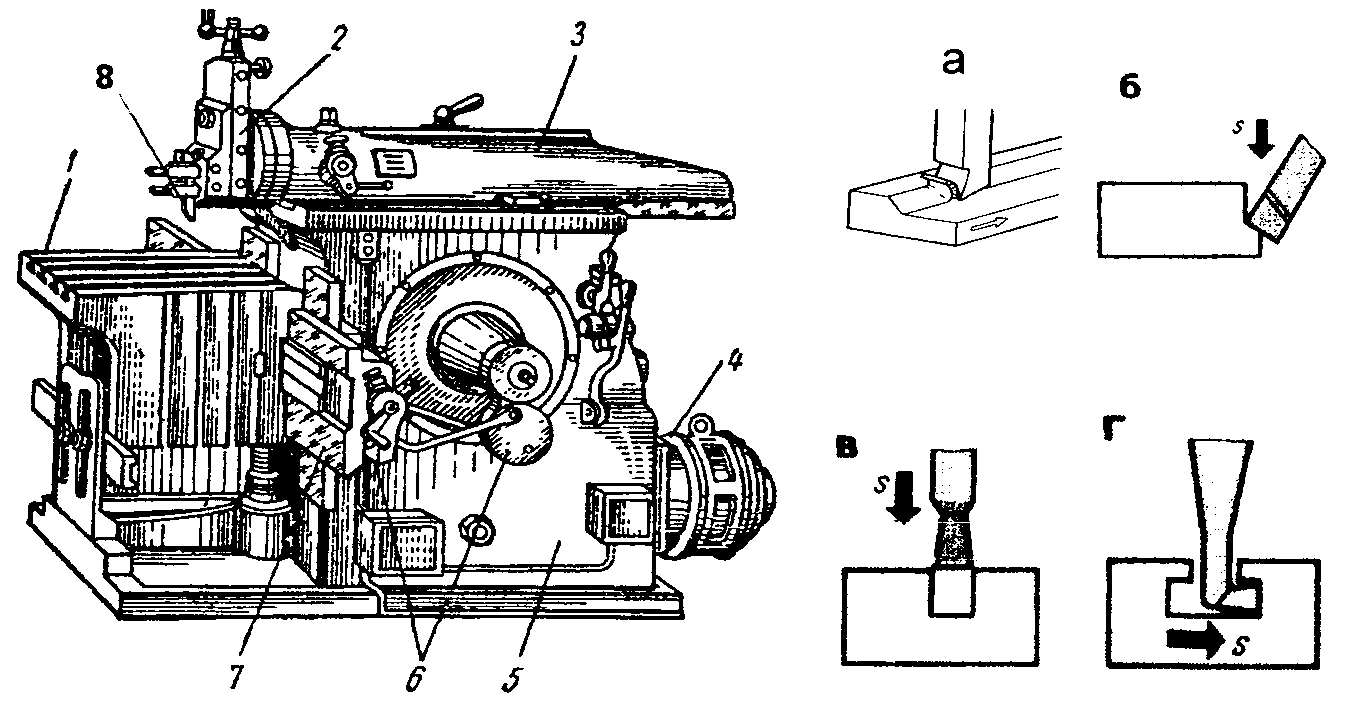
Схемы обработки металла строганием
Последние две цифры маркировки обозначают основной технологический параметр оборудования. Как правило, это – наибольший габарит обрабатываемого изделия в дециметрах. К примеру, марка 7310 будет указывать на то, что данный агрегат – поперечно-строгальный, и предназначен для обработки металла с максимальной длиной плоскости до 1000 мм. Буква в обозначении (например, 7А110) указывает на модификацию базовой модели (например, наличие гидропривода, дополнительного узла прижима и т.п.). Наличие буквы Ф в обозначении отмечает, что данное оборудование снабжено системой ЧПУ.
Строгальное оборудование следует использовать в технологических кампаниях по обработке и производству разного типа деталей. Исходные разновидности заготовок проходят процесс многоэтапной обработки на станках определённого вида. В оборудовании, производящемся на предприятии машиностроительного типа, используются детали разных конфигураций и габаритов.
Размеры рабочей площади
Важным критерием выбора станка промышленного изготовления является ширина стола. В зависимости от размеров деталей, которые намечено обрабатывать, можно разделить модификации строгальных агрегатов на такие виды:
- Тяжелые, у которых ширина фрезерования достигает 63 см.
- Средние, для которых этот показатель составляет 40 см.
- Легкие, с шириной стола 25 см.

Стол имеет гладкую поверхность. Приемная часть его располагается на уровне образовываемого при кручении ножей контура. Передняя плита регулируемая, с помощью настройки она устанавливается ниже приемной половины рабочего стола на толщину слоя, который требуется снять за один проход доски.
Номенклатура и обозначение
Все типоразмеры строгального оборудования входят в группу станков для обработки плоских поверхностей. При этом отдельно маркируются станки общего назначения (как поперечно-, так и продольно-строгальные), специализированные и специальные.
