Рейтинг электродов переменного тока
Типы электродов для сварки переменным и постоянным током. Вид тока обозначается во всех маркировках расходников – это всегда последняя цифра. Главное – запомнить, что если в маркировке на последнем месте стоит 0, то электрод не годится для сварки переменным током.
ОЗС – 12 с рутиловым покрытием. Самый распространенный вид электродов для сварки переменным током, с которым работают практически на всех аппаратах российского производства. Отлично варит детали из углеродистых сталей, приемлемы для соединений ответственных конструкций. Значительные преимущества данных электродов – возможность работать в любом положении в пространстве, отсутствие пор в шве, стойкая дуга, вполне приемлемая доза токсических газов, выделяемых во время процесса сварки.
МР – 3 созданы для сварки низкоуглеродистых сталей. Преимущества похожи: отличная стойкая дуга, приемлемое разбрызгивание металла. Корка шлака очень легко отделяется. С этими расходниками можно варить даже ржавые, влажные и плохо очищенные заготовки.
АНО – 4 также используются для углеродистых сталей. Отличная дуга, которая быстро и легко поджигается. Можно варить влажные и ржавые заготовки. Нет пор и трещин при образовании шва. Легкое отделение корки шлака. Практически не наблюдается разбрызгивания металла.
МР – 3С отличаются своей высокой универсальностью: годятся и для низколегированных, и для углеродистых сталей. Дуга поджигается легко и мгновенно, шов защищен от шлака и окислов за счет рутилового покрытия. Швы выходят ровными и прочными, они выдерживают значительные нагрузки. Работать с ними можно в любом положении в пространстве.
АНО – 6 используются для соединений деталей из низкоуглеродистых сталей. Не боятся ржавчину, окалину и грязь. Дуга стойкая и легко поджиигаемая, шов формируется правильно.
ОЗС – 4 для углеродистых сталей, варить можно в любых пространственных положениях. Дуга поджигается легко. Можно варить на повышенных режимах металлические заготовки с кромками средней и большой толщины
Внимание! Не любит грязи на свариваемых поверхностях – перестают работать.
АНО – 21 также предназначены для сталей с углеродными добавками и низколегированных сплавов. С ними очень просто обращаться, работать можно в каких угодно положениях, используются также совместно с инвертором и трансформатором полуавтоматического типа
Металл во время работы почти не разбрызгивается, легко отделяется шлак в виде корки. Дуга с отличными качествами – стабильная и мягкая.
ОЗС – 6 предназначаются для углеродистых сталей. Отличаются высокой проходной скоростью, что дает высокую производительность труда со сварочным швом прекрасного качества. Способен сваривать окисленные поверхности.
Особенности работ с электродами марки УОНИ 13 55
Универсальность пространственного положения наложения сварного шва для этого вида электрода достигается применением специального вида покрытия и специального состава металлического сердечника. Так, формируя слой металла, наплавляемого на поверхность соединения марка УОНИ 13 55 должна иметь максимальное содержание следующих компонентов в металле шва:

- углерод – не более чем 0,1%;
- марганец – допустимое количество не более 0,9%;
- кремниевых составляющих до 0,37%;
- максимально допустимое количество серы 0,3%;
- фосфор, не более 0,027%.
В процессе сварки сварочная ванна формируется в небольшом облаке защитного газа, это приводит к тому, что шов, формируется с очень большой пластичностью. Относительно легко поддается формированию, но при этом при остывании он обладает свойством высокой ударной вязкостью. Глубокое, однородное соединение, не содержащее раковин и трещин, имеет более длинный по времени процесс старения и образования механических и коррозионных повреждений.
Работа с электродами марки УОНИ 13 55 требует соблюдения некоторых специфических особенностей, при которых существенно повышается качество сварного соединения и удобство работы – начальный розжиг дуги проводится легко, последующие розжиги не требуют дополнительных усилий и проводятся при стабильной мощной сварочной дуге. Однако, такое удобство работы с данным видом сварочных электродов достигается прежде всего подготовкой электродов методом прокаливания. В течение 60 минут, электроды прокаливаются при температуре около 320 градусов. Такая подготовка к использованию позволяет получить инструмент готовый к работе, при этом температура непосредственно во время работы особой роли не играет, сварочная ванна формируется правильно, а металл практически не образует разбрызгивания. Прокаленные электроды в результате не образуют разнородного по составу слоя шлака, он отделяется легко, большими фрагментами.
