
Оборудование поста электросварщика
При оборудовании сварочного поста (стационарного или передвижного) для электросварки должны соблюдаться следующие условия:
- заземление подключается к рабочему столу и корпусам оборудования;
- хорошая освещенность поверхности рабочего стола (допускается сочетание искусственного света с естественным);
- пол из огнестойкого материала;
- крышка стола из стали или чугуна, толщиной не меньше 20 мм, с подключенным кабелем массы;
- ящики или карманы для хранения инструмента, электродов, технической документации;
- табурет с сидением из изоляционного материала для сварки сидя;
- наличие на полу возле стола резинового коврика.
Когда сварка проводится на открытом воздухе, рабочее место накрывают навесом или тентом из водонепроницаемого материала для защиты от дождя, снега, солнца.
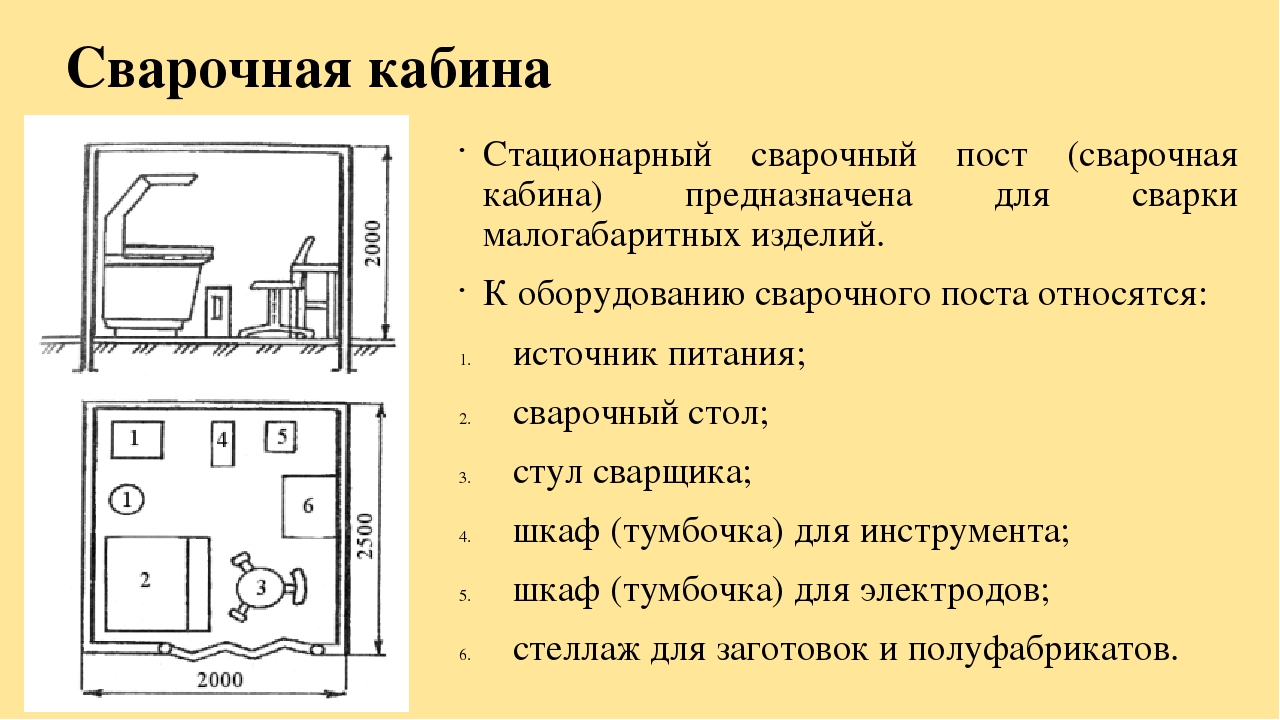
Стационарный
Сварочные посты стационарного типа делают в виде кабинок без верхнего перекрытия.

Пример стационарного сварочного поста
При обустройстве учитывают требования нормативных документов:
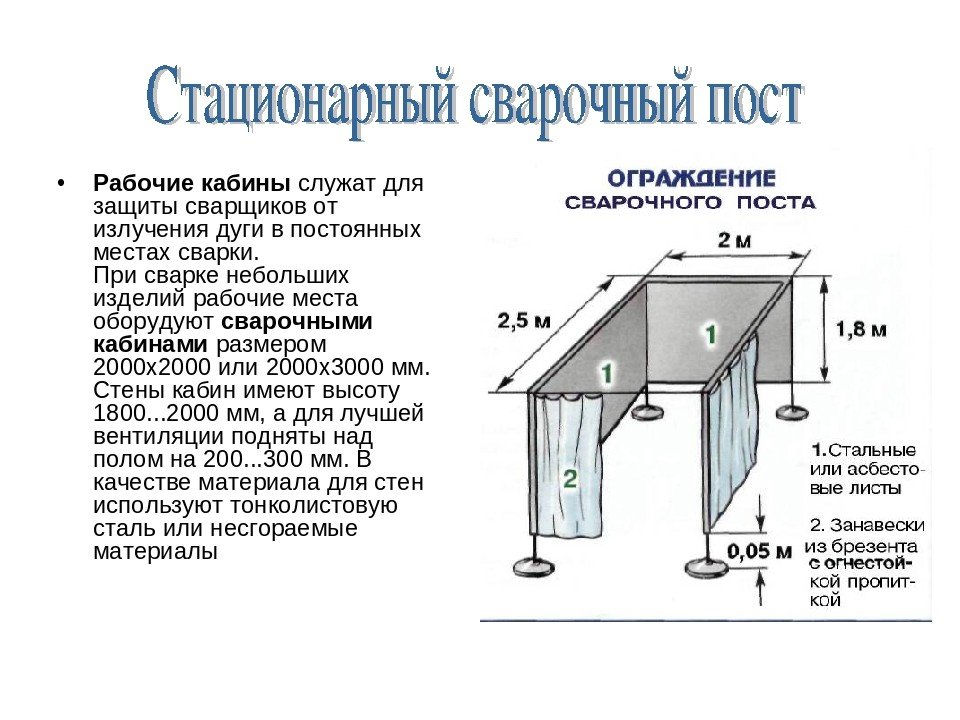
- Площадь не ниже 3 м², стенки высотой от 2 м. На входе навешивают ширму из брезента или негорючего пластика.
- От пола до нижнего края стенок оставляют вентиляционные зазоры размером не меньше 50 мм. При работе с инертным газом промежуток увеличивают до 300 мм. Зазоры закрывают металлической сеткой с мелкими ячейками.
- Устанавливают стол со столешницей не меньше 1 м². Для работы в положении сидя его высота 60 — 70 см, для сварки стоя от 85 см.
- Стенки делают из листового железа, асбоцементных плит или негорючих материалов, обработанных огнеупорным составом.
- Над столом устанавливают светильник.
- Стенки покрывают краской светло-серого цвета, обладающей способностью поглощения ультрафиолетового излучения (составы на цинковой основе или титановые белила).
- Устанавливают вытяжку или при организации сварочного поста в цеху подключают к централизованной системе приточно-вытяжного воздухообмена.
- Пол заливают бетоном или закладывают кирпичом.
- Внутри кабины устанавливают рубильник для быстрого отключения электрооборудования, если возникнет нештатная ситуация.
