
Размеры
Магнитные приспособления отличаются небольшими габаритами
, которые и делают их такими востребованными. Параметры длины, ширины и высоты оснастки с магнитами могут варьироваться, но независимо от модели и производителя все они компактны и удобны в работе. Средний вес изделия составляет порядка 1 кг.
Самым важным показателем является сила притяжения
(удержания или прижима) магнитных уголков. Производители и поставщики могут указывать этот параметр в фунтах (LBS или lbs) и в килограммах (кгс). Максимальная величина этого показателя равняется 34 кгс или 75 lbs. Также можно встретить следующие величины: 11; 13; 22; 23; 24 кгс и другие.
Важно!
Чем выше данный параметр, тем более тяжелые детали магнит может “держать” и тем лучше осуществляется фиксация. Не стоит для принятия решения о покупке принимать в расчет размеры в сантиметрах, лучше смотреть на силу притяжения.
В зависимости от поставленных задач следует выбирать необходимую модель.
Как склеить стекло
Для склеивания треснувшего стекла понадобится воспользоваться прозрачным клеем. Если сделать все правильно, то после окончания работ на стекле не будет видно никаких следов. Инструкция по применению прозрачной холодной сварки по склеиванию стекла имеет следующий вид:
- Для начала нужно подготовить поверхность. От качества выполнения подготовки зависит эффективность приклеивания стекла. Поверхность стекла следует очистить от загрязнений, а также обезжирить
- Когда поверхность готова к приклеиванию, надо приступать к подготовке клеящего состава. Если используется жидкая консистенция, то вещество соединяется с отвердителем. При использовании сухой сварки нужно соединить вещества и размешать их до получения однородной консистенции. При работе с жидким клеем понадобится использовать подручные средства, исключив контакт с кожными покровами. Сухую сварку также нельзя брать в руки, поэтому работать необходимо в медицинских перчатках
- После того, как смесь будет готова к применению, ее следует сразу же наносить. Оставлять состав на время более 3-5 минут нельзя, так как снижаются клеящие свойства, а также происходит отвердение средства
- Соединить детали и прочно прижать их. Оставить на время, пока состав не высохнет. Обычно время высыхания указывается производителем на упаковке. Когда состав полностью застынет, можно приступать к зачистке клеящего шва
Таким простым и быстрым способом можно склеить стекло, используя для этого холодную сварку. Соединительный шов получается достаточно прочным, поэтому даже при разбивании стекла можно наблюдать такую картину, что оно не трескается в месте склеивания.
Комплектация изделия
Сварочные инверторы самостоятельно делают достаточно редко. Это электронное устройство требует неоднократной проверки, специфических знаний и опыта. Самоделку на основе трансформатора сделать проще и, поскольку работать она должна от бытовой сети (чаще 220 В), то для выполнения мелкого домашнего ремонта этого аппарата будет вполне достаточно.
Сварочный инвертор на сеть в 220 В собирается по схеме, которая используются для приборов, работающих от промышленной трехфазной сети. Нужно знать, что эти аппараты будут иметь КПД на 60% выше, чем оборудование, приспособленное на однофазную сеть.
Cварочник из трансформатора изготавливается без дополнительных узлов, в комплектацию входит:
- трансформатор (можно сделать самому);
- изоляционный материал;
- держак сварочного стержня;
- ПРГ-кабель.
Более сложные изделия инверторы комплектуются:
- трансформатором;
- инвертором;
- системой вентиляции;
- амперным регулятором.
Блок питания простого сварочника
Самодельные сварочные трансформаторы — простое оборудование для редкого ремонта. Магнитопроводом может служить статор. Первичная намотка будет подключаться к сети, вторичная рассчитана для получения электродуги и выполнения работ. Обмотка трансформатора состоит из медного провода или ленты (до 30 метров).
