
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
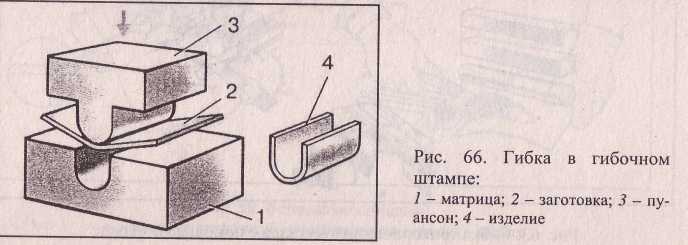
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент — линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
Виды и устройство гидравлических листогибов
Гидравлический листогиб можно эффективно использовать как мощный пресс и как установку для перфорации или насечки сложного рельефа на поверхность металла.

В линейки металлообрабатывающего оборудования гидравлические гибочные для листового металла занимают довольно большой сегмент. Это определено как востребованностью деталей различного размера, изготовленных способом гибки, так и универсальностью оборудования. Листогиб гидравлический можно эффективно использовать как мощный пресс и как установку для перфорации или насечки сложного рельефа на поверхность металла.
Гидравлической системой, как правило, оснащаются мощные промышленные станки с поворотной балкой или прессы, которые могут работать с металлом толщиной до 4-5 мм. Настройка пресса на толщину обрабатываемого металла выполняется вручную или при помощи ЧПУ. Станки с числовым программным управлением используются чаще всего при крупносерийном производстве. Они позволяют получить большое количество деталей заданной формы за короткое время без брака.
В средне- и мелкосерийном производстве листогибочный пресс с ЧПУ тоже очень удобный — память программируемого устройства может хранить несколько десятков параметров различных изделий. Оператору достаточно только нажать одну кнопку, чтобы станок начал выпускать другой вид изделий. Иногда требуется заменить матрицу и пуансон, что тоже занимает минимум времени и не требует физических усилий.
Листогиб гидравлический с ЧПУ так же быстро настраивается на выпуск совершенно нового типа деталей, не занесенных в память компьютера. Внести изменения можно с консольного пульта управления непосредственно на станке, дистанционного дисплея, или готовая программа вводится по специальному каналу для данных с промышленного цехового компьютера.
Конструктивные особенности гибочного станка
Оборудование для сгибания металлических листовых заготовок отличает довольно замысловатая конструкция. Станок составляется из частей:
- специального стола для задней поддержки. На него ставится металлический лист. Обрабатываемая деталь будет перемещаться по нему в нужную сторону. На поддерживающих опорах находится специальный сгибатель и острый резак;
- роликового ножика для резки. Этот нож, как правило, очень хорошо заточен и отличается прочностью, чтобы мог легко выдерживать нагрузку и без труда рассекал твёрдый металлический лист;
- упоров, расположенных впереди — применяются для регулирования ширины делаемого разреза;
- фиксаторов параметров высоты. Они регулируют обрабатываемые детали по высоте.
Параметры длины и уровень размера максимальной толщины изделия, которое будет обрабатываться, отличаются у станков разного вида.
ЛИСТОГИБЫ
Для подбора листогиба по длине и толщине металла воспользуйтесь таблицей:1040 мм
| 1250 мм | 1540 мм | 2040 мм | 2540 мм | 3140 мм | 4040 мм | 6-12 м | |
| 0,63 мм | TBS 100 | LBX 200 | LBX 250 | LBX 310 | |||
| 0,80 мм | TBX 100 | HA 400 | |||||
| 1,00 мм | LBT 125 | KS 200 BA 200 UKV 200 | KSV 250 MABO 250 | HBM 310 MBM 310 | MAX 400 | ||
| 1,25 мм | UK 125 | BA 150 KS 150 | Jorns | ||||
| 1,50 мм | BA 100 UK 100 | UKV 150 MAXI 150 | KSV 200 MABO 200 MAXI 200 | HA 250 | HA 310 MAX 310 RAS TB RAS XL | MAB 400 | Jorns RAS XXL |
| 1,75 мм | MAZ 400 | ||||||
| 2,00 мм | KS 100 UKV 100 MAXI 100 | MABO 150 | HA 200 | MAX 250 | MAB 310 RAS 62.30 | MAE 400 | Jorns |
| 2,50 мм | MABO 100 | HA 150 | MAX 200 | MAB 250 RAS 62.25 | MAZ 310 | RAS 73.40 | |
| 3,00 мм | HA 100 | MAX 150 | MAB 200 | MAZ 250 | MAE 310 RAS 73.30 | RAS 78.40 RAS 74.40 | Jorns |
| 3,50 мм | MAX 100 | MAB 150 | MAZ 200 | MAE 250 | |||
| 4,00 мм | MAB 100 | MAE 200 | RAS 78.30 RAS 74.30 | ||||
| 4,50 мм | RAS 74.25 | ||||||
| 5,00 мм | RAS 74.20 | RAS 76.40 | |||||
| 6,00 мм | RAS 76.30 |
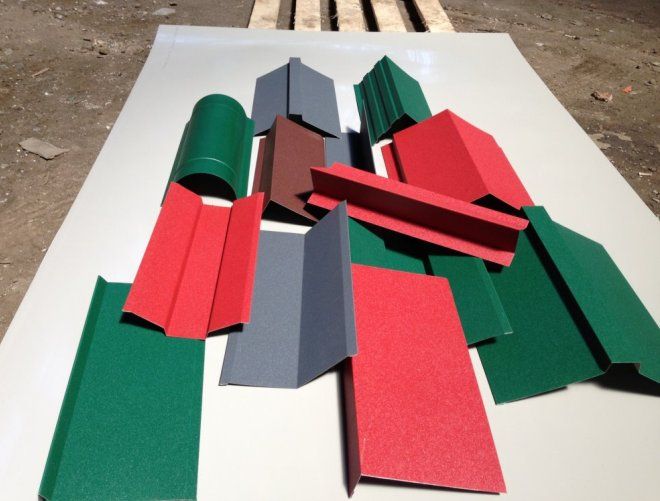
Изделия на листогибочном станке
Номенклатура изделий зависит от разновидности используемого механизма. Чем сложнее станок, тем шире перечень заготовок, которые удастся на нем смастерить. Даже ручной самодельный листогибочный пресс способен отлично выручить строителей, работающих над изготовлением кровли. Приведем список самых распространенных и ходовых деталей, которые производятся из листа методом холодной штамповки:
- коньки на крышу;
- ендовы;
- отливы;
- откосы оконные;
- нащельники;
- желоба;
- водостоки;
- задержатели снега;
- детали ограждения и фасада;
- комплектующие детали для различных ящиков и шкафов.
Виды и их конструкция
Основное разграничение всего станочного оборудования идет по типу привода:
- Ручной. Он приводится в движение обычной силой человека. Это примитивные, но, достаточно, эффективные аппараты с минимальной точностью и отсутствием затрат.
