
Конструкция сварочных инверторов
В отличие от трансформатора, который состоит из электротехнических узлов, инвертор оснащён электроникой. Трансформатор инвертора очень маленький, не больше пачки сигарет. Если сварочный трансформатор на 160 А весит около 20 кг, то такой же трансформатор сварочного инвертора весит 250 г, поэтому инвертор такой компактный и лёгкий.

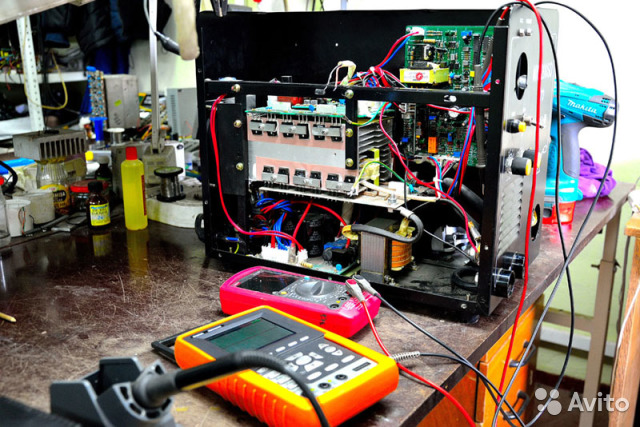
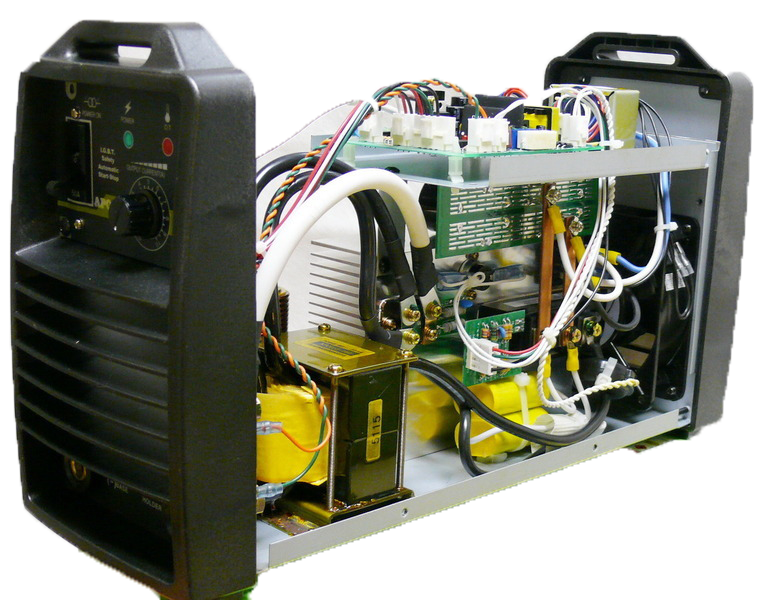
Основные элементы сварочного инвертора
Все элементы заключены в металлический корпус. Сверху прикреплён широкий регулируемый наплечный ремень. Аппарат удобно носить и подниматься с ним на высоту. В корпусе имеются дополнительные вентиляционные решётки для эффективного охлаждения. У аппарата имеются два разъёма: «плюс» и «минус». К ним подключаются кабель массы и кабель держателя электрода. На передней части корпуса расположена панель управления с индикатором включения сети и индикатором срабатывания защиты от перегрева, кнопкой включения сети и плавной регулировкой сварочного тока. В моделях, которых предусмотрены разные режимы сварки, есть переключатель режимов. Инвертор включается в сеть с помощью кабеля питания. В основании корпуса у аппарата предусмотрены опорные ножки.
Визуальный осмотр сварочного инвертора
После очистки аппарата от пыли производится тщательный осмотр всех узлов и элементов. Необходимо проверить наличие внешних повреждений:
- мест пайки проводов и радиодеталей (при помощи увеличительного стекла), подозрительные, либо окисленные соединения нужно пропаять,
- всех дорожек электронных плат (при помощи увеличительного стекла), при наличии повреждений нужно аккуратно пропаять,
- надежности крепления каждого провода к соединительному разъему,
- надежность крепления трансформаторов и радиаторов охлаждения.
При наличии вентилятора охлаждения проверяется вращение крыльчатки от руки, она должна вращаться свободно и беспрепятственно.
Визуально осмотрите сетевой провод и место соединения с электронной платой, а также место крепления сетевого провода к корпусу аппарата, для исключения непредумышленного отсоединения от аппарата. Чаще всего, сетевой провод подключается к плате управления при помощи соединительного разъема. Этот разъем необходимо проверить более тщательно.