Сфера применения
Универсальность использования и отличные качества результатов соединения позволяют применять сварочные электроды УОНИ 13 55 в местах ответственных работ, требующих надежности соединения и одновременно легкости их применения:

- сварка арматурного каркаса железобетонных изделий;
- ремонтные работы трубопроводов;
- герметизация порывов резервуаров;
- устранение трещин без сквозного дефекта металла;
- монтажные работы ответственных несущих конструкций
- наплавление слоя металла.
Расчет применения сварочных электродов этой марки, характеристики соединений которых позволяют брать в расчеты величину сопротивления на разрыв более 490 Н/мм2 делает их незаменимыми для напряженных конструктивных элементов. А ударная вязкость образуемого шва при расчетах определяется как 127,4 Дж/см2.
Во многом эффективность работы определяется соответствием сварочного тока диаметру электрода и тому, в какой плоскости будет располагаться свариваемый шов. Величина тока влияет и на другие показатели, например, на скорость наплавки металла и расходу электродов на эту операцию. Так для наплавки 1 кг соединительного шва при нормальной температуре воздуха понадобиться 1,65 кг электродов этой марки, при этом выход наплавленного металла составит около 93% от массы стержней.
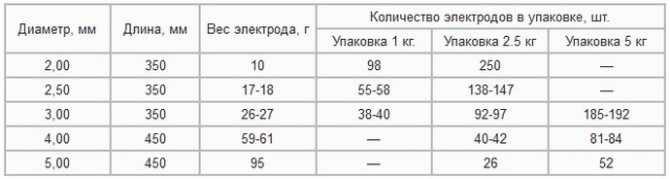
Самым малым диаметром, выпускаемым промышленностью электродов УОНИ 13 55, является диаметр стержня 2 мм, далее размеры имеют следующие показатели – 2,5 мм, 3 мм,4 мм, 5 мм и 6 мм. Длина варьируется от 300 мм до 450 мм, шаг размерности составляет 50 мм.

Практическое применение электродов УОНИ 13 55 зависит от диаметра и положения сварочного шва. Для диаметров 2 — 2,5 – 3 и 4 мм применяется все три положения, а вот для 5 и 6 мм это в основном только нижнее и вертикальное положение швов.
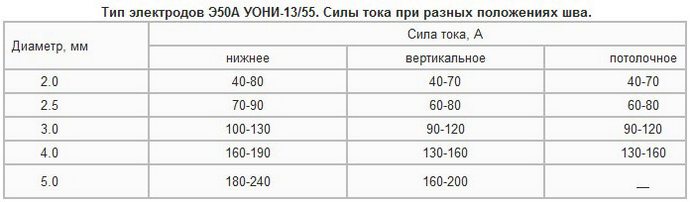
Величина сварочного тока для работы в нижнем положении несколько выше чем для остальных видов. Так, для вертикальных и потолочных видов сварочных работ электродов данной марки применим сварочный ток от 130 до 160 ампер, а вот для нижнего положения он определяется от 160 до 190 ампер у электродов диаметром 4 мм.
Сварочные работы
Сварочные электроды УОНИ 13/45 и УОНИ 13/55 после хранения в нормальных условиях не требуют прокалки перед выполнением сварочных работ. Прокалка электродов в течение одного часа при температуре 300-350С 0 необходима в том случае, если покрытие имеет влажность выше 0,3%.
Для получения качественного шва места сварки предварительно хорошо зачищают. Сварку швов проводят по короткой дуге. Процесс сварки характеризуется легким начальным зажиганием и сопровождается стабильным горением дуги с формированием качественного сварного шва. При высококвалифицированном проведении процесса сварки потери металла от разбрызгивания сведены к минимуму. Шлаковая корка с готовых швов отделяется легко.
Технология сварки электродами УОНИ
Используется инверторный аппарат. Сварочники-выпрямители, вооруженные этими расходниками, не обеспечивают стабильность дуги.
Действуют в следующем порядке:
- Соединяемые детали очищают от масложировых пятен, ржавчины и грязи.
- При большой толщине разделывают кромки в соответствии с ГОСТами.
- Складывают детали вместе и размещают их на подкладках из меди для охлаждения.
- Подключают к заготовкам отрицательную клемму, к электроду – положительную.
- Прокаливают расходники.