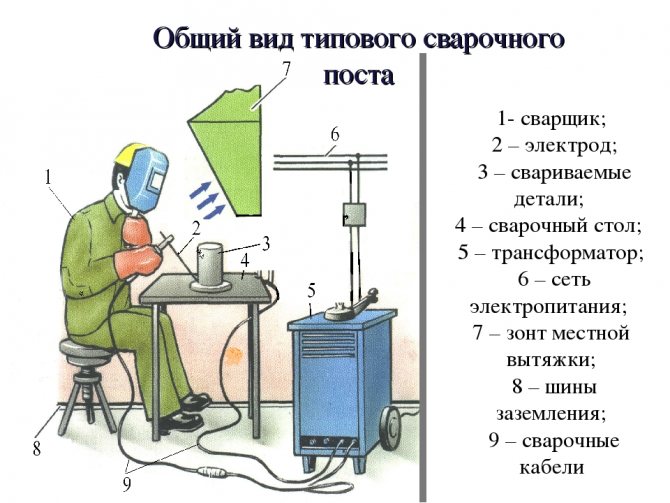
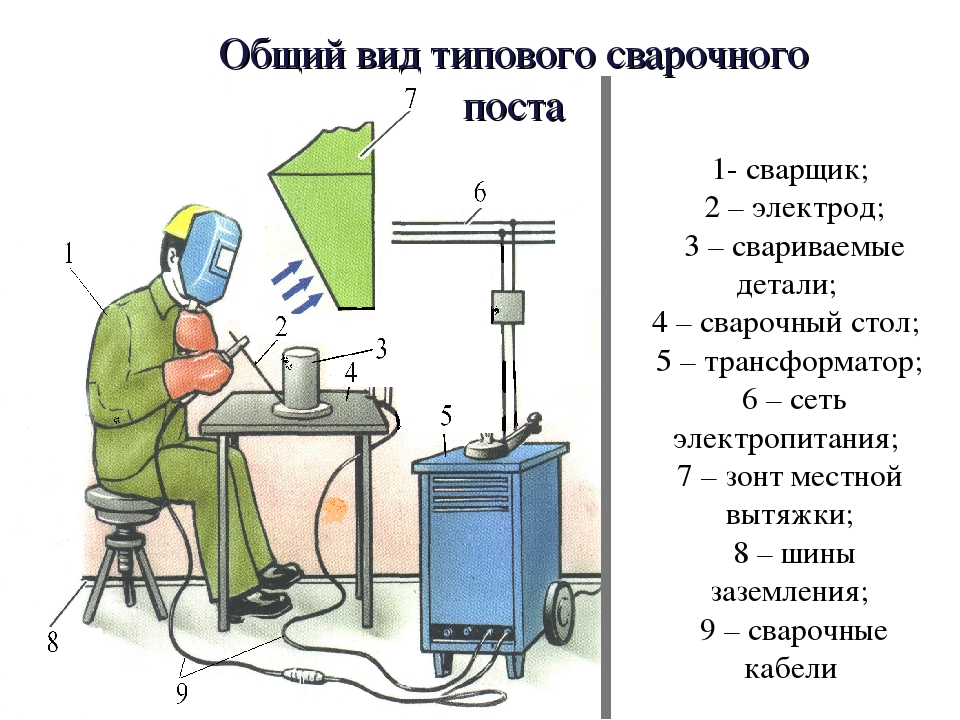
Общий вид типового сварочного поста
Передвижной
При оборудовании передвижных сварочных постов для ручной сварки не требуется организация воздухообмена, соблюдение размеров рабочего места. Однако требования ПБ, которые предъявляются к стационарному типу, должны соблюдаться. Тележка для перемещения оборудования должна быть с удобными колесами, обеспечивающих перевозку поста без приложения чрезмерных усилий.

Пример передвижного сварочного поста
Для проведения сварки используют переносной сварочный аппарат с комплектом кабелей, который перемещают вдоль объекта. Для защиты от непогоды передвижной пост комплектуется щитами для установки навеса. Инструменты и электроды хранят в тумбах и креплениях. Чтобы защитить находящихся рядом людей от светового излучения, рабочее место огораживают переносными щитами. При прокладке протяженных трубопроводов передвижные сварочные посты обустраивают в небольших вагончиках на колесах от автомобилей с автономным электрогенератором.
Создание собственного поста
Рабочее пространство можно организовать своими руками. При создании мобильного сварочного поста требуются дополнительные компоненты для переноса инструментов и расходных материалов.
Сбор инструментов и материалов
При организации рабочего пространства сварщика потребуются:
- Устройства подачи тока. К ним относят трансформаторы или генераторы, часто работающие от сети 380 В.
- Баллоны с инертным или активным газом. На стационарных постах устанавливают емкости большого объема.
- Комплект фиксирующих инструментов. К ним относятся тиски и струбцины.
- Средства предварительной обработки металлических деталей – устройства холодного проката и вальцовки, трубогибы.
- Инверторы, сварочные полуавтоматы для мобильного поста.
- Электроды, присадочная проволока. Рекомендуется приобрести разные виды материалов.
Рекомендуем к прочтению Как разделывать металлические кромки под сварку
Как собрать
В процессе создания сварочной кабины своими руками соблюдают следующие правила:
- Рекомендованная длина рабочей зоны – 2 м, ширина – 2,5 м. Высота потолка должна составлять не менее 2 м. Нельзя делать верхнюю часть кабинета закрытой.
- Для сборки стен используют листовую сталь или фанеру, обработанную негорючим составом.
- Для предварительной подготовки и сварки металлических деталей организуют удобный сварочный стол. Его можно делать стационарным или складным. Для сборки используют профильные трубы, толстые стальные листы. Столы должны снабжаться металлическими держателями, фиксирующими идущий от источника питания токопроводящий кабель, заземляющий провод.
- В боковой части стола размещают контейнеры для складирования электродов, сварочной проволоки. Устанавливают выдвижные ящики, в которых будут храниться мелкие инструменты, техническая документация.
- Устанавливают одно- или многопостовые источники питания дуги. Первый вариант предпочтителен при самостоятельной организации рабочего пространства. Во втором случае потребуется использование токоподводящих шин.
- Монтируют рубильник для управления сварным током.
Устройство по этапам
Сварочный кабинет можно обустроить в гараже, на производственной площадке, станции технического осмотра. При этом используют следующую схему выполнения работ:
- Выбирают место. Рекомендуется располагать пост вдали от легковоспламеняющихся жидкостей, материалов и газов.
- Собирают кабину. От пола до нижнего края стен оставляют зазоры в 5 см для проветривания. При работе с инертными газами это расстояние увеличивают до 30 см. Устанавливают вентиляционные сетки. На входе вешают брезентовую или пластиковую негорючую ширму.
- Монтируют стол со столешницей. Предусматривают возможность регулирования высоты стоек и площади столешницы.
- Устанавливают осветительные приборы.
- Окрашивают стенки кабины светло-серой краской, поглощающей ультрафиолетовые лучи. Выбирают красящие составы на основе титана или цинка.
- Монтируют вытяжную установку принудительного типа. Подключают оборудование к централизованной системе воздухообмена.
- Заливают пол бетоном. Можно использовать для формирования напольного покрытия кирпич.
- Монтируют рубильник для аварийного отключения сварочных аппаратов.
На последнем этапе подключают оборудование к источникам питания.
Способы устройства сварочного поста
Существует два типа сварочных постов: передвижной и стационарный. Стационарный оборудуется для изготовления небольших металлоконструкций. При работе на крупных объектах необходима передвижная площадка. Ее устраивают обычно на производственных участках при сварке трубопроводов и быстровозводимых сооружений.
Общие требования к любому сварочному посту:
- Заземление всего электрооборудования.
- Хорошее освещение рабочего места (не менее 80 Люкс), желательно сочетать искусственное с естественным.
- Бетонный, кирпичный или цементный пол.
- Стальная или чугунная рабочая поверхность с питающим кабелем.
- Хорошая вентиляция рабочего места с отведением газов, выделяющихся при сварке.
- Специальные карманы из негорючего материала для хранения расходных материалов, документов, электродов.
- Металлическое кресло с диэлектрическим сиденьем для проведения сидячих работ.
- Резиновый коврик под ноги сварщика.
Если сварочный пост оборудуется на улице, необходим навес для защиты от осадков и складные щиты для защиты от солнца.