Общий классификационный индекс для такого оборудования включает в себя буквенно-цифровое обозначение вида ХХХХ. Первый индекс – цифра – определяет отнесение станка к определённому виду. Для рассматриваемого оборудования это всегда цифра 7. Далее следует цифра, которая указывает на тип станка:
- 1 – одностоечный продольно-строгальный;
- 2 — двухстоечный продольно-строгальный;
- 3 – поперечно-строгальный;
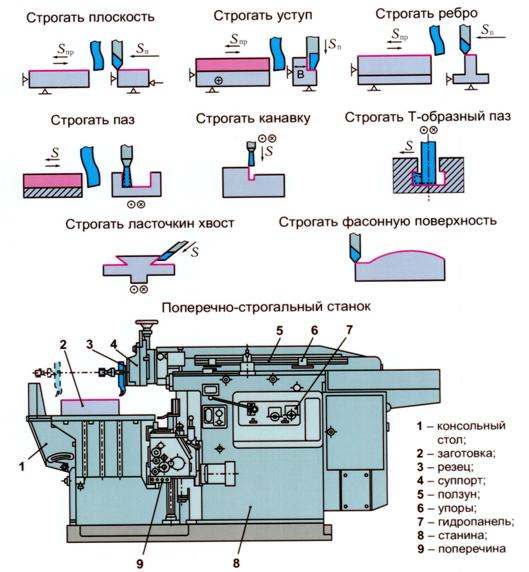
Схемы обработки металла строганием
Последние две цифры маркировки обозначают основной технологический параметр оборудования. Как правило, это – наибольший габарит обрабатываемого изделия в дециметрах. Например, марка 7310 будет указывать на то, что данный агрегат – поперечно-строгальный, и предназначен для обработки металла с максимальной длиной плоскости до 1000 мм. Буква в обозначении (например, 7А110) указывает на модификацию базовой модели (например, наличие гидропривода, дополнительного узла прижима и т.п.). Наличие буквы Ф в обозначении отмечает, что данное оборудование снабжено системой ЧПУ.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Принцип работы глубинного вибратора
Не застывшая бетонная смесь имеет очень густую консистенцию. Из-за того, что материал плотный и тяжелый, а также имеет низкую текучесть, пузырьки воздуха из нижних слоев не могут подняться наверх.
Вибрация делает сырой бетон более пластичным, временно придавая ему свойства жидкости. Благодаря этому воздух может беспрепятственно покинуть его, а сама смесь дополнительно уплотняется.
Как устроены глубинные вибраторы? Оборудование состоит из нескольких конструктивных элементов:
- Привод. Электрический, моторный или пневматический мотор создает колебания, которые потом передаются бетонной смеси.
- Балансир. Этот элемент конструкции преобразует вращение мотора в вибрацию нужной частоты.
- Передающий вал. Гибкий тросик передает колебания на наконечник, который погружается уже непосредственно в раствор. От его длины зависит, на какую глубину можно опустить вибробулаву.
- Вибронаконечник. Через этот узел происходит воздействие на материал. Они бывают разных видов – штыки, лопаты, стержни. От формы наконечника зависит объем обрабатываемого бетона, а также время, необходимое для уплотнения каждого участка.
Принцип работы строительного оборудования прост: вращения мотора преобразовываются с помощью балансира в колебания, которые затем передаются через гибкий вал на наконечник, погружаемый в бетонную смесь на время, необходимое для обработки участка бетонного блока.
Большая площадь (стяжка, фундамент или плита) обрабатывается последовательно – от участка к участку. Время обработки зависит от толщины слоя, марки бетона и мощности вибратора.
Сравнение различных моделей деревообрабатывающих станков
На современном рынке представлены как отечественные, так и зарубежные изготовители деревообрабатывающих станков. Среди российских производителей лучше всего зарекомендовали себя фирмы Корвет и Муравей. На зарубежном рынке надежностью отличаются фирмы Джет, Максита и Хитачи.
Чтобы сделать осознанный выбор, стоит сравнить характеристики различных моделей станков и найти наиболее подходящий под ваши задачи вариант. Мы сравнили модели БЕЛМАШ УНИВЕРСАЛ-2000, СТАВР СДМ-3/2000, КРАТОН WM-Multi-08, ЭНКОР Корвет-320, а также ведущие модели бытовых многофункциональных деревообрабатывающих станков Муравей.
Сравнение показателей станков различных моделей:
| Модель станка | БЕЛМАШ УНИВЕРСАЛ-2000 | СТАВР СДМ-3/2000 | КРАТОН WM-Multi-08 | ЭНКОР Корвет-320 |
| Мощность, кВт | 2 | 2 | 1,6 | 1,5 |
| Частота вращения, об. в мин. | 6000 | 3800 | 8000 | 3500 |
| Глубина пропила, мм | 97 | 85 | 75 | 70 |
| Размер площадки, мм | 700х474 | 530х150 | 746х210 | 964х210 |
| Вес, кг | 39 | 61 | 35 | 123 |
| Цена, руб. | 20600 | 30940 | 31429 | 39610 |
Стоит отметить, что функциональность и надежность деталей отечественных моделей не уступает иностранным, при этом стоят они заметно дешевле. Нарекания могут быть лишь на качество сборки, так как большинство моделей собирается в Китае.



