
Особенности улитки
Автор специально решил обратить внимание читателя на ряд моментов. Это поможет в дальнейшем избежать кое-каких ошибок
Например, разобравшись с устройством улитки и принципом ее функционирования, кому-то захочется собрать собственное приспособление, отличное от тех, чьи чертежи будут представлены ниже.
Такое устройство вполне (если речь идет об оборудовании, изготовленном своими руками), позволит гнуть образцы методом холодной ковки с сечением (стороной квадрата) не более чем 10 – 12 мм. Подразумевается модель улитки с «ручным управлением». С более же габаритными образцами в быту дела практически никто не имеет. Станок можно и усовершенствовать, установив привод и эл/двигатель.
Но насколько это рационально для небольшой домашней кузни?
- Холодная ковка осуществляется на малых скоростях. Резкое изменение геометрии металла ведет к появлению трещин (разрывов).
- Придется не только подбирать мощность эл/двигателя, но и передаточное число редуктора. Плюс к этому – монтировать схему автоматики с установкой соответствующих элементов (кнопки, пускатель и так далее). Все это значительно усложняет изготовление станка.
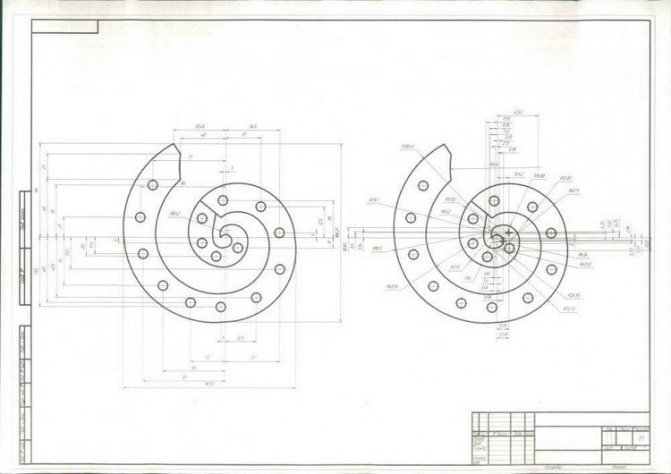
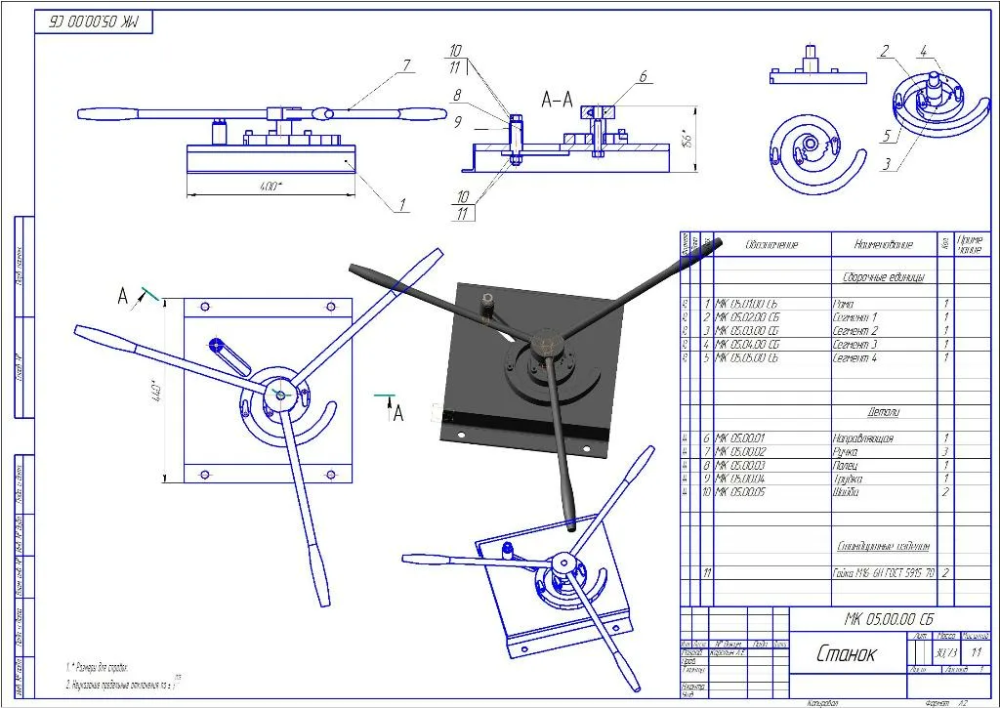
Чертежи станка с ручным приводом
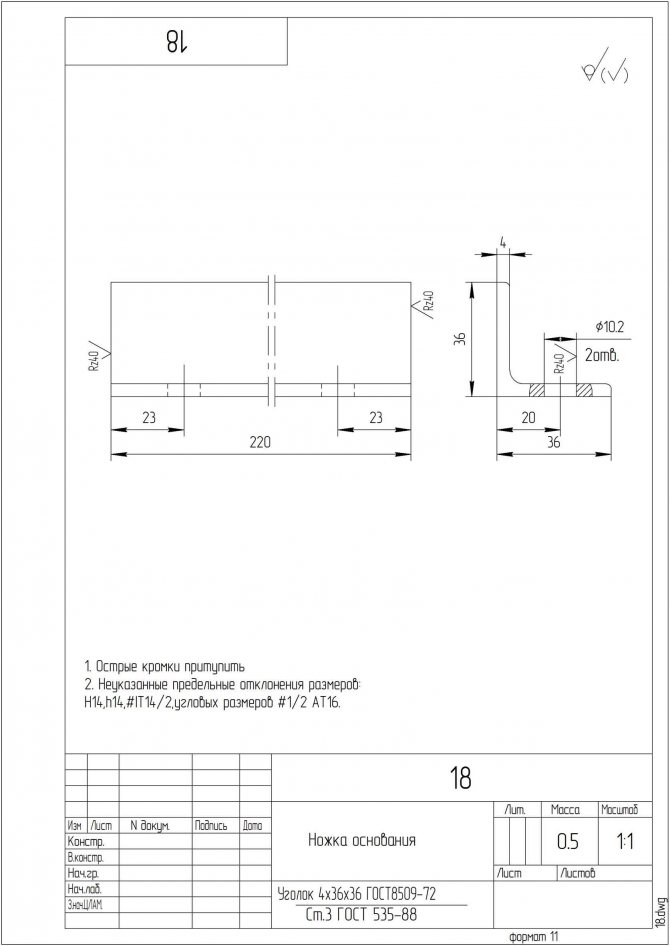
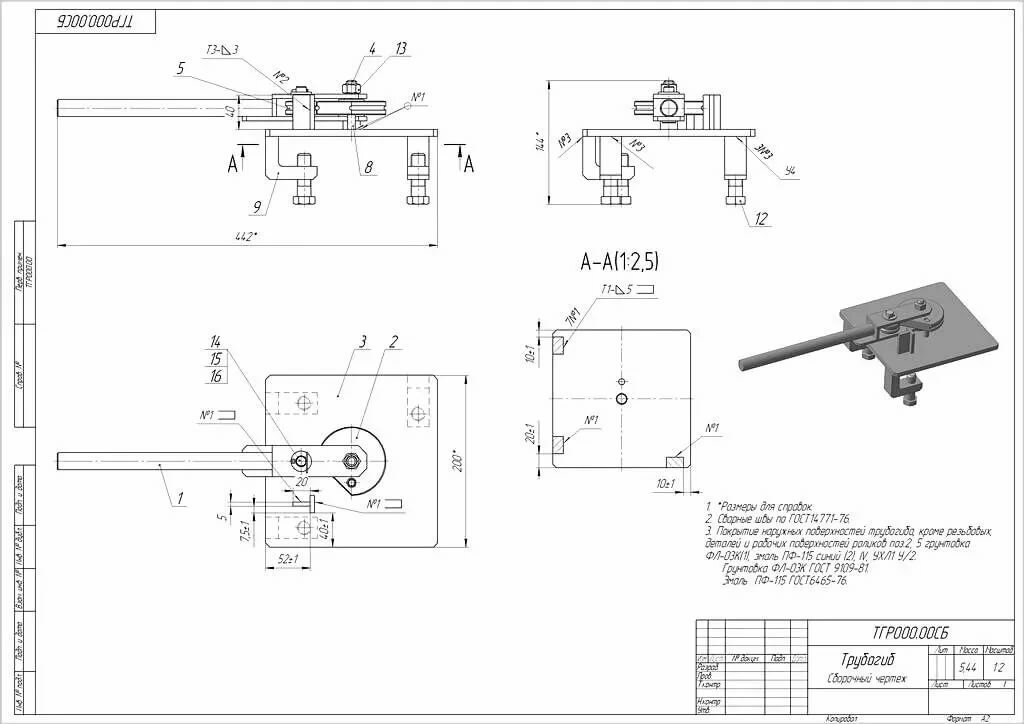
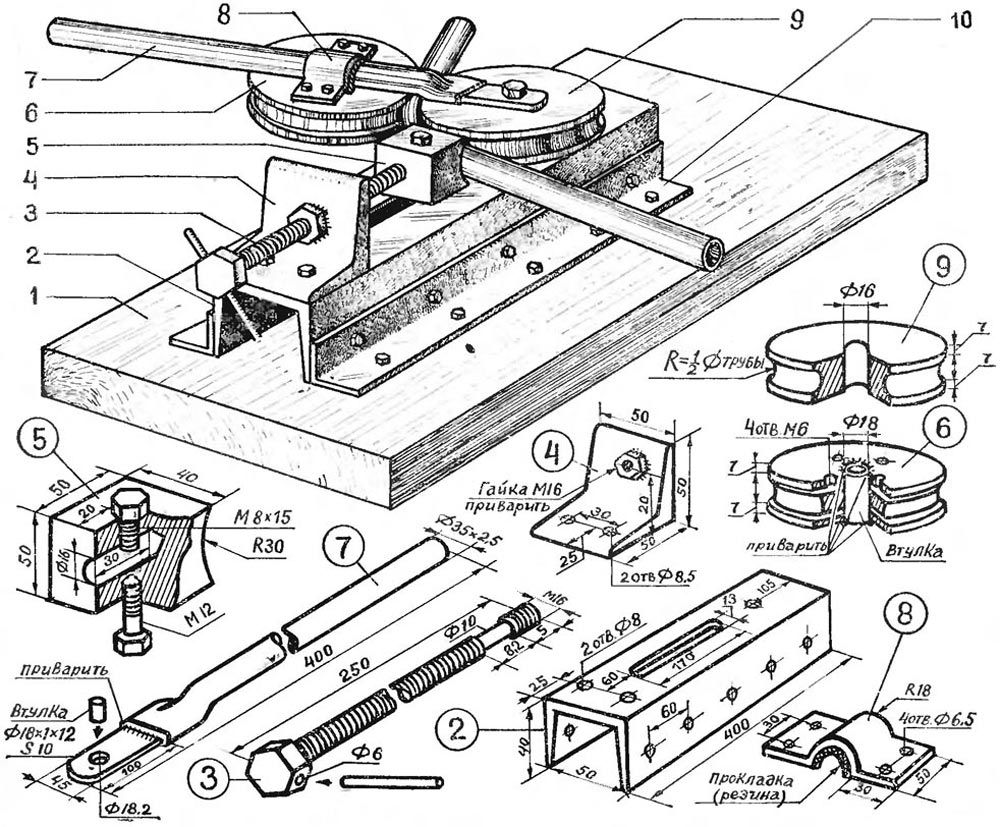
Рисунок 3. Чертеж ножки основания улитки. Станок, согласно данному чертежу (рис.1), смонтирован на основании, которое представляет собой плиту прямоугольной формы размерами 220х190 см.