- Механический. Он подразумевает наличие рычага с последующим преобразованием усилия нажатия.
- Электромеханический – имеет в качестве приводящей силы электрический двигатель. Особенно актуально применение при наличии пресса на заводе, так происходит штамповка массового производства деталей.
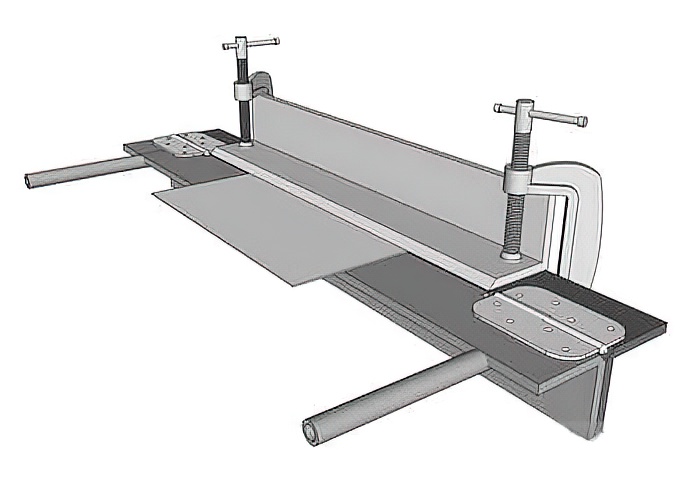
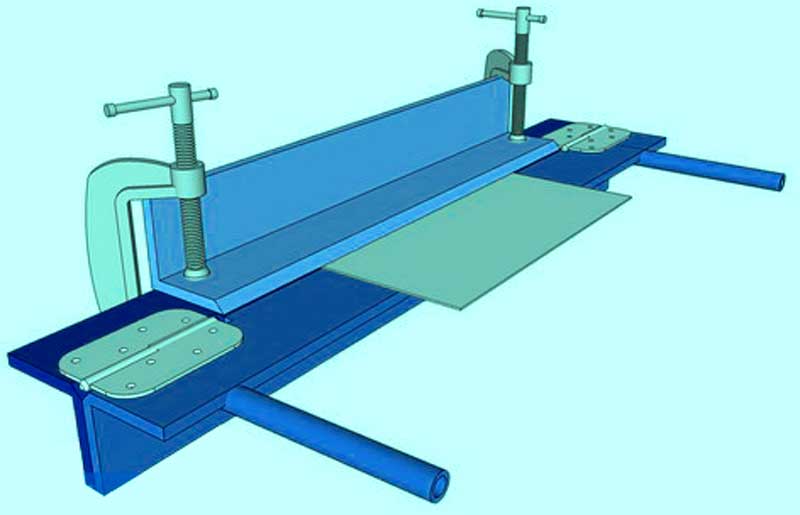
Простые ручные
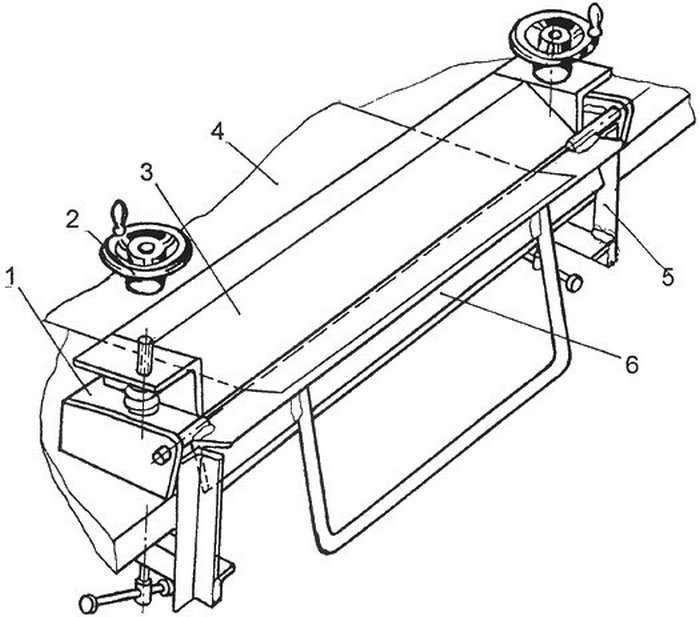
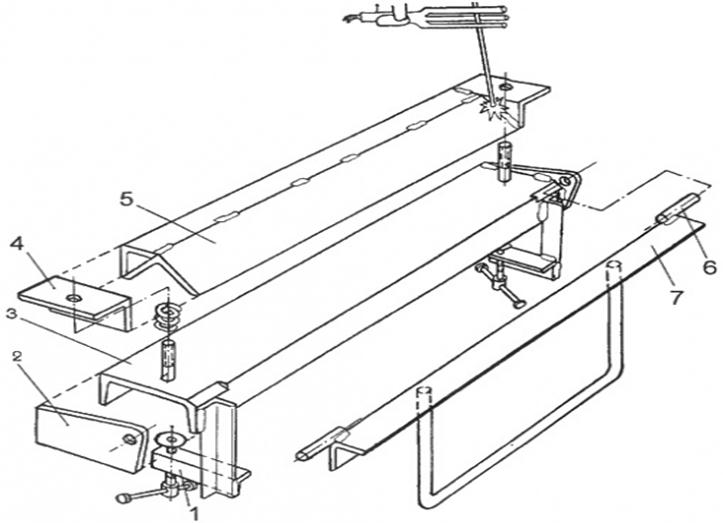
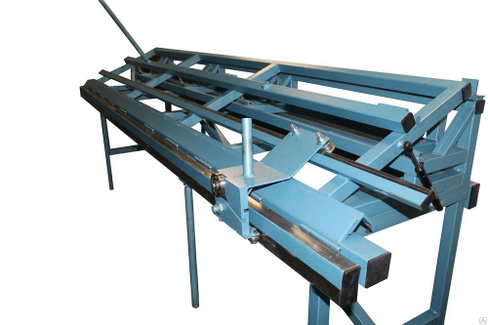
Самые тонкие листы можно ровно сгибать под любым углом при наличии металлических (деревянных) ограничителей (прижимов) и траверсы. Это значит, что крышка, которая закрывает верхний участок, производя изгиб, прикладывается исключительно силой рук без дополнительного усилителя. Посмотрим конструкцию самодельного листогиба на схеме:
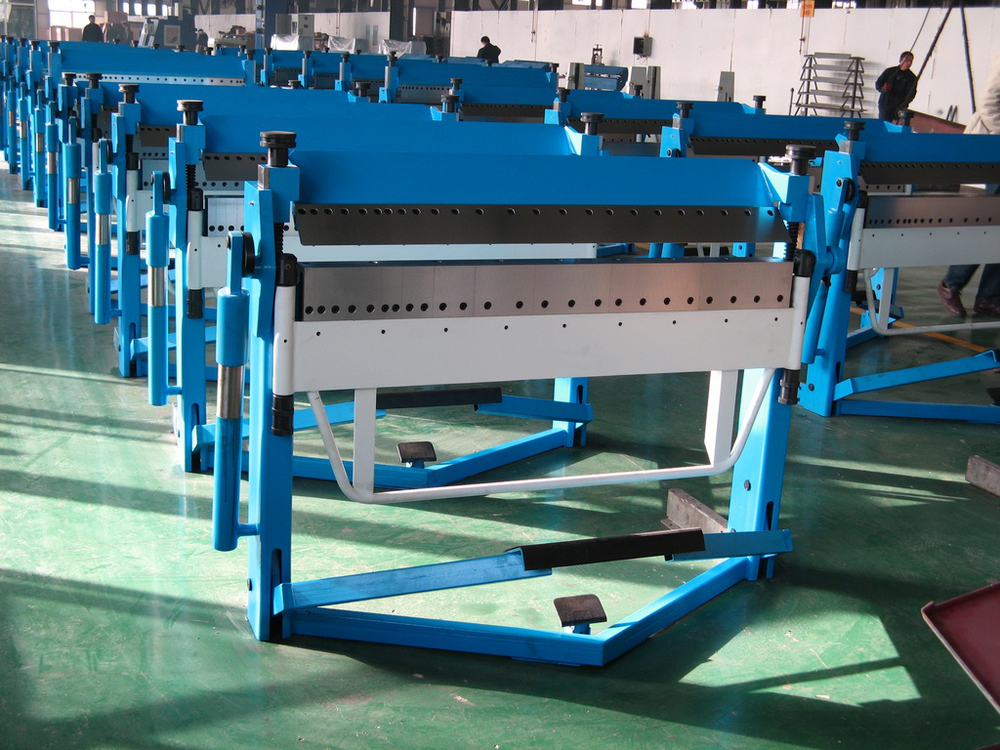
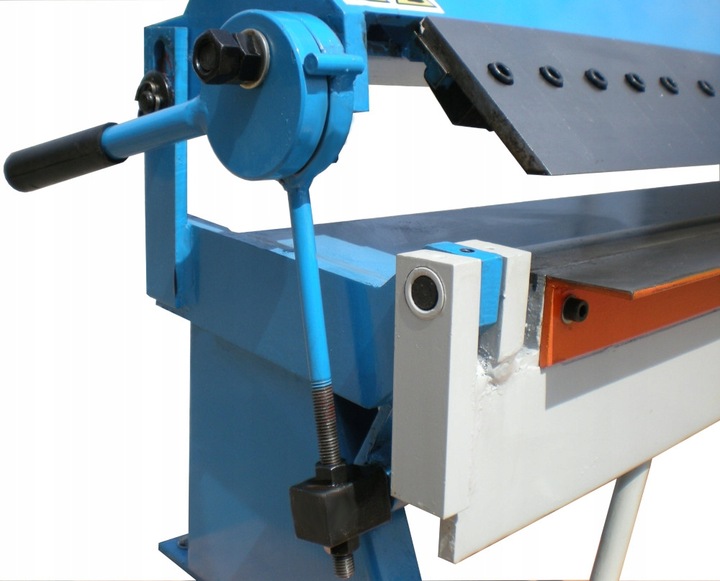
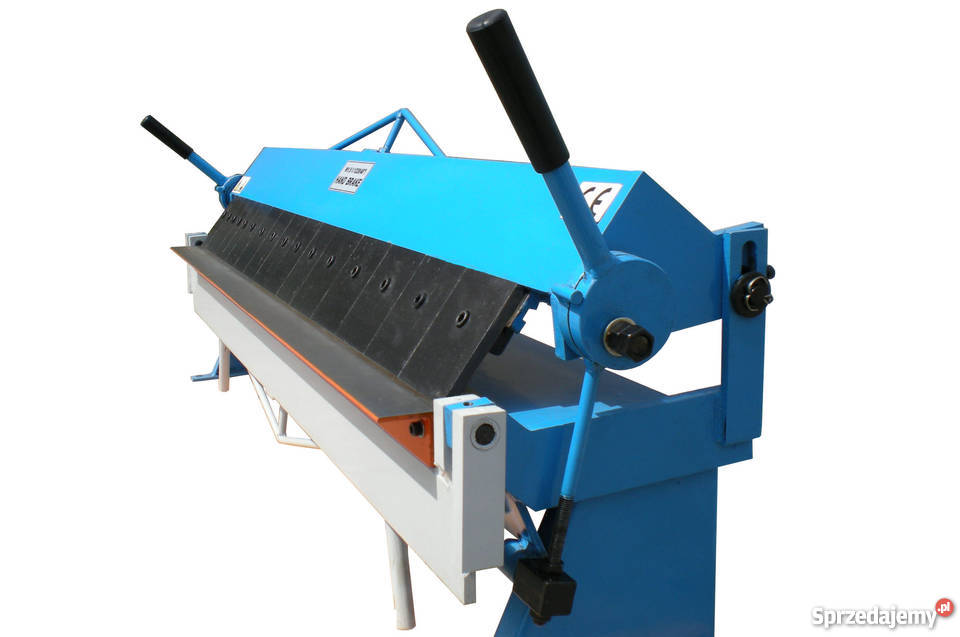
Мощный станок из тавров