Сравнение показателей различных моделей станков Муравей:
| Модель станка | СД-3-00 | СД-3-02 | СД-3-03 | СД-4-00 | СД-4-01 | СД-5 | СД-6 |
| Потребляемая мощность, кВт | 2 | 2 | 2,7 | 2 | 2,7 | 2 | 2 |
| Частота вращения, об. в мин. | 4200 | 4200 | 4200 | 4200 | 4200 | 4200 | 4200 |
| Глубина пропила, мм | 85 | 85 | 85 | 85 | 85 | 85 | 85 |
| Габариты, см | 3х65х100 | 73х56х58 | 73х66х58 | 73х56х38,5 | 60х66х38,5 | 60х50х45 | 60х50х66 |
| Вес, кг | 75 | 70 | 75 | 50 | 60 | 40 | 50 |
| Цена, руб. | 46130 | 46130 | 49350 | 36340 | 39570 | 26770 | 31720 |
Дополнительные советы и рекомендации по выбору
Важно выбирать товар по характеристикам, но не менее важно обращать внимание на «скрывающиеся» детали, которые заметны не сразу. Они могут показаться незначительными, но их соблюдение поможет найти на рынке лучший из представленных товар
Производитель
Лучше останавливать свой выбор на известных производителях с большим стажем работы. Такие компании обычно предоставляют гарантии и техническое обслуживание при поломке.
Тип передачи
Косозубые передачи считаются лучшими, так как у них плавных ход, а уровень шума более низкий. При зацеплении рейки с шестерней площадь сопряжения у косозубых передач гораздо больше, чем у прямозубых.
Наличие роликовых подшипников на шпинделе
Роликовые подшипники должны стоять в одну пару спереди или сзади – не имеет значение. Главное, чтобы они минимизировали последствия расширения.
Тип направляющих
В металлорежущих станках применяются направляющие скольжения, качения. В станке используется направляющие первые и второго типа.
Передняя бабка
Передняя бабка выглядит, как чугунный корпус, который закреплён на левой стороне. Бабка осуществляет плавное движение станка. В универсальном станке бабка помогает осуществлять привод подачи суппорта с режущим инструментом.
Защитные механизмы и устройства
Обязательно должны быть рабочими защитные механизмы, которые защитят от травм.
Правила и инструкция по эксплуатации
Инструкция по эксплуатации предоставляется пользователю при покупке станка. После тщательного изучения покупатель станка может получить:
- общие сведения о товаре (параметры и комплектация оборудования);
