
Влияние электрических параметров дуги на выбор сварочных инструментов
Сварка может осуществляться под прямым или постоянным током, прямой («минус» на электроде, «плюс» на изделии) или обратной полярности. Выбор зависит от свариваемого материала и его свойств. Вид тока определяется источником питания.
В качестве основного оборудования, генерирующего и (или) преобразующего ток, могут использоваться: трансформаторы и осцилляторы (снижают напряжение сети до необходимых значений), преобразователи и выпрямители (преобразуют переменный ток сети в постоянный ток сварочного процесса).
Параметры, необходимые для воспламенения дуги, значительно отличаются от тех, которые прослеживаются во время ее поддержания. Напряжение, необходимое для быстрого образования дуги, называется напряжением холостого хода. Рассмотрим значения напряжений, необходимые для воспламенения дуги и для поддержания ее горения.
| Вид тока | Напряжение холостого хода, В | Напряжения для поддержания дуги, В |
| Переменный | 50-80 | 20-30 |
| Постоянный | 45-50 | 16-25 |
Виды сварочных электродов различаются в зависимости от сетевых характеристик и обозначаются цифрами от 0 до 9:
- 0 – только для постоянного тока обратной полярности;
- 1-9 – для любых токов;
- 1, 4, 7 – любая полярность;
- 2, 5, 8 – прямая;
- 3, 6, 9 – обратная;
- 1-3 – напряжение холостого хода 50 В;
- 4-6 – 70 В;
- 7-9 – 90 В.
Выбор влияет на особенности технологии и качественные характеристики швов. Так, наименьшую глубину проваривания обеспечивает работа с переменными параметрами сети. Используется для неприхотливых материалов и несложных конструкций. При сварке дугой с постоянными характеристиками и обратной полярностью глубина сварочной ванны и механические свойства шва получаются на 50% выше, чем даже при прямой полярности. Используют для неподатливых материалов и ответственных конструкций.
Сварочные электроды ОЗС-12: характеристики и особенности
Время чтения: ≈5 минут
Любой новичок всегда озадачен при выборе сварочных электродов. В магазине представлены десятки самых разнообразных марок от различных производителей. Как отечественных, так и зарубежных. Консультант может предложить вам несколько марок на выбор. Если вы только постигаете азы сварки, то наверняка вам предложат сварочные электроды ОЗС-12. Они универсальные и недорогие.

Наша статья — это краткое описание марки ОЗС-12. Мы расскажем не только о технических характеристиках этих стержней, но и поведаем об основных нюансах. Зная их вы уже сможете приступить к работе и получить достойный результат.
Общая информация
Электроды ОЗС 12 — одни из самых популярных на рынке. Стержни этой марки выпускают самые разнообразные производителя. Среди наиболее достойных представителей выделим компанию «Спецэлектрод», «ЛЭЗ» и «ESAB». При этом электроды ЛЭЗ или электроды ESAB ОЗС 12 не сильно отличаются по качеству, так что можете приобретать упаковку одного из этих производителей.
Технические характеристики схожи с аналогами, такими как МР-3 или АНО-21. В качестве основы используется присадочная стальная проволока, которая имеет толстое рутиловое покрытие. Рутиловое покрытие обеспечивает устойчивость горения дуги и улучшает качество сварного соединения. Сами электроды изготавливаются согласно ГОСТам №9466-75 и №9467-75. Проверяйте наличие этих данных на упаковке.

По умолчанию уровень влажности у электродов не должен превышать 0.7%. Конечно, вы не сможете самостоятельно убедиться в этом, так что просто не покупайте стержни в полуподвальном магазине. Также рекомендуем перед сваркой прокаливать электроды в печи. Для марки ОЗС-12 оптимальная температура прокалки — 150-180 градусов. Время прокалки — около получаса.
Электроды ОЗС 12 предназначены для сварки различных типов сталей. Как низколегированных, так и углеродистых. Средний расход электродов на 1 килограмм металла составляет около 1.6 кг. Этот показатель можно считать оптимальным. Пользоваться стержнями ОЗС 12 очень удобно, они прочные и долговечные. Но только при соблюдении условий хранения.
Особенности
У электродов марки ОЗС-12 есть несколько характерных особенностей, которые и обуславливают их большую популярность. Многие мастера отмечают, что такими электродами особенно удобно варить трубопроводы и делать прихватки, поскольку шов формируется легко и быстро. Также некоторые сварщики отмечают, что сварка с применением малой силы тока не вызывает никаких проблем. Непровары не страшны даже новичкам.