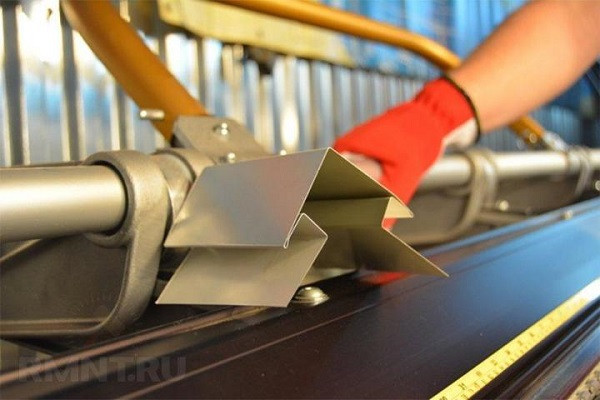
Это аппарат с прижимной балкой, которая может зажимать и даже отрезать сталь. Обычно на оборудовании стоит угломер – это диск, который позволяет выставить любой угол прижима. На столе подачи закрепляется стальной лист, а затем он при необходимости продвигается далее. Нажатие рукоятки приводит в движение тавр прижима, в то время как, гибочная балка остается на месте. Посмотрим на такой листогиб:
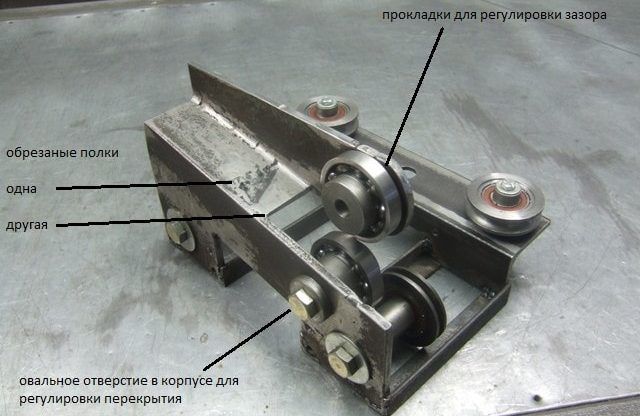
Вальцы для стали
Есть устройство с тремя валами, когда заготовка проходит между ними и гнется. Если их регулировать (снимать и устанавливать с другими диаметрами, располагать на большем или меньшем расстоянии), то можно добиться различного радиуса изгиба. Получается не острый угол, а плавная волна. Так он выглядит:
Принцип работы листогибов разного типа
Используя современное профильное оборудование, можно создавать из листовых заготовок изделия различных форм. При этом размеры заготовок можно задать заранее.