- правила по технике безопасности (требования к личной безопасности, месту эксплуатации станка, безопасному использованию оборудования и подключению его электросети);
- детальную инструкцию с иллюстрациями по сборке и установке станка и его комплектующих элементов;
- указания по управлению и регулировке оборудования;
- помощь при первом включении аппарата, фрезеровании, использовании различных режимов работы;
- советы по техобслуживанию и правильному содержанию станка в рабочем состоянии (смазка, очистка и т. д.);
- полный перечень возможных неисправностей и способов их устранения;
- право на гарантийный ремонт.

Типы строгальных агрегатов
После анализа геометрических размеров заготовки, а также свойств металла, из которого она изготовлена, отделка поверхности производится на продольно- или поперечно-строгальном агрегате.
Принципиальное отличие этих станков по металлу определяется способом перемещения резца. На продольно-строгальном агрегате движется стол, с зафиксированной на нем обрабатываемой заготовкой.
Таким способом обрабатываются большие болванки. Когда выполняется поперечная строгальная обработка, движется резец, а обрабатываемая деталь закреплена на столе. Этот способ применяется при обработке деталей средних размеров. В каждом конкретном случае выбираются резцы соответствующей конфигурации.
Используя резцы различной формы, на таких станках выполняются операции по выборке выемок и пазов, проточке каналов и прорезанию отверстий.
Одной из особенностей строгального станка по металлу является количество установленных режущих инструментов.
Некоторые модели рассчитаны на одновременное крепление сразу нескольких резцов.
По этим параметрам выпускаются следующие модели станков:
- односторонние;
- двухсторонние;
- четырехсторонние.
Чем больше режущих инструментов установлено на устройство продольно-строгального типа, тем выше его производительность.
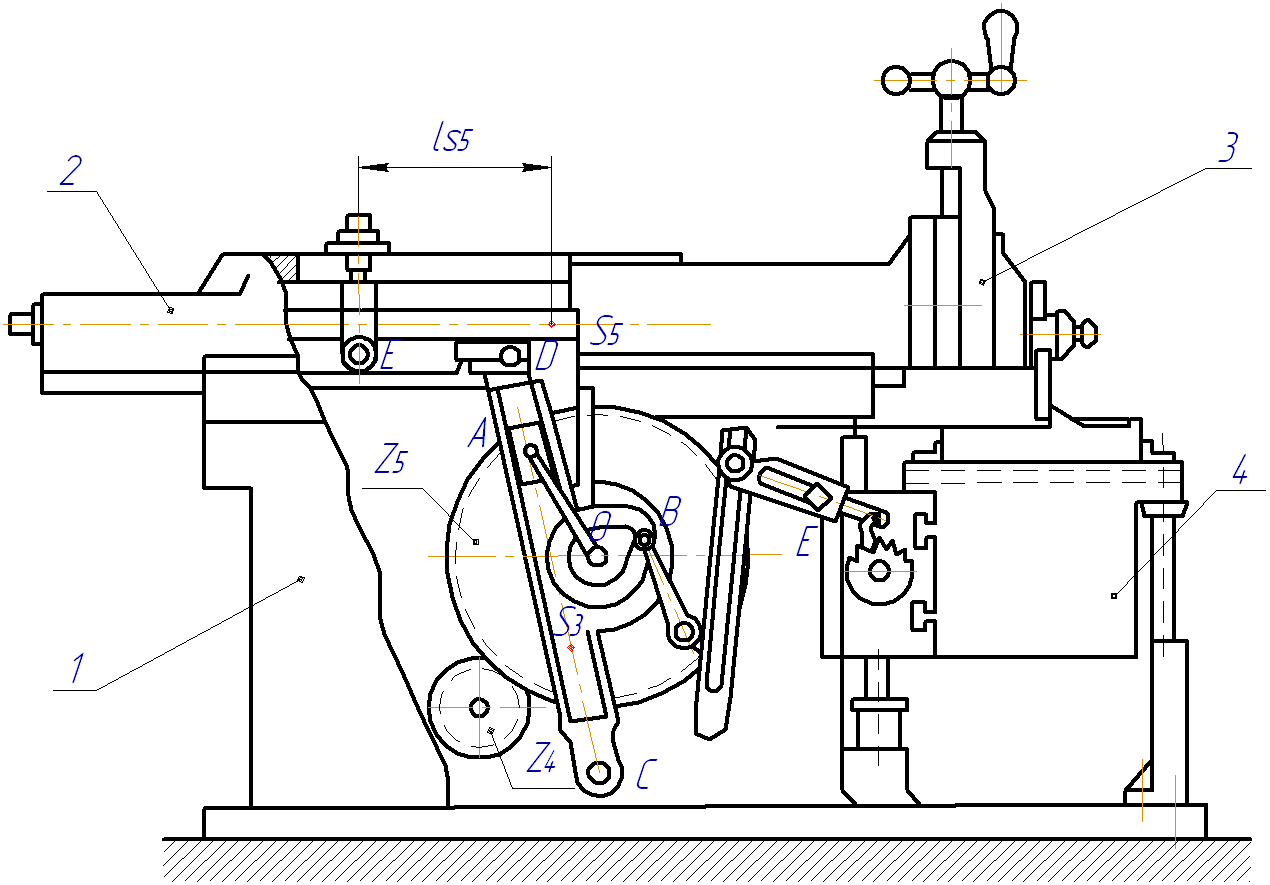
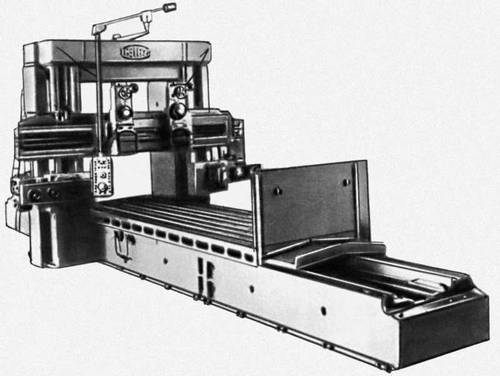
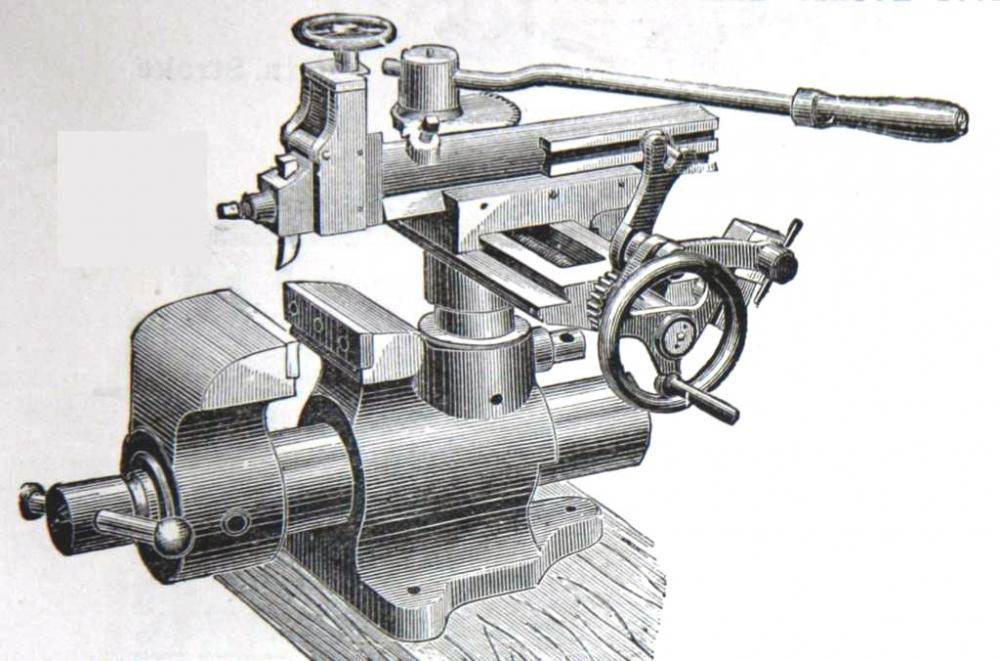
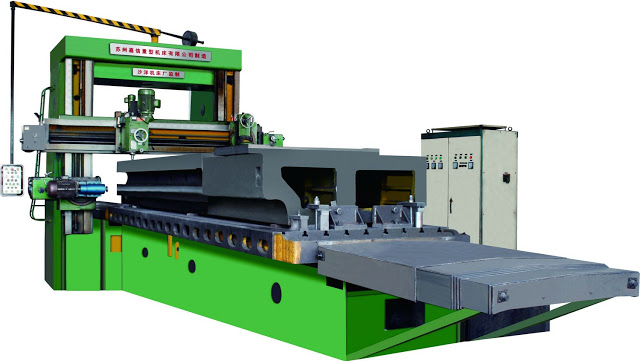
Устройство агрегата продольно-строгального типа
Как предписано техническими характеристиками, продольно строгальные станки применяются при обработке поверхностей на корпусных и ассиметричных деталях, отлитых из чугуна или из сплавов цветных и черных металлов.