Эта плита толщиной 5 мм имеет два отверстия. Одно из них круглое, диаметром 14 мм, для оси вала, а второе — овальное, шириной от 6 мм ближе к оси вала до 7 мм дальше от оси (рис.2). Это основание приварено к двум ножкам, которые имеют отверстие для их крепления (рис.3).
Ось вала имеет конусовидный конец. Она крепится намертво к основанию двумя гайками М14.
На ось свободно надевается приводная ось, которая имеет головку с двумя взаимоперпендикулярными сквозными резьбовыми каналами (рис.4).
В эти каналы закручиваются ручки.
К нижней поверхности основания приварены параллельные направляющие полозья (2 шт.) вдоль продолговатого отверстия.
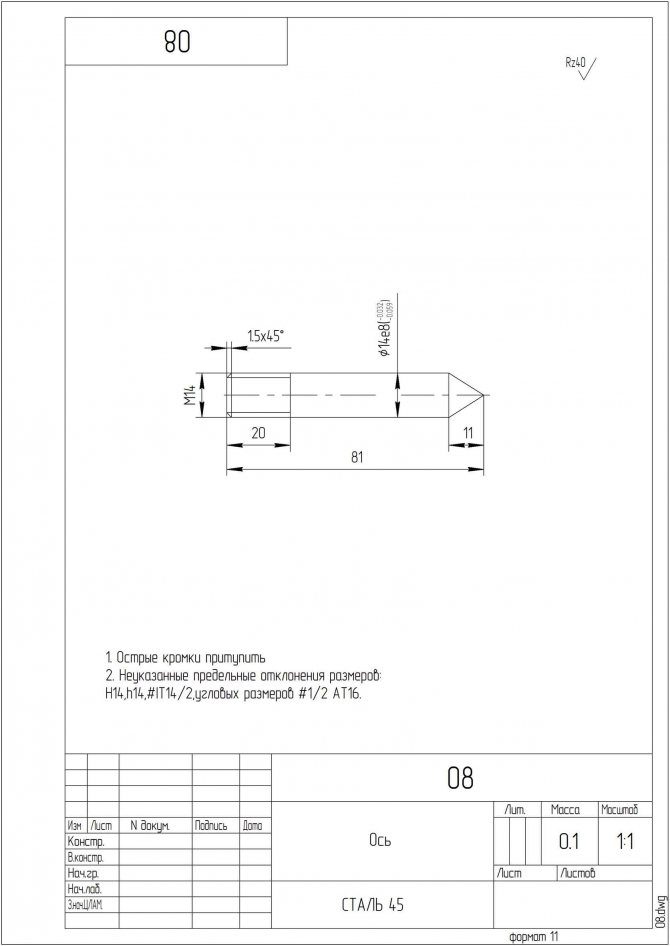
Рисунок 4. Чертеж оси улитки.
Спиралевидный элемент (собственно улитка) сборный. Он состоит из 4 элементов, соединенных между собой шарнирно штифтами, продетыми сквозь проушины (рис.5).
Каждый соединительный штифт сегмента улитки имеет рифленую головку.
Дуговидные проушины имеют отверстия под соединительный штифт. Они приварены к концам сегментов. Величина изгиба улитки регулируется специальными корректирующими винтами, которые ввинчены в соединительный конец каждого из трех сегментов так, что упираются в торец предыдущего сегмента.
Каждый корректирующий винт на одной торцевой поверхности имеет прорезь под плоскую отвертку.
Центральный сегмент улитки представляет собой эксцентрик с отверстием для приводной оси, первой частью спиралевидного элемента и фиксирующим вырезом. Фиксирующий вырез представляет собой эксцентрическое полукруглое углубление в первой части сегмента радиусом 7 мм, центр которого находится на расстоянии 8 мм от центра детали. Толщина центрального сегмента, как и других сегментов, составляет 25 мм.
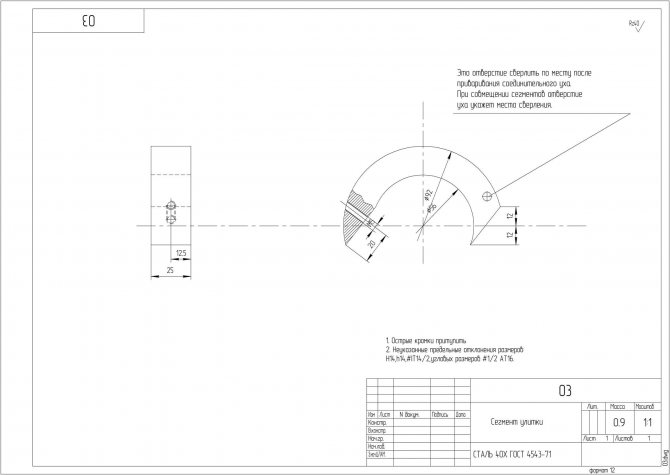
Рисунок 5. Чертеж сегмента улитки.