Для стационарного сварочного поста сооружают защитную кабину без крыши.
Такой сварочный пост и его оборудование должны соответствовать нескольким требованием:
Металлический каркас.
Ощая высота не менее 200 см.
Внтиляционные зазоры 20-25 см вдоль нижнего края стенок.
Стенки из негорючих материалов: асбест, металл, брезент или фанера, пропитанные раствором алюмокалиевых квасцов.
Брезентовая ширма на входе.
Вутреннее пространство кабины окрашено огнеупорным составом светло-серого цвета: титановыми белилами, желтым кроном или цинковыми белилами





Эти краски поглощают ультрафиолет и не воспламеняются, что достаточно важно.
Стальная или чугунная рабочая поверхность площадью 1 м2.
Высота стола 50-60 см для работы сидя, 90 см – для работы стоя.
Площадь кабины не менее 3 м2.
Оснащение поста в зависимости от вида сварки
Различные виды сварочных работ требуют разного оборудования для сварочного поста. Неизменными во всех случаях остаются требования по заземлению, наличию защитных средств и вспомогательных приспособлений для рабочего.
Оснащение поста для выполнения конкретного вида сварочных работ должно соответствовать таким требованиям:
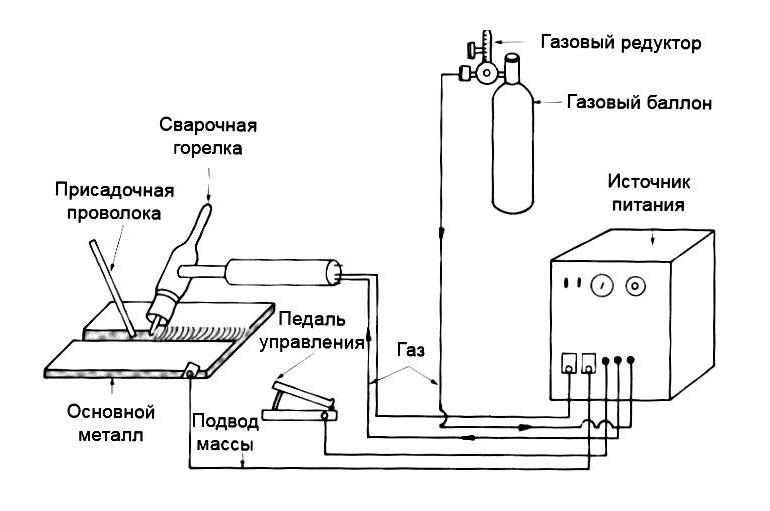
- Для сварки электрической горелкой потребуется компрессор, горелка, реостат и источник электроэнергии. Любые газы, необходимые для работы, могут использоваться непосредственно из баллона.
- Механизированная резка и сварка требует установки дополнительной машины, которая будет с заданной скоростью перемещать материал или режущий инструмент.
- Сварка трехфазной дугой проводится с использованием электромагнитных контакторов.
- Место проведения сварки в среде инертных газов должно иметь оборудованное место для баллона, ротаметр (расходомер), газовые рукава и редуктор. Возможно использование регуляторов, выполняющих функции редуктора и ротаметра одновременно.
- Пост сварщика, работающего с переменным током, оснащается осциллятором для стабилизации дуги и сварочным трансформатором.
Оснащение кабинки и передвижного сварочного поста – ответственное мероприятие.
Оборудование разных видов сварки
Организация рабочих точек обусловлена характеристиками используемого оборудования. В первую очередь это масса и требования к подключению.
Сам сварочный пост и оборудование сварочного поста, основу которого составляют тяжелые станки, дополнительно обеспечивают инструментами для их обслуживания, настройки, а при необходимости — ремонта. Кроме того, в наличии должен быть некоторый запас расходных: порошковый флюс, газ, различные присадки.
Более точно параметры комплектации диктуют технологические карты, индивидуальные регламенты, включающие чертеж с планировкой, функциональные и другие схемы.
К комплектации распространенных устройств универсальных устройств допускает большую свободу. Их выделяют в две группы, на основе:
- электросварочного, дугового,
- газового оборудования.

Стационарные посты первого типа комплектуют мощными устройствами постоянного либо переменного тока, нередко работающими от сети 380В. Это трансформаторы переменного тока, с выпрямителями либо без них, электрические машины (генераторы), устройства стабилизации дуги.
Если работа ведется с использованием инертного либо активного газа, обязательной комплектацией будут баллоны с аргоном, водородом, гелием и т.п.
Комплектация газовой сварки включает баллоны с рабочим газом (ацетилен или пропан), а также кислородом.
При этом, в отличие от мобильного, стационарный газосварочный пост не имеет ограничений по весу, поэтому газ сюда подается в баллонах емкостью в десятки литров.
Столы и прочая оснастка так же не ограничена по весу. Расширенный комплект может состоять не только из тисков и струбцин. Он включает фиксаторы различной конструкции, трубогибы, устройства для холодной прокатки, вальцовки и пр.
Мобильные наборы используют малогабаритное оборудование: инверторы, сварочные полуавтоматы, газосварка с небольшими баллонами.
Перемещаемые на автомобилях и прицепах сварочные комплексы на основе генераторов с приводом от двигателя, работающего на бензине, газе или ДТ. Такие посты полностью автономны, поэтому их нередко можно видишь в зоне ликвидации последствий стихийных бедствий.
Категории пожарной безопасности: таблица категорий безопасности зданий, сооружений, помещений
Для определения перечня необходимых мероприятий по соблюдению противопожарного законодательства каждому помещению, сооружению, зданию или наружной установке присваивается категория объекта пожарной безопасности. Данная классификация нужна, чтобы уровень предпринимаемых действий по защите соответствовал потенциальной опасности возникновения чрезвычайно ситуации. Различают три вида объектов:
- здания или сооружения;
- помещения;
- наружные установки.
Для более точного определения признаков каждого из них и присваиваемых им категорий целесообразно рассмотреть объекты отдельно по группам.
Обозначение категории пожарной безопасности помещений, зданий и сооружений
В качестве результата классификации объектов защиты на каждом из них вывешиваются знаки категории пожарной безопасности по ГОСТу. Их параметры четко определяются Техническим регламентом и должны полностью ему соответствовать. Различают два вида знаков, которые допускаются к применению: красный прямоугольник или желтый треугольник. Их размеры, используемые цвета и шрифт надписей должны соответствовать указанным в регламенте.
При посещении любого контролирующего органа знак категории помещения по пожарной безопасности (ГОСТ р 12.4.026-2001) проверяется одним из первых, так как его необходимость прямо прописана во всех нормативных документах.
предлагает услуги по составлению пожарной декларации, обучению и аттестации ответственных сотрудников предприятия, а также проведению проектных и монтажных работ, связанных с системами сигнализации и пожаротушения. Кроме того, опытные и квалифицированные специалисты могут выполнить любые виды огнезащитной окраски или пропитки конструкций и материалов.

Категории помещений по пожарной опасности. Расчет категорий помещений :
Для проведения всех мероприятий по пожарной безопасности важно оценить помещение. Ведь возникновение и скорость распространения огня напрямую зависит от горючести материалов, которые находятся в сооружениях, а также от технологических нюансов производств на объектах
Основная классификация
В зависимости от находящихся в зданиях материалов, жидкостей или газов, выделяют 5 степеней опасности. При этом отдельно также оценивают категории помещений. При разделении их по степени опасности учитывают наличие в них горючих веществ, их количество. Также важную роль играют характеристики технологических процессов, которые проходят в указанных помещениях.
Пожароопасные свойства материалов определяются в результате исследований и по расчетам по установленным правилам в зависимости от окружающих параметров.
Различают такие категории помещений и зданий: А, Б, В, Г и Д. Они присваиваются по установленной методике. При расчете критериев опасности всегда исходят из наиболее неблагоприятной ситуации.