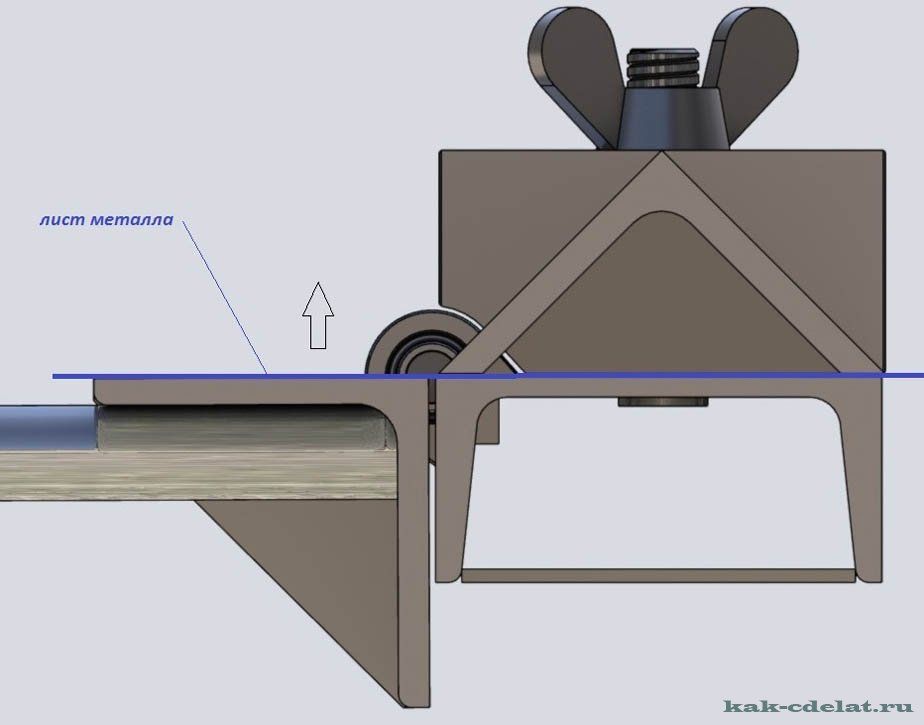
Ручные аппараты
Эти станки характеризуются максимальной толщиной, длиной сгиба и определяются глубиной подачи металла.
Принцип работы станка:
используемая для работы металлическая заготовка придавливается к столу за счёт специальной балки;
материал сгибается под нужным углом
Важно при этом учесть, что гиб подобного ручного агрегата должен иметь толщину примерно 2 мм.. Благодаря тому, что ручные станки имеют компактные размеры и очень мало весят, работать с ними можно не только в помещении цеха
Их применяют для обработки заготовок сразу же на строительном объекте или в другом помещении
Благодаря тому, что ручные станки имеют компактные размеры и очень мало весят, работать с ними можно не только в помещении цеха. Их применяют для обработки заготовок сразу же на строительном объекте или в другом помещении.
Гидравлическая техника
С её помощью можно значительно упростить процесс обработки металлических деталей. Они функционируют следующим образом:
- энергия образуется посредством жидкости, находящейся в установленном в станке цилиндре. Жидкость при помощи силы давления выталкивает из него плунжер. Он приводит в движение подвижную поперечину;
- заготовочный лист выгибается под давлением действующей на него силы упора.
Гидравлические листогибы в основном применяются для сгиба заготовок изделий по всей длине стола. Используют их и для особой вытяжки металла.
Использование гидравлических цилиндров делает работу их очень точной и слаженной. Благодаря такому свойству станки отличаются повышенным уровнем производительности. С их помощью легко контролируется показатель скорости передвижения ползуна и окончание его работы.
Области использования оборудования:
- изготовление доборных элементов (коньки, соединительные планки, ендовы, ветровые планки и другие элементы кровли);
- производство воздуховодов;
- крепление кровли;
- производство металлических профилей разных форм;
- изготовление всевозможных панелей и вывесок;
- проведение наружной отделки сооружений и работ внутри помещений.
Гидравлические устройства обладают более высоким уровнем производительности. С их помощью могут быть обработаны металлические заготовки, имеющие большую толщину, чем у заготовочных листов, подвергающихся обработке с помощью механических листогибов.
Электромеханические конструкции
Подобные станки имеют в своём составе довольно мощную станину, имеют гибочные балки, оснащённые поворотным механизмом. А также они содержат в своём составе работающие с помощью электропривода сегментную и автоматическую балки.
Помимо этого, электромеханические станки дооборудованы специальным очень удобным ножным управлением, облегчающим выполнение работы при его помощи.
Производятся электромеханические станки двух типов: сквозного и проходного. Это позволяет осуществлять на них работы по изготовлению нестандартных предметов, отличающихся разным уровнем высоты, длины или ширины.
На таких станках можно обрабатывать листы из алюминия, меди, оцинкованной стали и холоднокатаных листовых металлов до 2,5 мм толщиной и длиной почти до 3 метров.
С помощь электромеханических станков изготавливают козырьки, отливы, приспособления для вентилирования, элементы кровли, планки для фасадов и другую строительную продукцию.
Основные способы гибки металла
Различают 2 основных метода гибки – ручной и механизированный. В первом случае форму заготовке придают ударами киянок или молотков. Такой способ применяется в штучном производстве, для серийного изготовления ручная гибка малопроизводительна.
Механизированная гибка осуществляется при помощи станков и прессов. Различают 2 способа металлообработки – прокатный и пуансонный. Рабочий инструмент прокатных станков – одна или несколько пар валиков из быстрорежущей или инструментальной стали. Металлический лист или рулон прокатывают между роликами, придающими заданную форму заготовке.





В прессах и пуансонных станках гибка осуществляется следующим образом: заготовка помещается между рабочем инструментом и матрицей. Пуансон вдавливается в металл, придавая ему соответствующую форму. Усилие, создающее давление, развивается вручную, электродвигателем или гидравликой.