Вы также можете варить этими электродами с применением сварочника, который включается в обычную бытовую розетку 220В. Практикующие мастера оценят легкость формирования тавровых швов. Также можно варить металлы с ярко выраженной окисной пленкой. Например, алюминий. Конечно, перед сваркой металл нужно будет тщательно подготовить. Но по сравнению с другими марками ОЗС-12 выдают куда лучший результат.
Применение
Чтобы получить качественное соединение, необходимо соблюдать некоторые правила. Прежде всего, рекомендуем в любом случае прокалить электроды перед сваркой. Даже если вы уверены, что они хранились правильно. Лишние полчаса прокалки уже существенно улучшат качество готового соединения. Также отметим, что необязательно варить на короткой дуге, как в случае с другими марками. Можно использовать удлиненную дугу. Это большое преимущество для новичков. Ведь длинная дуга позволяет открыто наблюдать за процессом сварки.
Выше мы писали, что электродами ОЗС-12 можно варить, подключив аппарат к бытовой электросети. Это действительно так, но убедитесь, что диаметр электродов не слишком большой. Также новички могут спокойно варить на малом значении силы тока, поскольку марка ОЗС-12 позволяет это делать.
Вместо заключения
Как видите, марка ОЗС-12 — это отличный выбор для всех категорий мастеров. Эти электроды понравятся всем: и домашним умельцам, и новичкам, и профессиональным сварщикам. Каждому из них ОЗС-12 дает возможности
При этом совершенно неважно, какого производителя вы выбрали. Это могут быть электроды ЛЭЗ или электроды ESAB ОЗС 12
Главное, чтобы продукция не была контрафактом или подделкой. Приобретайте комплектующие только в крупных магазинах, проверенных временем. Желаем удачи в работе!
Применение
Выше мы писали, что электродами ОЗС-12 можно варить, подключив аппарат к бытовой электросети. Это действительно так, но убедитесь, что диаметр электродов не слишком большой. Также новички могут спокойно варить на малом значении силы тока, поскольку марка ОЗС-12 позволяет это делать.
Общая информация
Электроды ОЗС 12 – одни из самых лучших на бизнес-платформах. Стержни этой марки изготавливают многие компании.
Технические параметры похожи на аналоги, такие как МР-3 или АНО-21 . В качестве основы применяется присадочная стальная проволока. Ей присуще мощное рутиловое покрытие.
Оно обеспечивает стойкость горения дуги, повышает качество сварочного соединения. Выпуск продукции выполняется по ГОСТу №9466-75 и №9467-75. Всегда ищите эту информацию на упаковке.
Степень влажности комплектующих не может быть более 0.7%. Понятно, что вы не сможете удостовериться в этом сами, поэтому не покупайте стержни с рук.
Прокаливать электроды в печи необходимо непосредственно перед сваркой. Продолжительность прокалки занимает полчаса. Для ОЗС-12 температура прокалки составляет 150-180 градусов.
Этот коэффициент признан наилучшим. Применять стержни ОЗС 12 комфортно, они крепкие и надежные.
Преимущества и недостатки
Технология сварки электродами марки ОЗС выделяется следующими положительными качествами.
- При выполнении сварочного шва не образуется пор, трещин, отсутствуют шлаковые составляющие. Шов характеризуется плавностью перехода от сварочного валика к основному металлу, что делает его незаметным на поверхности заготовки.
- Сварку можно производить по кромкам не зачищенных от ржавчины, грунта и со следами влажности.
- Шлаковая корка легко отделяется от поверхности шва.
- Устойчивое горение дуги обеспечивает минимальные потери, связанные с разбрызгиванием.
- Рутиловое покрытие электродов ОЗС не создает в сварочных газах токсичных элементов.
Электроды ESAB ОЗС-12 d3 мм. 5 кг. Фото Петрович







Главным недостатком расходных материалов ОЗС являются жесткие требования к влажности рутилового покрытия. При содержании в нем влаги более 0,7% все положительные качества электродов теряются. Поэтому предъявляются особые условия к помещению, где хранятся расходники ОЗС.
Однако, даже специальные склады не гарантируют содержание необходимого количества влаги в обмазке. Поэтому перед операцией сварки требуется в обязательном порядке прокалить электроды при температуре около 180°С в течение не менее получаса. Трудоемкость применения расходников ОЗС сильно увеличивается. Оборудование для прокалки электродов не всегда есть под рукой.
Сравнение с ОК, АНО, МР-3, в чем отличия, какие лучше
Большое многообразие конструкций из малоуглеродистых сталей стимулирует развитие сварочных технологий в разработке производства расходных материалов для их ручной дуговой сварки. Кроме электродов марки ОЗС рынок пестрит многообразием других расходников с рутиловым покрытием: отечественные АНО, МР-3, шведского бренда ЭСАБ ОК 46.00 и других. Обычному потребителю нелегко сориентироваться в огромном количестве марок и моделей.