При сварке рекомендуется использовать электрод диаметром 3-4 мм. Сердечник трансформатора делают в форме подковы, его площадь сечения — около 50 кв см. Этих параметров достаточно для максимальной мощности.
Первичная намотка делается медной полосой с хлопчатой изоляцией. Можно использовать «голый» магнитопровод и заизолировать его отдельно. Полосками из хлопчатой ткани обматывают провод и пропитывают любым лаком для электротехнических работ. Вторичная обмотка наматывается после изолирования первичной. Сечение первичной обмотки 5-7 кв. мм, сечение вторичной — 25-30 кв. мм. После изоляции проводят тестирование параметров: может потребоваться большее количество витков.
Сварочный аппарат инверторного типа имеет более сложное устройство, может работать на постоянном или переменном токе и обеспечивает лучшее качество шва
Но если в быту требуется провести только точечную сварку (например при ремонте бытовой техники), то изготовление инверторного сварочника нецелесообразно. Если используется трансформатор от пылесоса или микроволновой печи, важно не повредить первичную обмотку. Вторичная обмотка в 80% случаев должна сниматься и переделываться, чтобы агрегат не перегревался
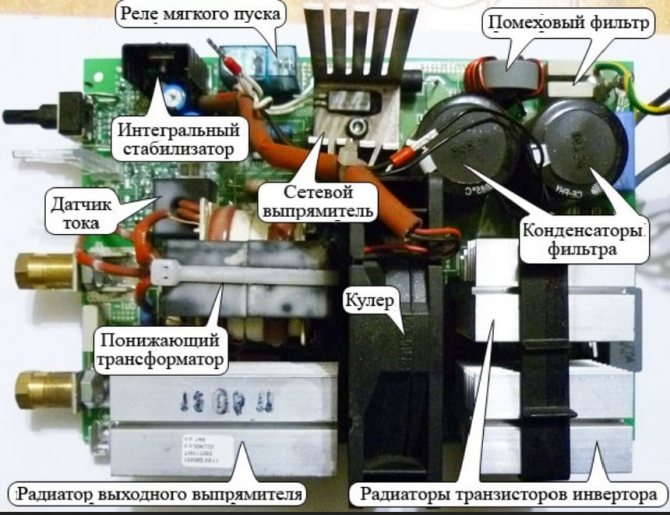
Блок выпрямителя
Блок выпрямителя преобразует напряжение переменного сигнала в постоянный и состоит из небольшого количества мелких деталей:
- диодные мосты;
- конденсаторы;
- дроссель;
- вольтдобавка.
Выпрямитель собирается по принципу мостовой схемы, где на входе подается переменный ток, а с выходных клемм выходит постоянный. Оба устройства — трансформатор и выпрямитель для сварочника — оснащаются блоком принудительного охлаждения. Можно использовать кулер от блока питания компьютера.
Блок инвертора
Блок инвертора преобразует постоянный ток с выпрямителя в переменный и выдает напряжение до 40 В, силу тока до 150 А.
Инвертор работает по следующей схеме:
- С розетки переменный ток (частота 50-60 Гц) поступает на выпрямитель, где выравнивается частота.Ток поступает на транзисторы, где постоянный сигнал преобразуется в переменный с увеличением частоты колебаний до 50 кГц.
- Понижение напряжения высокочастотного потока на понижающем трансформаторе с 220 до 60 В. При этом увеличивается сила тока. Благодаря увеличению частоты в катушке инвертора используют лишь минимально допустимое количество витков.
- На выходном выпрямителе происходит последнее преобразование электропотока в постоянный с большой силой и низким напряжением, который оптимально подходит для качественной сварки.
В сварочном приборе кроме главных этапов происходит корректировка силы тока, обеспечивается оптимальная вентиляция. Изготовить инвертор самому можно, руководствуясь подробной схемой.
3 Правильный выбор транзисторов и других элементов электросхемы
Силовые ключи (именно так называют транзисторы) требуется подбирать максимально грамотно. Ваш аппарат не будет качественно функционировать, если не выполнить данное условие. Чтобы правильно выбрать ключи, нужно рассчитать (приближенно) величину мощности инвертора, который вы хотите получить. Допустим, при 24-вольтном напряжении (усредненная величина, при которой электродуга стабильно горит) вы планируете получить дугу не менее 160 ампер.
При умножении 160 на 24 у нас выходит показатель мощности (полезной), которую сможет отдавать инверторный самодельный аппарат. В нашем примере – это 3,48 киловатт. Если коэффициент полезного действия будет составлять 85 процентов, транзисторы обязаны суметь пропустить через себя те самые 3,48 киловатт, умноженные на КПД. В итоге получаем финальную величину около 4,5 киловатт. Это число является показателем общности ключей. Зная его, можно определить и показатель силы тока, которую будет выдавать аппарат.