Убедившись в том, что сетевой провод в исправном состоянии и не имеет оголенных токоведущих частей можно приступить к визуализации работы путем подключения к сети.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Классификация осцилляторов
Все подобные устройства подразделяются по техническим характеристикам и виду используемого питания.
К основным техническим характеристикам, по которым различаю осцилляторы, относятся:
- используемое первичное, то есть входное напряжение;
- величина вторичного напряжения (измеряется без нагрузки);
- потребляемая мощность;
- массогабаритные характеристики.
По типу используемого питания делятся на две категории:
- непрерывного действия (в них используется постоянный ток);
- с импульсным питанием (применяется переменный ток).
Первый тип устройств включается в цепь последовательно. Созданный им ток имеет частоту, в зависимости от конструкции, 250 кГц. Напряжение достигает 6000 вольт.
4 Некоторые нюансы ремонта выпрямителей и сварочных полуавтоматов
Сварочные выпрямители конструктивно схожи с трансформаторами, но они дополнительно оснащаются механизмами, которые присущи инверторному оборудованию (модуль управления и выпрямитель на диодах). Такое положение вещей обуславливает особенности их ремонта.
Если из строя выходят узлы силового блока, их ремонтируют так же, как и сварочные трансформаторы (перематывают катушки, восстанавливают изоляцию между кабелями, меняют регуляторы и конденсаторы и т.п.). А вот при поломках блока управления и диодного выпрямителя следует анализировать состояние электрической схемы аппарата.
Сварочное полуавтоматическое оборудование может конструироваться на базе выпрямителей либо инверторов. Как вы сами понимаете, ремонтировать такие агрегаты необходимо по описанным выше принципам – поломки будут идентичными. Заметим, что при эксплуатации полуавтоматов нередко фиксируются поломки механического характера, которые обусловлены износом устройства подачи проволоки в зону сварки.
В указанном устройстве при активном использовании сварочного оборудования может наблюдаться повышенное трение между каналом и подаваемой проволокой. Подобная проблема решается путем установки нового канала. Другие способы восстановления нормального функционирования аппарата лучше не применять ввиду их малой эффективности.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
 В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
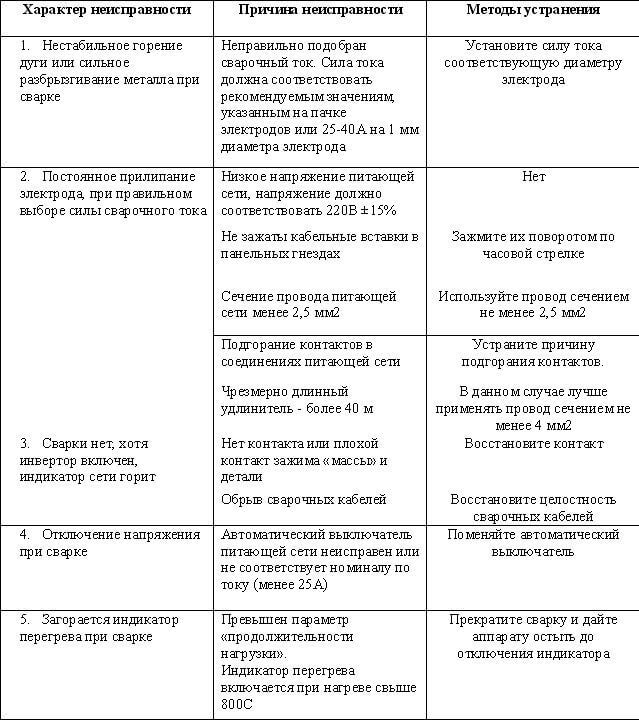
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
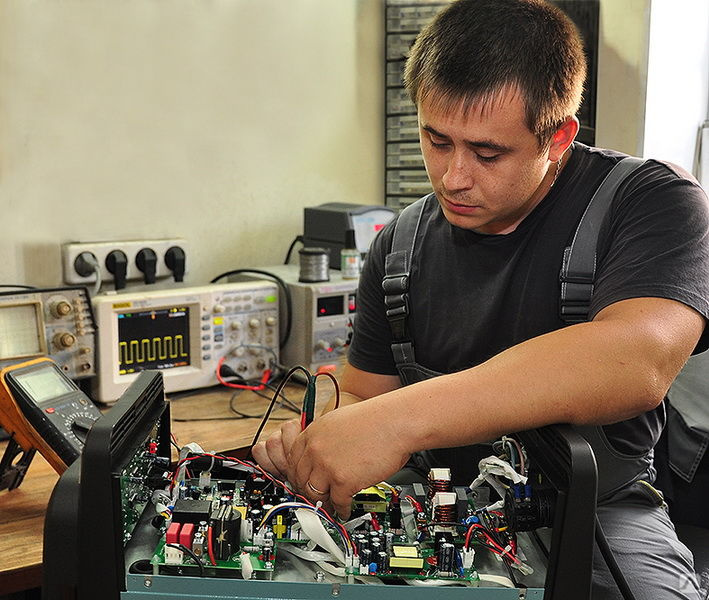
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.