Критериями для лучшего выбора можно посоветовать взять два фактора: объективный и субъективный.
Объективную информацию дают тестирование электродов в реальных условиях независимыми экспертами и сравнение технических характеристик. Так, например, температура прокалки электродов шведского бренда в разы меньше, чем у российских. Некоторые источники приводят случаи качественной сварки «отсыревшими» расходниками ЭСАБ ОК.46. Эксперты не находят существенной разницы в сварочных характеристиках электродов марок ОЗС, МР-3, АНО и ОК 46.00.
Субъективную, но вполне реальную информацию дают отзывы простых сварщиков, так как они используют в работе одинаковые марки, но изготовленные разными производителями. Технологический процесс на некоторых из них желает оставлять лучшего. В качестве примера (информация взята с форума сайта Forumhous.ru) результаты опроса пользователей на вопрос «Какой из электродов Вам нравится?» дали следующие результаты:
- ОК 46.00 — 57,5%;
- МР – 3 — 26,1%;
- АНО – 21 — 20,9%;
- ОЗС – 12 — 11,2%.
Особенности, преимущества и недостатки
Выбираем электроды и собираем отзывы
Электроды марки ОЗЛ имеют все преимущества и недостатки, которые присутствуют у расходников с основным покрытием.
Преимущества:
- уменьшается вероятность образования кристаллических трещин сварочного шва;
- защитный шлак основного покрытия снижает содержание в металле шва кислорода и водорода, тем самым повышая его вязкость и пластичность;
- повышенная хладостойкость (устойчивость к хрупкости) при низких температурах;
- основное покрытие практически не окисляется, что позволяет дополнительно легировать сварочный шов элементами присадочного материала;
- при добавлении железного порошка возможно увеличение коэффициента наплавки.

Недостатки.
Качество сварочного шва ухудшается (образуются поры) в следующих случаях:
- при увеличении длины дуги;
- при наличии избытков влаги в покрытии;
- на свариваемых поверхностях сохранились остатки ржавчины и других загрязнений;
- очистить кромки и прокалить электроды- обязательные условия для подготовки к сварке электродами марки ОЗЛ, что увеличивает ее трудоемкость.
Электроды ОЗЛ имеют низкую устойчивость к горению дуги, из-за содержания в основном покрытии соединений фтора. Создаваемая ими повышенная ионизация обеспечивает стабильный процесс сварки только на короткой дуге с постоянным электрическим током с обратной полярностью.
Наличие в аэрозолях сварочного газа вредных следов фтора предъявляет повышенные требования к наличию у сварщика средств индивидуальной защиты органов дыхания, а в рабочем помещении должна функционировать эффективная вентиляция.

Особенностью сварки расходниками ОЗЛ является их большой расход по сравнению с другими видами электродов. Разбрызгивание можно уменьшит подбором требуемого по технологическим особенностям сварки диаметра стержня.
Характеристика электродов с рутиловым покрытием
Электроды с рутиловым покрытием, по ГОСТ 9466-75 «Электроды покрытые металлические для
ручной дуговой сварки и наплавки. Классификация и общие технические условия«, в структуре условного обозначения электродов обозначаются индексом — Р.
Марки электродов с рутиловым покрытием: МР-3, АНО-1, ЗРС-1, ЗРС-2, ОЗС-4, ОЗС-6 и др.
По механическим свойствам наплавленного металла электроды с рутиловым покрытием, нанесенными на стержни из Св-08,
Св-08А (ГОСТ 2246-70), соответствует типу электродов Э42 — Э46 по ГОСТ 9467-75.
Шлаковую основу рутиловых покрытий составляет минерал рутил (рутиловый концентрат —
ГОСТ 22938-78), состоящий в основном из двуокиси титана
(TiO2).
Газозащитная составляющая часто применяется органическая. В этом случае наводороживание металла шва может быть еще более высоким, чем при
кислых покрытиях. Значительное снижение водорода в шве и наименьшая склонность к пористости достигаются при определенной гарантированной влажности рутилового покрытия.
Отсыревшие электроды необходимо просушивать при температуре 200°С в течение 1 ч, а сварку выполнять не ранее чем через сутки после сушки. Окислительная способность рутиловых покрытий несколько меньше кислых, и металл, наплавленный электродами с этими покрытиями, нанесенными на стержни из
низкоуглеродистой проволоки (Св-08, Св-08А), соответствует полуспокойной стали (содержание кремния составляет 0,1÷0,2%).
Рутиловые электроды, так же как и кислые, не склонны к образованию пор в швах при сварке сталей, имеющих на поверхности окалину и ржавчину, и равноценны им по стойкости против образования горячих трещин.