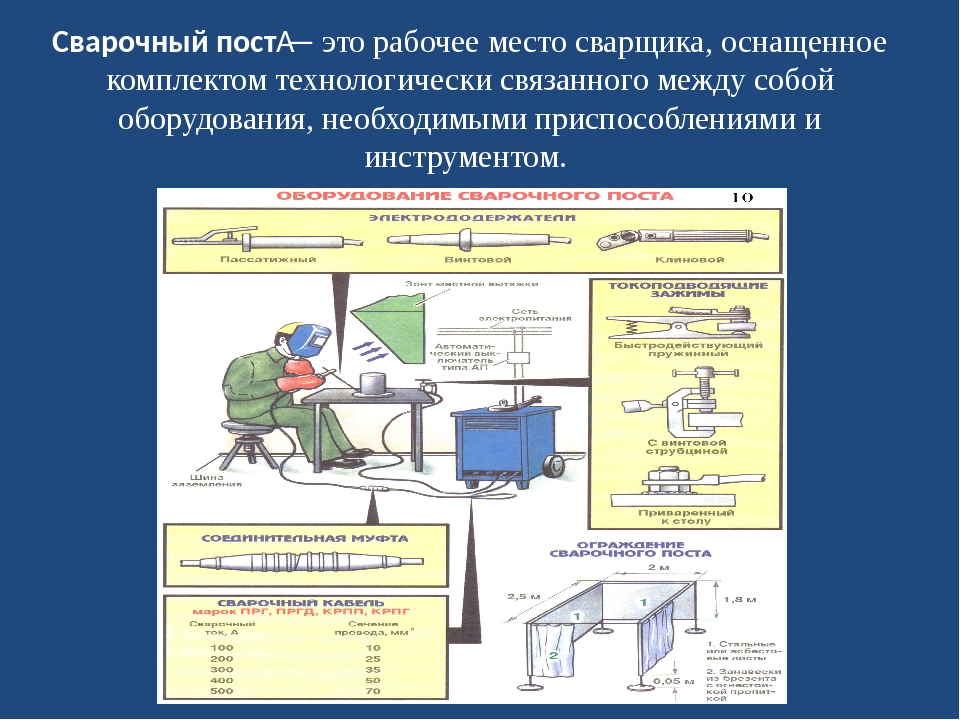
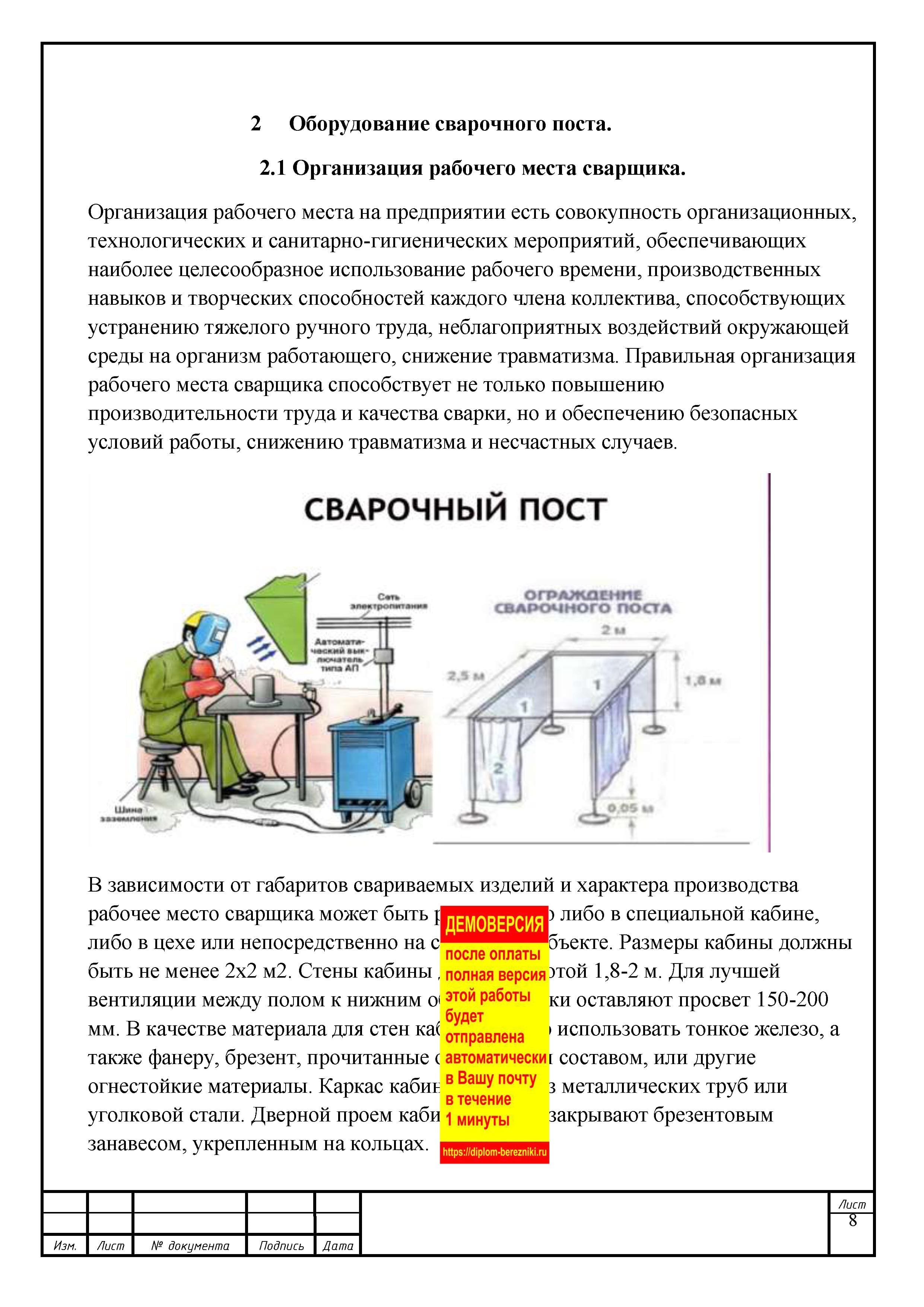
Оборудование сварочного поста для ручной дуговой сварки
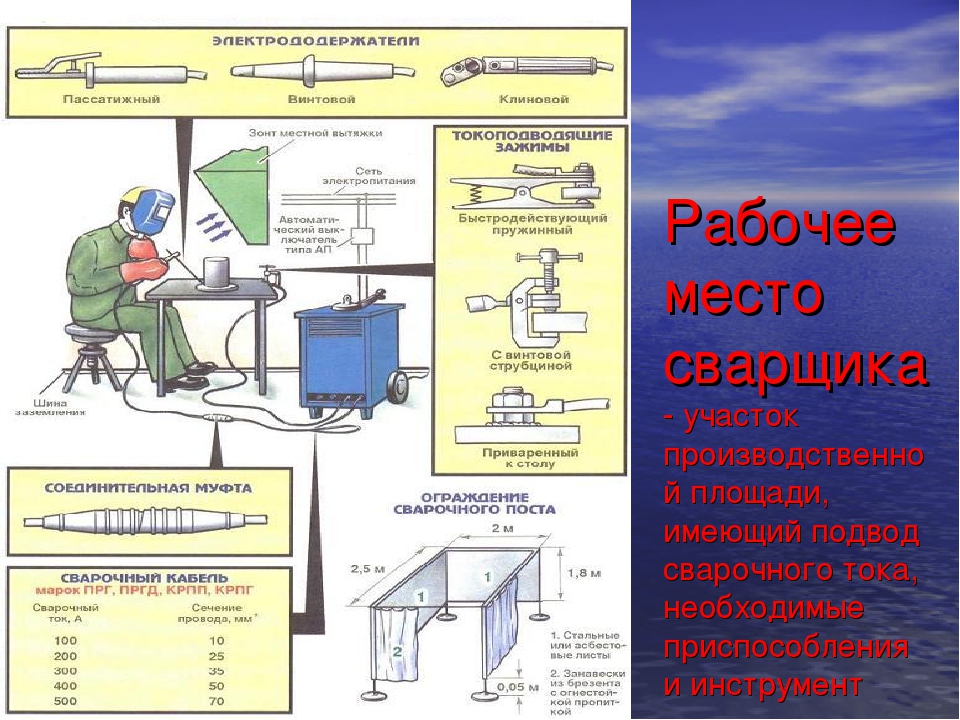
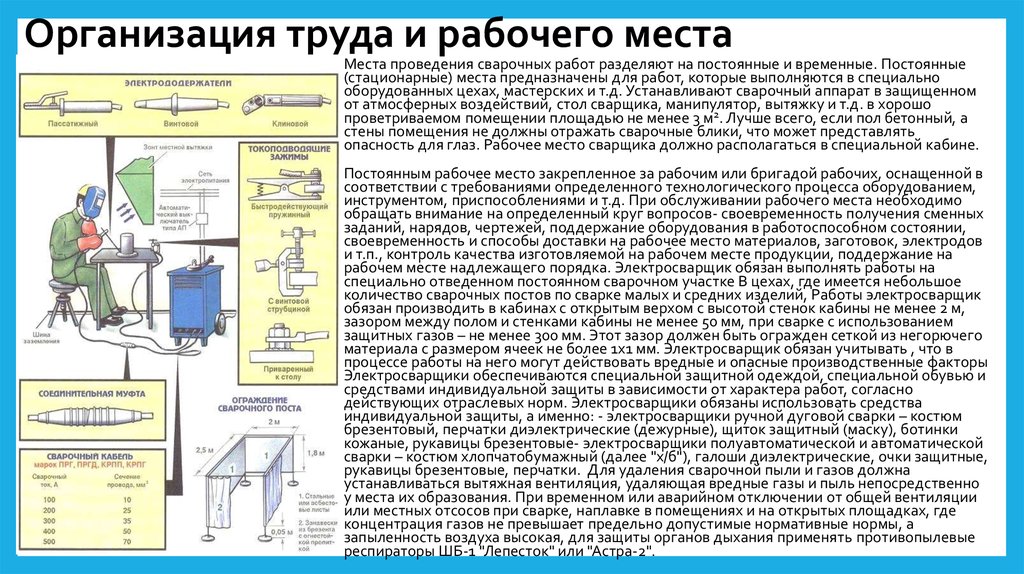
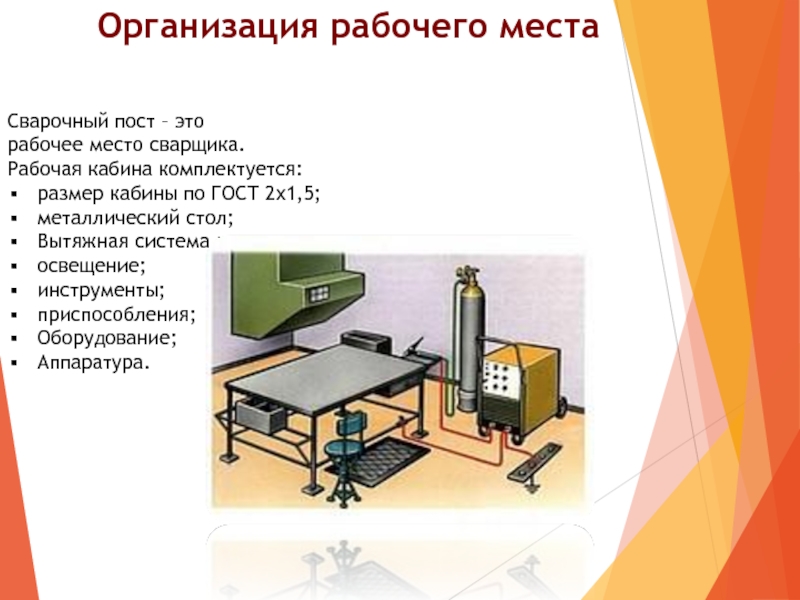
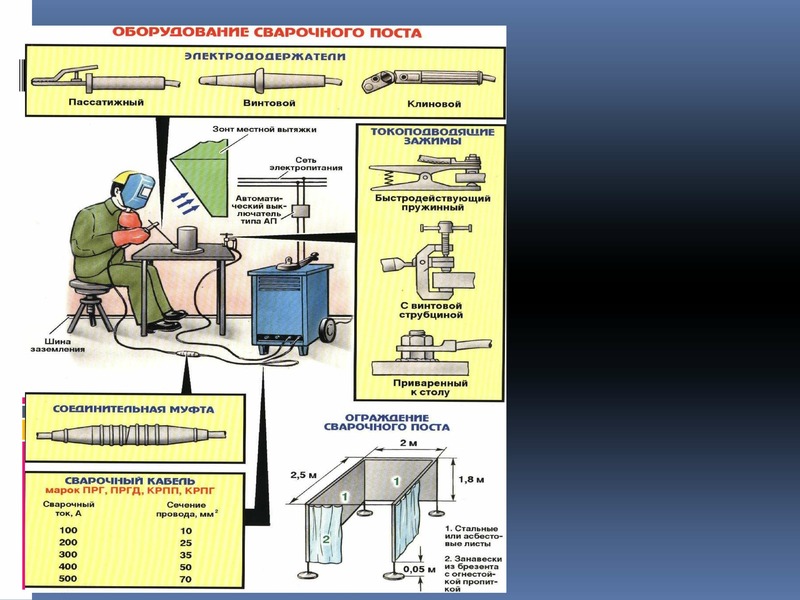
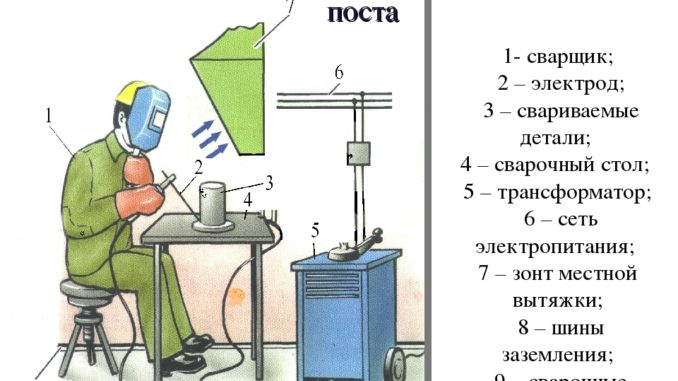
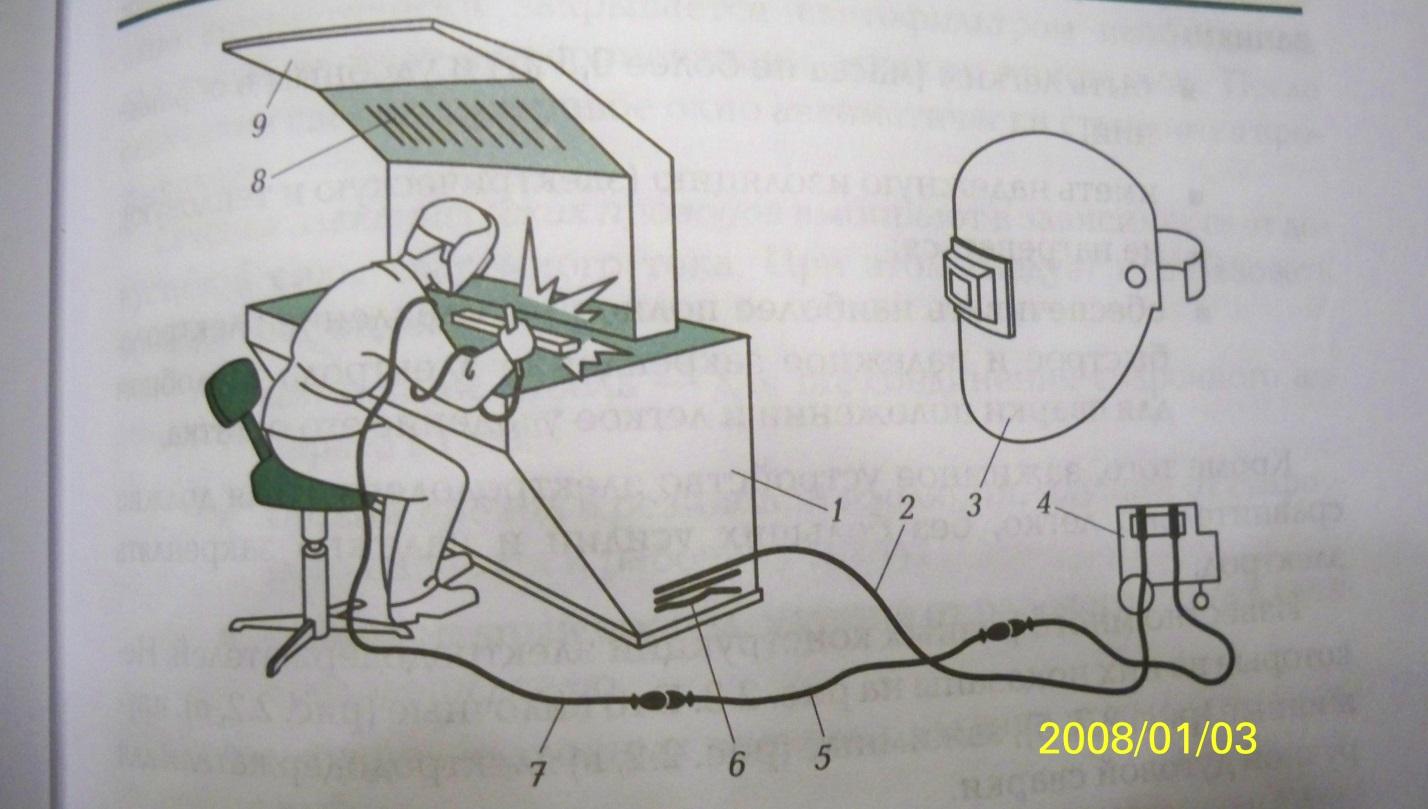
Рабочее место сварщика — это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.
Рис. 20. Сварочный пост для ручной сварки: 1 — сеть
электрического питания; 2 — рубильник или магнитный пускатель; 3 — источник питания; 4 — сварочные провода; 5 — электрододержатель; 6 — зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода,
сварочным щитком с защитными светофильтрами, различными
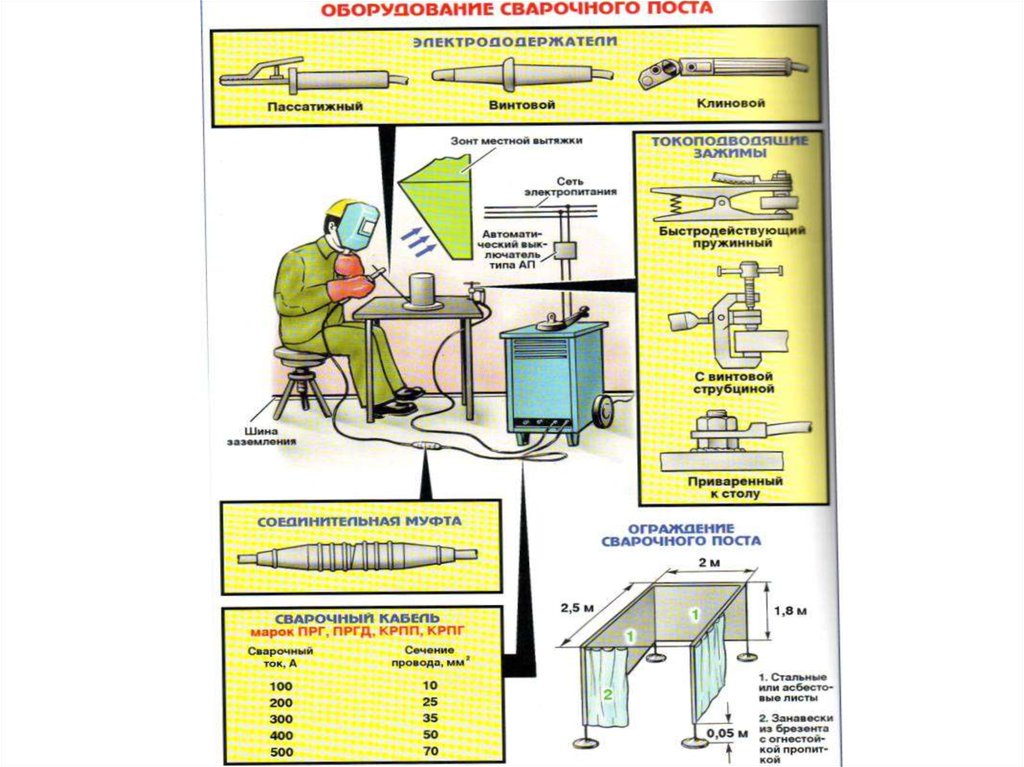
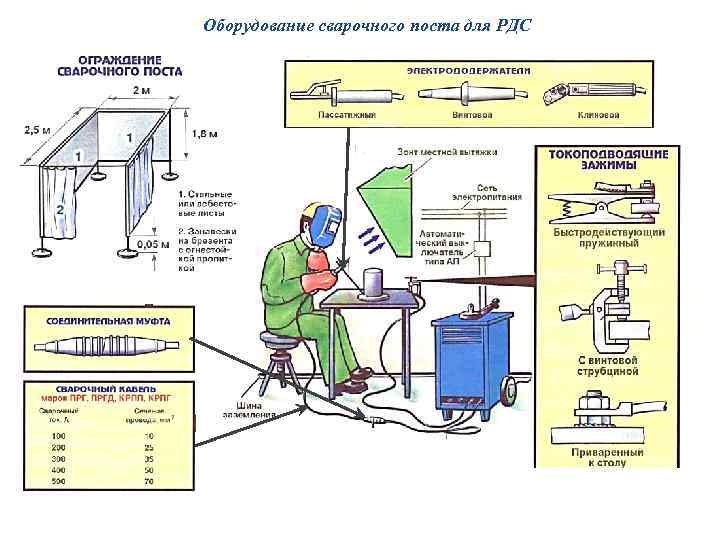
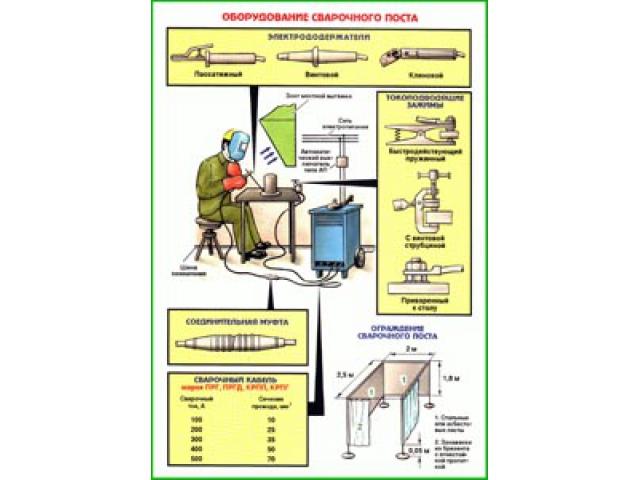
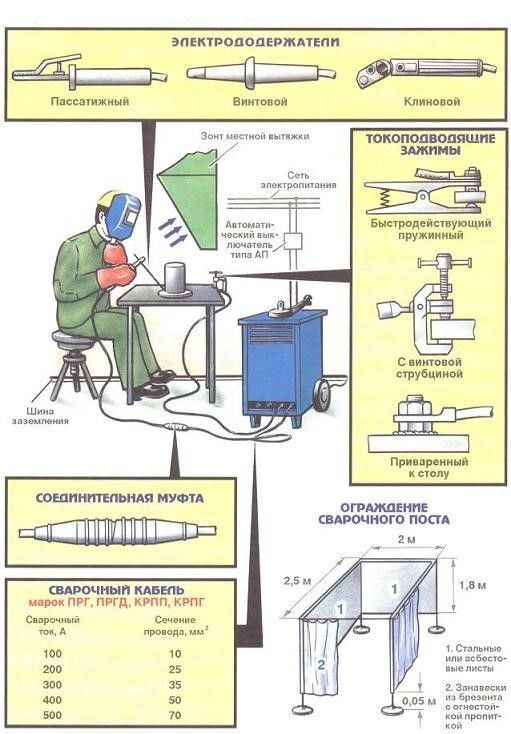
зачистными и мерительными инструментами. Сварщики обеспечиваются средствами личной защиты, спецодеждой. Электрододержатель — приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в
соответствии с существующими стандартами: I типа — для тока до 125 А; II типа — для тока 125—315 A; III типа — для тока 315- 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные
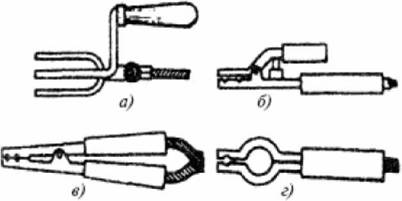
Рис. 21. Типы электрододержателей: а — вилочный; б — 111игатовый; в — ; г — с пружинящим кольцом
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг. Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра
подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52×102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А — №С5; 200 А-№С6; 300 А-№С7; 400 А-№С8; 500 А -№С9 ит. д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А-№С1; 100-150 А-№С2; 150-250 А — № СЗ; 250—300 А -№С4; 300—400 А-№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
Правила проведения сварочных работ в помещении
Любые газопламенные работы не могут производиться:
- Без присутствия специалиста учениками газосварщиков, работниками предприятий, не прошедших специальное обучение и не получивших квалификационные удостоверения.
- Без предварительной проверки рабочего состояния устройств, а также если были обнаружены неисправности, нарушения правил эксплуатации. К последним относятся повреждения элементов оборудования. Кроме того, работы не должны осуществляться при помощи приборов с истекшим сроком освидетельствования, с негерметичными соединениями.
- На конструкциях, элементах оборудования, изделиях, которые незадолго до этого были окрашены сгораемыми грунтовками, лакокрасочными материалами.
- В спецодежде, защитных рукавицах, испачканных в растительных жирах, маслах, нефтепродуктах и горючих жидкостях.
- При непосредственном контакте баллонов с горючими газами, О2 с разного рода электрическими кабелями.
- На корпусах оборудования, емкостях, трубопроводных обвязках, коммуникациях, если в них находятся горючие, токсичные материалы либо по ним проходит электроток. Аналогичное правило действует на элементы строительных объектов из легких металлоконструкций, утепленных сгораемыми, трудно сгораемыми материалами.
