
Аксессуары для сварки
Инвертор, держак и электрод- это ещё не электросварка, для выполнения более быстрого и качественного круга задач необходимы дополнительные аксессуары. Такие приспособления как: подсумки; тройники; удлинители; сушильные печи для оборудования; вытяжки: магнитные уголки и струбцины могут сделать комфортней и безопасней условия работы. При замене защитного стекла на автоматическое «хамелеон», который меняет величину прозрачности в зависимости от яркости дуги, можно не боятся «схватить зайца», но и более качественно выполнить работу т.к. стекло автоматически подберет необходимую светопередачу, обеспечив оптимальную видимость сварного шва. На нашем сайте можно подобрать все необходимые аксессуары для сварочных работ от трансформатора до автономной электростанции для его питания.
Окончание сварки. Заварка кратера
Начало и конец сварного шва являются зоной наибольшей вероятности образования дефектов
Поэтому правильно завершать процесс сварки очень важно. Если нет возможности закончить сварку на выводных планках, то нужно использовать специальные приемы заварки кратеров
Кратером называет воронкообразное углубление в месте обрыва дуги, образующиеся в результате усадки металла. При завершении наплавки валика (шва) кратер должен быть обязательно заправлен. Чтобы правильно заварить кратер нужно задержать электрод в месте окончания сварного шва на несколько секунд, а затем отвезти его назад на ранее наплавленный валик на 5-10 мм и медленно растягивая дугу отвезти электрод. Если не получилось правильно закончить сварку то нужно в месте обрыва дуги, вновь произвести зажигание и полностью заплавить кратер.
Обучающее видео по дуговой сварке
Способы зажигания сварочной дуги
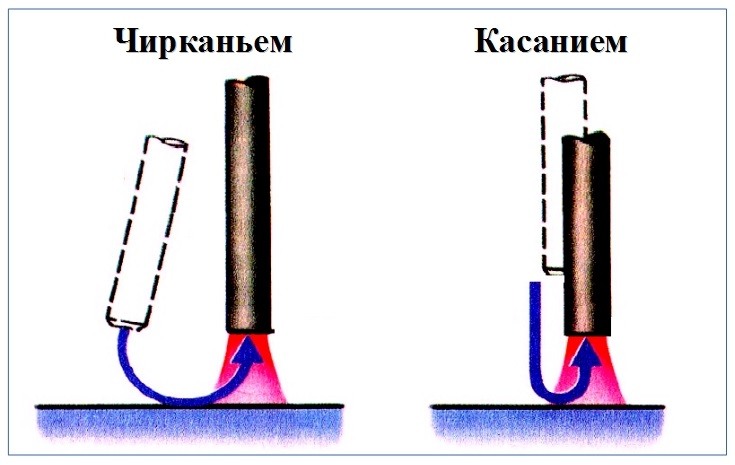
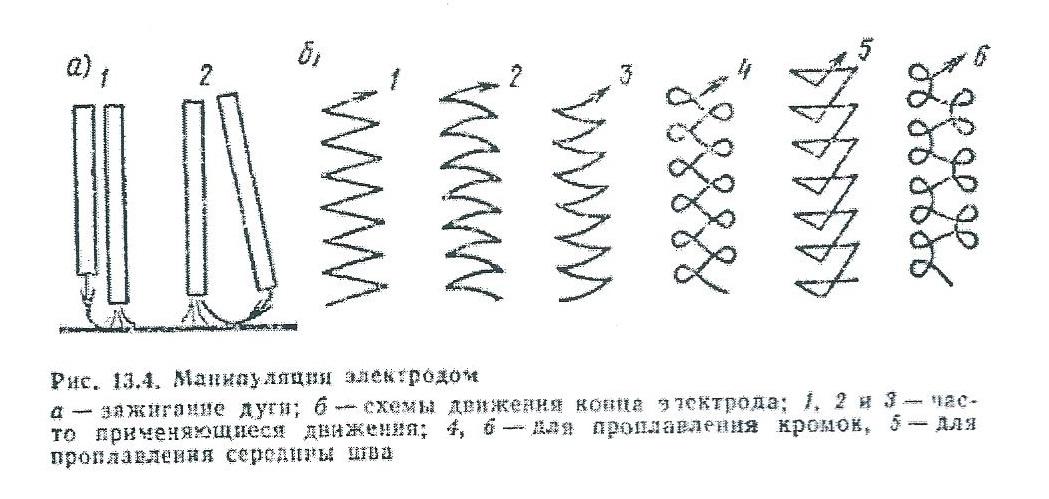
Сварочная дуга возбуждается от прикосновением электрода к детали. Происходит короткое замыкание, конец электрода нагревается до высокой температуры. После отрыва электрода от изделия происходит ионизация газового промежутка и загорается сварочная дуга.
Зажигание сварочной дуги можно производить двумя основными способами. Тычком — электродом прикасаются к свариваемой детали и быстро отводят назад, на расстояние в несколько миллиметров, как правило равное диаметру электрода. Этот способ наиболее простой, но имеется большая вероятность «прилипания» электрода если сварщик не успел своевременно отвезти электрод от поверхности металла. Чирканьем — электродом как спичкой чиркают по металлу и также быстро отводят на расстояние в несколько миллиметров. Конец электрода трется о металл и во время движения возбуждается сварочная дуга. Недостаток этого метода в сложности точно попасть в разделку шва или ранее наплавлены валик. Как известно зажигать дугу на основном металле нельзя.