При свободной гибке рабочий инструмент не прижимает заготовку к стенкам матрицы. Гибка чеканкой осуществляется путем плотного вдавливания металла в матрицу и выдержки инструмента в прижатом состоянии. Выбор способа гибки зависит от упругости и других свойств отрабатываемого металла.
Принцип работы различных листогибочных станков
Технологическое оборудование, применяемое на современном производстве по созданию металлических конструкций, позволяет получать из листового материала готовые детали с разными габаритами и формами.
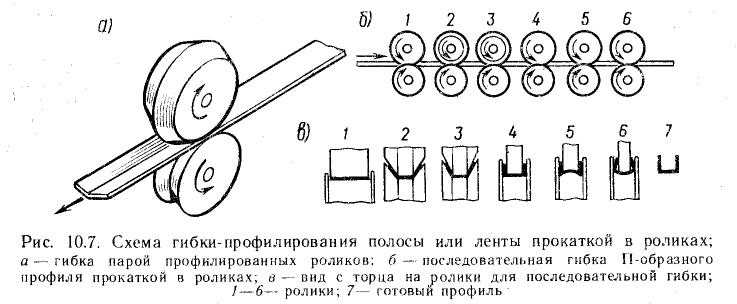
Гибка прокаткой в роликах
Ручные листогибы
Эти конструкции имеют ряд особенностей, в частности, у них существуют ограничения на глубину закладки заготовки, максимальной толщины металла, его шириной, точнее длиной гибки. Чем тоньше металл, тем длина гибки больше. Чаще всего, их применяют для гибки тонколистового металла.

Гибка ручным листогибом
Работа ручной установки строится следующим образом: Верхней балкой лист прижимается к рабочему столу. Необходимый угол гиба получают путем подъема нижней, поворотной балки. Используя это станок необходимо иметь в виду то, что толщина листа, который может быть обработан, не должна превышать 2 мм.
Гидравлические листогибы
Эти станки используют в качестве источника энергии жидкость. Насос, встроенный в систему, он создает избыточное давление, под действием которого плунжер, передвигает подвижную поперечную балку. Лист, подлежащий обработке, прижимают к рабочему столу, и движение поперечной балки выполняет, правку и гибку листа.
Листогибы этого класса используют для обработки заготовок по всей длине рабочего стола, кроме того, с их помощью выполняют глубокую вытяжку металла. Гидравлические цилиндры отличаются точностью позиционирования и высокой эффективностью работы. Их применение позволяет контролировать величину перемещения, скорость и движение частей гидравлической системы.

Гидравлический листогиб
Станки с гидравлическим приводом применят для производства доборных комплектующих, воздуховодных коробов, деталей кровельного покрытия. С помощью этого оборудования изготавливают рекламные конструкции, выполняют внешнюю и внутреннюю отделку зданий и сооружений. Использование гидравлического оборудования позволяет обрабатывать листы с большей толщиной, например, до 4 — 8 мм. Разумеется, эта величина зависит от марки обрабатываемого материала.
Электромеханические листогибы
Конструкция этого оборудования состоит из станины, поворотной балки для загиба листа. Кроме поворотной балки, на станке устанавливают балку собранную из профильных сенментов, которая прижимает лист. Для безопасности оператора на станке этого типа реализовано педальное управление.

Электромеханические листогибы
Листогибы этого типа позволяют выполнять гибку металла с большой длиной. Их используют для обработки разных материалов, в том числе оцинковку, холоднокатаную сталь толщиной 2,5 мм.
Станки этого типа задействуют на производстве отливов, подоконников, конструкций для вентиляционных систем.
Конструктивные особенности и преимущества
Главное достоинство, выгодно выделяющее листогибочные прессы на фоне аналогичного оборудования, — высокая точность гиба, обусловленная конструкцией станка. Модель подбирается обычно по длине линии сгиба, толщине и пределу прочности металлического сплава. Также значение имеют скорость работы и сложность гнутого профиля, который необходимо получить в результате операции. В числе дополнительных устройств, повышающих функциональность оборудования, — система ЧПУ, компенсация прогиба траверсы, система измерения угла, упоры разной формы и поддержка заготовки для большей точности гиба и надежной фиксации.
Также в числе преимуществ гидравлического листогибочного пресса – универсальность, обусловленная широким набором инструментов для работы. Таким образом, с его помощью удается решать самые сложные задачи и получать профиль любой конфигурации. Жесткая станина, повышающая надежность станка, проверенные комплектующие, усовершенствованная конструкция – все это позволяет быть уверенным в продолжительной и безотказной эксплуатации оборудования.
В отдельную группу стоит выделить станки с ЧПУ, востребованные по причине неограниченных функциональных возможностей. На современные модели устанавливаются контроллеры с 2D/3D визуализацией, что позволяет разрабатывать и полностью реализовывать проекты по производству изделий со сложной конфигурацией гнутой формы. Назначение станка с ЧПУ – скоростная и прецизионная гибка листовых заготовок. Электромагнитные клапаны обеспечивают синхронную работу гидроцилиндров и управляются с помощью ЧПУ, сводя роль оператора к периодическому контролю состояния оборудования. Обработка металла осуществляется встроенными роботами-манипуляторами последнего поколения, гарантирующими высокую точность и качество работы одновременно с высокой производительностью. Такие листогибочные машины незаменимы на крупносерийном производстве, выпускающем широкую номенклатуру изделий.
Трубогибочные станки
Трубогибочные станки (рис.1) предназначены для изгибания труб различного диаметра и профиля. Применяются как в ремонтных работах, так и при строительстве новых объектов. Классифицируются в зависимости от нескольких параметров.

Рисунок 1. Трубогибочные станки.
Рисунок 1. Трубогибочные станки.
1. По типу привода трубогибочные станки подразделяются на:
- с ручным приводом — применяются для работы с полимерными или металлическими трубами небольших диаметров;
- с гидравлическим приводом — способны успешно работать с трубами, изготовленными из различных материалов с широким диапазоном диаметров;
- электромеханические — предназначены для создания точных радиусов закругления и углов поворота труб;
- гибридные — сочетают в себе преимущества гидравлических и электромеханических типов;
- подогреваемые — дополняются горелкой, промышленным феном или другим устройством подогрева изгибаемой металлической или полимерной трубы, что позволяет с меньшим усилием выполнять гибочные работы.
Приведенная выше классификация справедлива для большинства гибочных станков.
2. По способу гибки:
- дорновый — внутрь трубы укладывается упругий наполнитель (дорн), и осуществляется процесс гибки методом обвода по направляющему ролику, что позволяет избежать гофрирования в точке изгиба;
- бездорновый — осуществляется посредством подачи трубы на ролики без применения наполнителя;
- арбалетный — здесь используется специальный шаблон, предназначенный для изгибания трубы определенного диаметра и длины, в который укладывается заготовка, и путем давления производится процесс изгибания;
- пружинный — используется для ручного изгибания труб;
- сегментный — применяется специальный сегментный элемент, вокруг которого вытягивается труба до придания нужной формы.