Добиться безопасного проведения сварочных работ в помещении удается за счет точного выполнения организационных, технических мероприятий, зафиксированных в нормативных актах:
- Перед началом сварки необходимо произвести подготовку окружающего пространства, очистив его от подверженных горению материалов, включая оставшиеся после производства отходы, сгораемый мусор. Необходимый радиус можно найти в приложении 3 к «ППР в РФ».
- Радиус очищаемой зоны непосредственно зависит от того, на какой высоте от уровня пола/земли находится точка сварки. Так, расчищается радиус не менее 5 м при работе на уровне пола и 14 м при сварке в 10 м и более от поверхности пола/земли. Такой подход связан со способностью капель металла, раскаленной окалины, огарков разлетаться в разные стороны.
- Перед сваркой разного рода емкостей, участков сетей по перекачке жидких воспламеняемых, сгораемых материалов из них сливают все горючие и легковоспламеняющиеся жидкости.
- После опорожнения емкости промывают, обрабатывают горячим паром, проветривают. Далее замеряют содержание опасных веществ в воздухе – это позволяет избежать взрыва, пожара во время сварки.
- Для сварочных работ в помещениях с высокой категорией взрывопожарной опасности их заранее проветривают, обеспечивают бесперебойную работу вентиляционных систем, постоянно отслеживают наличие горючих газов, паров.
- Все сгораемые конструкции, которые не могут на время работ быть вынесены из помещения и находятся в радиусе зоны очистки, например, настилы полов, необходимо закрыть, занавесить, застелить листовыми, рулонными негорючими материалами. В данном случае могут использоваться металлические экраны, противопожарные полотна/кошмы либо возможна проливка водой.