- Регулятор тока на инверторе устанавливают в позицию, соответствующую диаметру электрода. Тот подбирается с учетом толщины соединяемых деталей.
- Кратким касанием или чирканьем возбуждают дугу.
- Выполняют шов, двигая электрод «елочкой». Варят углом назад, чтобы шлак ложился на уже пройденный отрезок.
- Переворачивают заготовки и выполняют шов с обратной стороны, двигая электрод прямолинейно.
Столкнувшись с неустойчивым горением дуги и залипанием расходника, необходимо проанализировать следующие возможные причины:
- Исполнителю не хватает опыта.
- Попался бракованный электрод. Рекомендуется приобрести по нескольку пачек от разных торговых марок и опытным путем подобрать надежного изготовителя.
- Фактический ток не соответствует показаниям на регуляторе. Рекомендуется проверить его измерительными клещами.
- В сети низкое напряжение либо периодически наблюдаются его просадки. В таких условиях дешевые аппараты плохо работают с основными электродами.
В последнем случае помогают такие меры:
- В цепь включают дроссель.
- Находят стабильную сеть.
- Приобретают дорогой сварочник профессионального уровня.
При соблюдении технологии шов получается высокого качества.
Схема направления сварки.
Хранение
Чтобы результат сварочных работ был всегда на высшем уровне, мало знать тонкости выполнения работы
Важно правильно хранить электроды, чтобы они охранили неизменными свои лучшие качества
Идеальной принято считать ситуацию, когда под хранение электродов выделяется отдельное помещение. Внутри должен поддерживаться нужный микроклимат, а именно: сухой воздух и постоянная температура. Оптимальные показатели термометра должны быть близкими к 15 градусам Цельсия. Достичь таких условий, а тем более постоянно их поддерживать без кондиционирования воздуха очень сложно.
В случаях, когда используется подвальное помещение или специально оборудуется комната под землей, нужно обеспечить хорошую изоляцию от проникновения влаги. Это очень сложно. Добиться идеальных условий хранение в гараже или даже квартире не получится. И тогда встает вопрос: а как же хранить электроды без солидных капиталовложений?
Важно их держать в помещении, где есть отопление и поддерживается более-менее стабильный температурный режим. Большинство гаражей не отапливается, поэтому на зиму неиспользованные электроды лучше все-таки забрать в дом или квартиру
Сухое и темное место подходит как нельзя лучше. Это может быть антресоль или полка в шкафу. Если гараж отапливается, то можно электроды оставить здесь в закрытом светонепроницаемом футляре. Его несложно изготовить самостоятельно (например, из отрезка пластиковой трубы).
Нельзя оставлять электроды на открытой почве или в траве. Даже в том случае, когда они упакованы. Картонная коробка либо любая иная упаковка могут рассматриваться как контейнер для транспортировки, но не хранения. В случае, когда соблюсти правила хранения не представляется возможным, то в обязательно порядке следует перед использованием прокалить электроды в течении часа. Когда электроды крошатся, то они стали непригодными для использования.
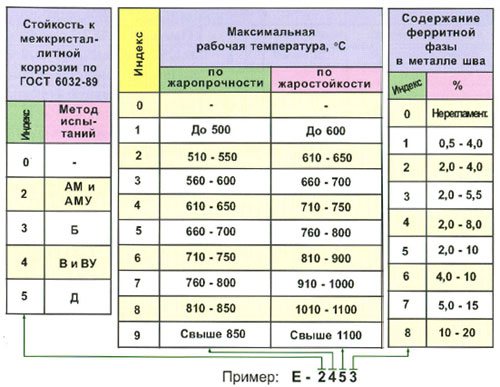
В знаменателе – кодированное обозначение (код):
буква Е – международное обозначение плавящегося покрытого электрода
ГРУППА ИНДЕКСОВ, УКАЗЫВАЮЩИХ ХАРАКТЕРИСТИКИ МЕТАЛЛА ШВА ИЛИ НАПЛАВЛЯЕМОГО МЕТАЛЛА
6.1. Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм2)
6.2. В условном обозначении электродов для сварки легированных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм2) первый индекс двузначного числа соответствует среднему содержанию углерода в шве в сотых долях процента; последующие индексы из букв и цифр показывают содержание элементов в процентах в металле шва; последний цифровой индекс, проставляемый через дефис, характеризует минимальную температуру°С, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (35 кгс?м/см2).