Наибольшее применение эти станки получили при производстве работ по прокладке трубопроводов.
Особенности листогибов
К числу основных достоинств листогибочного оборудования, представленного на нашем сайте, можно отнести способность выполнять обработку листового проката практически любой категории. Исключением являются только хрупкие виды металла, не подлежащие упруго-пластической деформации. Точно рассчитанное усилие при воздействии на материал обеспечивает полную сохранность оцинкованного, полимерного или лакокрасочного слоя на заготовках. Устройства легко перенастраиваются на изготовление разных видов продукции. Установка параметров может выполняться вручную или быть полностью автоматизированной.
Разборная конструкция агрегата позволяет при необходимости оперативно выполнять демонтаж для транспортировки к нужному месту работы. Станки листогибы с программным управлением обеспечивают результат обработки металла с минимальными значениями погрешностей благодаря использованию в работе цифровых данных и многоступенчатому контролю электроники за процессом сгибания заготовки. Устройства с ЧПУ являются незаменимым оборудованием в серийном производстве деталей с одинаковыми параметрами.
Как выбрать листогибочный станок
Оборудование выбирают:
- По назначению. Технические возможности станка должны отвечать его предполагаемому назначению. Для мастерской достаточно ручного станка, для производства серий продукции требуется электрическое или гидравлическое оборудование.
- По толщине проката. Усилие на балке должно быть достаточным для изготовления деталей нужной толщины. Выпускают станки для обработки листов или рулонов от 0,5 до 5 мм.
- По допустимому углу гиба, глубине подачи минимальному противогибу. Характеристики станка должны соответствовать производимым деталям.
При выборе также учитывают тип привода, габариты, наличие ЧПУ, роликового ножа, допустимую погрешность, другие параметры. При выборе рекомендуется проконсультироваться с сотрудником компании, поставляющей промышленное оборудование. Техническая грамотность персонала – обязательное условие работы у надежных производителей или поставщиков станков. В можно подобрать станок для любых целей, от ручного оборудования, до полностью автоматизированных гидравлических листогибов.
Использование листогибов
Такое оборудование часто используют в своей работе различные строительные предприятия. Организации с помощью гибочных станков могут создавать металлические профили различных конфигураций.
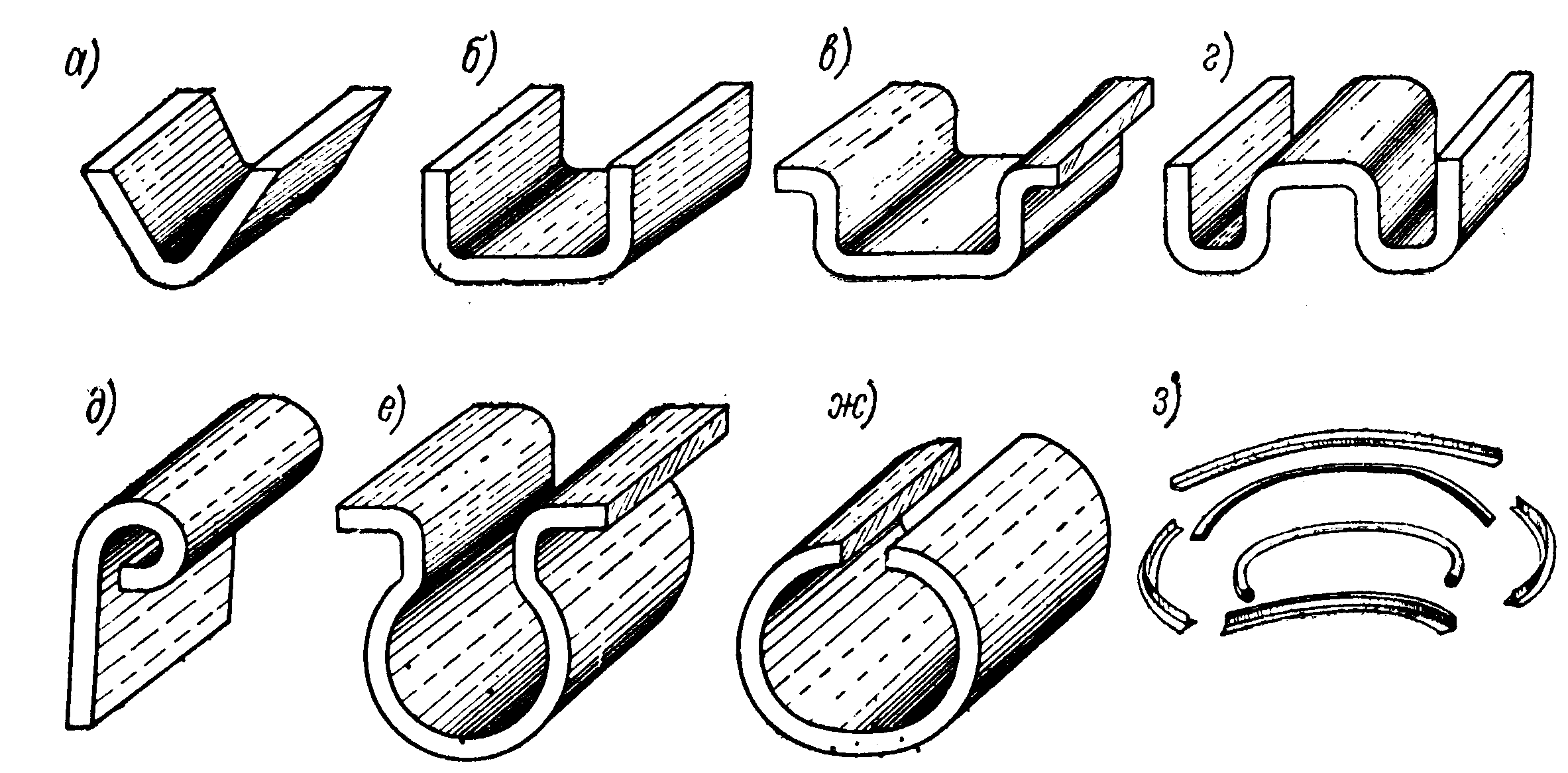
Наиболее часто с помощью листогибов изготавливается металлическая продукция различного типа: отливы, цилиндрические детали, заготовки разных форм, всевозможные сегменты, различные уголки, вывески, знаки, Г-образные профили и элементы кровли.
Помимо этих работ на оборудовании, предназначенном для изгибания металлических листов и резки, можно осуществлять работы по сгибанию заготовок в разные стороны. Таким образом, с их помощью можно изготовить специальный волновой профиль сложной конфигурации.