 Способы зажигание сварочной дуги
Способы зажигание сварочной дуги
Важно! Контакт электрода с металлом должен быть кратковременным иначе электрод «прилипнет». Отрывать приплавившейся сварочный электрод нужно, резким, сильным движением поворачивая его в стороны
Сварочный электрод нельзя отводить слишком далеко от свариваемого материла иначе дуга не зажжется.
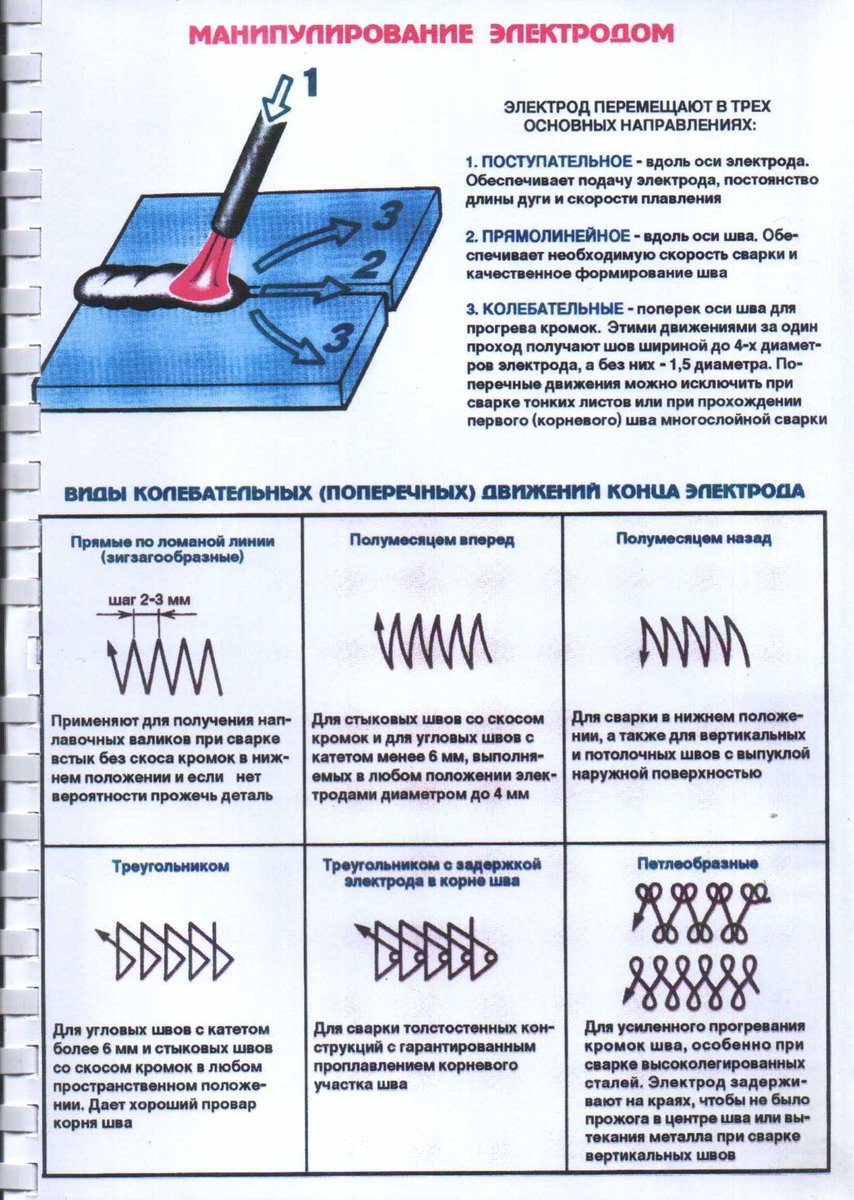
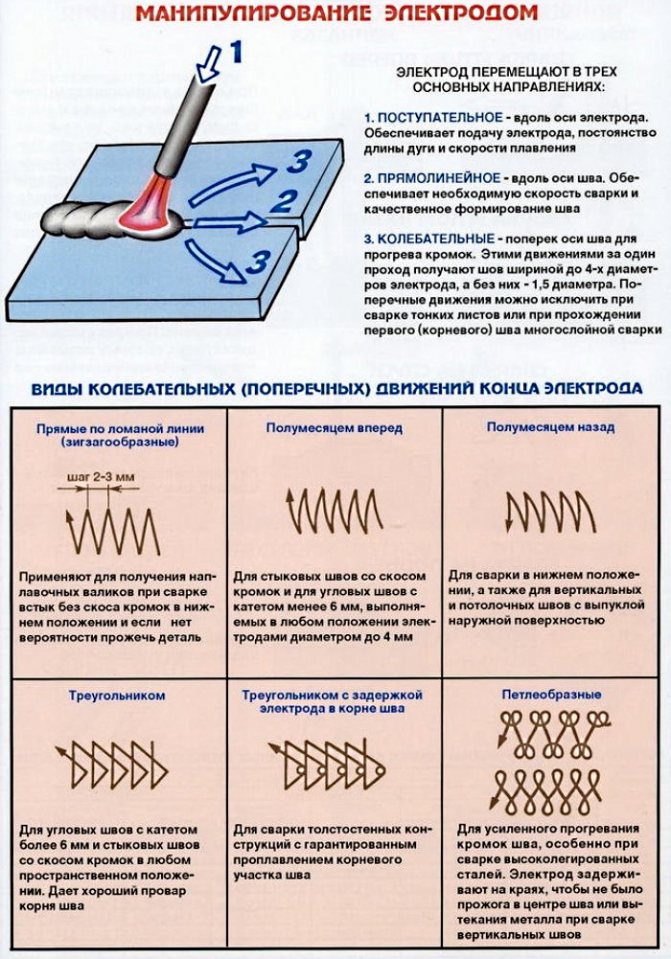
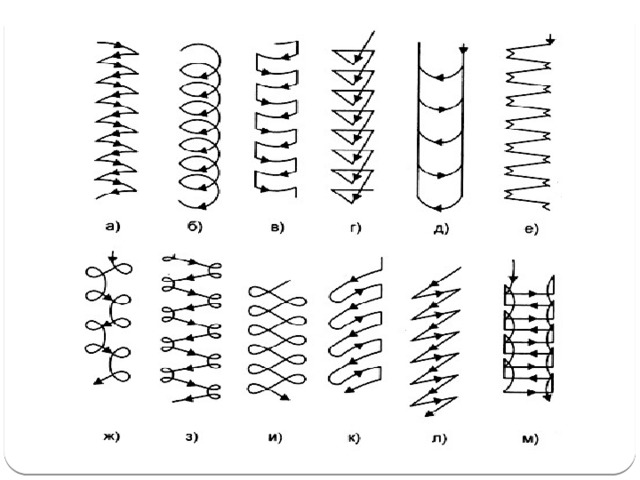
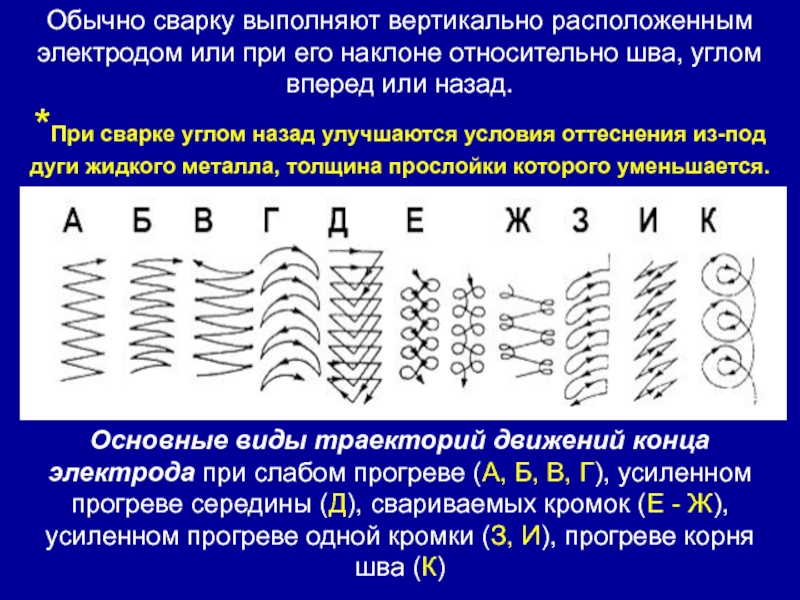
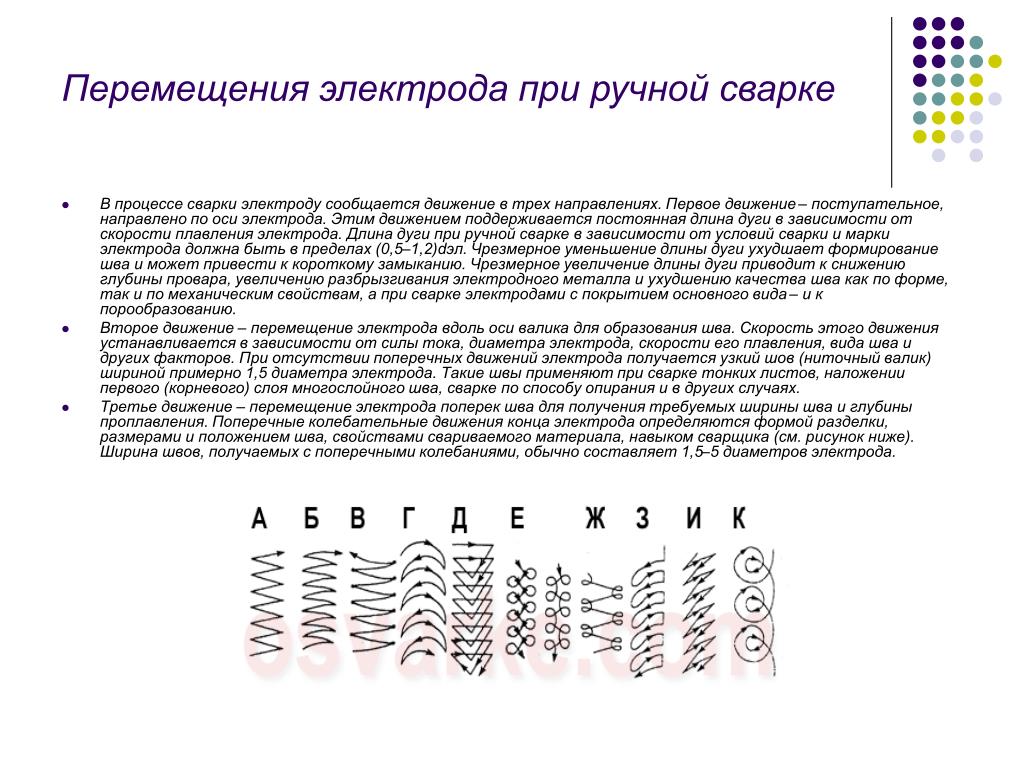
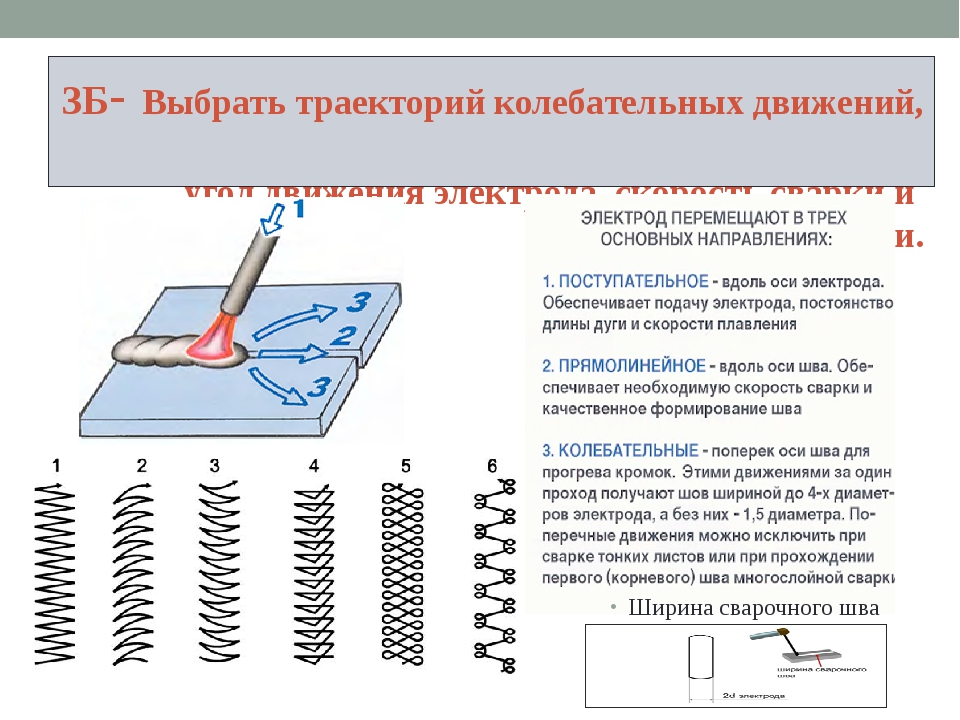
Перемещение дуги должно производится так чтобы обеспечить расплавление свариваемых кромок и плотное формирование сварного шва. Это возможно при поддержания необходимой длины дуги и правильной техники сварки.
Устройство сварочного аппарата для сварки тонкого металла
Это непростое оборудование. Оно работает со множеством частот и величин. Для того чтобы разжечь дугу, происходит два преобразования – из переменного в 220 В в постоянный, а затем в высокочастотный.
На этой схеме видно, как преобразуется электрический импульс. Ниже представлены следующие этапы прохождения волны через мост, конденсаторный фильтр, сам инвертор, высокочастотный трансформатор, высокочастотный переходник и к сварочной дуге.
На изображении ниже посмотрим, какие основные элементы есть на внешней части устройства. Здесь представлены и все индикаторы, и рукояти для регулировки режима, и разъемы. Это классический вид изделия, которое подходит для работы с тонколистовой сталью.
сварка полуавтоматом. При таком аппарате применяется в качестве электрика проволока того же материала, что и основание. Она может быть тончайшей.
Техника ручной дуговой сварки в различных пространственных положениях
В зависимости от пространственного положения сварного шва приемы сварки и техника будут отличаться
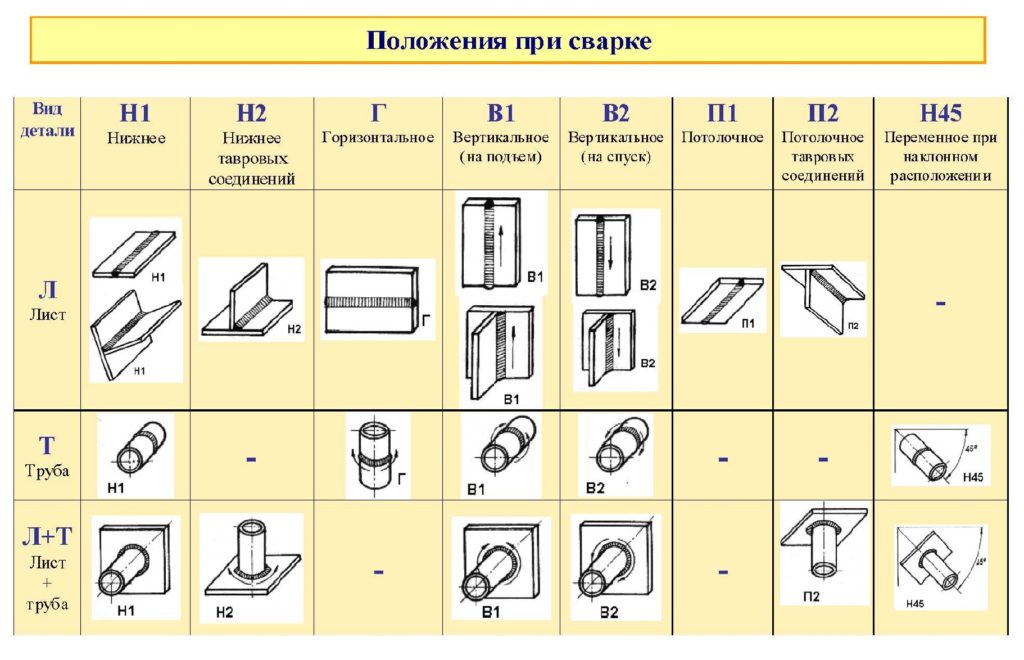 Положения при сварке
Положения при сварке
Сварка в нижнем положении
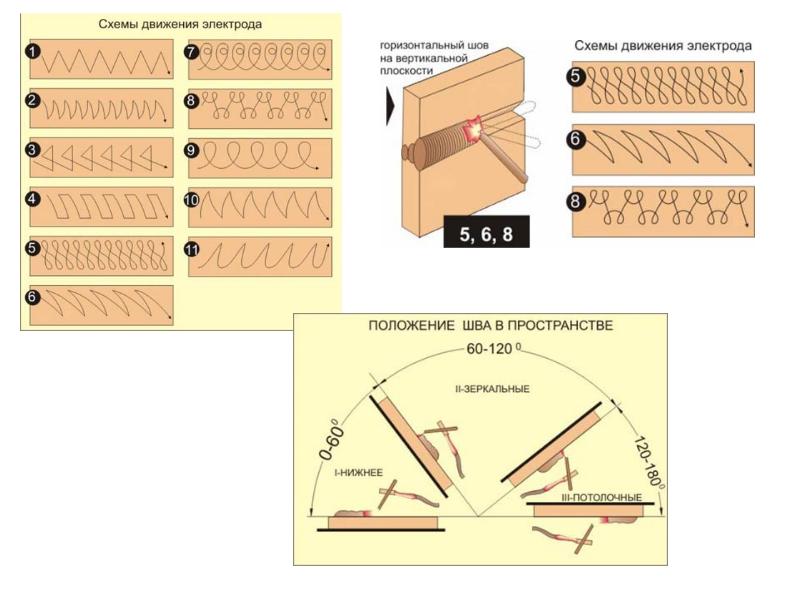
Сварка в нижнем положении наиболее удобна и проста. В таком положении могут варить сварщики не высокой квалификации. Поэтому при сборке по возможности детали и конструкции следует располагать так, чтобы сварка выполнялась в нижнем положении Шов в таком положении хорошо формируется, жидкий металл не вытекает из сварочный ванны, шлак хорошо вплывает защищая металл.
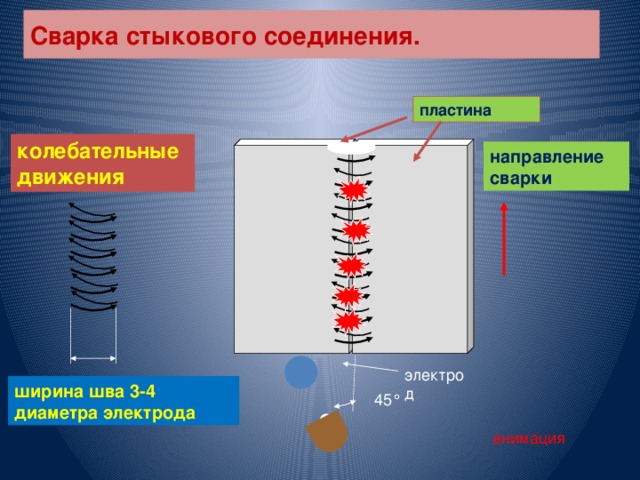
Сварка в вертикальном и горизонтальном положении