Эксцентрик с рифленой нижней частью, в поперечный канал головки которого вставлен барашек, уставляется внутрь направляющей. Последняя выставляется соосно с полукруглым вырезом приводной оси, а затем приваривается.
В продольное отверстие основания вставлен ползун, который прижимается снизу к основанию. Ползун вырезами фланца свободно входит между направляющими полозьями.
В верхнюю часть ползуна вкручена ось ролика, которая имеет шестигранную головку.
На ось ролика свободно надет сам ролик.
Таким образом ролик может занимать положение вдоль продолговатого отверстия основания и фиксируется в любом таком положении наворачиванием оси ролика на ползун.
Работа с данным устройством довольно проста. Для начала вставляется конец прута или полосы в углубление приводной оси. Поворачивая эксцентрик, используя барашек, заготовка зажимается между его нижним концом и стенками углубления. Для этого ролик подводится к заготовке, ось ролика наворачивается гаечным ключом на 12 на ползун, зажимая его. Заготовка укладывается между эксцентриком центрального сегмента улитки и роликом.
Далее поворачивают приводной ось по ходу движения часовой стрелки, наматывая заготовку поверх центрального сегмента. Когда заготовка намотана до конца центрального сегмента, к ней, используя соединительный штифт, присоединяется второй сегмент. Ролик при этом отодвигается в новое положение.
И так далее изгибается до придания заготовки нужной формы. Для снятия полученного изделия со станка барашком поворачивается эксцентрик и отпускается конец заготовки. Подняв приводную ось с эксцентриком и всей улиткой, последние вынимаются из изготовленной спирали.
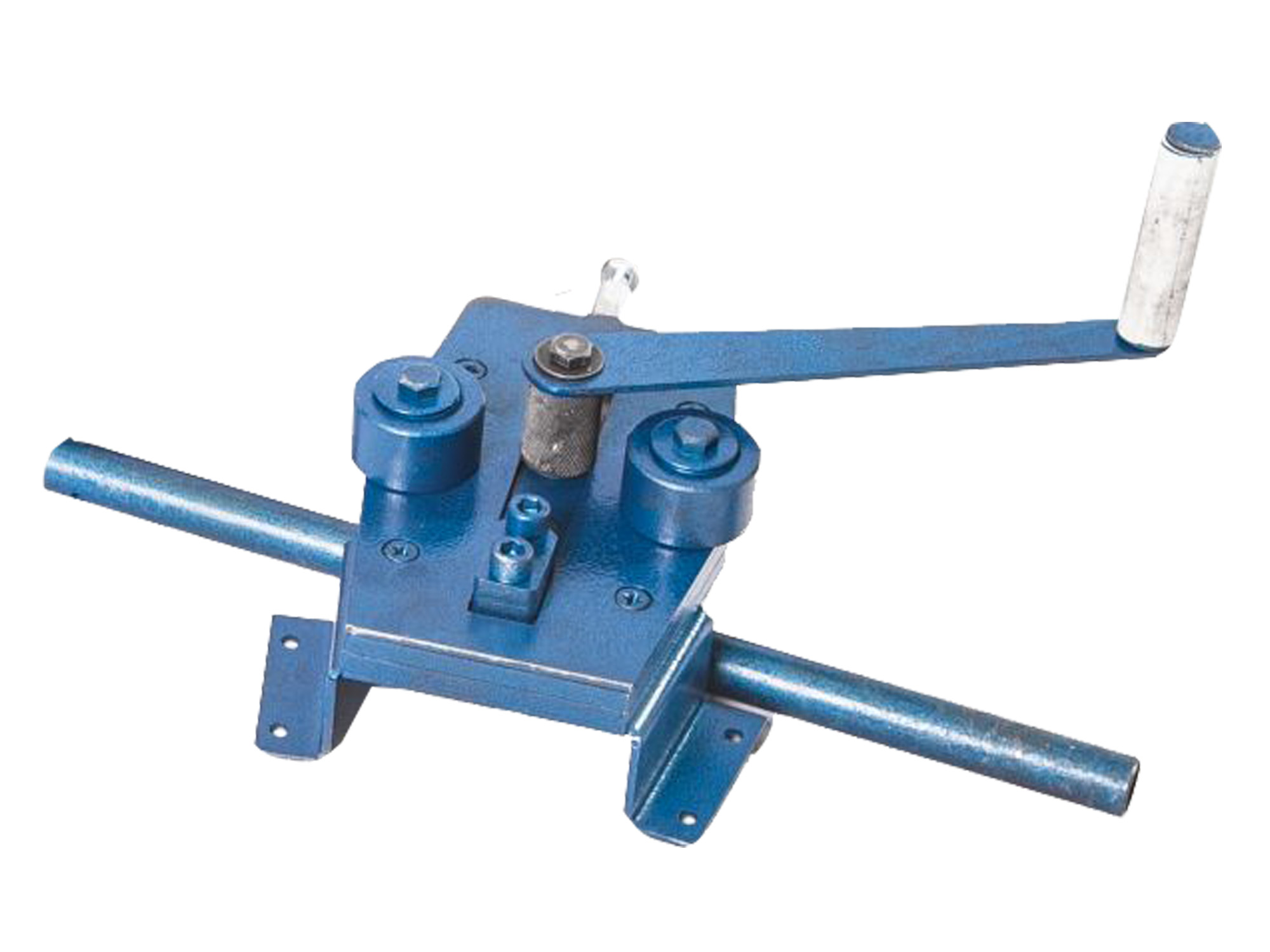
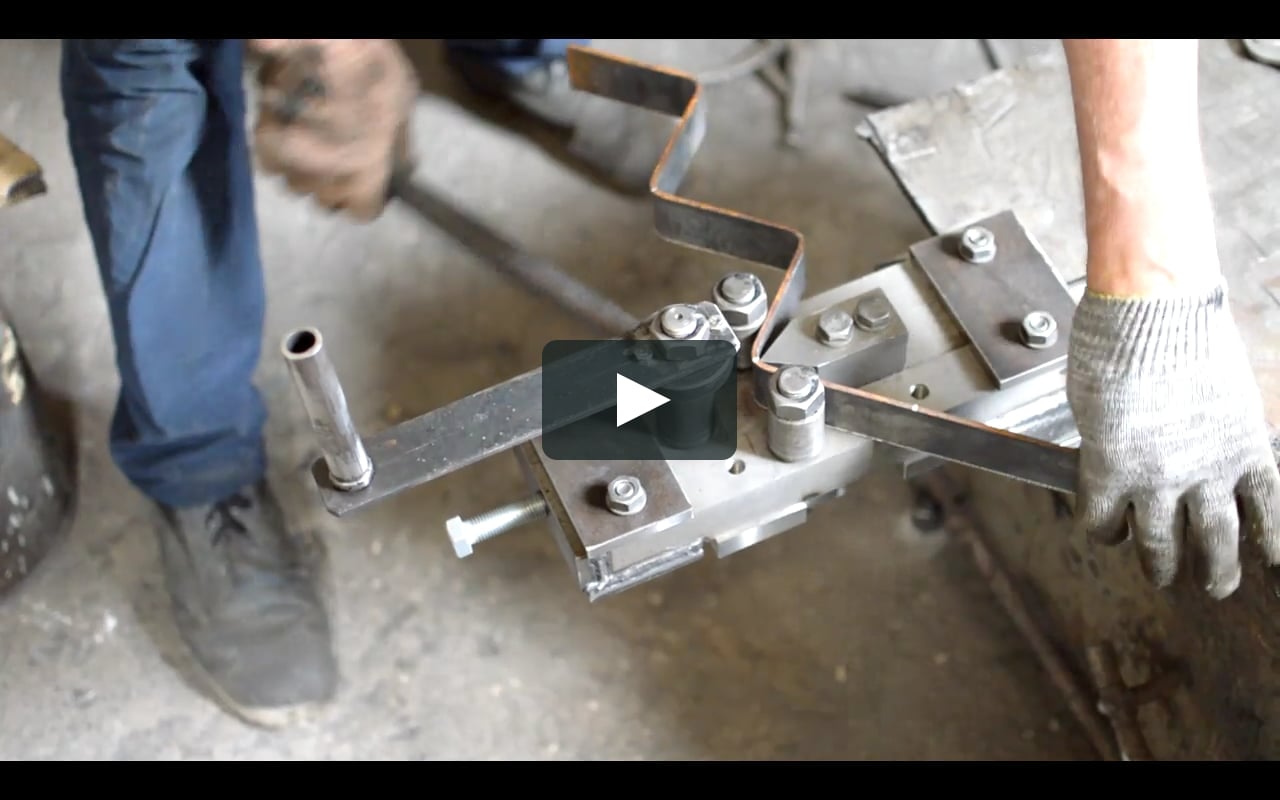
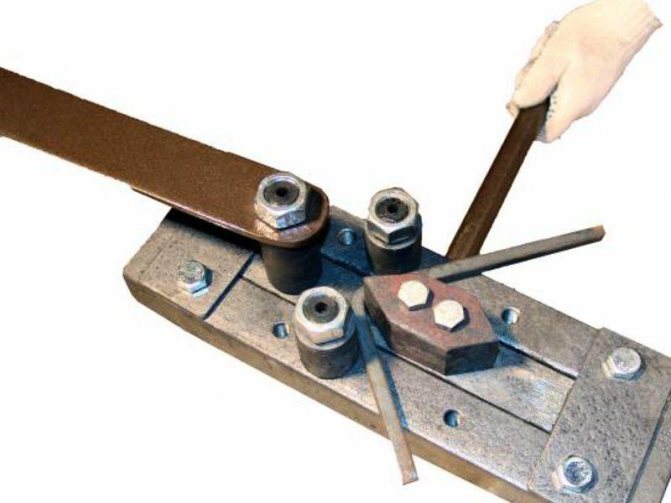
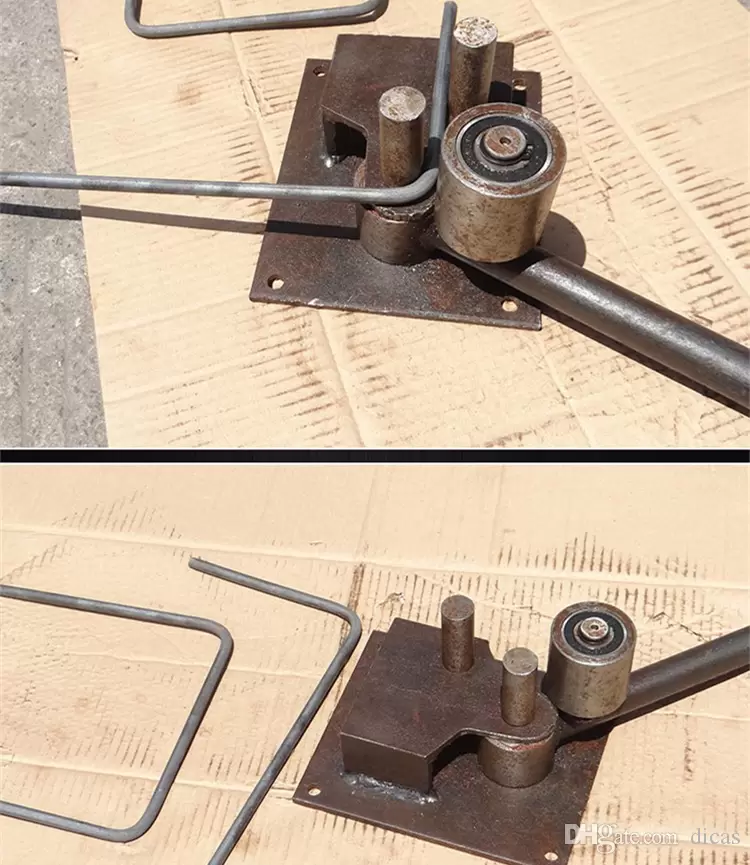
Станок для сгибания труб
 Главное, что может пригодиться при сборке подобного станка – это опыт. Опытные мастера отмечают, что под самодельным трубогибочным станком должна быть прочная и устойчивая основа, в качестве которой можно использовать металлический стол, наковальню или рабочую поверхность из профиля и стали. Для изготовления станка понадобиться несколько валов, которые можно купить на любой авторазборке или пункте приема металлолома.Каждый из валов представлен гладким металлическим цилиндром с осью вращения и толстыми стенами. Оба цилиндра фиксируются поверх стола, центральный же помещается над ними. Расстояние между крайними валами определяет угол изгиба трубы. При дополнениях в виде роликов и стопперов, расстояние, а следовательно и угол изгиба трубы, можно регулировать по своему усмотрению.