- Допускается ограждение места осуществления сварочных работ в помещении временной сплошной негорючей перегородкой/экраном высотой не ниже 1,8 м, а максимальный зазор до пола – 50 мм. Последний перекрывается металлической сеткой с максимальным размером ячеек 1 мм2.
- До сварки закрывают все двери, люки в стенах, перегородках, перекрытиях, чтобы не допустить падения искр, окалины, капель расплава металла в находящиеся в непосредственной близости помещения. Любые строительные, технологические, монтажные проемы обязательно защищают несгораемыми экранами, щитами.
- Обязательным подготовительным этапом считается оформление, визирование администрацией объекта наряда-допуска на производство огневых работ по форме приложения 4 к «ППР в РФ».
- В непосредственной близости от места запланированных сварочных работ в помещении устанавливаются огнетушители. Виды, вес/объем их заряда зафиксированы в приложении 1 к «ППР в РФ».
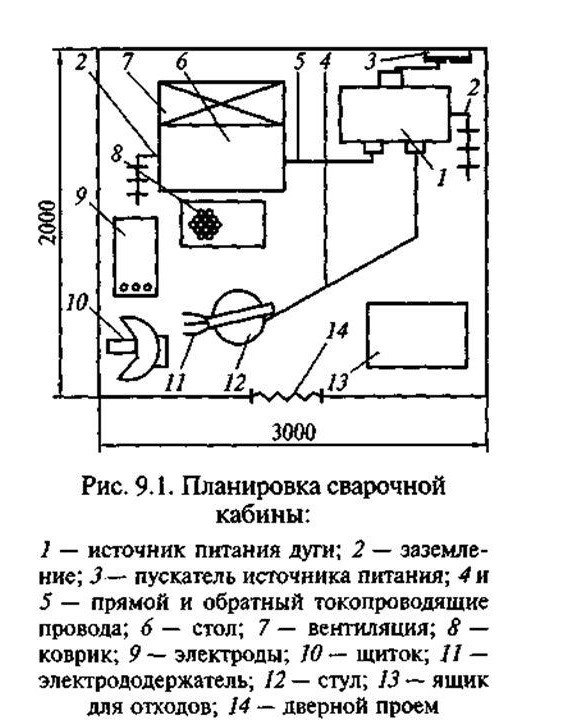
Схема и основной инструментарий
Порядок, согласно которому размещают оборудование и приспособления, продиктован типом сварочного места.
Для мобильного поста
При создании передвижных рабочих мест не предъявляются особые требования к площади и вентиляции. Однако следует соблюдать основные правила безопасности:
- Тележку для размещения аппаратов и инструментов снабжают колесами, обеспечивающими легкость перевозки. Для работы используют сварочный агрегат с набором кабелей.
- Мобильный пост оснащают стойками, на которые устанавливают навес в случае непогоды.
- Инструменты размещают в специальных ящиках.