Из имеющейся практики, электроды с рутиловыми покрытиями позволяют производить сварку по грунтовочным покрытиям толщиной 20—25 мкм без образования пор в швах и без ухудшения механических свойств металла швов. Пористость в швах появляется при применении повышенных режимов тока, при сварке
с
зазорами, а также при
ручной дуговой сварке тонкого металла электродами слишком
большого диаметра.
Электроды с рутиловыми покрытиями значительно превосходят кислые по формированию швов, имеют меньшее разбрызгивание, а главное — менее токсичны.
Сопротивление усталости
сварных соединений, работающих при знакопеременных нагрузках, существенно снижается при наличии концентраторов напряжений в местах перехода от шва к
основному металлу, особенно при
. Поэтому если плавность перехода в этих местах не может быть обеспечена последующей механической обработкой, то для сварки таких соединений предпочтительнее применение электродов с рутиловыми покрытиями, которые обеспечивают более плавные переходы металла шва к
основному металлу, чем кислые и
фтористо-кальциевые
(основные) электроды. Вследствие этого
сварные соединения из малоуглеродистых нелегированных сталей, обладающих более низкой усталостной прочностью по сравнению с легированными, выполненные рутиловыми электродами, имеют более высокое сопротивление усталости, чем выполненные электродами с кислым и основным покрытиями.
Рутиловые электроды обеспечивают хорошую стабильность горения дуги и являются лучшими для сварки в вертикальном и потолочном положениях
(положения
сварки плавлением — ГОСТ 11969-79), так как образующиеся при плавлении покрытий титанаты обладают высокой способностью к коагуляции и быстрому всплыванию из жидкой
сварочной ванны и, кроме этого, вязкость шлаков рутиловых покрытий резко возрастает при снижении температуры.
Такие шлаки называют «короткими» в отличие от «длинных» шлаков, вязкость которых уменьшается медленно при снижении температуры. Длинные шлаки имеют электродные покрытия с большим содержанием SiO2.
Область применения рутиловых электродов та же, что и кислых, но благодаря ряду перечисленных технологических преимуществ рутиловые электроды находят более широкое применение.
- Классификация
сварочных электродов по толщине и виду покрытия - Классификация компонентов электродных покрытий по назначению
- Характеристика электродов с кислым покрытием
- Характеристика электродов с основным (фтористо-кальциевым) покрытием
- Характеристика электродов с целлюлозным (органическим) покрытием
- Характеристика электродов с рутиловым покрытием
.
Применение
Сварочные электроды АНО-21 могут применяться при сварке многих типов сталей. От марки «Ст3кп» до «Ст20к». Можно варить конструкционные и углеродистые стали. Максимальная толщина металла — 5 миллиметров. Стержням АНО-21 под силу любые типы соединений. И угловые, и стыковочные, и нахелесточные. Сварка возможна в любом пространственном положении. В числе вертикальном, когда шов формируется сверху-вниз.
Электроды подходят не только для выполнения несложной домашней или тренировочной сварки. Их можно использовать на производстве, поскольку получаемые швы отвечают всем требованиям по качеству. Вне зависимости от того, в каком пространственном положении будет произведена сварка. Отличное качество швов обеспечивается за счет устойчивой дуги и ее легкого поджига, а также простого удаления шлака после сварки. Простой поджиг — большое преимущество для новичков. Вам не придется долго возиться с электродами, надеясь зажечь дугу. Достаточно постучать концом электрода по поверхности металла. К тому же, такими электродами можно варить металлы с окисной пленкой. Например, алюминий. Что существенно упрощает работу.
Особенности эксплуатации
Для изготовления качественных швов необходимо знать методику работы с рутениевой проволокой и применять ее на практике.
Настройки сварочного аппарата
Это несложная операция, однако ошибки приводят к перерасходу материала и некачественной сварке металла.

Настройка сварочного аппарата – несложная операция.
Прежде чем выставлять параметры на аппарате, надо выяснить несколько нюансов:
- разновидность свариваемой стали;
- толщину заготовок;
- глубину и ориентированность в пространстве соединительного шва;
- возможности электрической сети.