Пример: E-12X2Г2-3 означает 0,12% углерода, 2% хрома, 2% марганца в металле шва и при -20°С имеет ударную вязкость 34 Дж/см2 (3,5 кгс?м/см2).
6.3. В условном обозначении электродов для сварки теплоустойчивых сталей содержатся два индекса:
- первый указывает минимальную температуру, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (3,5 кгс?м/см2);
- второй индекс – максимальную температуру, при которой регламентированы показатели длительной прочности металла шва.
6.4. Электроды для сварки высоколегированных сталей кодируются группой индексов, состоящих из трех или четырех цифр:
- первый индекс характеризует стойкость металла шва к межкристаллитной коррозии;
- второй указывает максимальную рабочую температуру, при которой регламентированы показатели длительной прочности металла шва (жаропрочность);
- третий индекс указывает максимальную рабочую температуру сварных соединений, до которой допускается применение электродов при сварке жаростойких сталей;
- четвертый индекс указывает содержание ферритной фазы в металле шва.
6.5. Условное обозначение электродов для наплавки поверхностных слоев состоит из двух частей:
первый индекс указывает среднюю твердость наплавленного металла и выражается дробью:
- в числителе – твердость по Виккерсу;
- в знаменателе – по Роквеллу.
второй индекс указывает, что твердость наплавленного металла обеспечивается:
- без термической обработки после наплавки -1;
- после термической обработки – 2.
|
Индекс |
Твердость |
Индекс |
Твердость |
||
|
по Виккерсу |
по Роквеллу |
по Виккерсу |
по Роквеллу |
||
|
200/17 |
175 – 224 |
до 23 |
700 / 58 |
675 – 724 |
59 |
|
250 / 25 |
225 – 274 |
24 – 30 |
750 / 60 |
725 – 774 |
60 – 61 |
|
300 / 32 |
275 – 324 |
30,5 – 37,0 |
800 / 61 |
775 – 824 |
62 |
|
350 / 37 |
325 – 374 |
32,5 – 40,0 |
850 / 62 |
825 – 874 |
63-64 |
|
400 / 41 |
375 – 424 |
40,5 – 44.5 |
900 / 64 |
875 – 924 |
65 |
|
450 / 45 |
425 – 474 |
45,5 – 48,5 |
950 / 65 |
925 – 974 |
66 |
|
500 / 48 |
475 – 524 |
49,0 |
1000 / 66 |
975 – 1024 |
66,5 – 68,0 |
|
550 / 50 |
525 – 574 |
50 – 52,5 |
1050/68 |
1025 – 1074 |
69 |
|
600 / 53 |
575 – 624 |
53 – 55,5 |
1100/69 |
1075 -1124 |
70 |
|
650 / 56 |
625 – 674 |
56 – 58,5 |
1150/70 |
1125 -1174 |
71 -72 |
Пример: Е – 300/32-1 – Твердость наплавленного слоя без термообработки.
ОБОЗНАЧЕНИЕ ВИДА ПОКРЫТИЯ
А, Б, Ц, Р – см. Электродные покрытия; смешанного типа: АР – кисло-рутиловое; РБ – рутилово-основное и т.п.; П – прочие. При наличии в покрытии железного порошка более 20% добавляется буква Ж. Например: АЖ.



ОБОЗНАЧЕНИЕ ДОПУСТИМЫХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ
1 – для всех положений, 2 – для всех положений, кроме вертикального “сверху-вниз”, 3 – для нижнего, горизонтального на вертикальной плоскости и вертикального “снизу-вверх”, 4 – для нижнего и нижнего “в лодочку”.
ОБОЗНАЧЕНИЕ ХАРАКТЕРИСТИК СВАРОЧНОГО ТОКА И НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА ИСТОЧНИКА ПИТАНИЯ
|
Полярность постоянного тока |
Uxx источника переменного тока, В |
Индекс |
|
|
Номинальный |
Пред. отклонение |
||
|
Обратная |
– |
– |
|
|
Любая |
– |
– |
1 |
|
Прямая |
50 |
± 5 |
2 |
|
Обратная |
3 |
||
|
Любая |
70 |
± 10 |
4 |
|
Прямая |
5 |
||
|
Обратная |
6 |
||
|
Любая |
90 |
± 5 |
7 |
|
Прямая |
8 |
||
|
Обратная |
9 |
СТАНДАРТ НА СТРУКТУРУ УСЛОВНОГО ОБОЗНАЧЕНИЯ
ГОСТ 9466-75 “Электроды покрытые металлические для ручной дуговой сварки и наплавки. Классификация и общие технические условия”.