Размеры обрабатываемой заготовки определяются техническими возможностями строгального агрегата. Исходную заготовку, которую необходимо обработать, устанавливают на столе.
Стол способен выполнять возвратно-поступательные движения. При этом резец, закрепленный в суппорте, остается неподвижным.
При холостом ходе стола суппорт выполняет движение в сторону, позволяя свободно перемещаться столу в исходную точку.
Такое комплексное движение позволяет обрабатывать большие заготовки сразу же несколькими резцами.
Продольно-строгальный станок для производства металлических изделий скомпонован из станины, стола, суппортов, поперечины, электрооборудования, системы смазки и других узлов.
При обработке сложных по геометрическим размерам деталей, на суппорт можно установить несколько режущих инструментов. Такой прием сокращает время для обработки изделия.
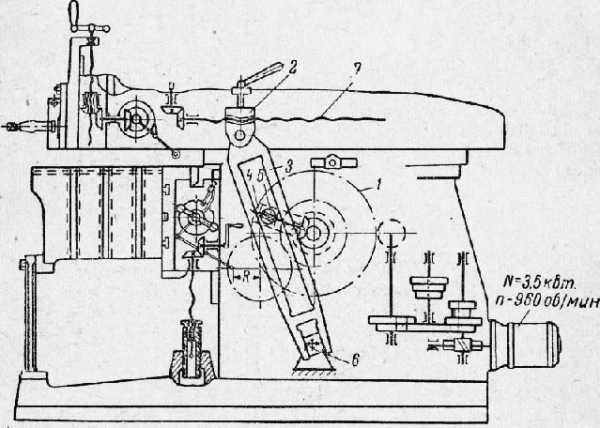
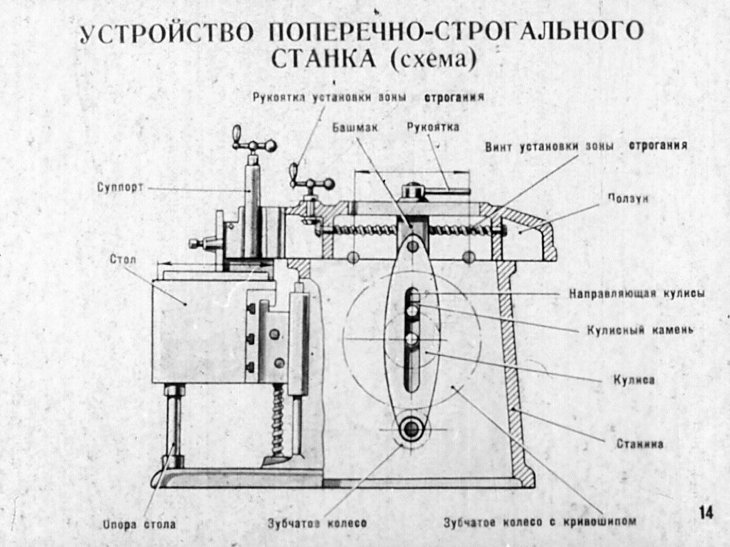
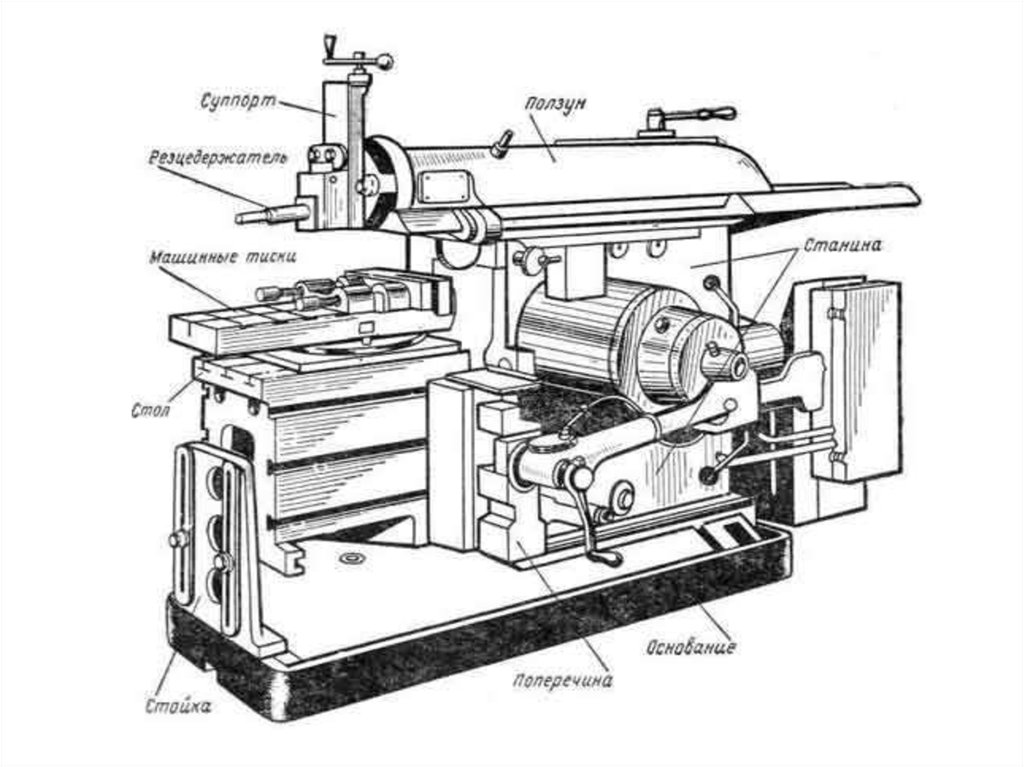
Устройство агрегата поперечно-строгального типа
Строгальный станок по металлу поперечного типа устанавливается в технологических линиях, где обрабатываются детали малого и среднего размера.