В тех случаях, когда конструируется сварочный агрегат для подключения к бытовой сети (220 вольт), сила тока будет равняться 20 амперам (разделили 4500 ватт на 220). Как видим, нам понадобятся транзисторы, которые способны обеспечить ампераж в 20 единиц. И ни одного ампера меньше!






Теперь давайте разберемся с тем, какое напряжение должны иметь силовые ключи. Данный показатель в транзисторной мостовой (стандартной) схеме выбирается на уровне 400 вольт. Некоторые умельцы уверяют, что лучше установить ключи с большим вольтажом (вплоть до 1,2 кВ). Поверьте, делать этого не следует. Добавим, что специалисты практически единодушно советуют покупать транзисторы IGBT. Впрочем, вы можете использовать силовые ключи и других производителей (IR, MOSFET и другие).

Советы по построению силовой схемы:
- мост чаще всего монтируется на двух радиаторах;
- диоды (их выводы) располагают напротив ключей;
- для минимизации потерь мощности на транзисторах в схему добавляются специальные снабберы с конденсаторами.
2 Как выполнить обмотку сварочного трансформатора?
Обмотку можно делать из ПЭВ-провода с большим числом отдельных жил общим сечением около 0,7 миллиметра. Данный вариант простой, но не самый лучший. Дело в том, что между жилами имеются воздушные зазоры, которые снижают площадь сечения примерно на треть. Подобной проблемы не наблюдается тогда, когда намотка осуществляется при помощи жестяных медных полосок толщиной порядка 0,3 миллиметров.
Применять следует именно тонкие полоски, чтобы избежать так называемого «эффекта Skin». При появлении этого эффекта образуется чрезмерный нагрев трансформаторного устройства и выход его из строя из-за того, что большие по толщине полосы сформируют такую сердцевину, которая просто-напросто не будет функционировать. Термопрослойку лучше всего изготавливать из бумаги, закладываемой в ксерокс, либо из той, которая используется на кассовых установках.

Второй вариант предпочтительнее, так как «кассовая» бумага имеет большую длину, что упрощает ее намотку. Кроме того, она не рвется за счет своих достаточно высоких механических свойств. Выполнять вторичную обмотку желательно также из медных полосок. Друг от друга их обычно отделяют при помощи прослойки из фторопласта. После намотки «вторички» не забудьте уложить термическую прослойку (опять же таки из указанной выше бумаги).
Трансформаторное устройство, которое во время использования инвертора будет активно нагреваться, следует в обязательном порядке оснастить вентиляторами. Подойдут 0,15-амперные кулеры, которые стоят в старых компьютерах. При желании разрешается взять и более мощные охлаждающие механизмы, но только в том случае, если вы думаете применять инвертор очень активно.