Где купить надежные профилегибы
Купить ручные и автоматические профилегибы с чпу по металлу от производителя по выгодным ценам в интернет магазине Metalmaster. В нашем каталоге представлен большой выбор видов современных новых моделей, всех габаритов: размеры (длина, ширина, высота), вес. При покупке профилегибов прилагается подробная инструкция по управлению настройками и эксплуатацией, так же на сайте можно изучить технические характеристики: описание, фото, устройство, видео, мощность, применение, назначение. Если возникли вопросы по производству и продажи оборудования, стоимости доставки, обратитесь к нашим менеджерам по телефонам или 8 (800) 555 05 40.








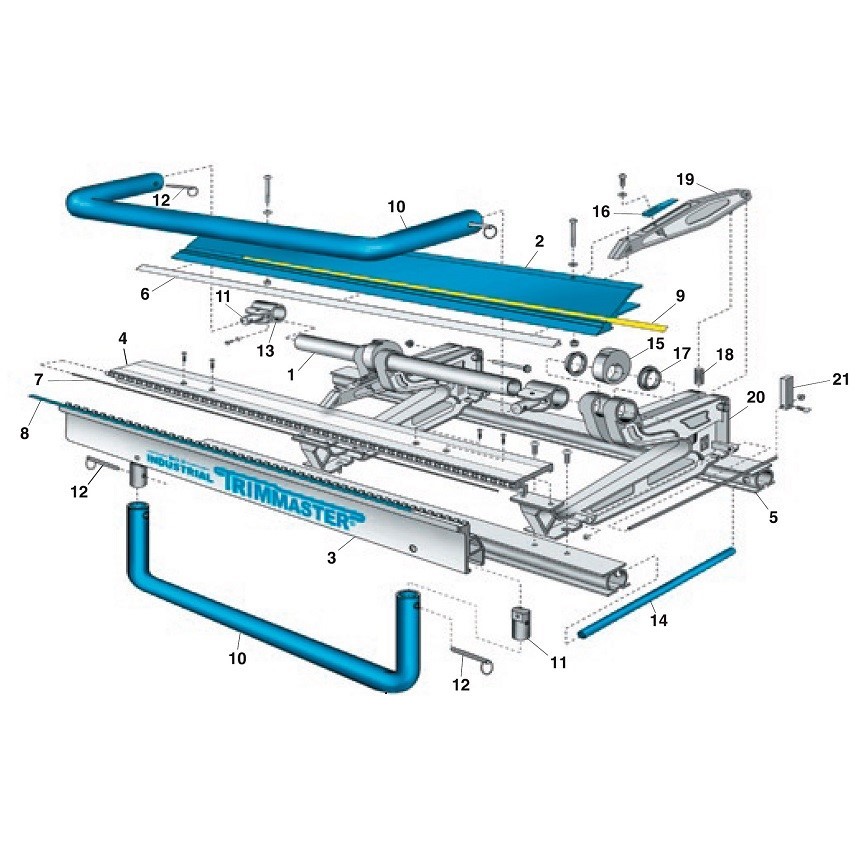
Внутреннее устройство и принцип работы листогибочных станков
Внутреннее устройство трехвалкового станка выполнено таким образом:
- средний валок неподвижен;
- передний сдвигается по вертикали на величину, немного превышающую максимальную величину изгиба элемента;
- задний ролик движется в станинных стойках, гарантируя изгиб детали на заданном радиусе.
Ведущим является передний или же средний ролик. Работы регулируются благодаря рамке и подшипнику, с движущейся в горизонтальном направлении основой.
 Роликовый нож листогиба
Роликовый нож листогиба
Профилегибочный агрегат обладает другой расстановкой валков, что кардинально меняет способ обработки заготовок. Оси валков размещены вертикально или горизонтально. Встречаются также профилегибочные станки с наклонными валками. Регулировка чаще всего выполняется посредством электропривода. Для данного типа установок применяется асимметричное размещение валков.
Профилегибочное оборудование сегодня позволяет:
- выравнивать;
- сгибать;
- корректировать рабочий материал;
- выпускать профили с требуемыми формами, размерами и конфигурациями.
Прежде чем начать обрабатывать заготовку, нужно учесть такие характеристики, как:
- толщина металла;
- качество материала;
- форму.
Листогибочный станок
Виды и особенности
По способу формирования профиля изделия все гибочное оборудование подразделяется на два основных вида: ротационные гибочные установки и листогибные прессы. В свою очередь ротационное оборудование включает в себя следующие разновидности:
- трех- и четырехвалковые станки;
- листогибы с поворотной балкой;
- многовалковые станы;
- зиговочные машины;
- сортогибочные станки.
Кроме того существует ряд дополнительных признаков, по которым это оборудование объединяется в отдельные группы. Ряд из них относится к технологическим параметрам и конструктивным особенностям, а другие связаны с потребительскими качествами.
Валковые листогибы
Трех- и четырехвалковые листогибы применяют для гибки и правки цилиндрических обечаек и дуговых деталей. Приводные валки продвигают заготовку в горизонтальном направлении, а находящийся между ними гибочный валок давит на металлический лист, формируя изогнутую поверхность заданного радиуса.
В трехвалковых машинах приводными являются два валка, расположенные снизу, а в четырехвалковых — один верхний валок. Формирование профиля толстых заготовок происходит за несколько проходов с постепенным смещением гибочного валка.
Станки с поворотной балкой
Листогибочные установки с поворотной балкой предназначены для для гибки и резки металла толщиной до 6 мм. На них выполняют обработку разнообразных профилей и кромок, а также изготавливают цилиндрические и дуговые изделия из листового и полосового материала. Основой такого оборудования является рабочий стол, на который помещается лист металла. Далее заготовка устанавливается по упору и фиксируется по всей длине прижимной балкой (другие названия: траверса, рама).
Движением поворотной балки вверх выступающая часть листа изгибается в соответствии с профилем вставного шаблона, закрепленного на торце прижимной балки.
Многовалковое оборудование
Назначением многовалковых станов является изготовление продукции из листового проката с множественными изгибами. Технология формирования профиля здесь такая же, как и у валковых листогибов, но в этом случае плоская заготовка последовательно проходит через группы валков, постепенно преобразуясь в изделие нужной формы.
Зигмашины
Зиговочные машины применяют для нанесения на металлический лист зигов — канавок с полукруглым профилем, которые выполняют роль ребер жесткости на поверхности тонколистового изделия. Помимо этого их используют для рифления, закатки фальцев и резки листового материала.
Сортогибы
Сортогибочные роликовые станки предназначены для изготовления дуг и колец из листового и полосового материала. На этих установках гибка производится с помощью трех расположенных на неподвижных осях сменных роликов, фигурные поверхности которых формируют заданный профиль изделия.
Прессовое оборудование
Гибочные прессы для листового металла применяют при формировании сложных профилей методом холодной штамповки. В общем виде такое оборудование имеет вид портального станка с литой станиной, между опор которой расположен стол для размещения металлических листов. По направляющим стойки в вертикальной плоскости перемещается массивная поперечина (ползун), являющаяся рабочим органом станка. Для формирования заданного профиля используются универсальные и специальные штампы, состоящие из матрицы и пуансона, а также упоры различной формы. Матрица вместе передним и задним упорами устанавливается на столе, а пуансон — на нижнем торце ползуна.