Сварка в вертикальном и горизонтальном положении сложнее и техника ее ведения отличается от нижнего. Расплавленный метал под действием силы тяжести начинает растекаться и вытекать из сварочной ванны. Для недопущения вытекания металла сварку ведут с поперечными колебаниями электрода, на как можно короткой дуге с уменьшив значение сварочного тока
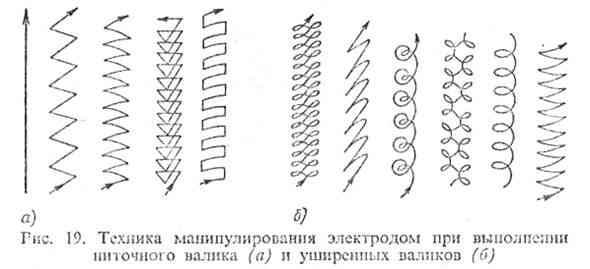
Важно, удерживать сварочную ванну не большого размера, потому что жидкий металл удерживается только за счет сил поверхностного натяжения и при слишком большой сварочной ванне вытечет. Для этого сварку ведут как правило ниточными валиками, ширина валиков не должна превышать 2 — 3 диаметра электрода
Сварка вертикальных швов возможно производить на подъем и сварку вниз. Сварка снизу вверх предпочтительней так обеспечивает более глубокое проплавление и удобней формировать шов наплавляя металл на ранее застывший. При сварке сверху вниз швы получатся визуально более красивыми но возникает большая вероятность несплавлений и наплывов. На спуск применяют сварку только для деталей небольшой толщины.
Сварка в потолочном положении
Сварка в потолочном положении наиболее неудобная ее доверяют только сварщикам высокой квалификации. Сварка ведут как можно короткой дугой для обеспечения мелкокапельного переноса металла, электродами диаметром три миллиметра. Кроме того при сварке в потолочном положении нужно следить, чтобы шлак выходил из расплавленного металла. Также как и при сварке горизонтальных и вертикальных швов, нельзя допускать слишком большой сварочной ванны иначе удержать ее не удастся .
Технология и режимы ручной дуговой сварки, подробней раскрыты в статье Ручная дуговая сварка покрытыми электродами
Зажим массы
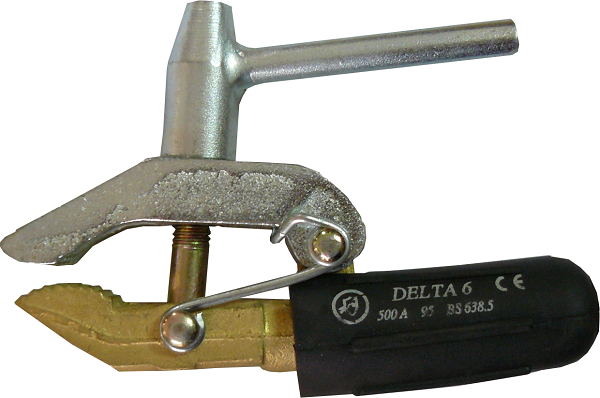
Для правильной работы электрической цепи свариваемые детали должны быть надежно соединены с массой. Только в этом случае получится качественный шов, а сварщик будет защищен от поражения током. Функцию контакта при этом призван выполнять зажим массы. Штатные аксессуары не всегда соответствуют поставленным задачам, поэтому опытные мастера стараются подобрать оборудование самостоятельно. Важнейшими характеристиками электрических зажимов являются:
- максимальная сила пропускаемого тока;
- достаточная плотность контакта;
- способность удерживать вес кабеля;
- угол раскрытия клеммы.
Особенности технологии
Техника и технология дуговой ручной сварки основывается на создании замкнутого контура, по которому проходит ток разного вида — постоянного, переменного или высокочастотного импульсивного типа. Образование дуги происходит во время моментальной подаче напряжения к электроду после его касания со свариваемой металлической поверхностью.