Конфликт прав продавца и покупателя
Права покупателя определяет статья 18 закона 2300-1.
Покупатель может:
- требовать заменить товар на другой такой же модели, качества, стоимости;
- требовать поменять товар на другой с доплатой;
- требовать соразмерно снизить стоимость, если обнаружены дефекты;
- требовать бесплатно устранить выявленные недостатки;
- расторгнуть договор купли-продажи и вернуть деньги.
Однако возврат или замена качественного товара возможны, если на продукции отсутствуют следы использования. Все пломбы, этикетки должны быть сохранены. Их отсутствие станет поводом для отказа в выполнении требований. У покупателя есть 14 дней, чтобы вернуть качественную продукцию (п. 1 ст. 25 закона 2300-1). В ином случае возврат возможен только при наличии брака.
Однако клиенты научились использовать закон 2300-1 в своих целях. Например, купив и аккуратно использовав вещь в течение установленного срока, они возвращают её в магазин. В результате потребительские свойства продукции ухудшаются.
Ввиду отсутствия отдельного закона, защищающего права продавцов, компании создают собственные механизмы борьбы с произволом клиентов. Вопрос рекомендуют проработать на начальных этапах функционирования компании. Для этого разрабатывают схему защиты прав продавца, фиксируя в соглашении пункты, несколько ограничивающие права покупателя. Такие договоры не всегда правомерны (п.1 ст. 16 закона 2300-1). Их можно оспорить в суде. Но грамотно составленное соглашение снижает риск возникновения конфликтов.
Настройка оборудования инверторной сварки
Прежде всего необходимо проверить блок питания (заранее отключенный), подключив к блоку управления, и можно включить. На индикаторе должны загораться все восьмерки, далее нужно включить осциллограф в проводки Out1 и Out2.
https://moyakovka.ru/youtu.be/f78SVlwbuhI
- Держите под контролем присутствие двухполюсных импульсов с частотой 40-50 кГц, которое не должно быть меньше 1,5 мкс. Промежуток времени достаточно несложно скорректировать, поменяв напряжение на входе.
- Далее необходимо осциллографом провести проверку напряжения на затворах ключей. Там целесообразно присутствие прямоугольных импульсов с фронтами не больше 500 нс. Если все данные сходятся, то можно приступать к сборке схем инвертора и подключить его к сети питания.
- На индикацию в первую очередь будут подведены восьмерки, далее должно сработать включение реле, и при правильной работе индикатор отобразит 120 А. Если восьмерки все же еще горят, это говорит о том, что напряжение в сварочных проводках не должно быть 100 В. Найдите неполадку и устраните ее.
- Если все правильно, то установите задачу 20 А и включите в сварочные проводки нагрузочный реостат сопротивлением 0,5 Ом. Он должен выдержать напряжение не меньше 60 А. К выводам шунта подключайте вольтметр магнитоэлектрической системы со шкалой на 75 мВ.
Рассмотрим для примера прибор Ц 4380. На внешнем инверторе попытайтесь изменить задачу тока и по отображению вольтметра проконтролируйте ток. Он будет сменяться соответственно выставленной задачи 50 А. При показаниях вольтметра, которые не совпадают с 50 А, на отключенном инверторе припаиваем сопротивление R3.