Главное, что может пригодиться при сборке подобного станка – это опыт. Опытные мастера отмечают, что под самодельным трубогибочным станком должна быть прочная и устойчивая основа, в качестве которой можно использовать металлический стол, наковальню или рабочую поверхность из профиля и стали. Для изготовления станка понадобиться несколько валов, которые можно купить на любой авторазборке или пункте приема металлолома.Каждый из валов представлен гладким металлическим цилиндром с осью вращения и толстыми стенами. Оба цилиндра фиксируются поверх стола, центральный же помещается над ними. Расстояние между крайними валами определяет угол изгиба трубы. При дополнениях в виде роликов и стопперов, расстояние, а следовательно и угол изгиба трубы, можно регулировать по своему усмотрению.
После фиксации цилиндров следует озаботиться организацией системы передачи крутящего момента. Для этой цели можно использовать ремни или цепные механизмы от старых советских авто или велосипедов. Наиболее оптимальный вариант механизма – с шестернями, которые следует установить на два крайних цилиндра, а также груз, расположенный по центру нижних валов. Один из крайних цилиндров оснастить ручкой от мясорубки. С помощью этой ручки на станок будет передаваться крутящее усилие.
Торсионы
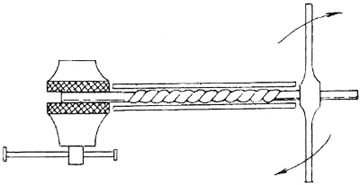
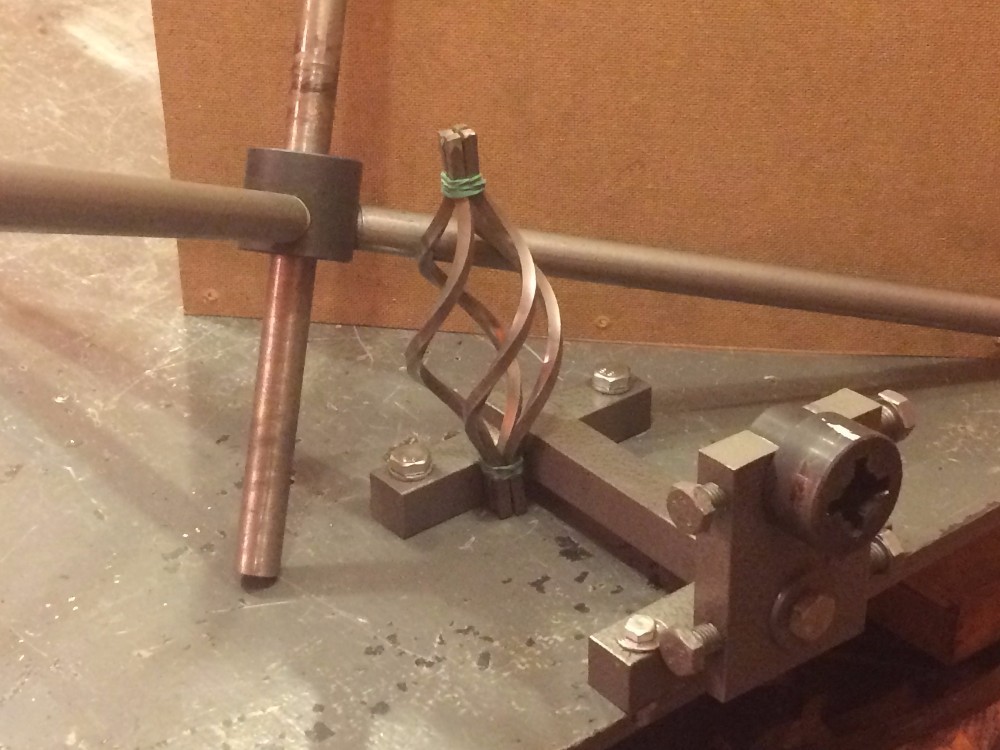
Торсионное скручивание прутка без станка
Скручивать для художественной ковки прутья винтом можно вообще без станка, см. рис. справа. Чтобы заготовка не согнулась у коренного (зажатого в тисках) конца, под дальний от них конец направляющей трубы нужно подставить деревянный чурбак или что-то вроде него с V-образным вырезом вверху; трубу лучше прихватить к этой опоре хомутом, а подставку закрепить на верстаке. Труба должна быть короче заготовки и по внутри примерно в 1,5 раза шире ее наибольшего поперечника, т.к. заготовка при скручивании стягивается и раздается вширь.