Тепло, которое необходимо для плавления кромок, получают от электрической дуги. В зоне действия дуги происходит образование области жидкого расплава, в которой возникает перемешивание металла обеих заготовок. Во время остывания они кристаллизуются, образуют единое целое, а именно сварной шов. Данную область расплава, перемещающуюся вслед за электродом и дугой вдоль линии шва, называют сварочной ванной.
Металлический стержень электрода покрывают специальным составом, который называется флюсом. Во время сильного нагревания он расплавляется, образует инертный газ, который формирует защитное облачко над рабочей зоной и предотвращает окислительные процессы при взаимодействии расплава с кислородом.
Для поддержания электродуги на держатель и на заготовки подается напряжение от источника.
Важно! Технологический процесс ручной дуговой сварки обычно проводится с использованием постоянного или переменного тока. Для этого применяются специализированные или универсальные источники
Технология выполнения ручной дуговой сварки цветных металлов и сплавов, которые проявляют высокую химическую активность в нагретом состоянии, выполняется в атмосфере специально подаваемых газов с защитным действием в рабочую зону.
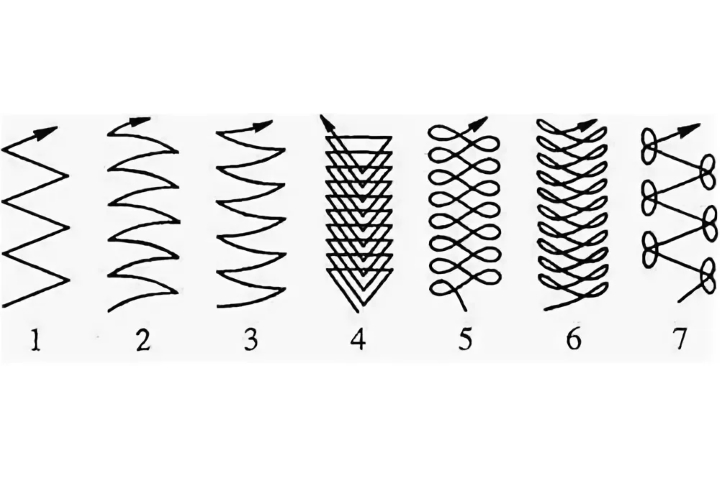
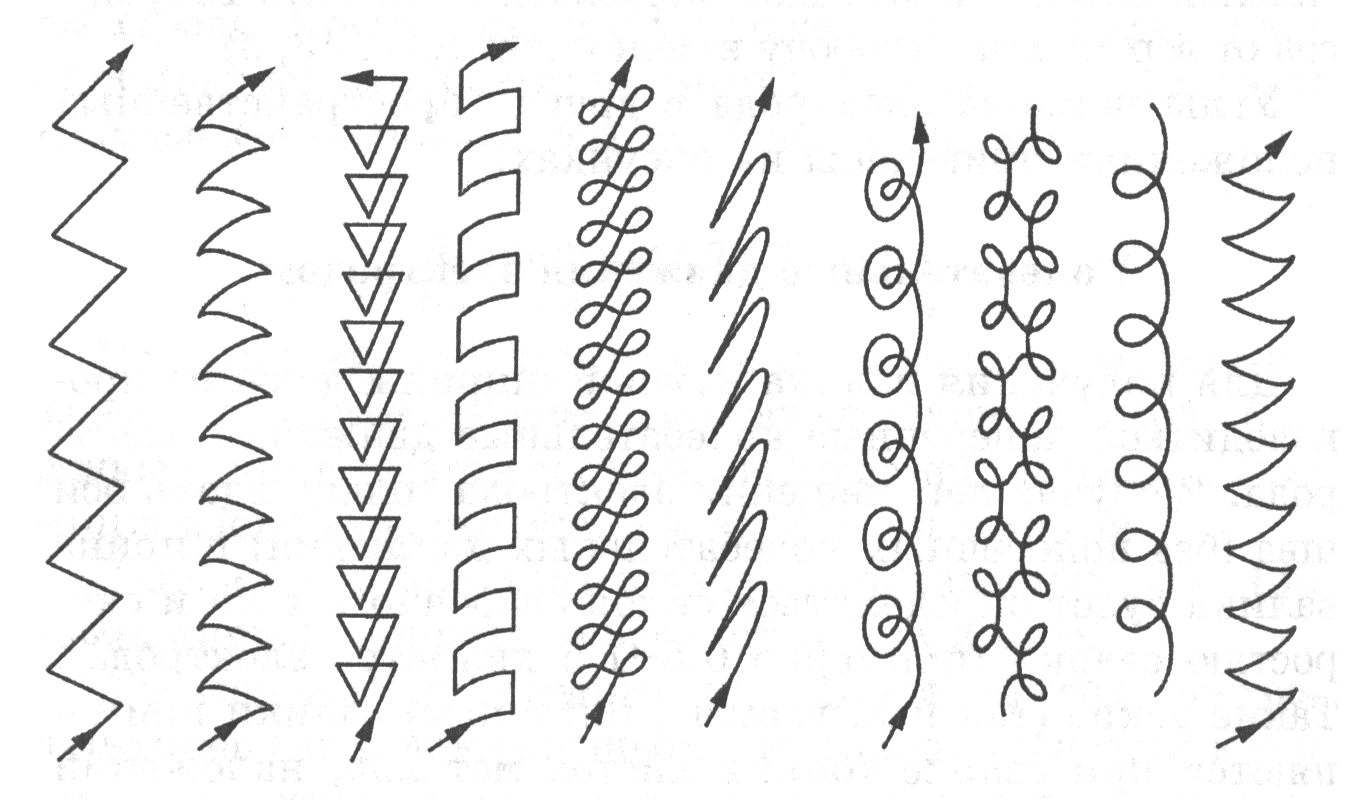
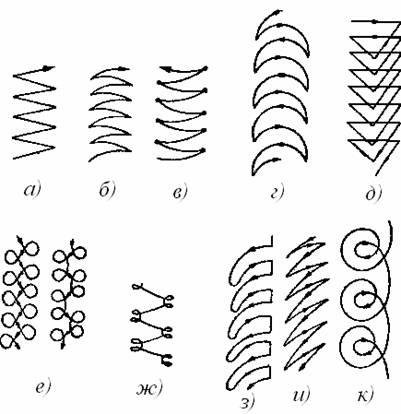
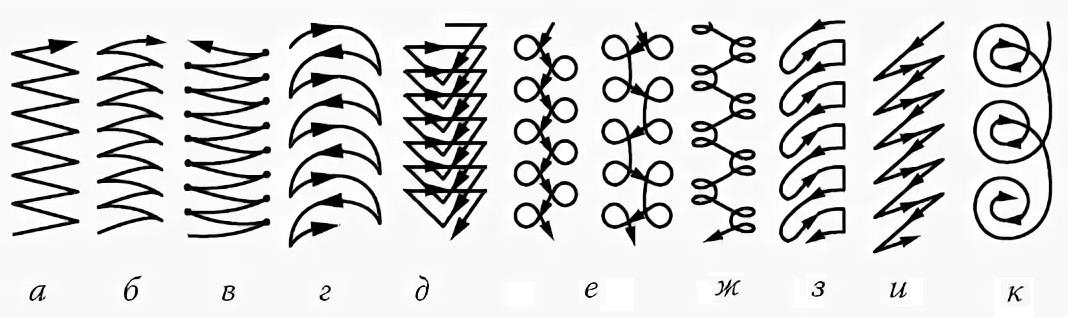
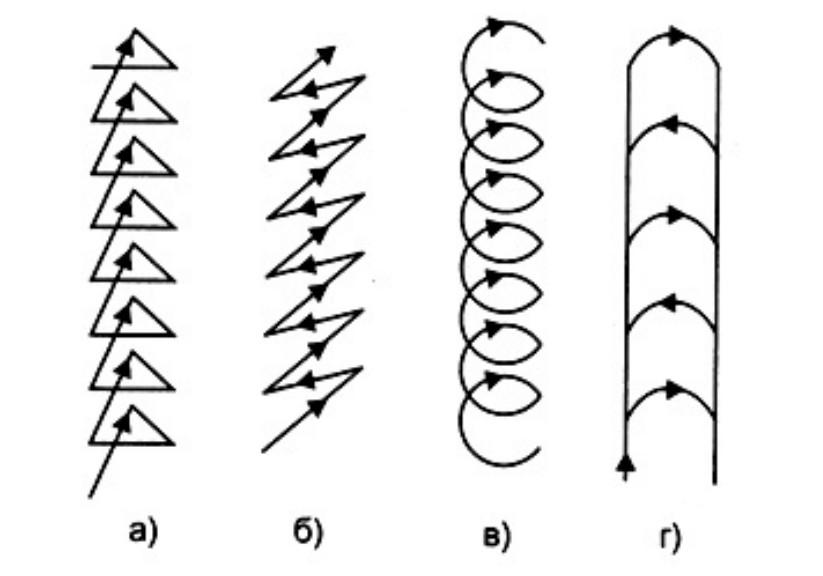
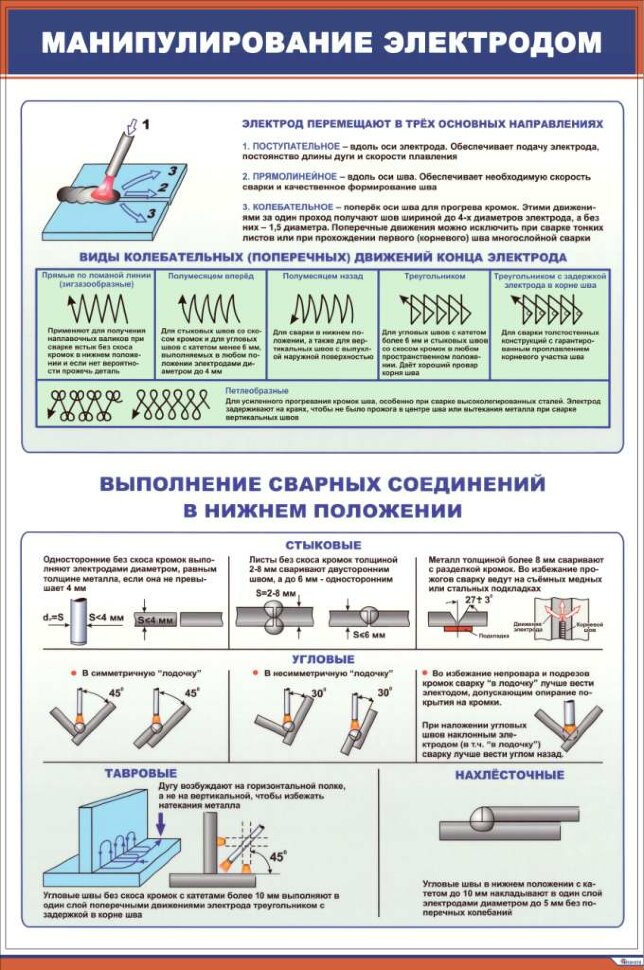
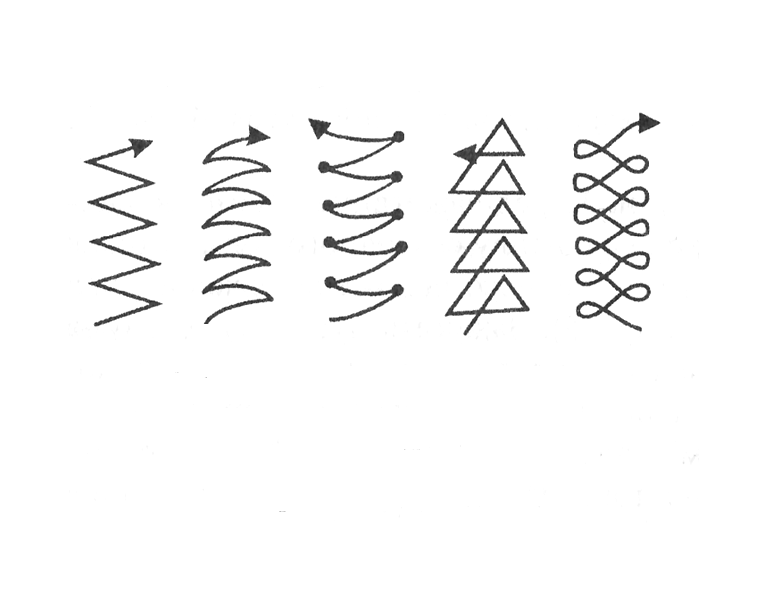
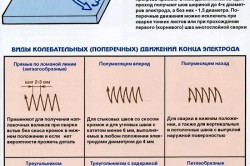
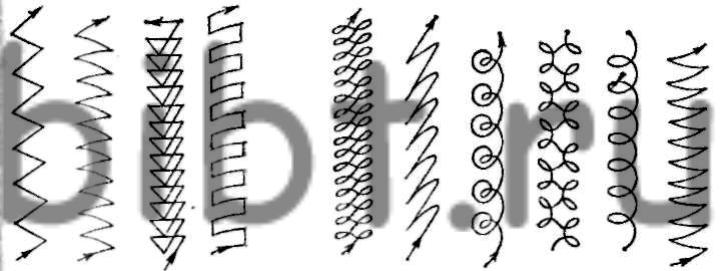
Имеется несколько основных приемов и движений стержней относительно поверхностей:
- затягивание отверстий и прожогов «перетаскиванием». Во время этого процесса расплавленная металлическая смесь натягивается с поверхности на поверхность при помощи электродов;
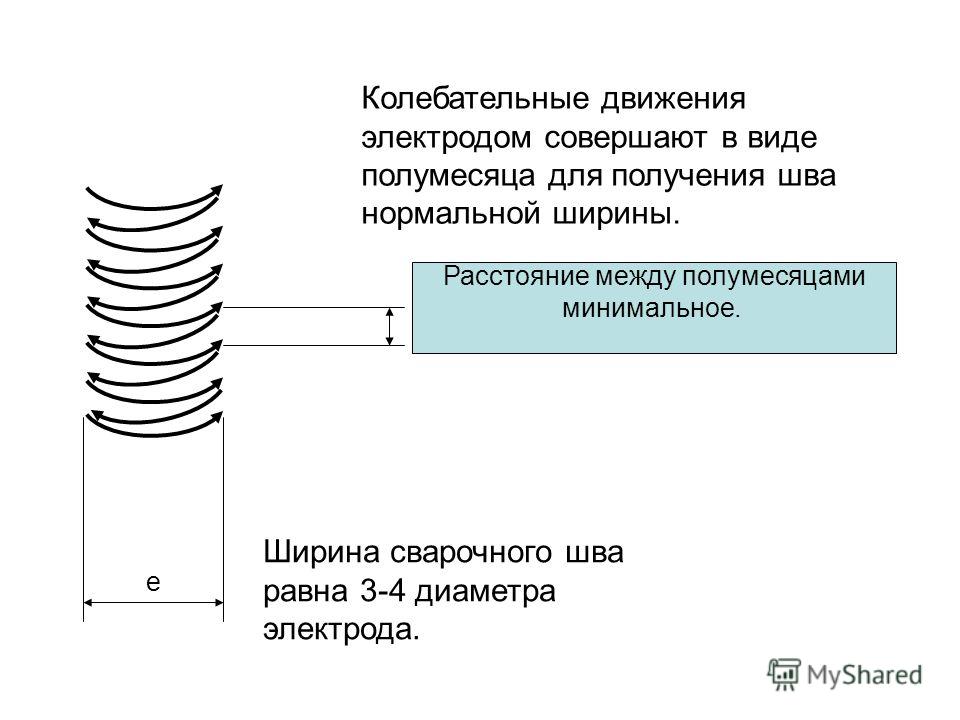
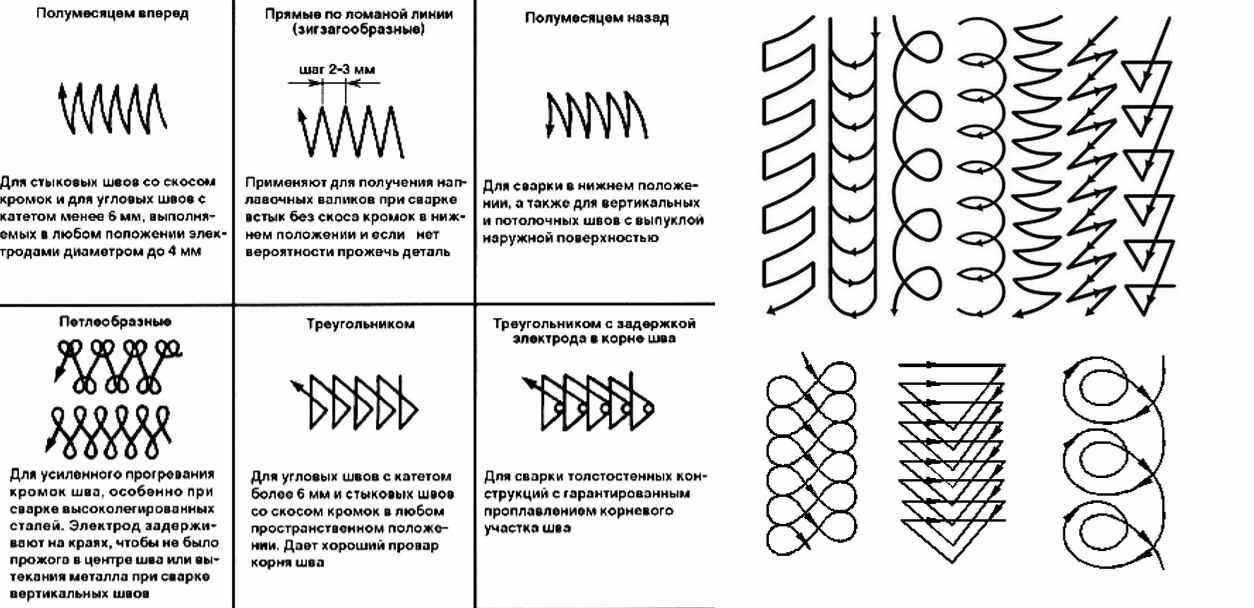
- сварочный процесс «полумесяцем» или «зигзагом».
Обычный балансный инвертор с мощностью 220 В при номинальном повышении тока может применяться для разрезания листовых металлических заготовок, а также в виде прутка. При стандартном режиме аппарат используется для сварочного процесса.
Чтобы выполнение ручной дуговой сварки было правильным, а шов качественным, стоит запомнить несколько важных правил:
- Подача тока должна осуществляться постоянно.
- Все поверхности и электроды должны быть в сухом состоянии, иначе сварочная ванна начнет искрить, а шов будет кривым и непрочным.
- Сварочный кабель не должен иметь трещин, повреждений, обрывов. В противном случае ток перейдет в фазу, и электрод залипнет в сварочной ванне. В результате это приведет к замыканию и порче сварного шва под воздействием раскаленного электрода.
Как выбрать держатель для электродов