Агрегат используется при строгании горизонтальных, вертикальных и наклонных поверхностей.
Как и в любом металлообрабатывающем станке, основными элементами поперечно-строгального агрегата является станина и основание.
На эту опору крепятся все узлы и устройства, которые призваны обеспечивать крепление и перемещение соответствующих элементов. Деталь закрепляется на столе по заданным координатам.

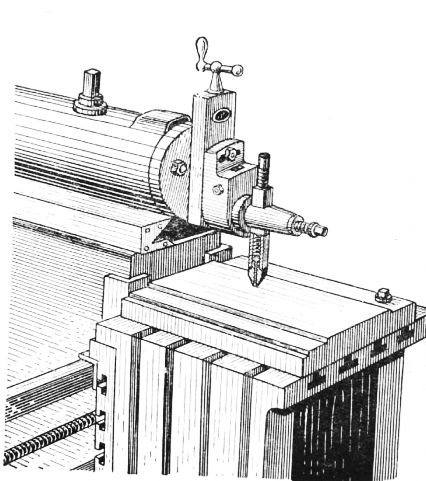

Суппорту, с закрепленным в нем резцом, задается движение в определенных пределах.
Строгальный агрегат по металлу поперченного типа может работать под ручным управлением или по заданной программе.
Основным считается возвратно-поступательное движение ползуна, на котором закреплен режущий инструмент.
Вспомогательным является движение стола, на котором закреплена обрабатываемая заготовка. Скорость перемещения ползуна регулируется с помощью специальной коробки передач, как в автомобиле.