Торсионный станок для холодной ковки позволяет увеличить производительность и улучшить качество получаемых деталей. Рабочее усилие в нем передается на опору в значительной степени, поэтому станина нужна прочная, в виде хребтовой рамы из двутавра от 100 мм или пары сваренных швеллеров того же размера; профтруба будет видимо деформироваться. На опорной поверхности станину нужно надежно закрепить с помощью приваренных к ее концам лап из того же профиля, поз. 1 на рис.

Самодельные торсионные станки для холодной ковки
Заготовка – квадратный пруток – удерживается оправками-патронами с гнездами также квадратного сечения; они видны там же на поз. 1. Т.к. пруток при скручивании сокращается по длине, патроны в шпинделе и задней бабке нужно надежно фиксировать винтовыми зажимами. По той же причине задняя бабка выполняется скользящей. Для возможности скручивания отдельных участков заготовки применяется также скользящий ограничитель со вставкой с квадратным отверстием.






Если требуется сделать только забор для себя или что-то меньшее, можно на скорую руку соорудить торсионный станок из лома и подручных материалов, поз. 2. На том и другом станке в принципе можно получать и филаменты, вложив в патроны пучок из 4-х прутков вдвое меньшего размера. Но не думайте, что хороший фонарь или корзинку вам удастся сделать, просто подпихивая рычагом заднюю бабку. Получится нечто вроде того, что на врезке в поз. 1 и 2. Кузнецы называют такие казусы словом общеизвестным, но в литературной речи не употребляемым. Ветви филамента при скрутке его в простом торсионном станке нужно разводить вширь ручным инструментом, что сложно и не обеспечивает должного качества работы.
Красивые филаменты (поз. 3) скручиваются на торсионных станках с закрепляемой задней бабкой и винтовой подачей шпинделя, поз. 4. А теперь вернемся ненадолго к рис. с видами станков в начале, к поз. 2 на нем. Видите штуковину, обозначенную зеленым восклицательным знаком? Это сменный шпиндель. В комплекте их 2: гладкий для спиральной крутки по длинной оси заготовки и винтовой для скручивания филаментов. В таком исполнении станину сваривают из пары швеллеров с продольным зазором, а к задней бабке приваривают башмак с резьбовым отверстием под стопорный винт. Башмак нужен с подошвой от 100х100, т.к. фиксация задней бабки в режиме филамента фрикционная и лишь отчасти заклиниванием: стопорный винт дает только начальное прижимное усилие.
Об электроприводе торсиона
Электропривод самодельного торсионного станка
Работа на торсионном станке с ручным приводом шпинделя утомительна. Но главное – стабильного качества изделий такого, как на поз. 3 рис. с торсионными станками, добиться еще труднее. Причина – руками сложно создать равномерный по кругу вращательный момент, как и любым другим рычажным приводом. Поэтому торсионный станок для холодной ковки как раз тот случай, когда применение электропривода оправдано несмотря ни на что. Лучший вариант из подручных материалов – полуось ведущего моста заднеприводного автомобиля с зубчатой парой от дифференциала оттуда же, см. рис. справа; не забудьте только о защитном кожухе! Мотор – на 1,5-3 кВт и не более чем на 900 об/мин. Возможны и другие варианты конструкции, см. напр. ролик:
Виды, устройство и принцип работы улитки
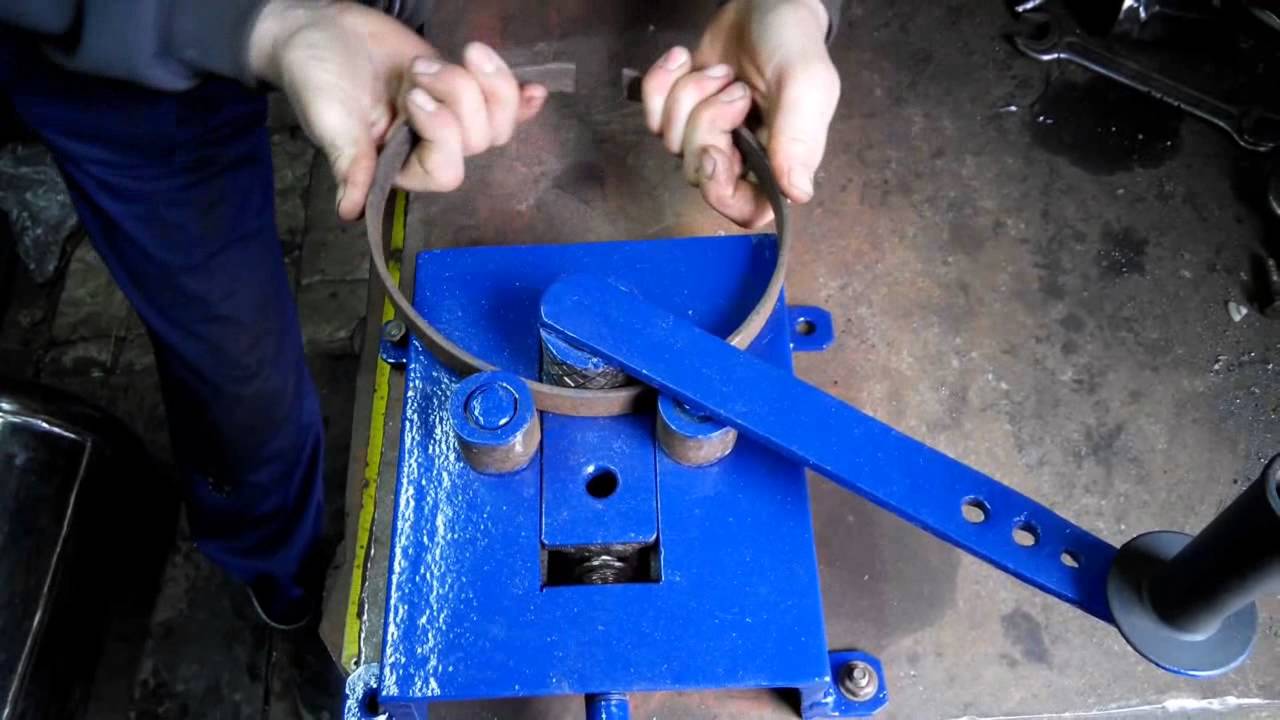
Применяется несколько разновидностей популярного станка. Все они, независимо от деталей устройства улитки, используют общий принцип работы. Полосу или пруток металла с силой прижимают к неподвижному шаблону или к подвижному лемеху улитки, заставляя принять заданную чертежом форму.
- монолитную неразборную улитку, использующую неподвижный металлический шаблон. Используется для производства серий одинаковых изделий
- съемную конструкцию — изгиб осуществляется вокруг штифтов, вставляемых в отверстия на массивной плите. Подходит для производства уникальных деталей сложной конфигураций, ограничено сечение прутка.
- Разборные улитки с вращением — более сложные по конструкции, но позволяющие получать идентичные изделия сложной формы с большой точностью
Как построить завиток?
Эскизов завитков для художественной ковки в интернете достаточно, но при попытках подогнать их размеры к требуемым для себя нередко оказывается, что изделие зрелищно проигрывает из-за вроде бы незначительного нарушения пропорций. Поэтому желательно также уметь строить ковочные шаблоны завитков, заведомо обладающие эстетическими достоинствами.
Шаблоны для холодной ковки художественных завитков – волют – строятся на основе математических спиралей. Чаще всего используется логарифмическая спираль; это одна из широко распространенных естественных форм, выражающая фундаментальные законы природы. Логарифмическая спираль обнаруживается и в раковине улитки-моллюска, и в нашем слуховом аппарате, и в форме скрипичного ключа в нотной записи; в грифе самой скрипки тоже.