От особенностей держателя электродов для сварочного аппарата зависит безопасность мастера и качество шва. Необходимо предварительно изучить его технические возможности. Держак должен подходить к модели сварки и выдерживать силу тока, используемого в оборудовании.
По мощности
Рекомендуется выбирать модель в соответствии с требуемым наименованием тока. Если приспособление подобрано с небольшим запасом по мощности, оно подойдет не во всех ситуациях. Номинал тока прописывается в маркировке, которая расположена на стационарной части устройства.
При длительном сваривании слишком мощный держатель неудобен в использовании из-за увеличенных габаритов и массы. Лишний вес скажется на качестве шва. Тяжесть вызывает перенапряжение мышц, рука будет уставать при длительном применении.
В работах, требующих особой точности и аккуратности, положить качественный шов будет затруднительно. Если рабочий инструмент с одинаковым номиналом мощности различается весом, лучше предпочесть более легкую конструкцию с небольшими габаритами.
По типу конструкции

Рукоять держака должна быть выполнена из качественного диэлектрика. В качестве изоляции используются накладки из толстого диэлектрического пластика, устойчивого к повышенной температуре.
Устройство должно обладать высоким классом надежности, выдерживать перепады температуры, различные загрязнения. Мастера предпочитают выбирать разновидности с литым массивным зажимом. Специалисты утверждают, что пластинчатые приспособления менее износоустойчивые.
Держатель электродов для сварочного аппарата своими руками пригоден для работы при условии, что он соответствует требованиям безопасности. Оптимальными считаются цанговые приспособления с резьбовым либо зажимным креплением.
Резьбовые модели допускают регулировку угла наклона электрода. Следует учитывать, что самодельный трезубец для сварки является самым опасным приспособлением из-за высокой вероятности поражения сварщика электрическим током. Огарок тяжело вынимается из вилки, швы получаются низкого качества.
Рейтинг лучших держателей