Перед началом обработки любой детали все механические узлы агрегата нужно смазать машинным маслом.
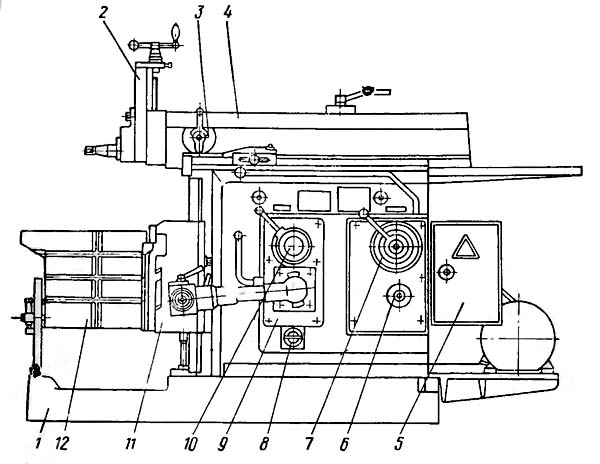
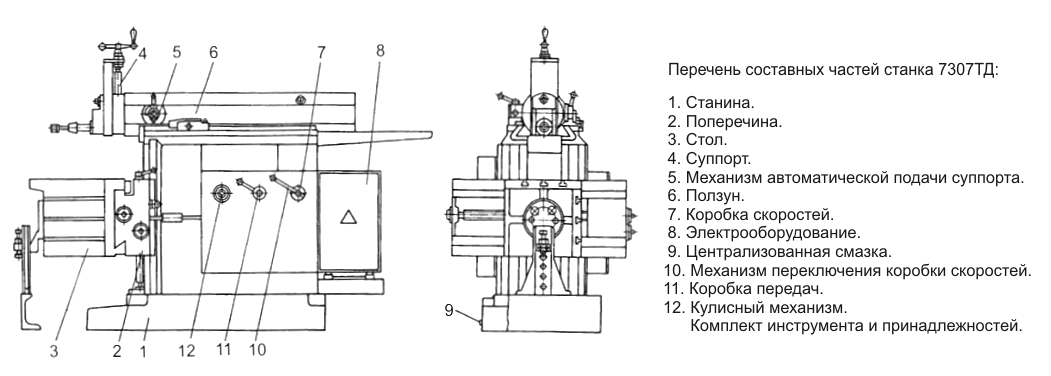
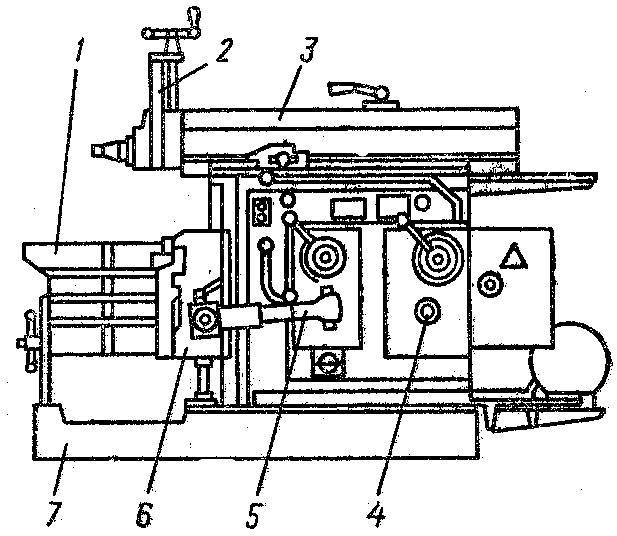
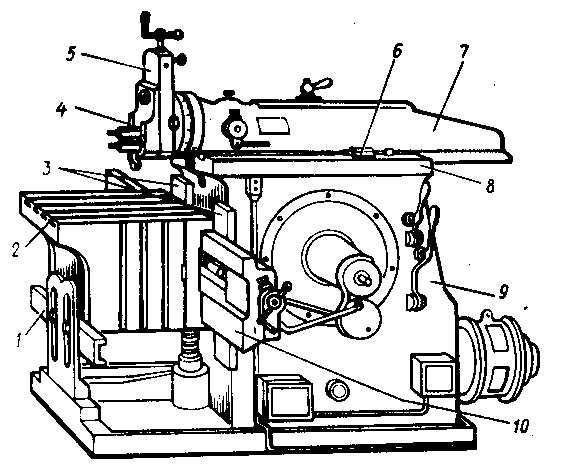
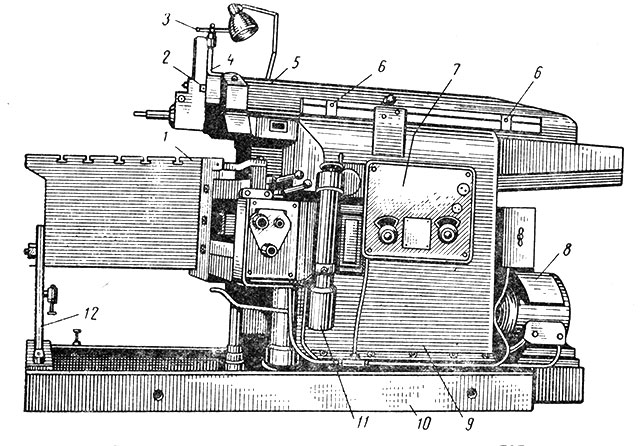
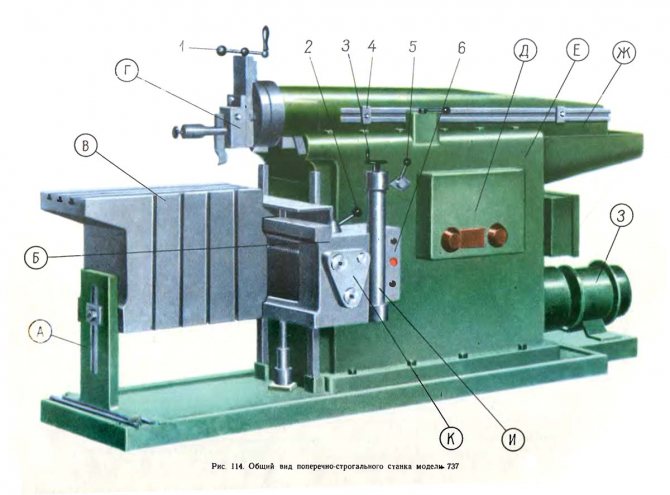
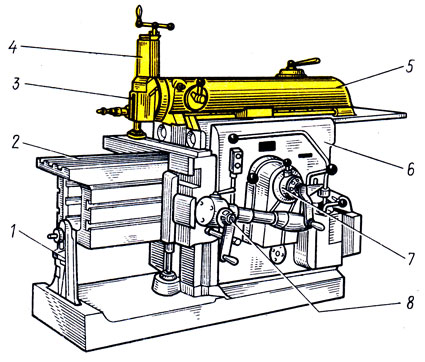
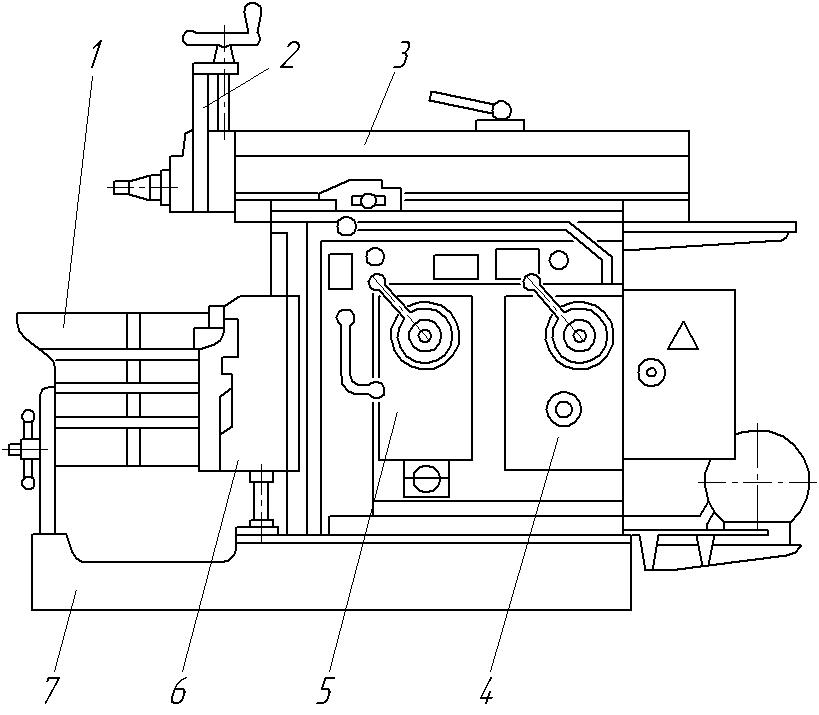
Расположение составных частей поперечно-строгального станка 7е35
Перечень составных частей поперечно-строгального станка 7Е35
- Станина — 7Е3510000
- Суппорт — 7Е3531000
- Механизм автоматической подачи суппорта* — 7Е3533000
- Ползун — 7Е3530000
- Электрооборудование — 7Е3580000
- Коробка скоростей — 7Е3520000
- Механизм переключения коробки скоростей — 7Е3521000
- Централизованная смазка — 7Е3570000
- Коробка подач — 7Е3550000
- Кулисный механизм — 7Е3540000
- Поперечина* — 7Е3560000
- Универсальный стол** — 7Е3561000
12. Стол*** — 7Е3562000
* По особому заказу.