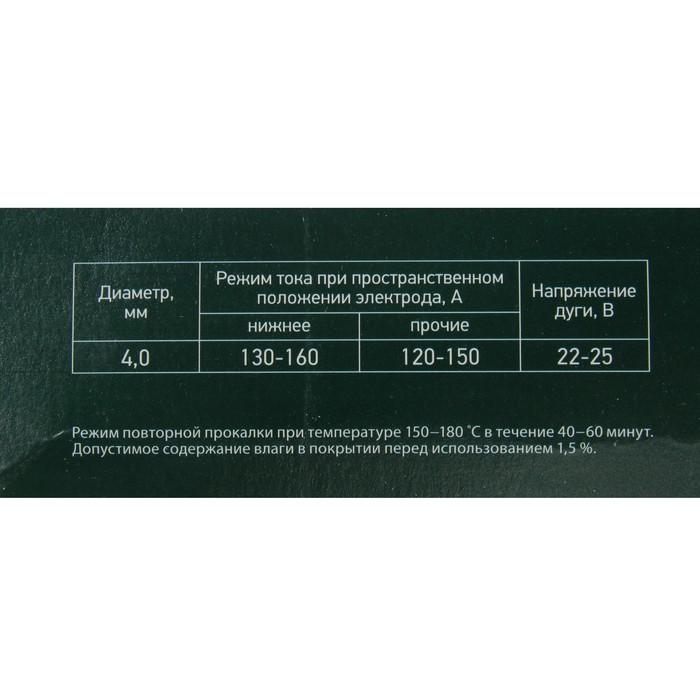
Выбор режима сварки
Эта операция заключается в установке нужных параметров на аппарате переменного или постоянного тока. В таблице приведены нормы в зависимости от типа создания сварочного шва и диаметра стержня:
| Диаметр, мм | 2 | 2,5 | 3 |
| Сила тока в нижнем положении, А | 50-90 | 60-110 | 80-140 |
| Сила тока в вертикальном положении, А | 50-70 | 60-90 | 80-100 |
| Сила тока в потолочном положении, А | 70-90 | 80-100 | 100-130 |
Рекомендуем к прочтению Особенности и главные преимущества использования электродов типа Э46
Прокалка расходников
Качество шва и поджигания дуги, залипание электрода и осыпание обмазки зависят от количества влаги в рутиловом слое. Для этого стержни предварительно прокаливают.









Произвести сушку можно в таких приспособлениях:
- в стационарных печах с лотками под электроды и возможностью поддержания постоянной температуры от 60 до 500°C;
- в герметичных термоизоляционных пеналах при работе на открытом воздухе;
- в специальных контейнерах, подключаемых к сварочному аппарату или бытовой электрической сети;
- в шкафах, пригодных не только для нагрева, но и для хранения расходных материалов.

Качество шва зависит от количества влаги в электроде. В домашних условиях пользуются такими устройствами:
- газовой или электрической духовкой;
- горячим радиатором отопления (необходимо согревать электроды в течение 2-3 дней);
- строительным феном в асбестовой или другой негорючей трубе.
Прокаливать рутиловые электроды допускается не более 3 раз.
Особенности применения
Применяя расходный материал этой марки, можно выполнять сварочные работы на вертикальных участках, а также внизу. Эти изделия используют для работ с изделиями из низколегированных марок сталей и сплавов, для которых характерен предел текучести на уровне 380 МПа. Применяя эти электроды, необязательно выполнять предварительную зачистку поверхностей изделий и конструкций, их сушку, поскольку такие факторы, как влажность и ржавчина не оказывают большого влияния на качественные характеристики создаваемого сварного шва. Первичный поджиг при сварке этими электродами легкий. Это исключает снижение темпов скорости выполнения сварочных работ при:
- создании коротких швов;
- точечном контакте.
Целесообразно использовать расходный материал этой марки для сварочных работ тогда, когда высок риск прожига металла. Например, когда стоит задача обеспечить надежное соединение изделий, имеющих небольшую толщину, или при сварке деталей, которые имеют гальваническое покрытие. Используя этот расходный материал на холостом ходу, значение напряжения находится на низком уровне, что дает возможность выполнять сварку от простых источников питания, которые предназначены для бытового использования.
Характеристика сварочных электродов ОЗС-12
При определении технологических характеристик ОЗС-12 сначала следует рассмотреть химический состав стержней, так как от него в немалой степени зависят и другие параметры изделия.
Специалисты в сварочном деле и опытные сварщики при выборе электрода всегда ориентируются на механические свойства, которые помогают определить пригодность изделий того или иного типа для формирования шва с требуемыми эксплуатационными и технологическими характеристиками.
Как уже упоминалось выше, электроды ЛЭЗ ОЗС-12 предназначены для сваривания и наплавки элементом из углеродистой стали. Марка обладает особенными свойствами, выделяющими ее из многих остальных.
Простота выполнения соединения, в том числе при предварительно выставленных прихватках.
Возможность сваривания на токах пониженной мощности с использованием стержней небольшого сечения. При этом работы могут проводиться с задействованием сварочных трансформаторов.