Построение образующих шаблонов для холодной ковки на основе спиралей
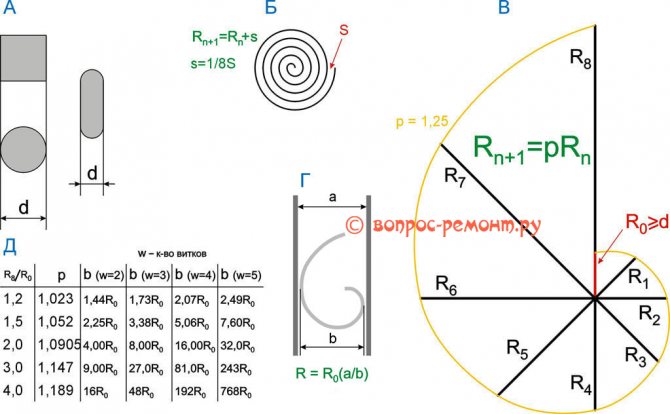
Принцип построения логарифмической спирали по точкам заключается в том, что при повороте образующего ее радиуса, начиная с некоего начального R0, на фиксированный угол φ, его длина умножается на показатель расхождения спирали p. Для волют p берут, как правило, не более 1,2, т.к. логарифмическая спираль расходится (раскручивается) очень быстро; на поз. В рис. для примера показана логарифмическая спираль с p = 1,25. Чтобы попроще построить спираль по точкам с достаточной для кузнечных работ точностью, принимают φ = 45 градусов.
В случае, когда требуется более плотная арифметическая спираль, при повороте образующего ее радиуса на те же 45 градусов к предыдущему радиусу прибавляется 1/8 шага спирали S, поз. Б. В том и другом случае R0 берут равным или большим поперечника d заготовки равномерного сечения, поз А. Если начальный конец заготовки заострен, R0 может быть и меньше d, вплоть до предела пластичности металла.
Осталось определиться, как уложить зрительно гармоничную спираль с заданный для нее размер проема a. Чтобы решить эту задачу аналитически, т.е. по формулам с любой заданной наперед точностью, придется решать уравнения кубические и высших степеней. Компьютерных программ для численного технического расчета волют в интернете что-то не обнаруживается, поэтому воспользуемся приближенным методом, позволяющим обойтись одним рабочим и, возможно, одним проверочным графическим построением. В его основе лежит предположение, что при небольших р суммы R2+R6 и R4+R8 сильно не различаются. Пошаговый алгоритм построения волюты для ковочного шаблона отсюда следует такой:
- исходя из наличного материала определяем R0;
- количество витков волюты w берем по принципу: как бог положит на душу левой задней лапы любимого кота;
- пользуясь данными таблицы на рис., рассчитываем поперечник волюты b такой, чтобы он был немного меньше ширины проема под нее a, см. поз. Г;
- рассчитываем рабочий начальный радиус R по формуле на поз. Г;
- строим по точкам профиль волюты в масштабе;
- при необходимости точно подгоняем R по той же формуле и строим профиль рабочего шаблона окончательно.
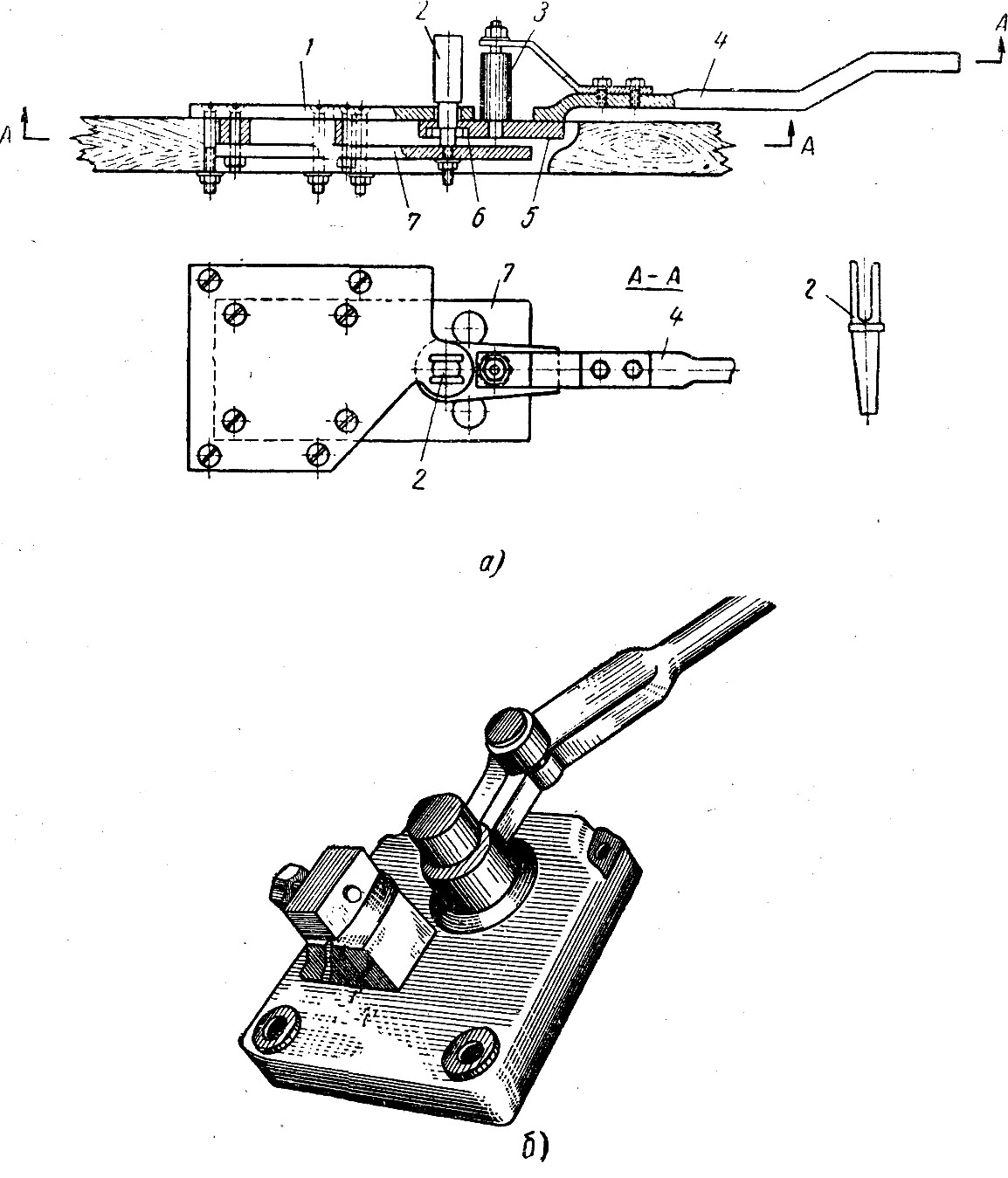
Твистеры
Издавна кузнецы вили завитки вхолодную по шаблону-оправке рожковым рычажным захватом, поз. 1 на рис. Способ это малопроизводительный и не для хлюпиков, но позволяет достаточно быстро и просто делать разнообразные гибочные оправки из обычной стальной полосы: концевой (упорный) рог рычага не дает шаблону податься под давлением заготовки. Серединный (обводной) рог желательно делать скользящим с фиксацией: работа пойдет медленнее, но, особенно в неопытных руках, точнее.
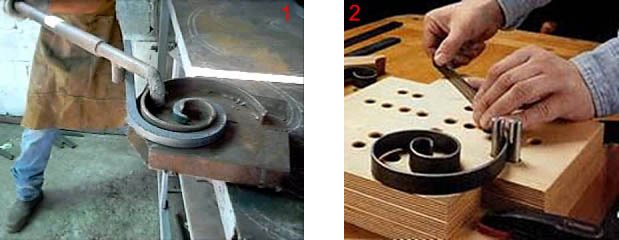
Простейшие приспособления для холодной художественной ковки
Другое простое приспособление для ручной фасонной гибки – прочная доска с опорным штырями – проставками, поз. 2; в качестве них подойдут обычные болты М8-М24. В зависимости от того, насколько вы дружны с домашним тренажером, работать можно с полосой до 4-6 мм. Выгибают полосу на-глаз, работа идет медленно, зато можно выводить узоры вплоть до Ильи Муромца на коне в полном вооружении или Будды в цветке лотоса. Последний, возможно, и совершенно ручной работы: люди, вполне освоившие хатха- и раджа-йогу, способны руками завивать в узор стальные арматурины.