Другие характеристики
Помимо основного деления по технологическим параметрам станки для гибки металла могут объединяться в группы по следующим конструктивным признакам:
- тип главного привода;
- размер рабочей зоны;
- массогабаритные характеристики;
Гибочные станки выпускаются со следующими видами приводов: ручной, пневматический, электромагнитный, электромеханический и гидравлический. Тип привода напрямую связан с толщиной обрабатываемого металла и массогабаритными параметрами станка: в легких строительных листогибах используют ручной привод, а промышленное оборудование с большими размерами рабочего пространства всегда оснащается гидравлическими устройствами. Еще одна классификация, относящаяся к размерам и массе станков — это разделение их на мобильные, передвижные и стационарные.
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
- Раскрой листового материала и получение заготовок, которые подлежат обработке на гибочном оборудовании, получают разнообразными способами.. Для раскроя могут быть использованы практически все виды заготовительного оборудования.
- Затем, заготовки передают на производственный участок, где оператор, у которого на руках должна быть вся необходимая рабочая документация выполняет соответствующие операции и в итоге получает готовую деталь.
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент – линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
Виды и особенности
По способу формирования профиля изделия все гибочное оборудование подразделяется на два основных вида: ротационные гибочные установки и листогибные прессы. В свою очередь ротационное оборудование включает в себя следующие разновидности:
- трех- и четырехвалковые станки;
- листогибы с поворотной балкой;
- многовалковые станы;
- зиговочные машины;
- сортогибочные станки.
Кроме того существует ряд дополнительных признаков, по которым это оборудование объединяется в отдельные группы. Ряд из них относится к технологическим параметрам и конструктивным особенностям, а другие связаны с потребительскими качествами.
Валковые листогибы
Трех- и четырехвалковые листогибы применяют для гибки и правки цилиндрических обечаек и дуговых деталей. Приводные валки продвигают заготовку в горизонтальном направлении, а находящийся между ними гибочный валок давит на металлический лист, формируя изогнутую поверхность заданного радиуса.

В трехвалковых машинах приводными являются два валка, расположенные снизу, а в четырехвалковых — один верхний валок. Формирование профиля толстых заготовок происходит за несколько проходов с постепенным смещением гибочного валка.
Станки с поворотной балкой
Листогибочные установки с поворотной балкой предназначены для для гибки и резки металла толщиной до 6 мм. На них выполняют обработку разнообразных профилей и кромок, а также изготавливают цилиндрические и дуговые изделия из листового и полосового материала. Основой такого оборудования является рабочий стол, на который помещается лист металла. Далее заготовка устанавливается по упору и фиксируется по всей длине прижимной балкой (другие названия: траверса, рама).






Движением поворотной балки вверх выступающая часть листа изгибается в соответствии с профилем вставного шаблона, закрепленного на торце прижимной балки.
Многовалковое оборудование
Назначением многовалковых станов является изготовление продукции из листового проката с множественными изгибами. Технология формирования профиля здесь такая же, как и у валковых листогибов, но в этом случае плоская заготовка последовательно проходит через группы валков, постепенно преобразуясь в изделие нужной формы.
Зигмашины
Зиговочные машины применяют для нанесения на металлический лист зигов — канавок с полукруглым профилем, которые выполняют роль ребер жесткости на поверхности тонколистового изделия. Помимо этого их используют для рифления, закатки фальцев и резки листового материала.
Сортогибы
Сортогибочные роликовые станки предназначены для изготовления дуг и колец из листового и полосового материала. На этих установках гибка производится с помощью трех расположенных на неподвижных осях сменных роликов, фигурные поверхности которых формируют заданный профиль изделия.
Прессовое оборудование
Гибочные прессы для листового металла применяют при формировании сложных профилей методом холодной штамповки. В общем виде такое оборудование имеет вид портального станка с литой станиной, между опор которой расположен стол для размещения металлических листов. По направляющим стойки в вертикальной плоскости перемещается массивная поперечина (ползун), являющаяся рабочим органом станка. Для формирования заданного профиля используются универсальные и специальные штампы, состоящие из матрицы и пуансона, а также упоры различной формы. Матрица вместе передним и задним упорами устанавливается на столе, а пуансон — на нижнем торце ползуна.
Другие характеристики
Помимо основного деления по технологическим параметрам станки для гибки металла могут объединяться в группы по следующим конструктивным признакам:
- тип главного привода;
- размер рабочей зоны;
- массогабаритные характеристики;
Гибочные станки выпускаются со следующими видами приводов: ручной, пневматический, электромагнитный, электромеханический и гидравлический. Тип привода напрямую связан с толщиной обрабатываемого металла и массогабаритными параметрами станка: в легких строительных листогибах используют ручной привод, а промышленное оборудование с большими размерами рабочего пространства всегда оснащается гидравлическими устройствами. Еще одна классификация, относящаяся к размерам и массе станков — это разделение их на мобильные, передвижные и стационарные.
Трубогибочные станки
Трубогибочные станки (рис.1) предназначены для изгибания труб различного диаметра и профиля. Применяются как в ремонтных работах, так и при строительстве новых объектов. Классифицируются в зависимости от нескольких параметров.

Рисунок 1. Трубогибочные станки.
1. По типу привода трубогибочные станки подразделяются на:
- с ручным приводом — применяются для работы с полимерными или металлическими трубами небольших диаметров;
- с гидравлическим приводом — способны успешно работать с трубами, изготовленными из различных материалов с широким диапазоном диаметров;
- электромеханические — предназначены для создания точных радиусов закругления и углов поворота труб;
- гибридные — сочетают в себе преимущества гидравлических и электромеханических типов;
- подогреваемые — дополняются горелкой, промышленным феном или другим устройством подогрева изгибаемой металлической или полимерной трубы, что позволяет с меньшим усилием выполнять гибочные работы.
Приведенная выше классификация справедлива для большинства гибочных станков.
2. По способу гибки:
- дорновый — внутрь трубы укладывается упругий наполнитель (дорн), и осуществляется процесс гибки методом обвода по направляющему ролику, что позволяет избежать гофрирования в точке изгиба;
- бездорновый — осуществляется посредством подачи трубы на ролики без применения наполнителя;
- арбалетный — здесь используется специальный шаблон, предназначенный для изгибания трубы определенного диаметра и длины, в который укладывается заготовка, и путем давления производится процесс изгибания;
- пружинный — используется для ручного изгибания труб;
- сегментный — применяется специальный сегментный элемент, вокруг которого вытягивается труба до придания нужной формы.
Наибольшее применение эти станки получили при производстве работ по прокладке трубопроводов.