Отличное качество таврового сопряжения, обеспечивающее повышенную прочность вогнутых швов
Это важно при воздействии повышенных нагрузок на линию соединения, использовании изделий в иных особых условиях по нагрузкам.
Отсутствие требований к чистоте металла. Электроды сварочные ОЗС-12 применяются для сварки изделий с очагами глубокой коррозии при выполнении работ в любых условиях.
Специалисты в таких случаях предлагают использование длинной дуги, что помогает еще больше раскрыть возможности и характеристики электродов.
Высокое качество сформированных швов обуславливается повышенным показателем сопротивления на разрыв. Кроме того, рубцы характеризуются пластичностью и ударной вязкостью.
При необходимости выполнения повторного розжига дуги, он происходит быстро и легко, разница с изделиями иных марок чувствуется даже при использовании ОЗС-12 в домашних условиях.
Дуга, образованная электродом с рутиловой обмазкой, стабильна. При работе не выделяются вредные вещества, сказывающиеся на самочувствии сварщика.
Эффективность использования ОЗС-12 не зависит от рода тока, главное – соблюдать требуемую полярность. Изделия показывают отличные показатели при выполнении сварки в нижнем, потолочном либо вертикальном положении.
Перед применением после продолжительного хранения изделия следует тщательно высушить и прокалить под воздействием температуры 150-180°С.
Маркировка
Все пачки раскрашиваются в цвета заводов-изготовителей и имеют соответствующую маркировку, отражающую характеристики изделий, и рекомендуемый способ их применения.
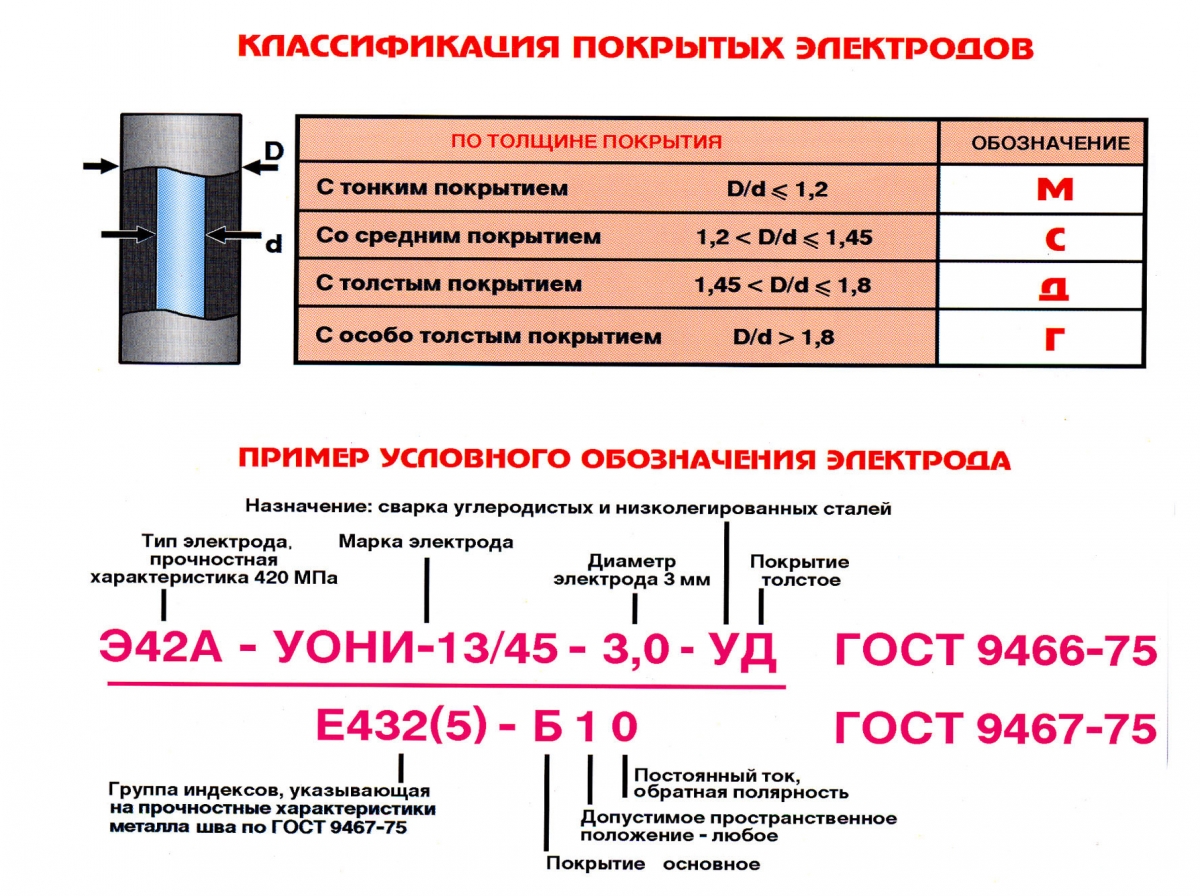
Пример маркировки: Э46-ОЗС-12-3-УД1/Е430(3)-Р12. Она означает, что в пачке находятся электроды ОЗС-12 типа Э46 диаметром 3,0 мм с толстым рутиловым покрытием для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 60 кгс/мм2. Предел прочности при разрыве 46 кгс/мм2. Предел прочности при растяжении 430 МПА, относительное удлинение менее 20%. Минимальная температура по ударной вязкости металла шва не регламентирована. Допустимые положения электрода при сварке любые. Применять следует постоянный ток прямой полярности.