Как она работает, и какой она бывает
По своей сути – это деформация металлических прутков в виде их загиба. Чтобы пруток деформировался без нагрева, его нужно жестко фиксировать к шаблону станка. Такой станок не для слабых рук: прокрутка и деформация производятся с помощью ручного усилия.
Улитка для ковки – чертеж.
Станок может работать в виде двух разных конструкций:
- Самая простая опция – приваренный шаблон к основанию. Это монолитный кондуктор с единственным вариантом завитка в форме шаблона.
- Вариант, дающий больше разнообразия в завитках – несколько модулей с завитками разного диаметра, которые крепятся на одно основание.
Ручной привод также может быть представлен в разных опциях:
- Рычагом может быть любое подходящее приспособление.
- Рычаг, который прикреплен к станине и приводится в движение подвижным подшипником.
- В конструкциях посложнее применяются целых три рычага, которые вращают ось и прикрепленный к ней кондуктор.
Как сделать улитку для холодной ковки, какую опцию выбрать – проще или сложнее? Выбор зависит опять-таки от целесообразности, иными словами – от ваших производственных планов: что вы собираетесь делать, с какой производительностью и в каком количестве?
Домашняя мастерская – оборудование, оснащение, размещение
Ковка дома, если речь не идёт о создании только красивого мангала или подставки под цветы рано или поздно потребует создания особых условий для комфортной работы. Даже для занятия ковкой как хобби потребуется большое, хорошо освещённое помещение, где кроме станков нужно будет предусмотреть место и под монтажный стол, и под покрасочный модуль, а также подобрать минимальный набор инструментов для работы.

Набор инструментов для мастерской холодной ковки Источник instagram.com
Аргументов выделить просторное помещение много, но при планировании размещения стоит взять во внимание:
- холодная ковка профильной трубы требует сначала сделать прокат профиля, для того, чтобы можно было легче придать форму завитка или улитки. Для этого вальцы должны размещаться так, чтобы длина помещения была в 2,1-2,5 раза больше отрезка трубы.
- станок улитка должен иметь доступ со всех сторон;
- для объёмных работ, например, для сборки оград или въездных ворот монтажный стол стоит делать таким, чтобы он был больше конструкции на 0,2-0,3 метра;
- станки обязательно должны иметь массивную станину и надёжное крепление к полу, а вот монтажный стол можно сделать по принципу трансформера – они должны быть мобильными и быстро складываться.
Немаловажной деталью оборудования домашней мастерской является и то, каким набором шаблонов будут оснащаться станки. Для начального уровня мастерской улитка для ковки должна иметь 2-4 шаблона, от маленького 10-12 см в диаметре до максимального в 18-20 см
Станок для скручивания профильной трубы, кроме самого ходового размера трубы 25х25 мм, стоит дополнить шаблонами для труб большого диаметра до 40х40 мм включительно.
![]()
Самодельный станок-твистер для изготовления фонариков и кручения профильной трубы Источник pinimg.com
Вальцы для проката, кроме обычной плоской формы должны иметь валы и для работы и с профильной, и с обычной трубой круглого сечения. Для пресса необходимо иметь несколько пресс-форм для работы с листовым металлом. Здесь понадобятся формы для штамповки листьев, лепестков, полусфер и оформления концов профилей.
Ковка без нагрева – достоинства и недостатки
Способов обработки металла существует довольно много, но большинство их требует применения технологий промышленного масштаба, в том числе прокат, штамповка, отливка, фрезеровальные и токарные работы. Вручную сталь можно формировать только ковкой, путем нагревания и обработки специальными инструментами. Как правило, для этого необходимо наносить сильные удары, но также используются техники вытягивания и скручивания. Горячая художественная ковка хороша тем, что при повышении температуры металл становится пластичным, и его критическая решетка деформируется, но не разрушается. Однако такая технология требует от мастера наличия ряда навыков и довольно большого опыта.
Гораздо проще получить нужную форму без нагрева, сгибанием или кручением. Но если при горячей ковке мы сможем в той или иной степени изменить форму даже крупной заготовки, если удастся её прогреть, то холодная обработка накладывает ограничения. Во-первых, используется металлопрокат, который достаточно легко поддастся приложенным усилиям. Обычно сгибанию до нужной формы подвергают прутки квадратного и круглого сечения до 15 миллиметров. При этом зачастую требуются специальные рычаги для увеличения мускульной силы. Во-вторых, сталь должна быть достаточно мягкой и пластичной, лучше всего годится для этой цели низкоуглеродистая не каленая. Определить подходящую можно, сравнивая появление искр при точении с таблицей.
Правда, так мы сможем изготовить лишь простейшие упоры для получения гнутых декоративных элементов, закрученных из прутка по спирали. Для более сложных изделий нужны приспособления из нескольких взаимно подвижных узлов, которые также можно сделать своими руками. О них мы поговорим далее. К недостаткам можно отнести то, что при холодном сгибании металла нарушается его кристаллическая решётка, то есть в этом месте материал становится более ломким. Несколько изгибов на одном участке почти наверняка приведут к появлению микротрещин, поэтому испорченную заготовку, как правило, не переделывают.






Рассмотрим различные самодельные приспособления для холодной ковки

Начнем с принципа работы инструмента:
Заготовка (металлический круг, квадрат или полоса) устанавливается в станок между направляющими. При помощи рычажного ручного, или редукторного электрического привода, происходит изменение геометрической формы.
Существует несколько стандартных приспособлений, представляющих собой шаблоны для холодной ковки.
Приспособление «гнутик».

Это усовершенствованный аналог трубогиба. С его помощью заготовка изгибается под запрограммированным углом. Он может быть как одиночным, так и формировать геометрические фигуры. Декоративный элемент бывает плоским или объемным, и все это делает один инструмент. С помощью гнутика можно выполнять дугу из прямой заготовки.
Приспособление твистер.

С его помощью заготовка закручивается винтом. Работает по принципу шпинделя токарного станка или патрона для дрели. Часть заготовки прочно зажимается в неподвижных тисках, а другая закручивается при помощи воротка или электропривода.
Особенность конструкции – неподвижные тиски должны иметь возможность продольного перемещения.
Деталь при скручивании уменьшается по длине, и может выскочить из крепления.
Если вместо одного прута вставить в станок пучок проволоки – можно получить объемную стальную фигуру, так называемую корзинку. Ее изготовление требует особой сноровки.
Самое популярное приспособление — улитка.

Самый распространенный шаблон для холодной обработки металла. С его помощью создаются завитки любой формы и с разным количеством оборотов. Его конструкция простая и сложная одновременно. Недостаточно просто создать шаблон нужной формы.
Надо иметь возможность извлечь его из готового элемента по окончании работ. Поэтому, вставки для формирования завитка должны состоять из нескольких элементов.
Еще одна разновидность холодной ковки – роликовая волна.
Заготовка, обработанная этим станком, приобретает форму волны с одинаковыми синусоидами. Правильно настроенным волногибом можно создавать гнутые прутки любой длины, поскольку противо – волны не мешают друг другу при обработке.