При выборе зажима для сварки следует ориентироваться по отзывам профессиональных сварщиков. Китайские аналоги некачественные. Именно с ними связано большинство отрицательных отзывов. В рейтинг лучших моделей иностранного и отечественного производства вошли:
- ESAB Handy 200 (200 А) – шведское устройство с винтовым креплением, поддерживает установку электродов с сечением 2-4 мм;
- Сибртех 500А – клещевой отечественный зажим с качественным пластиковым диэлектриком на рукояти;
- ESAB 500 – шведский инструмент с минимальным весом, рассчитан на токи до 500 А ;
- Germany type 300 A – оснащен рифленой ручкой для удобства сваривания, латунный корпус устойчив к коррозии.

Следует помнить, что недорогие устройства по возможностям не уступают брендовым аналогам. Они вполне пригодны для кратковременного сваривания или разового выполнения. Для длительного использования в быту желательно выбирать устройства среднего ценового сегмента.
Дорогие брендовые модели подойдут специалистам, занимающимся свариванием профессионально. Они рассчитаны на длительные и повышенные нагрузки. Для частой эксплуатации на выезде рекомендуется иметь запасной держатель, способный выручить при поломке используемого в работе.
Если держатель подобран правильно, работа с инструментом будет комфортной, а швы получатся высокого качества.
Электрод, зафиксированный прочно под требуемым углом обеспечит качественный и ровный шов. Следует правильно подбирать держак для сварочного аппарата по мощности и типу работ. При желании можно сделать самостоятельно классический трезубец. Но у него по сравнению с магазинными устройствами недостатков больше, чем достоинств. Лучше внимательно изучить предлагаемые модели, проверить металл зажима и купить качественный держатель для сварки.