СТАНДАРТ НА ТИПЫ ЭЛЕКТРОДОВ
ГОСТ 9467-75 “Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей”.
ГОСТ 10051-75 “Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами”.
По группе индексов
Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность шва. Цифра 4 — это рабочая температура шва. Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.
Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
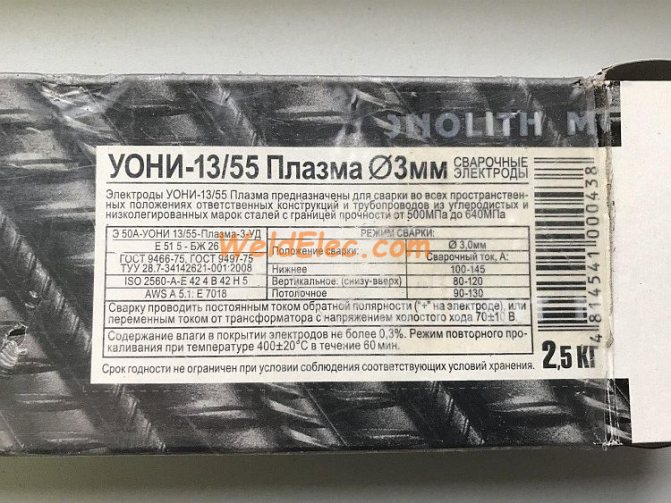
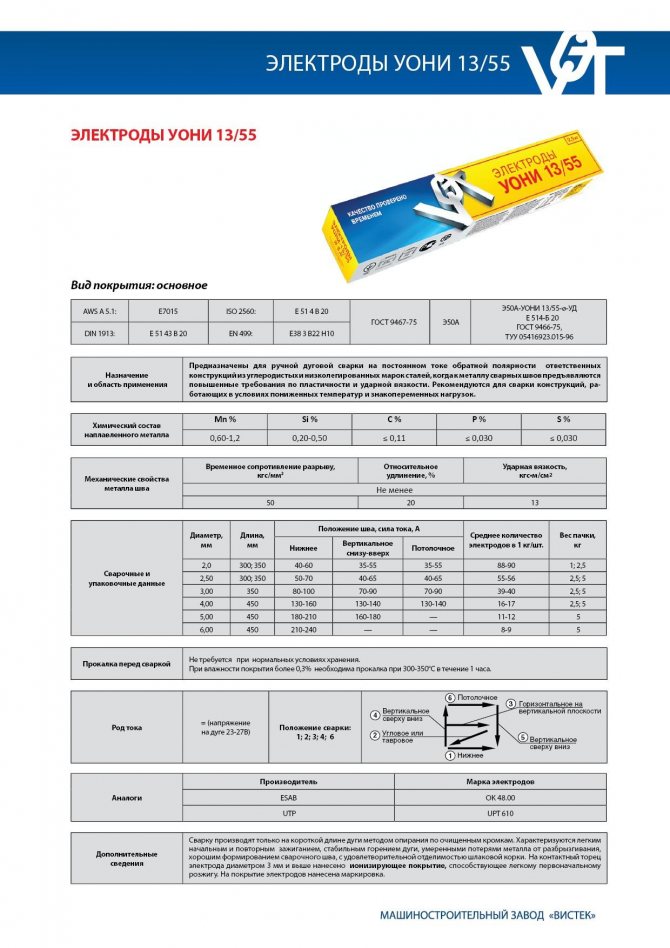
Технические характеристики электродов УОНИ 13/55. Технология сварки
Электроды УОНИ 13/55 в среде профессиональных сварщиков получают только положительные отзывы. А новички побаиваются использовать эти капризные стержни.
Которые применяются для конструкций, трубопроводов из низколегированной и углеродистой стали, требующие повышенных характеристик по пластичности и вязкости сварного шва. В суровых климатических зонах.