Вся продукция имеет необходимые сертификаты, паспорта и разрешения. Гарантия распространяется на весь срок, заявленный производителем. Постпродажное обслуживание осуществляется в сервисных центрах наших партнеров и мастерских заводов изготовителей.
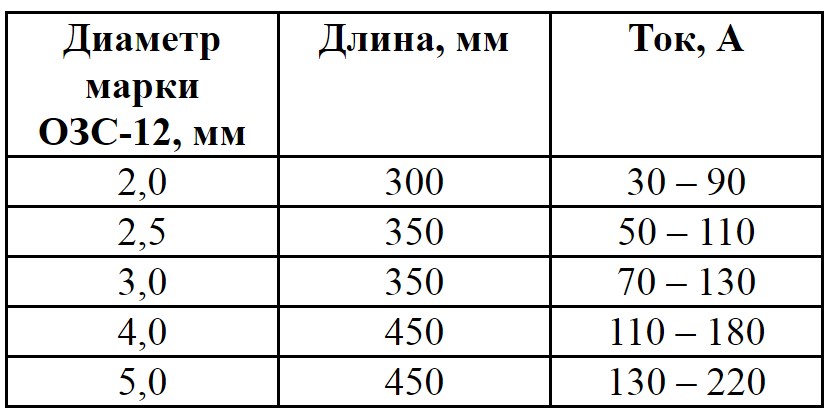
Геометрические размеры и сила тока
Геометрические параметры и ток при применении электродов с рутиловой обмазкой марки ОЗС-12 в соответствии с их диаметрами в представлены в таблице.
Дмитрий Шестковский, электрогазосварщик, стаж работы – 25 лет: Электроды марки ОЗС-12 – лучший выбор для сварщиков, как работающих на постоянной основе, так и любителей или домашних мастеров. Применение расходников такого типа предоставляет возможность получения качественного шва в любых условиях и практически не зависит от уровня квалификации исполнителя и выбранного производителя. Главное – постараться выбрать только качественные электроды и соблюдать правила их хранения и эксплуатации. Для получения действительно качественных расходников их рекомендуется приобретать в специализированных магазинах либо крупных торговых сетях».
Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями
ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые
электроды для дуговой сварки делятся на следующие группы:
У — для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным
сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются
следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л — электроды данной группы применяют для сварки легированных сталей, а также
для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа.
Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т — данные электроды предназначены для сварки легированных теплостойких сталей.
В — электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н
— электроды для наплавки поверхностных слоёв с особыми свойствами.
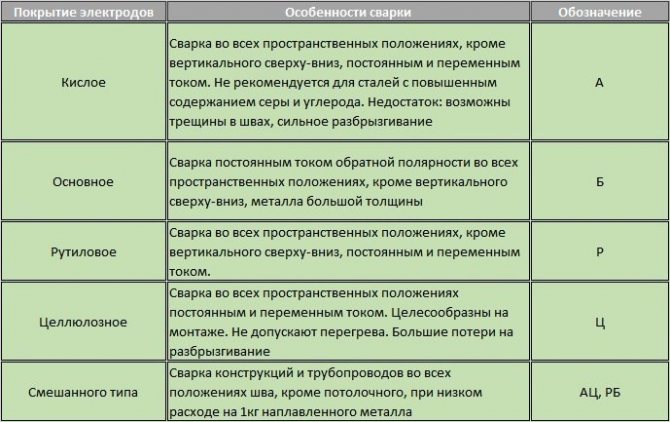
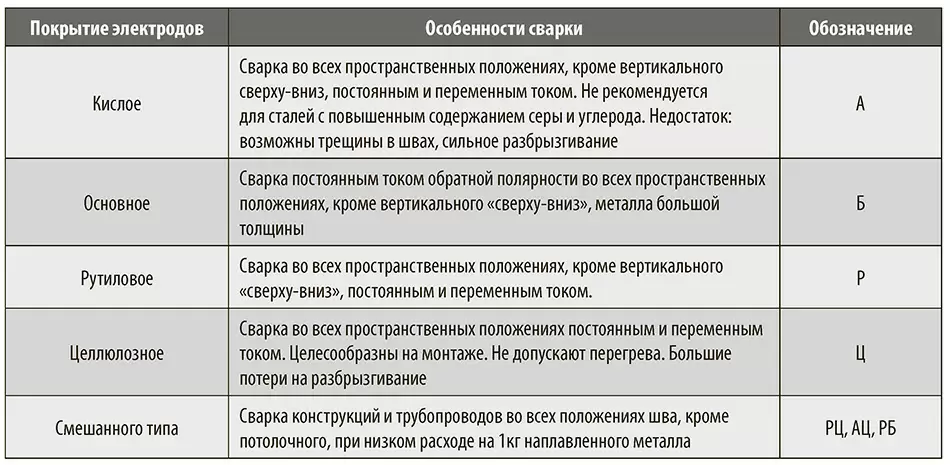
Классификация электродов, в зависимости от вида покрытия
А — электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия
состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды
обладают высокой токсичностью из-за содержания оксида марганца, но, при этом,
обладают высокой технологичностью.