Используя кнопки, кликайте по ним и попытайтесь сменить задачу тока. При удерживании любой из кнопок смена задачи тока должна происходить при помощи автоматики. Смена задания тока производится согласно смене напряжения на конденсаторе. Кликайте одновременно обе кнопки. Перейдите в режим воспроизведения температуры, и если сведения окажутся неправильными, то подбор сопротивления резистора R2 приведет к более точным показателям.
https://moyakovka.ru/youtu.be/bZlG5OzDhas
Если все совпало, можете попытаться варить. Для начала достаточно одной минуты работы током 120 А, затем выключайте инвертор из электросети и ищите сильно накалившийся радиатор. В этот радиатор вмонтируйте датчик измерения температуры.
Достоинства и недостатки оборудования
Устройства на основе электрической схемы инверторного сварочного аппарата имеют следующие положительные характеристики:
- Компактные размеры готового аппарата. Устройства весят не более 12 кг, что облегчает сварку сложных конструкций и работу в труднодоступных местах.
- Высокий коэффициент полезного действия, что объясняется сниженным потреблением энергии, необходимой для нагрева механизмов. Устройства старого образца быстро выходят из строя по причине постоянного повышения температуры трансформатора.
- Наличие дополнительных функций, исключающих возникновение ошибок при сварке. К ним относят защиту от залипания, автоматический розжиг дуги.
- Наличие возможности программирования некоторых инверторов. Эта функция позволяет сварщику быстро настраивать оборудование на нужный режим, соответствующий виду свариваемых материалов.
- Универсальность. Регулировка тока в широком диапазоне позволяет использовать инверторы для сварки элементов из различных металлов по любой технологии.
Рекомендуем к прочтению Как работает инверторный аппарат для сварки
Инверторные приборы имеют и недостатки:
- Высокая стоимость агрегатов. Самостоятельное изготовление помогает удешевить устройство.
- Выход из строя транзисторов при сборке сварочного инвертора своими руками. Особенно часто такое наблюдается при использовании доступных деталей китайского производства.
- Затраты на обслуживание и ремонт оборудования.
- Особенности электрических схем, не позволяющие применять аппарат в сложных условиях, например в морозную или ветреную погоду. Для работы на улице требуется организация закрытого отапливаемого рабочего места.
Силовой блок
Основой силового блока сварочного инвертора является трансформатор, за счет которого снижается величина напряжения высокочастотного тока, а его сила – увеличивается. Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Каждый ее слой для обеспечения термоизоляции обматывается лентой от кассового аппарата, которая демонстрирует хорошую износоустойчивость. Вторичная обмотка трансформатора формируется из трех слоев медных полос, которые изолируются между собой при помощи фторопластовой ленты. Характеристики обмоток трансформатора должны соответствовать следующим параметрам: 12 витков х 4 витка, 10 кв. мм х 30 кв. мм.
Многие пытаются сделать обмотки понижающего трансформатора из толстого медного провода, но это неверное решение. Такой трансформатор работает на токах высокой частоты, которые вытесняются на поверхность проводника, не нагревая его внутреннюю часть. Именно поэтому для формирования обмоток оптимальным вариантом является проводник с большой площадью поверхности, то есть широкая медная полоса.