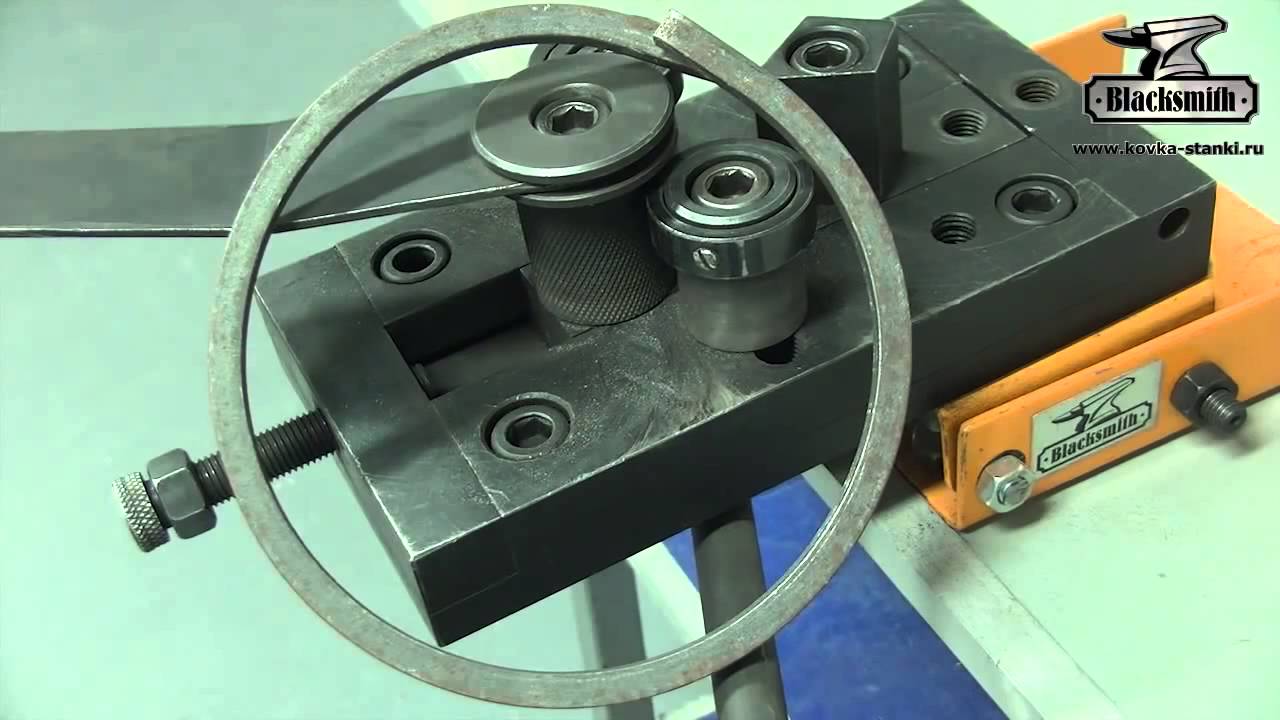
Не менее популярное приспособление для холодной ковки — навивка колец.
Фактически это барабан определенного диаметра, наматывающий на себя заготовку, которая упирается в «собачку».
В результате получается настоящая пружина, которая затем разрубается на кольца. Витки обжимаются до плоского состояния, и получаются замкнутые обручи.
Матричный пресс.
Саму матрицу изготовить несложно, главное – иметь высоколегированную сталь. Проблема в том, чтобы создать необходимое давление на заготовку. Можно создать конструкцию на основе мощного домкрата.
При помощи такого пресса получается эффект настоящей горячей ковки.
Редко используемое — Глобус.

Приспособление для создания дуги фиксированного размера с одновременной обработкой концов заготовки. Необходим при относительно массовом производстве однотипных деталей. Для изготовления одиночной дуги можно обойтись «гнутиком».
Кроме того, существуют дополнительные приспособления для клепки, обжима скоб, так называемой пресс-чеканки, и других сопутствующих задач.
Разновидности и назначение станков для ковки
Станок любого назначения применяется для облегчения ручного труда. Для ковки по холодному типу может использоваться разное оборудование, сводящее к минимуму физические усилия мастера и позволяющее выполнять следующие базовые операции:
Станок для создания фигурного профиля методом холодной ковки
- изгиб профиля под нужным углом или радиусом;
- изготовление спиралей или завитков;
- продольное скручивание заготовок.
Разнообразие получаемых деталей позволяет выстраивать их в комбинации и замысловатые конструкции, создавать аккуратное художественное полотно для ограждений и беседок, симметричный декор для парковых скамеек, а также других предметов различного назначения.

Промышленный станок гнутик, позволяющий получить заготовку с заданным радиусом
Станки холодной ковки могут быть специализированными (выполнять только одну операцию) и универсальными. Различают такие типы специальных станков:
- гнутики (гибочные станки) – позволяют выгнуть заготовку под углом или заданным радиусом (волна);
- улитки – закручивают заготовки в спирали и завитки;
- торсионы – помогают продольно скрутить заготовку или несколько таких деталей одновременно;
- штамповочные станки – с их помощью делают декоративные хомуты, фасонные наконечники, волну с мелким шагом.
Универсальные станки включают в себя компоненты специального оборудования в различных его комбинациях.
Приспособления для холодной ковки приводятся в действие механически (ручные станки) или посредством электропривода. Оборудование с электроприводом отличается скоростью и легкостью обработки заготовок. Станок для холодной ковки, цена которого может оказаться довольно высокой, характеризуется высокой продуктивностью. Когда нет необходимости в производительности и скорости, то ручного станка будет вполне достаточно для выполнения работ, особенно в том случае, если кузнечное дело – это хобби.






Станок гнутик, предназначенный для обработки труб методом холодной ковки
Можно ли сделать своими руками станок для холодной ковки
Купить ручной станок для холодной ковки можно в специализированном магазине по продаже инструментов или заказать в интернете. Вопрос заключается в цене и платежеспособности покупателя. Альтернативный вариант – собрать его своими руками. Принцип работы ничем не будет отличаться от товара, приобретенного в торговой сети, а выполняемые функции абсолютно идентичны заводским. Дополнительные преимущества – выигрыш в цене, уверенность, что конструкция не выйдет из строя после первого же использования.
Для начала стоит ознакомиться с конструктивными особенностями каждого типа станка, чтобы оценить возможность его самостоятельной сборки.
Станок для холодной ковки улитка, позволяющий создавать спиральные элементы
Торсион должен выполнять скручивание металлических прутьев, поэтому его конструкция предполагает наличие двух элементов, удерживающих заготовку. Один из них служит зажимом, а другой содержит вращающийся шпиндель, который, собственно, и будет закручивать прут до нужной частоты винтовой волны. Устройство довольно просто соорудить самому, а некоторые мастера вообще обходятся тисками и незамысловатым ручным воротом.
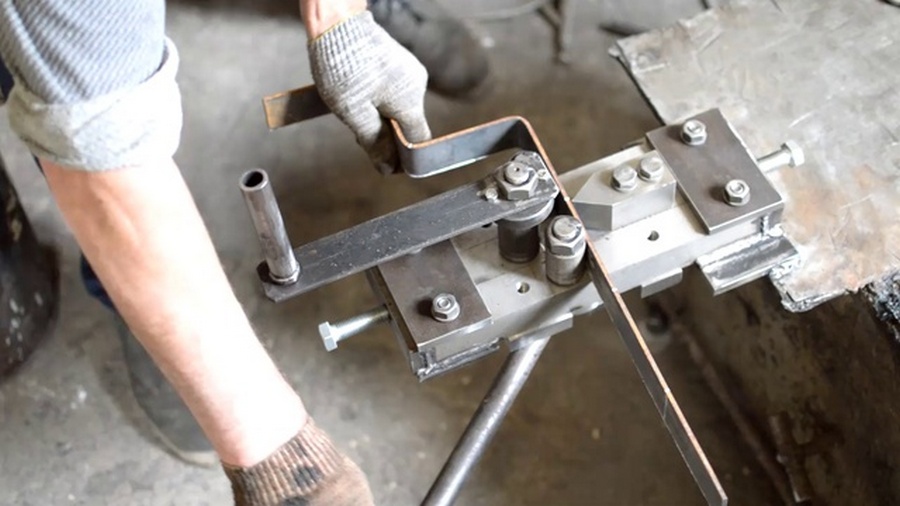
Конструкция гибочного станка также несложная, однако она содержит несколько обязательных элементов, сборка которых невозможна без специализированного инструмента. Основание – массивная металлическая пластина с пазом посередине, в который вставляется подвижный упор, перемещаемый червячным механизмом. Два других цилиндрических упора неподвижны и крепятся на основание с двух сторон симметрично относительно паза. Именно монтаж упоров может вызвать затруднение, так как отверстия под крепеж сверлятся только на специализированном станке, воздействию дрели такая заготовка из высокопрочной стали не поддастся.
Создание элементов методом холодной ковки на самодельном станке гнутик
Станок для ковки металла улитка может иметь две разновидности: с воротом или рычажного типа. Первый вариант позволяет варьировать форму изгиба в процессе работы, однако имеет ряд уязвимых мест в конструкции и очень требователен к прочности материалов изготовления. Второй тип более устойчив, но менее производителен. Мастера считают улитку самым простым станком, самостоятельная сборка которого не вызовет затруднений.