** Только у станка с универсальным поворотным столом.
*** Только у станка с прямоугольным неповоротным столом.
Разновидности
Строгальный станок по металлу может быть продольно-строгальным или поперечно-строгальным. Принцип обработки заготовок на этих разновидностях принципиально различен. Продольно-строгальные станки предназначены для обработки сравнительно коротких поверхностей, поэтому в них перемещение получает стол, к которому прикрепляется обрабатываемое изделие, в то время, как резец устанавливается в резцовой головке суппорта, и относительно станины станка не движется. В поперечно-строгальном станке всё наоборот: движется резец, а установленный на столе полуфабрикат – неподвижен.
Строгальные станки проигрывают фрезерным в производительности, поскольку имеют стадию холостого хода, когда заготовка или резец перемещаются в новое положение. Зато привод не является таким энергоёмким, т.к. вращательное перемещение рабочего инструмента (как в фрезерных станках) требует от приводного электродвигателя повышенных затрат работы.
Читать также: Пке 722 2у2 схема подключения
Классификация рассматриваемого металлорежущего оборудования может быть произведена и по другим параметрам:
- По типу привода. Выпускаются агрегаты с гидравлическим приводом хода стола (или инструмента), а также с кривошипно-кулисным вариантом привода. У первых скорости подвижных узлов – постоянны, а у вторых могут изменяться сообразно особенностям технологии обработки. Для этого достаточно переустановить в новое положение камень кулисного механизма.
- По количеству рабочих поверхностей, которые могут обрабатываться одновременно. Четырёхсторонние строгальные станки по металлу могут вести обработку одновременно по всем граням полуфабриката, в то время, как двухсторонние – только с противоположных сторон. Соответственно, суппорт станков первой разновидности имеет более сложную конструкцию и предназначается для установки четырёх резцов. Односторонние станки – преимущественно малогабаритные.
- По мощности привода. Малогабаритные станки ограничены в своих функциональных возможностях, но привлекают потребителя небольшой ценой и компактностью, поэтому могут устанавливаться на небольших металлообрабатывающих производствах, или даже в частных мастерских.
- По конфигурации перемещения инструмента или стола. Для сложных траекторий производятся фасонно-строгальные станки по металлу, которые снабжаются системой ЧПУ. Они находят применение в мелкосерийном производстве, при необходимости получения на изделиях сложных плоских поверхностей. Квалификация рабочего при этом особого значения не имеет, поскольку все перемещения выполняются по заблаговременно введенным в память системы координатам.
Фрезерные станки
Фрезерование позволяет создавать у деревянных заготовок элементы сложной формы, предназначенные для формовки деталей, выполнения их соединений, а также несущие декоративную функцию. Работы выполняются при помощи вращающихся фрез. Движение заготовки обеспечивается, как правило, перемещением рабочего стола в трех плоскостях. Фрезерные станки делятся на три больших класса в зависимости от конфигурации:
Фрезер по дереву.
- Вертикально-фрезерные — имеют вертикально расположенный шпиндель, который, в некоторых моделях, также выполнен подвижным относительно горизонтально оси. В зависимости от особенностей конструкции выделяют консольные и бесконсольные вертикально-фрезерные станки.
- Горизонтально-фрезерные — шпиндель расположен над столом горизонтально и допускает, в отличие от вертикальной конструкции, двухточечное крепление фрезы.
- Универсально-фрезерные — повторяю, по сути, горизонтальную конфигурацию, однако имеют поворотное устройство стола, позволяющее изменять расположение заготовки относительно шпинделя без ее снятия.
Отличительные характеристики
Специалисты считают, что лущеный шпон не является лучшим вариантом при использовании его для отделки помещений или конструктивных элементов мебели, а также прочих конструкций. Это обусловлено низкими декоративными показателями этого материала.
- В текстуре шпона видны большие промежутки между ранними и поздними слоями древесины.
- Лущеный – это наиболее тонкий вид шпона.
- При лущении свилеватой древесины – данный вид шпона демонстрирует высокие декоративные качества.
Свилеватая древесина – это древесина с естественным пороком, выражающемся в извилистом или беспорядочном расположении волокон дерева.
В чем плюсы строгальных станков?
- Легко подобрать модель оборудования для выполнения определенных операций. Если вам нужен станок для общих работ, то не стоит переплачивать за специализированное оборудование. Выбор строгальных станков большой.
- Качество, скорость и точность обработки заготовки всегда на высоте. Во многом благодаря мощному двигателю, прочной конструкции и специальным механизмам, которые регулируют толщину строгания с точностью до десятых миллиметра.
- Окупаемость. Строгальный станок эффективно справляется со своими задачами даже в условиях серийного производства и высоких нагрузок. Это оборудование потребляет относительно немного электроэнергии и не создает большого количества отходов.