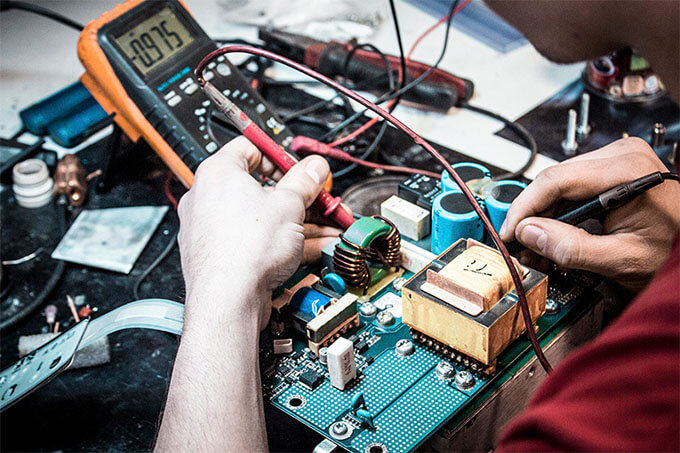

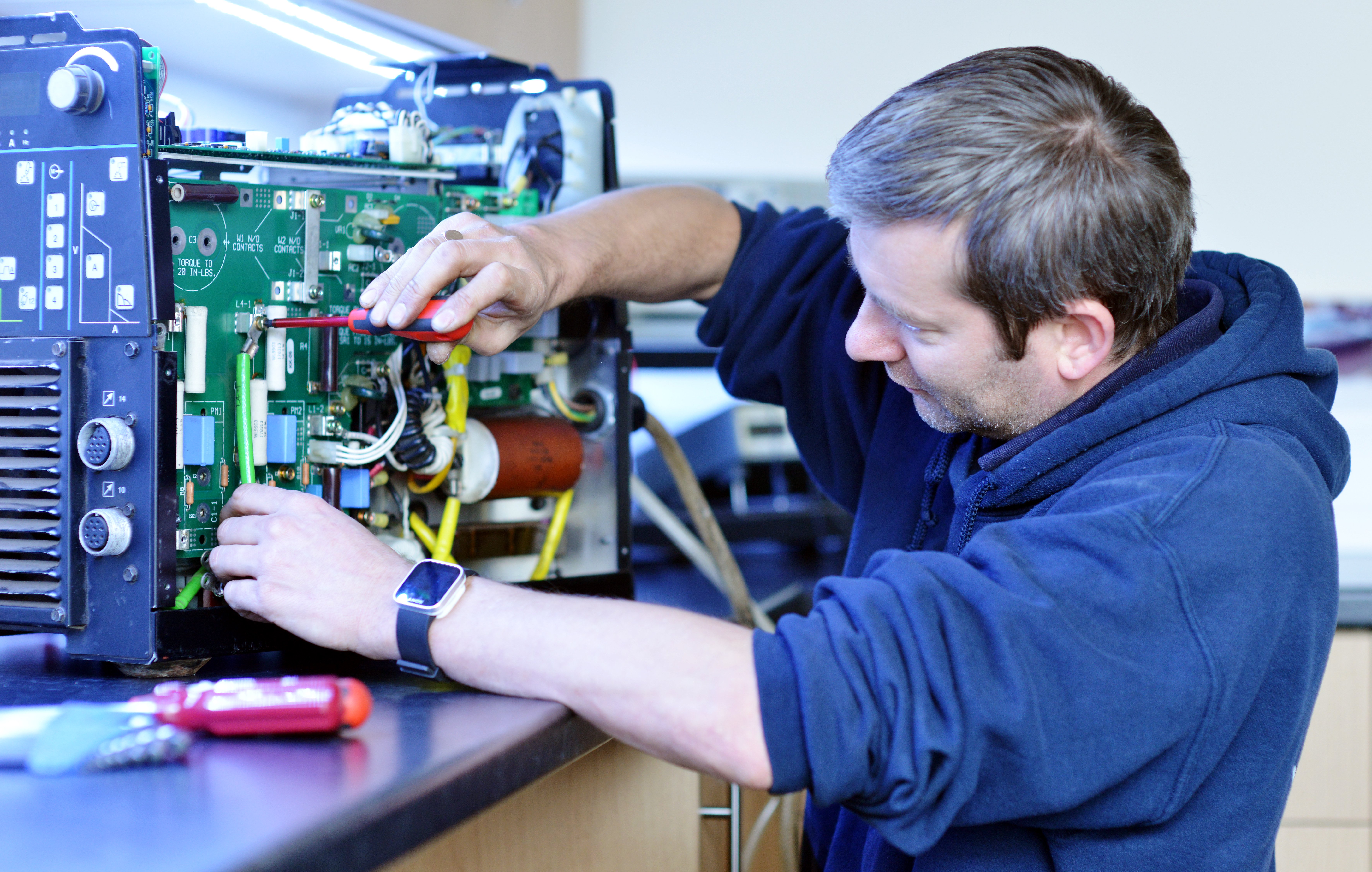
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).


Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
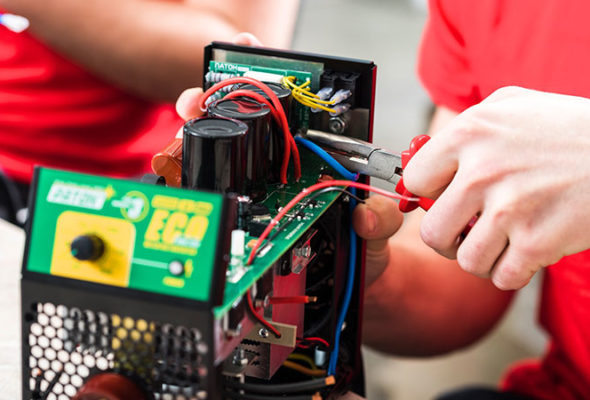
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
 Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
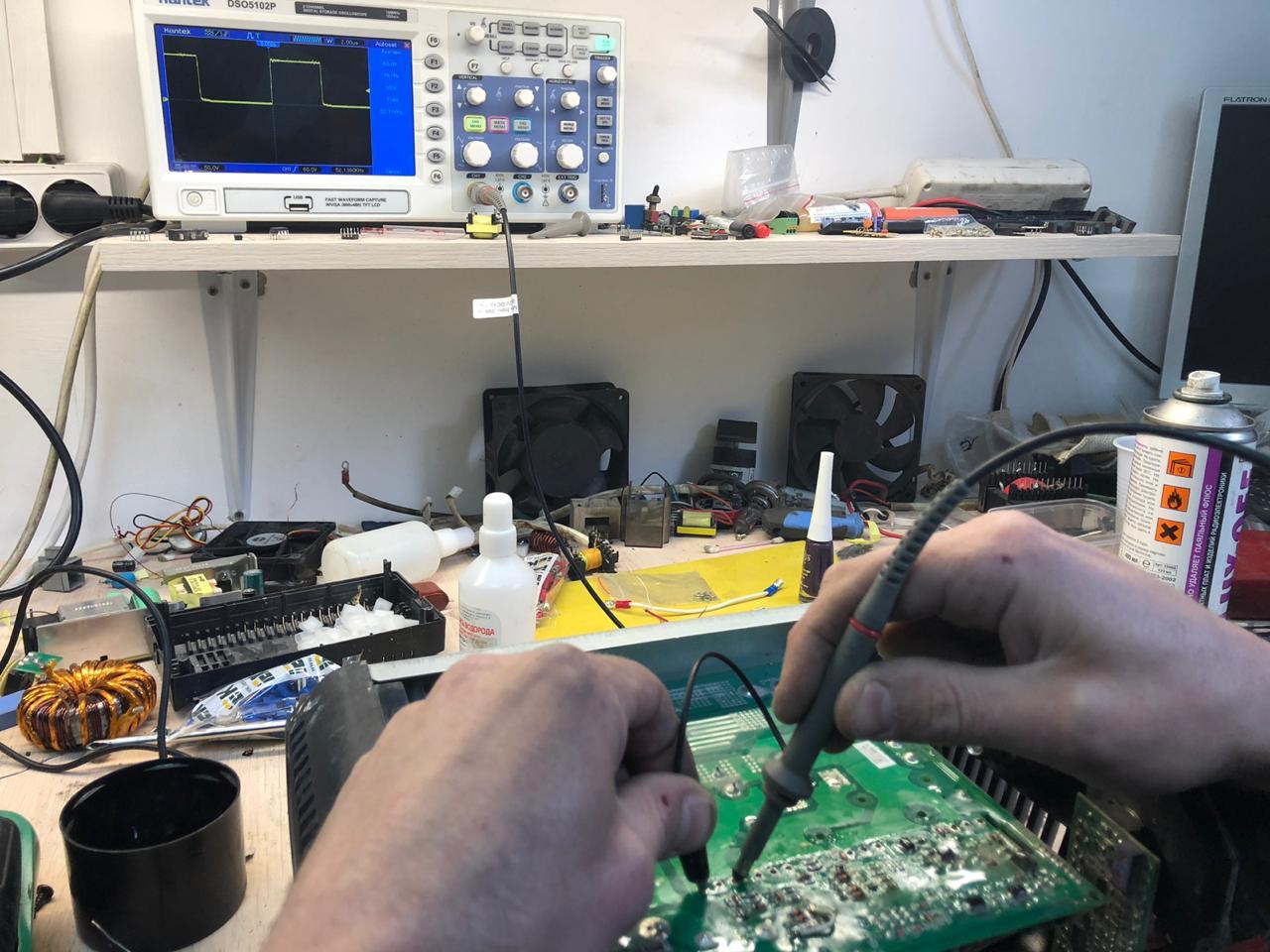
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.