Популярные марки сварных держателей
В наше время в магазинах можно найти самые разные электродержатели электродов от европейских и китайских производителей. Рассмотрим несколько наиболее известных марок.

Немецкая корпорация Abicor Binzel производит винтовые электродержатели. Все детали для них изготавливаются и собираются на заводе KURT HAUFE в Дрездене. Их достоинства:
- латунь в качестве материала изготовления;
- надежная фиксация электрода;
- изоляция всех токопроводящих деталей прочными полимерами, что обеспечивает защиту от высоких температур и ударопрочность;
- лаконичность дизайна;
- широкий диапазон допустимой силы тока (от 200 А до 600 А).

Недостаток: низкокачественные изоляторы.

Еще одна популярная модель – это держатель от итальянской фирмы Trafimet. Сегодня он считается наилучшим вариантом для проведения сварки. Его минус – высокая стоимость.

Какой электродержатель лучше трудно сказать. Все зависит от конкретных условий и ваших пожеланий. Надеемся, что данная статья поможет вам сделать правильный выбор.

Разновидности держаков для сварочного аппарата
Существует несколько разновидностей держателей, представленных в трех основных типах. Их выпускают практически все производители сварочного оборудования, причем каждый со своими модификациями. Но особенности типа, их преимущества и недостатки сохраняются почти во всех моделях. Устаревшие типы могут не производиться современными компаниями. Но их по-прежнему можно встретит на практике. Среди основных разновидностей можно встретить:
- Прищепка – выделяют автоматизированную и ручную разновидности;
- Цанга – стандартный по современным меркам держатель, который нередко идет в комплекте с аппаратами;

Цанга для зажима электродов
Вилка-трезубец – один из самых старых вариантов, который представлен в виде ручной и автоматизированной разновидности.
Недостаток использования вилки состоит в том, что если электрод залип, то его нельзя также быстро обесточить, как в других моделях. Здесь требуется изламывать его, пока не прервется контакт. Также здесь сложнее устанавливать расходные материалы. Чем больше вилка, тем у нее больше остается огарков. В качестве преимущества стоит отметить низкую стоимость вилки-трезубца.