Самодельный выходной дроссель инвертора
В качестве термоизоляционного материала можно использовать и обычную бумагу, но она менее износоустойчива, чем лента от кассового аппарата. От повышенной температуры такая лента потемнеет, но ее износоустойчивость от этого не пострадает.
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела
Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.

Проверка выходного напряжения тестером
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.




Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Использование осциллографа для диагностики инвертора
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
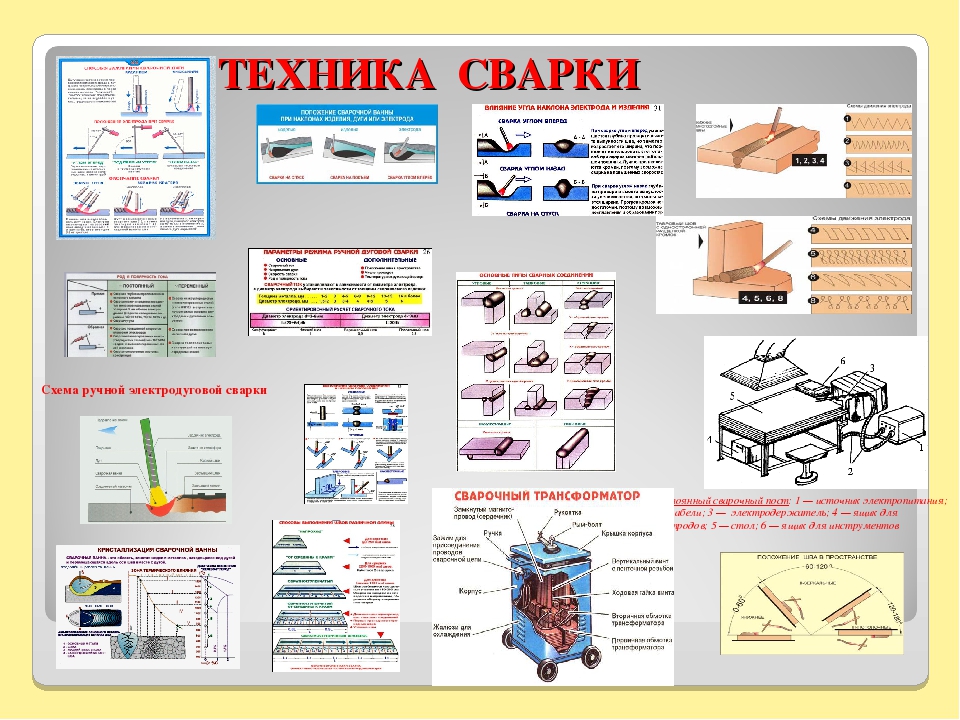
Сборка сварочного оборудования
Различают несколько моделей сварочных работ, которые используют для иных видов инверторов: это сварка ручная, аргонодуговая, плазменная или полуавтоматическая резка металла. Инверторная современная сварка своими руками — это быстро внедряемое новшество, которое обеспечивает достаточно устойчивое горение автономно от колебаний тока в электросети и не очень сложно в разжигании. Какой же секрет кроется в этой популярности инверторного оборудования?
Инверторная сварка обеспечивает достижение стабильного и отличного сварочного шва.
- Сварочное оборудование складывается из электросхем, которые способствуют уменьшению подачи тока.
- Непостоянный ток попадает к выпрямителю, далее модуль перестраивает ток с высоким качеством, затем подает его к сварочному трансформатору. Особая конструкция такого оборудования позволяет снизить во много раз массу трансформатора и делает его очень простым и подвижным в эксплуатации.
- Инверторная сварка является необходимым аппаратом в домашнем использовании, нередко ее эксплуатируют в стройке, авторемонтных мастерских, при монтаже несложных конструкций из металла. Для работ с помощью этого аппарата не требуется специального обучения, будет достаточно небольших знаний о сварочных работах.
Схема сварочного полуавтомата.
В сборку инверторного оборудования входит три основных модуля: входной и выходной выпрямитель, а также инверторный модуль. Входной преобразователь конструируется из мощнейших диодов советского выпуска.
Далее к делу приступает накопитель, который выступает в качестве конденсатора, предназначенного на напряжение не меньше 300 В. Затем продолжает работу специальный модуль, который содержит трансформатор с высокой частотой, он создает однополярные или двухполярные импульсы.
Все детали аппарата выполняют свои работы под сильным давлением, в связи с этим способствуют выделению большого тепла. В этом случае будет уместным применение кулера и мощнейших радиаторов, которые распространят ненужное тепло. Все скрепления должны быть достаточно крепкими, а корпус хорошо изолирован. Сегодня одним из лучших аппаратов для сварки является именно инверторная сварка.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.
Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
Подключение 15 В к ШИМ.
Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
При холостом ходе сила тока моста должна быть менее 100мА.
Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения)
Это и есть рабочее колебание частот трансформатора.
Потребление моста 150мА.
Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В
Оптимальным является 340 В.
Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
Производители
CIMCO
– немецкая компания, предлагающая широкий ассортимент безопасного и качественного инструмента для различных сфер деятельности. Предприятие постоянно работает над внедрением современных технологий в производственный процесс.
– шведский промышленный концерн, один из лидеров рынка по производству и поставке продукции
Foxweld
– торгово-производственная компания, предлагающая широкий спектр качественной продукции для сварщиков: оборудование, инструмент, расходные материалы, аксессуары.
БАРС
– российский бренд сварочного оборудования и дополнительных приспособлений, безупречное качество которых обеспечивается строгой проверкой всех этапов производственного процесса. Производитель постоянно совершенствует свою продукцию.
Материалы для его сборки

Чертеж инверторного сварочного аппарата. Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.
Схема сварочного аппарата используется для сборки оборудования в домашних условиях с напряжением от электросети в 220 вольт.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8. Блок питания инвертора
Блок питания инвертора.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная. Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра.
- Первая вторичная. 15 кругов проводом ПЭВ в диаметре 1 миллиметр.
- Вторая вторичная. 15 кругов ПЭВ в диаметре 0,2 миллиметра.
- Третья вторичная. 20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.





Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка
Стоит обратить внимание на одинаковость диаметров двух видов обмоток
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок

Изготовление сварочного инвертора. Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.