Вольфрамовые электроды для аргонодуговой сварки
Электроды для контактной сварки
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
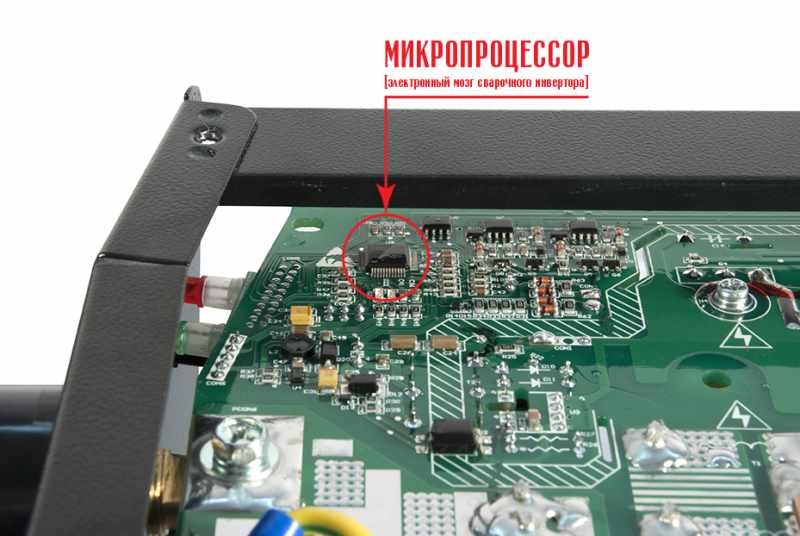
Микропроцессор
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Назначение оборудования и особенности его конструкции
Основным назначением любого инвертора является формирование постоянного сварочного тока, который получают путем выпрямления высокочастотного переменного. Использование именно высокочастотного переменного тока, преобразованного посредством специального инверторного модуля из выпрямленного сетевого, обусловлено тем, что силу такого тока можно эффективно увеличивать до требуемой величины при помощи компактного трансформатора. Именно данный принцип, положенный в работу инвертора, позволяет такому оборудованию иметь компактные размеры при высокой эффективности.
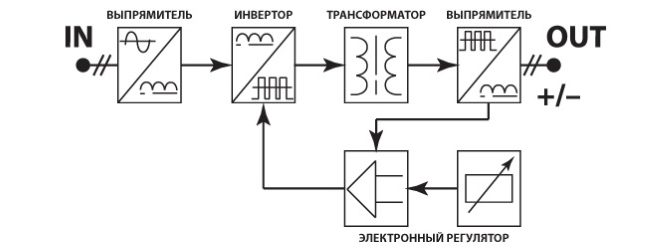
Функциональная схема работы сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики, включает в себя следующие основные элементы:
- первичный выпрямительный блок, основу которого составляет диодный мост (в задачу такого блока входит выпрямление переменного тока, поступающего из стандартной электрической сети);
- инверторный блок, основным элементом которого является транзисторная сборка (именно при помощи данного блока постоянный ток, поступающий на его вход, преобразуется в переменный, частота которого составляет 50–100 кГц);
- высокочастотный понижающий трансформатор, на котором за счет понижения входящего напряжения значительно повышается сила выходящего тока (благодаря принципу высокочастотной трансформации на выходе такого устройства может быть сформирован ток, сила которого доходит до 200–250 А);
- выходной выпрямитель, собранный на базе силовых диодов (в задачу данного блока инвертора входит выпрямление переменного высокочастотного тока, что необходимо для выполнения сварочных работ).