Б — основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.).
В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия
для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций,
ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами
с основным покрытием, получается сварной шов с высокой пластичностью. Данные
электроды используют для сварки ответственных сварных конструкций.
Р — электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3,
МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший
название этой группе электродов. Рутиловые электроды для ручной дуговой сварки
менее вредные для здоровья, чем другие. При сварке металла такими электродами
толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет
использовать данные электроды для выполнения швов в любом положении.
Ц — группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.).
Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк,
ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно
использовать для выполнения сварки в любом положении. Преимущественно они используются
при сварке металлов малой
толщины. Недостатком их является пониженная пластичность сварного шва.
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру
электродного стержня d), электроды подразделяются на группы:
М — с тонким покрытием (соотношение D/d не более 1,2).
С — со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д — с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г — электроды с особо толстым покрытием (соотношение D/d более 1,8).







Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность
изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние
поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В
зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше
номер группы, тем лучше качество электрода и выше качество
сварки.
Классификация электродов по пространственному положению при
сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного
расположения свариваемых деталей:
1 — допускается сварка в любом положении;
2 — сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 — сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных
снизу вверх;
4 — сварка в нижнем положении и нижнем «в лодочку».
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию
электродов в зависимости от полярности сварочного тока, напряжения холостого
хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды
делятся на десять групп и обозначаются цифрами от 0 до 9.
Область применения
Электроды для сварки ОЗС-12 с рутиловой обмазкой могут успешно использоваться для любых работ, требующих соединения изделий из углеродистых марок стали:
- выполнения стандартной сварки на всех направлениях с установкой прихваток в цехах промышленных предприятий;
- соединения любых типов труб независимо от диаметра и толщины стенки, требуемых по описанию условий эксплуатации характеристик;
- проведения работ по сварке в домашних условиях.
Также расходники широко востребованы для изготовления конструкций, эксплуатируемых в условиях повышенных нагрузках на особо ответственных промышленных объектах:
- оборудования для горно- и нефтегазодобывающей отраслей, металлургии;
- котельного оснащения;
- оборудования, предназначенных для перемещения грузов;
- подъемно-транспортных механизмов;
- нагруженных металлоконструкций.
Технические характеристики электродов ОЗС обеспечивают создание сварочных швов и поверхностей наплавки самого высокого качества как с применением профессионального оборудования, так и бытового. В качестве источника дуги применяются инверторы, трансформаторы или электрогенераторы.
Назначение
ОЗС электроды находят применение для ручной сварки, при которой происходит соединение стальных изделий, в составе которых содержится углерод. Областью применения этой марки электродов является разрезание на части полотен и конструкций, а также наплавка на изношенные механизмы и детали.
Осуществлять сложный монтаж позволяет способность электродов работать в различных положениях, в том числе в труднодоступных местах. Особо ценной является возможность сварки электродами этой марки поверхностей, покрытых окислами.
Электроды выпускаются несколькими российскими производителями. Например, компания «Эсаб», являющаяся мировым лидером в области выпуска оборудования и расходных материалов к нему, выпускает такие качественные расходники, как электроды esab ОЗС-12, пользующиеся огромным спросом. Также известными производителями являются «СпецЭлектрод», «Бор», «ЛЭЗ» и другие предприятия.

Электроды разных производителей не имеют особых различий, касающихся качества, характеристик и сферы применения, поэтому можно приобретать изделия любого из них.