- Для защиты окружающих от светового воздействия применяют переносные щиты.
- При прокладке длинных коммуникационных линий рабочие места оборудуют в вагончиках с автономными генераторами.
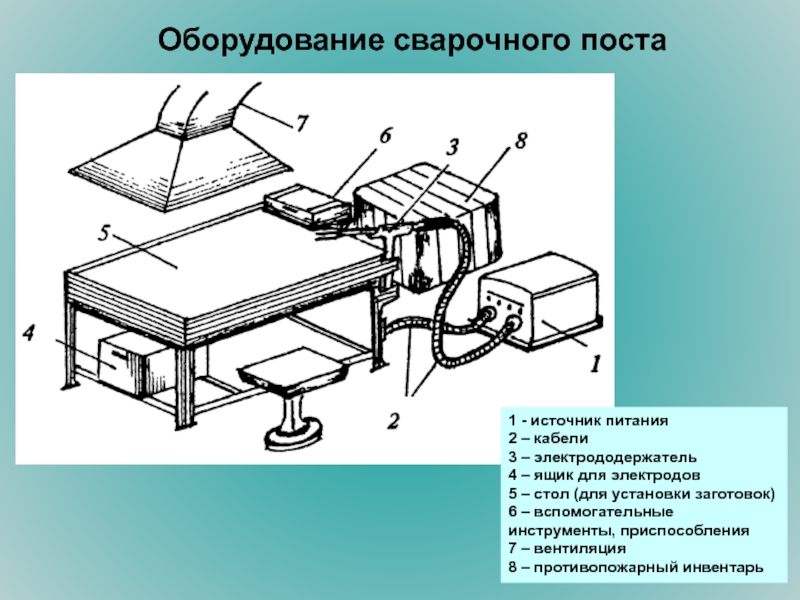
Для стационарного
При оборудовании сварочного поста в цехе требуется приобретение всех необходимых в работе приспособлений. Список может дополняться, однако при соединении металлических деталей не обойтись без:
- сварочного агрегата;
- ящика для хранения электродов и других вспомогательных инструментов;
- постоянного источника тока;
- удобного места посадки;
- рубильника для подачи и отключения напряжения;
- вытяжной камеры;
- корзин, полок и ящиков для хранения мелкого инструментария;
- электродержателя.
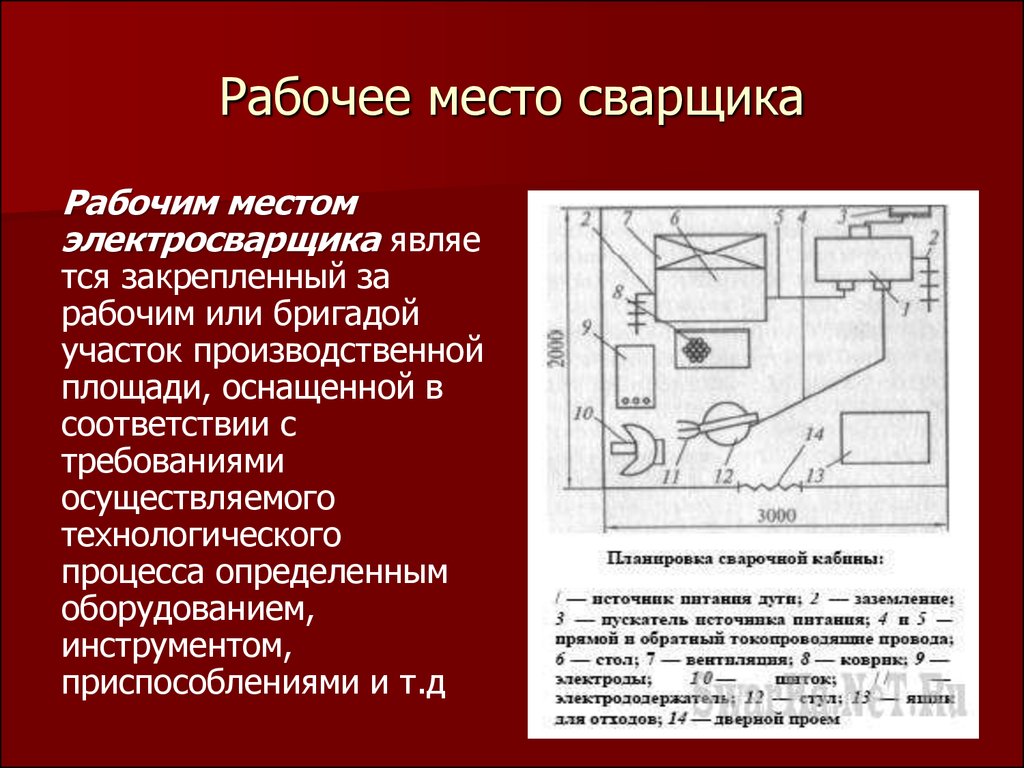
Как оборудовать пост электросварщика
Независимо от функциональности (неподвижный или передвижной) место работы электросварщика должно соответствовать таким требованиям.
- Обязательное заземление оборудования.
- Достаточная освещенность (лучше всего, когда сочетается естественный и искусственный свет).
- Бетонные или кирпичные полы.
- Столешница из стали и чугуна, к которой подведен кабель массы.
- Наличие ящиков или карманов, где можно уложить электроды.
- Для возможности работать сидя — сидение из диэлектрического материала.
- Резиновый коврик, на котором можно стоять.
Также для работы на улице обустраивают накрытие для защиты места от осадков.
Стационарный пост
Стационарные посты должны соответствовать следующим требованиям.

- Неподвижное рабочее место обычно изготавливают в виде закрытой кабины без кровли. Площадь такого поста не должна быть меньше 3-х м². Высота стен 2 метра. Вход в кабину прикрывается ширмой из брезента.
- Внизу кабины должен быть зазор между стенами и полом (250-300 миллиметров).
- Рабочий стол изготавливается из стали или чугуна. Площадь столешницы не менее одного квадратного метра.
- Сам стол может регулироваться по высоте, чтобы сварщик мог работать стоя или сидя. Для стоячей работы столешница устанавливается на расстоянии 90 см от пола. Для сидячих работ — 50-60 см.
- Окружающие стены такой кабинки должны быть из негорючего материала. Окрашивают их краской в светло-серые тона. Сами белила должны поглощать ультрафиолетовое излучение.
- Обязательно устанавливается хорошая вытяжка для удаления дыма и других продуктов горения. Также нужна и приточная вентиляция. При этом по требованиям безопасности вентилирование должно обеспечивать обмен воздуха объемом не менее 40 куб. метров в час.
- Освещение должно быть не менее 60-80 люменов по яркости. Очень хорошо, когда такой пост может сочетать уличный свет с ламповым искусственным.
Стационарные посты в обязательном порядке имеют заземление всего оборудования!
Кроме этого, обязательно устанавливается стационарное сварочное оборудование. Обязательно наличие рубильника, позволяющего обесточить все аппараты в экстренном случае.




Также оборудуются дополнительные ящики и крепления для расходников и инструментов.
Передвижной пост
Такие посты очень удобны при сварке на больших пространствах и работе с большими по параметрам конструкциями.

- Все оборудование для электросварки располагается на передвижной тележке.
- Длина кабелей должна обеспечивать удобства перемещения при работе.
- При сварке на улице не стоит устраивать дополнительную вентиляцию. Продукты горения, выделяемые в процессе сварки, сами быстро разносятся.
- Переносной сварочный пост для работы вне помещений должен иметь щиты для быстрой сборки навеса в случае выпадения осадков.
- Для защиты окружающих от воздействия вспышек электрической дуги такие посты дополнительно должны комплектоваться разборными щитами, которые можно легко перемещать по территории.
- Чтобы сварщику было удобно работать, передвижные посты дополнительно имеют специальные тумбы и крепления для размещения электродов и инструментов.