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
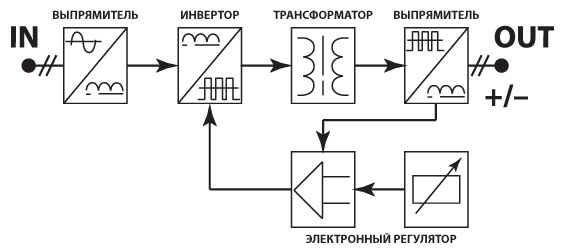
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
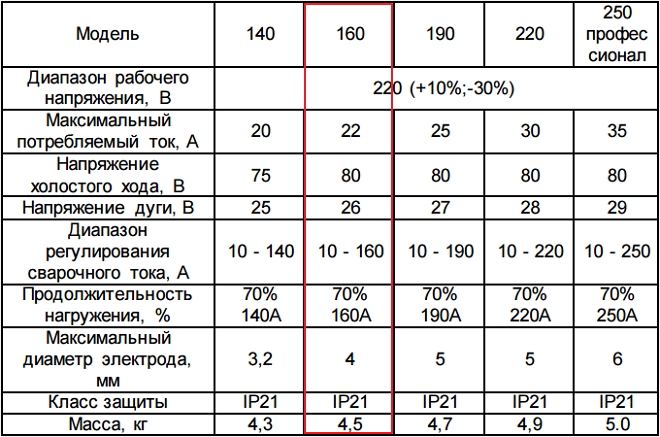
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:

Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Основные составляющие сварочного инвертора

Большая часть сварочных инверторов – это, по сути, источник постоянного тока, оснащенный защитой от короткого замыкания и тепловой оболочкой. Часть устройства, предназначенная для преобразования тока, сделана по полномостовой схеме. Его частота составляет примерно 100КГц





Аппарат имеет возможность регулировать ток путем изменения признака скважности управляющих импульсов. Преобразователь тока имеет четыре ключа, состоящих из четырех параллельных полевых транзисторов
Каждый из них расположен на обособленных радиаторах сварочного инвертора. Схема ремонта аппарата представлена ниже.
Устройство и методика работы агрегата:
- Многожильный провод трансформатора преобразователя, имеющий шелковую оплетку, наматывается непосредственно на сердечник.
- По последовательной системе в схему включен дроссель.
- Выпрямитель тока сделан по двухтактной схеме. На каждом из плечей имеется две диодных сборки с маркировкой 60CPQ15, а также четыре с маркировкой 30CPQ150. Каждая из них установлена на отдельном радиаторе.
- Часть, именуемая «схемой мягкого включения», представлена в аппарате в виде реле задержки полного заряда конденсаторов выпрямителя питания. При этом главной работающей деталью является электромагнитное реле, которое замыкает один мощный транзистор.
- Непосредственно выпрямитель состоит из следующих деталей:
- один мост GBPC3508W;
- шесть параллельно соединённых электролитических конденсаторов марки 460мкф400в. Мост устанавливается на радиатор.
На одной плате управления размещаются две схемы. Первая — мягкого включения, вторая — управления преобразователем. Ещё имеется блок питания на 15 вольт и модуль конденсаторов, являющийся частью зарядно-разрядной цепи преобразователя
В схему управления входят следующие элементы:
Схема регулировки тока и защиты от короткого замыкания. Они сделаны на двух компараторах микросхемы LM393. При этом датчик тока зафиксирован на железном кольце с обмоткой, а сквозь него проходит плюс от питания преобразователя. Похожую схему можно увидеть при ремонте сварочного инвертора Fubag.
В схеме управления также имеется тактовый генератор на микросхеме TL494. Он способен давать по две фазы тактовых импульсов, каждая из которых имеет частоту примерно 100 кгц. При этом в схеме не используется широтно-импульсная модуляция
Устройство выдает импульсы с постоянной скважностью. В схеме имеется пара компараторов
К каждому из них подключены датчики тепловой защиты.
Среди элементов схемы управления имеется также два выходных драйвера, построенных на базе платы IR2112. На их входы поступают тактовые импульсы. От них изменяется скважность в драйвере. Источниками импульсов являются компараторы схемы защиты от короткого замыкания и регулировки тока. Выходы драйвера подключены к импульсным трансформаторам. Управляющие импульсы с вторичных обмоток этих трансформаторов подаются на ключи преобразователей.
Устройство и особенности работы
Инверторная сварка применяется в домашних условиях и на различных предприятиях. Она обеспечивает стабильное горение сварочной дуги при высокочастотном токе. Аппарат устроен в виде мощного импульсного блока питания (ИБП), работа которого основана на принципах:
- Преобразование переменного питающего (сетевого) U в постоянное.
- Преобразование постоянного в переменный высокочастотный ток.
- Выпрямление тока с сохранением частоты.