Держак для электродов в виде вилки
Достоинства и недостатки процесса сварки ММА
Сварка ММА, без сомнения, наиболее распространенный процесс сварки, особенно, когда требуется выполнять короткие швы, обслуживание или ремонт, а также при выполнении монтажных работ. По сравнению с другими способами сварки (сварка в защитных газах плавящимся электродом – МИГ/МАГ, сварка ТИГ, сварка под флюсом) сварка ММА характеризуется следующими преимуществами:
— оборудование для ММА простое, недорогое и может быть переносным;не требуется
— дополнительной газовой или флюсовой защиты, так как и то и другое получается из покрытия;
— обеспечивается более надежная защита области сварки от воздействия ветра и сквозняков, по сравнению со сваркой МИГ/МАГ;
— этот способ сварки можно использовать в местах с ограниченным доступом;
— сварка ММА пригодна для сварки большинства черных и цветных металлов и сплавов (углеродистых, легированных и нержавеющих сталей, чугуна, химически разнородных металлов, а также меди, никеля, алюминия и их сплавов) практически любой толщины;
— сварка может выполняться в любом пространственном положении, что благоприятствует применению этого процесса сварки для соединений, которые не могут быть размещены в нижнем положении.
К недостаткам этого способа сварки можно отнести:
— перерывы в работе, связанные с заменой электрода. Как только остаточная длина электрода достигает длины примерно 50 мм, сварщик должен остановить процесс сварки и вставить в держатель вместо огарка новый электрод;
— необходимость удалять шлак после выполнения шва, а также в местах замков шва или перед следующим проходом;
— первые два фактора не позволяют повысить коэффициент использования рабочего времени выше 25%, что значительно ниже по сравнению с процессами сварки, использующими электродную проволоку (например, МИГ/МАГ или сварка порошковой проволокой FCAW);
— из-за наличия огарков и вследствие возможного разрушения покрытия имеет место большие потери электродов. В целом использует не более 65% электрода;
— этот способ не может быть применен для сварки металлов с низкой температурой плавления, таким как свинец, олово и цинк, а также их сплавам, так как не обеспечивает низкого тепловложения, требуемого в данном случае;
— этот способ не подходит для сварки таких химически активных металлов, как титан, цирконий и тантал, так не обеспечивается требуемой защиты металла шва и околошовной зоны от окисления кислородом;
— в связи с тем, что сварочный ток проходит постоянно по всей длине электрода это ограничивает максимально допустимый ток из-за опасности перегрева электрода и разрушения покрытия с последующим ухудшением стабильности процесса сварки и газовой защиты. В связи с этим, скорость наплавки при сварке ММА, как правило, ниже, чем при сварке МИГ/МАГ или FCAW.
Общие понятия
В зависимости от того какой полюс сварочного автомата подключен к держателю, определяется тип и особенности режима сварки:
- Сварка на прямой полярности предполагает подключение положительного полюса к соединяемым заготовкам (массе), и отрицательного к держателю электрода.
- Для выполнения работ при обратной полярности полюса меняются местами (плюс на держатель, минус на массу).
Несмотря на то, какая полярность электродов применяется, сварка на постоянном токе имеет общие особенности по сравнению с применением переменного напряжения:
- Благодаря тому, что направление движение электронов постоянное, при сварке не происходит чрезмерного разбрызгивания расплавленного металла. Именно поэтому сам шов получается более качественным, аккуратным.
- Полярность подключения электродов играет большую роль потому, что положительный и отрицательный элементы нагреваются по разному, а это оказывает влияние не только на глубину провара, но и количество переносимого с плавящегося электрода металла.
- В любом случае необходимо обеспечить качественный контакт провода с обрабатываемой деталью, только так можно обеспечить устойчивость и надежность сварочной дуги.
Сварка на прямой полярности
При таком способе подключения электродов большему нагреву подвергается заготовка, а не электрод. Такой режим характеризуется выделением значительно большего количества тепла.
Поэтому сварка на прямой полярности рекомендована для выполнения следующих операций:
- Резка металла любым типом электродов.
- Сварка заготовок значительной толщины.
- Работа с металлами, имеющими более высокую температуру плавления.
Именно в этих случаях требуется разогрев обрабатываемых деталей до более высоких температур, для выполнения этих работ требуется значительное тепловыделение.
Сварка на обратной полярности
В данном случае большему разогреву подвергается электрод, поэтому на заготовку передается меньшее количество тепловой энергии.
Благодаря этому электроды обратной полярности позволяют выполнять работы в более мягком (деликатном) режиме.
Это актуально во многих случаях, например, сварка нержавеющей или тонкой листовой стали, сплавов, чувствительных к тепловому воздействию.
Так же такое подключение используется для работ в среде защитных газов или под флюсом.
Как пользоваться?
Технология применения устройства не отличается сложностью. В первую очередь присоединяется сварочный кабель, после чего приступают к монтажу.

Большинство агрегатов оснащено включателями, активирующими магнитное поле. В состоянии покоя магнит не будет притягиваться к поверхности.
Для ввода в эксплуатацию нужен один человек. После контакта с рабочей плоскостью необходимо активировать прибор. По окончанию этих действий зажим в рабочем режиме.
После завершения работ следует произвести вышеописанные действия в обратном порядке. Не пытайтесь отделить от детали включенное устройство – многие модели обладают достаточно большой прочностью на отрыв. Кроме того, это может вывести из строя фиксатор.
По окончании работ следует немедленно очистить контактную поверхность магнита от металлической стружки, поскольку она негативно влияет на силу притяжения.
Виды дуговой сварки
РД сварка металлоконструкций может проводиться разными способами, которые могут отличаться технологией, видами используемого оборудования и расходных материалов.

Выделяют несколько классификаций, которые пользуются высоким спросом:
- в зависимости от вида механизации — механизированный или автоматизированный способ;
- в соответствии с видом и полярностью тока;
- тип электрической дуги;
- разновидность используемой защиты сварочной области;
- в зависимости от используемых электродов.
Но стоит учитывать, что каждый вид имеет подвиды сварочного процесса. Каждый из них имеет определенную технику проведения. Все же стоит рассмотреть каждую классификацию сварки с использованием дуги.
В соответствии с автоматизацией сварных работ выделяют:
- Ручного типа.
- Полуавтоматическая — подача проволоки для сварочного процесса осуществляется автоматически, а движение электрода производится вручную.
- Автоматического вида — передвижение проволоки и электрода производится автоматически.
В зависимости от вида и полярности тока сварка бывает:
- С использованием постоянного тока. Осуществляет соединение поверхностей при помощи тонкого шва.
- С применением высокочастотного тока. Плавление электрода осуществляется струйно, устраняются прорези, привариваются прихваты.
- Импульсная.
- С применением переменного тока. Обычно эта технология применяется для разрезания металлических листов.
В зависимости от типа защитного средства от влияния кислорода:
- шлаковая;
- флюсовая;
- инертно-газовая.
Стоит отметить! Все способы защиты могут зависеть от условий и целей рабочего процесса. Главное назначение состоит в предотвращении попадания в сварочную область кислорода, который негативно влияет на прочность шва.
В зависимости от видов используемых электродов:
- Плавящийся стержень с обсыпкой. Используется для формирования сварочной зоны и соединения кромок.
- Неплавящийся стержень из вольфрама. Применяется для формирования напылений, восстановления поврежденных или разрушенных заготовок, наваривания наплывов.
В соответствии с условиями горения выделяют:
- Открытая дуга. Она видима, но наблюдение за ней должно производиться через специальные средства для защиты глаз. Открытый вид применяется при проведении ручной технологии и сварок с защитными газами.
- Закрытая. Вид дуги невозможно увидеть визуально. Она присутствует в составе расплавленной металлической смеси — флюсе, шлаке.
- Полуоткрытого вида. Дуга видна. Но видеть возможно только одну часть. Первая имеется в металле, а вторая располагается над ним. Наблюдать за сваркой рекомендуется только через элементы для защиты глаз. Этот вид дуги используется при сваривании алюминия автоматическим способом.
По способу защиты сварной ванны:
- без использования защитных элементов — голый электрод, стабилизирующее покрытие электрода;
- применение шлаковой защиты — под флюсом, толстопокрытые стержни;
- шлакогазовая защита — стержни толстопокрытого типа;
- газовая защита — в газовой среде;
- комбинированные защитные средства — среда из газа, покрытие, флюс.