Если следовать этим принципам построения, то происходит значительное уменьшение сварочника в несколько сотен или тысяч раз. Кроме того, такое устройство позволяет оборудовать аппарат дополнительным охлаждением.
Для осуществления качественного ремонта сварочного инвертора нужно знать устройство и принцип работы. Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно. Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления (электронный регулятор).
Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и фильтра, выполненного на конденсаторе. Диодный мост выпрямляет переменный ток питающей промышленной сети. При прохождении переменного тока через диод происходит пропускание тока в одном направлении. В результате этого ток становится постоянным, но в нем преобладают значительные пульсации. Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.5000 мкФ).
После преобразования U запитывается инвертор. Инвертор представляет собой набор радиоэлементов для генерации необходимого переменного U для высокочастотного импульсного трансформатора. Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего. Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника. Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует входящее U, полученное на выходе инвертора в низкое. К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
Электронный регулятор применяется для осуществления контроля при работе аппарата, диагностики и выдачи команд для инвертора. Кроме того, он позволяет менять ток сварки.
Благодаря такому исполнению, сравнительно мобильные инверторные сварочники обладают отличными характеристиками:
- Первичный источник питания (сетевое U и ток): 157.275 В и 20.30 А.
- Параметры U холостого хода: 70.85 В.
- U при формировании дуги: 22.35 В.
- Диапазон выставления тока сварки: 20.300 А.
- Время нагрузки при максимальном I сварки:5.10 мин.
- Типы электродов: «1», «2», «3», «4», «5», «6».
- Значение средней массы: 5.7 кг.
Блок-схема сварочного инвертора
Прежде, чем начать самостоятельный ремонт сварочного инвертора, необходимо понять принцип действия этого устройства. Основными в его конструкции являются следующие блоки:
- выпрямитель переменного тока 50 Гц с фильтром;
- инвертор с понижающим трансформатором 50-100 кГц;
- выпрямитель переменного тока 50-100кГц с фильтром;
- устройства управления и защиты;
- вентилятор.
Выпрямитель переменного тока 50 Гц предназначен для получения постоянного напряжения, используемого далее для питания инвертора. В выпрямителе обычно используется мостовая схема выпрямления. Для сглаживания получаемого после выпрямления пульсирующего напряжения используется фильтр, состоящий из конденсаторов, а в некоторых случаях — ещё и дросселя.
Полученное после выпрямителя и фильтра постоянное напряжение подается на инвертор. Инвертор — это блок, который генерирует колебания высокой частоты в 50-100 кГц. В качестве активных элементов в таком преобразователе используются мощные транзисторы различного типа, которые работают в ключевом режиме. Частота колебаний преобразователя зависит от частоты подаваемых на ее вход сигналов из схемы управления. На его выходе подключен понижающий трансформатор.
Выпрямитель 50 -100 кГц подключен к вторичной обмотке выходного трансформатора и представляет собой мостовую схему. Особенностью выпрямительных диодов, работающих в этой схеме, является то, что кроме большого рабочего тока, они должны иметь достаточное быстродействие для того, чтобы работать на больших частотах.
Схема сборки паяльной станции своими руками предусматривает наличие соответствующего программируемого микроконтроллера
Особое внимание следует уделить вариантам прошивки кнопок управления
Одним из разновидностей таких агрегатов является термовоздушная паяльная станция, которая является самым распространенным инструментом для бесконтактной пайки.
Важной и довольно сложной частью сварочного инвертора является схема управления. В этом блоке задается частота генерации колебаний инвертора, через него осуществляется запуск инвертора и регулировка величины тока сварки, а также производится отключение генератора в аварийных ситуациях
При этом регулировка величины тока может осуществляться различными способами – изменением амплитуды, частоты или ширины импульсов. Наиболее распространенным способом является широтно-импульсное регулирование, поскольку в этом случае излучается меньше электромагнитных помех.
Как работает сварочный инвертор
Инверторный аппарат — источник постоянного тока, обеспечивающий во время сварки конструкций и изделий из металла зажигание и непрерывность работы электрической дуги. Это достигается высокочастотной трансформацией тока большой силы, что приводит к уменьшению размера трансформатора и делает выходящий ток стабильнее. Нужные параметры тока достигаются в несколько этапов:
- первичное выпрямление тока, поступившего из сети;
- трансформация выпрямленного тока в высокочастотный;
- увеличение силы тока высокочастотным трансформатором, что ведёт к уменьшению его напряжения;
- вторичное выпрямление до заданной величины.
Выпрямление тока происходит с помощью диодных мостов нужной мощности, частоту регулируют высокомощные трансформаторы, которые, имея высокую частоту, обеспечивают необходимую силу тока на выходе.
https://youtube.com/watch?v=lei9GDzJp74
Конструкция инверторных аппаратов
Большинство сварочных инверторов имеет блочное строение, где каждый из блоков можно, в свою очередь, разделить на собственные составляющие. Основных блоков три:
- блок питания;
- управляющий блок;
- силовой блок.
Блок питания стабилизирует входной ток. От других элементов его обычно отделяет металлическая перегородка. Он состоит из конденсаторов, накапливающих заряд, дроссельной системы управления, собранной на диодах, и управляемого транзисторами многообмоточного дросселя.
В свою очередь, силовой блок, контролирующий процессы преобразования тока, состоит из таких частей, как:
- первичный и вторичный выпрямители — собраны на основе диодных мостов, в случае первичного способных выдерживать ток силой до 40 ампер, напряжением до 250 вольт и частотой 50 Гц, а в случае вторичного — мощных диодов, способных поддерживать ток в 250 ампер с напряжением около 100 вольт;
- инверторный преобразователь — силовой транзистор с пороговыми значениями силы, напряжения и мощности тока, соответственно, 32 ампера, 400 вольт и 8 киловатт;
- высокочастотный трансформатор, состоящий из обмоток медной ленты, делающих возможным повышение силы тока до 250 ампер с напряжением во вторичной обмотке трансформатора не выше 40 вольт.
Тепловая и силовая защита силового блока осуществляется термовыключателями и специальными платами, построенными на основе логических микросхем типа 561ЛА7 или её аналогов (CD4011 или К176ЛА7, например). Конденсаторы и резисторы входят в состав фильтров высокой частоты, защищающих преобразователи и выпрямители тока. Для охлаждения всех частей инвертора используются вентиляторы малого диаметра (до 60 мм) и радиаторы, отводящие тепло от самых горячих радиоэлектронных элементов плат.









Управляющий блок, как правило, собирают на основе либо задающего генератора, либо широкоимпульсного модулятора. В его состав входят и резонансные дроссели и конденсаторы.
Типовые неисправности инверторов
Ремонт сварочного инвертора своими руками следует начинать с установления причин выхода аппарата из строя. Таких причин может быть две: неправильно выбранный режим работы аппарата (например, когда его мощности не хватает для разрезания металла большой толщины) или неисправности в силовой и электронной части.
Признаки неправильной работы аппарата помогают понять к какой причине относится неисправность. Так, если в процессе сварки в горении дуги наблюдается неустойчивость или разбрызгивается металл, следует проверить правильность выставленной величины силы тока. Её для каждого электрода нужно подбирать в зависимости от его длины, толщины и типа. От силы тока также зависит и скорость сварки.
Если сварочный электрод прилипает к поверхности детали, но при этом величина силы тока установлена в соответствии с его характеристиками, следует проверить длину и толщину провода используемого удлинителя, так как для сварки должны использоваться электрические кабеля небольшой длины, не больше 40 метров, и сечением более 4 квадратных миллиметров. Ещё несколькими причинами этого могут быть упавшее напряжение в сети, плохо подготовленная поверхность сварки, окисление ключевых элементов схемы питания инвертора и плохой контакт блоков инвертора в панельных гнёздах.
Если аппарат отключается при продолжительном выполнении сварки деталей, ему, скорее всего, нужно дать остыть, так как срабатывает защита от перегрева. Получаса достаточно для продолжения работ.
Невозможность включить аппарат может говорить о многих проблемах. В первую очередь следует проверить стабильность напряжения в сети, так как если оно опускается ниже 190 вольт, инвертор работать не будет.
Преимущества ремонта инверторных сварочных аппаратов в нашем центре
У нас все работы по ремонту обеспечивают мастера с большим опытом и хорошим пониманием работы сварочных инверторных аппаратов от различных производителей. Есть сразу несколько преимуществ обращения к нам:
- Устраняем все, даже наиболее сложные неполадки, меняем детали на оригинальные.
- Ремонтный цех оснащается передовым оборудованием и соответствует всем отраслевым стандартам.
- Выезжаем к заказчику – думать о транспортировке сварочного инвертора к нам не придется.
- Контролируем качество и даем гарантию на результат – 6 месяцев.
- Бесплатная доставка инвертора после ремонта на ваш объект.
Все необходимые запчасти уже в наличии – это помогает значительно экономить затрачиваемое на ремонт время.
Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
Список источников
- svaring.com
- tutsvarka.ru
- grounde.ru
- svarkalegko.com
- svarka.guru
- rmnt.mirtesen.ru
- postroika.biz
- electric-220.ru
- ObInstrumentah.info
- tutmet.ru