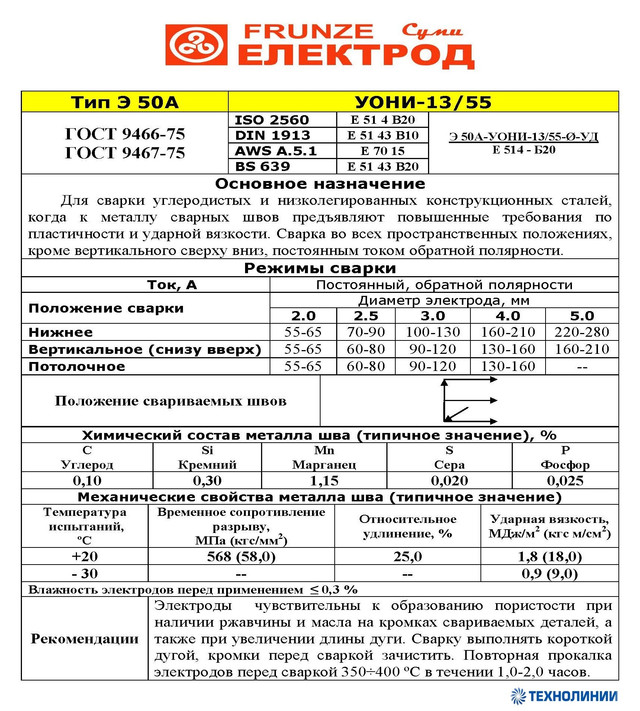
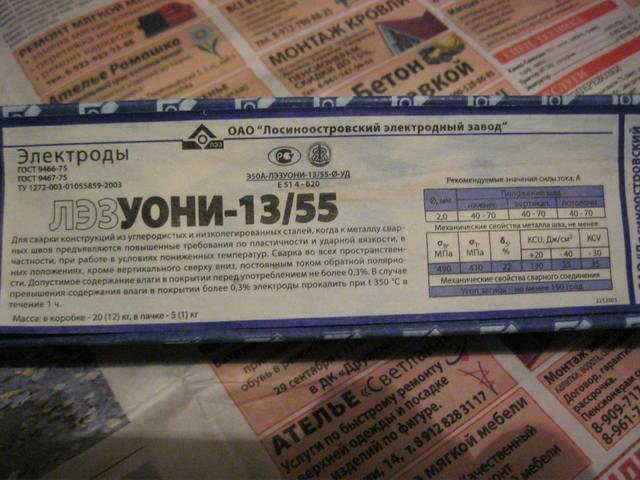
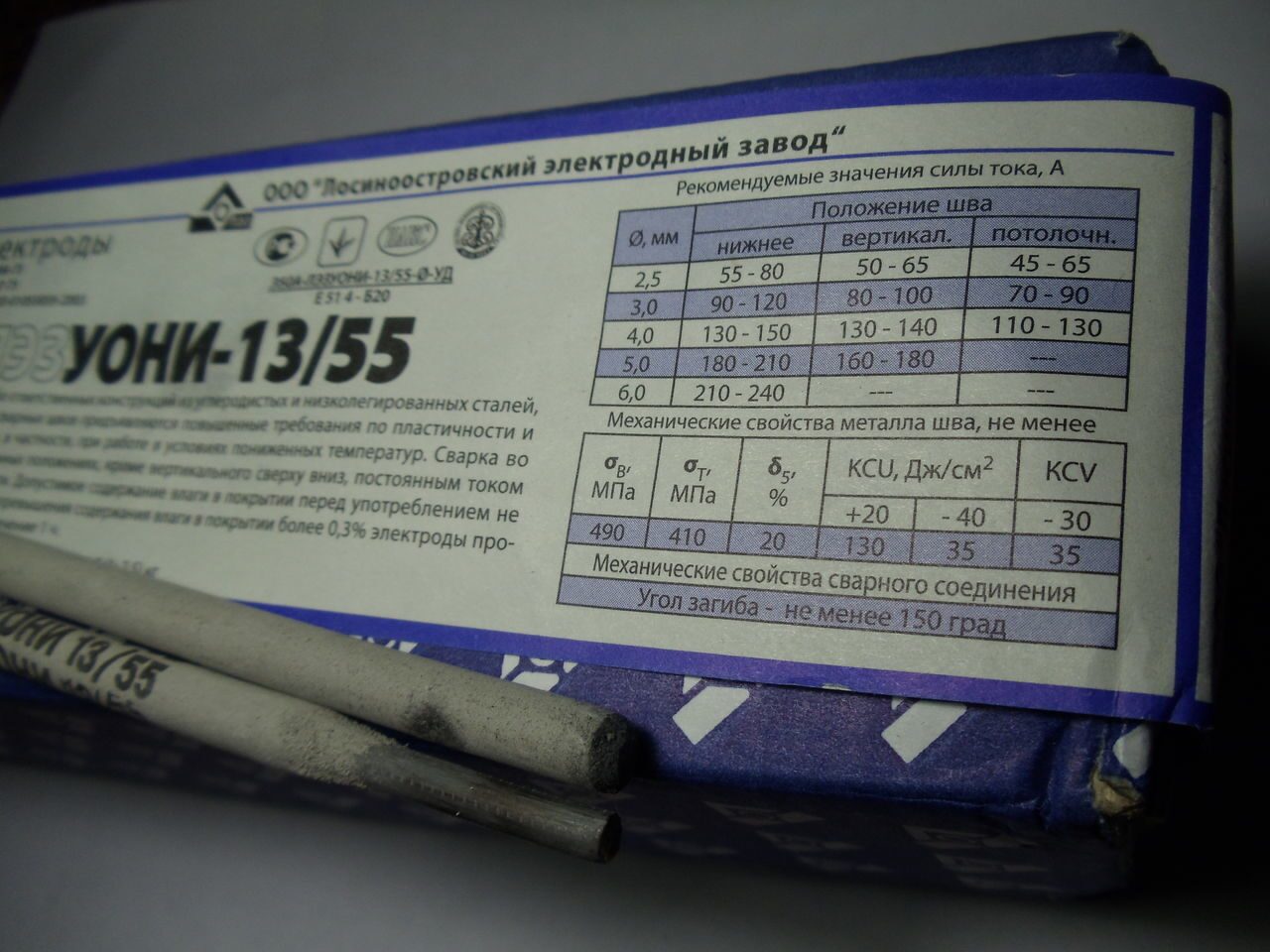
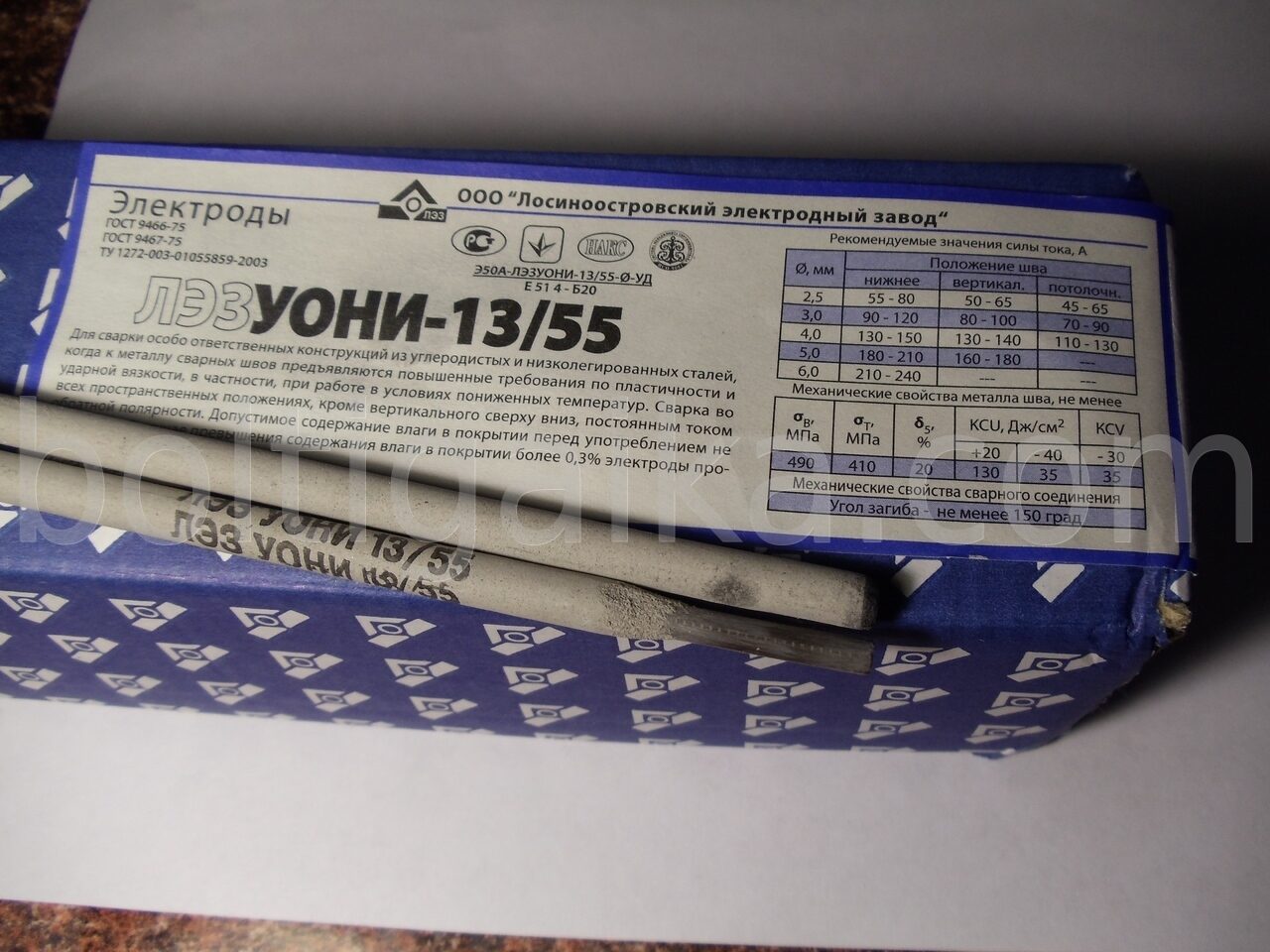
Технические характеристики сварочных электродов УОНИ-13/55
Рассмотрим:
- общие характеристики;
- механические и химические свойства сварочного шва;
- допустимое положение шва;
- величины сварочного тока;
- вес и количество электродов в одной пачке;
- стоимость одной пачки.
1) Общие технические характеристики:
- тип соединения — дуговой, ручной, постоянным током обратной полярности;
- покрытие (обмазка) — основное;
- стержень изготовлен из проволоки Св-08 или Св-08А;
- наплавочный коэффициент — 9 г/А·ч;
- расход сварочных стержней на 1 кг наплавленного металла 1,6 кг.
2) Механические свойства:
- временное сопротивление, Н/мм2 — 420-540;
- относительное удлинение не менее 22%;
- ударная вязкость, Дж/см2 не менее 128.
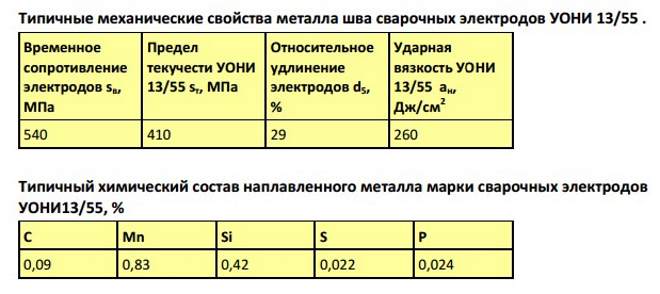
Массовая доля химических элементов в сварочном шве (таблица):
3) Пространственные положения сварочного шва. Электроды УОНИ 13/55 диаметром от 2 до 4 мм применяют для сварки во всех пространственных положениях, кроме вертикального (сверху-вниз №5).
Посмотрите видеоролик (ниже), где человек опровергает это прописанное правило. Стержни диаметром 5 мм используются для горизонтального, нижнего и вертикального способа (снизу-верх).
Видео: личный опыт использования УОНИ 13/55 во всех пространственных положениях.
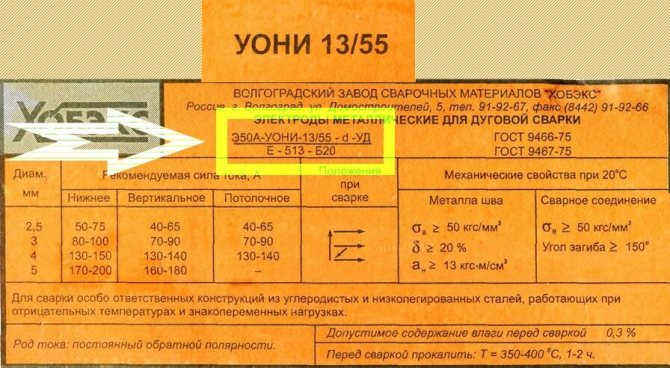
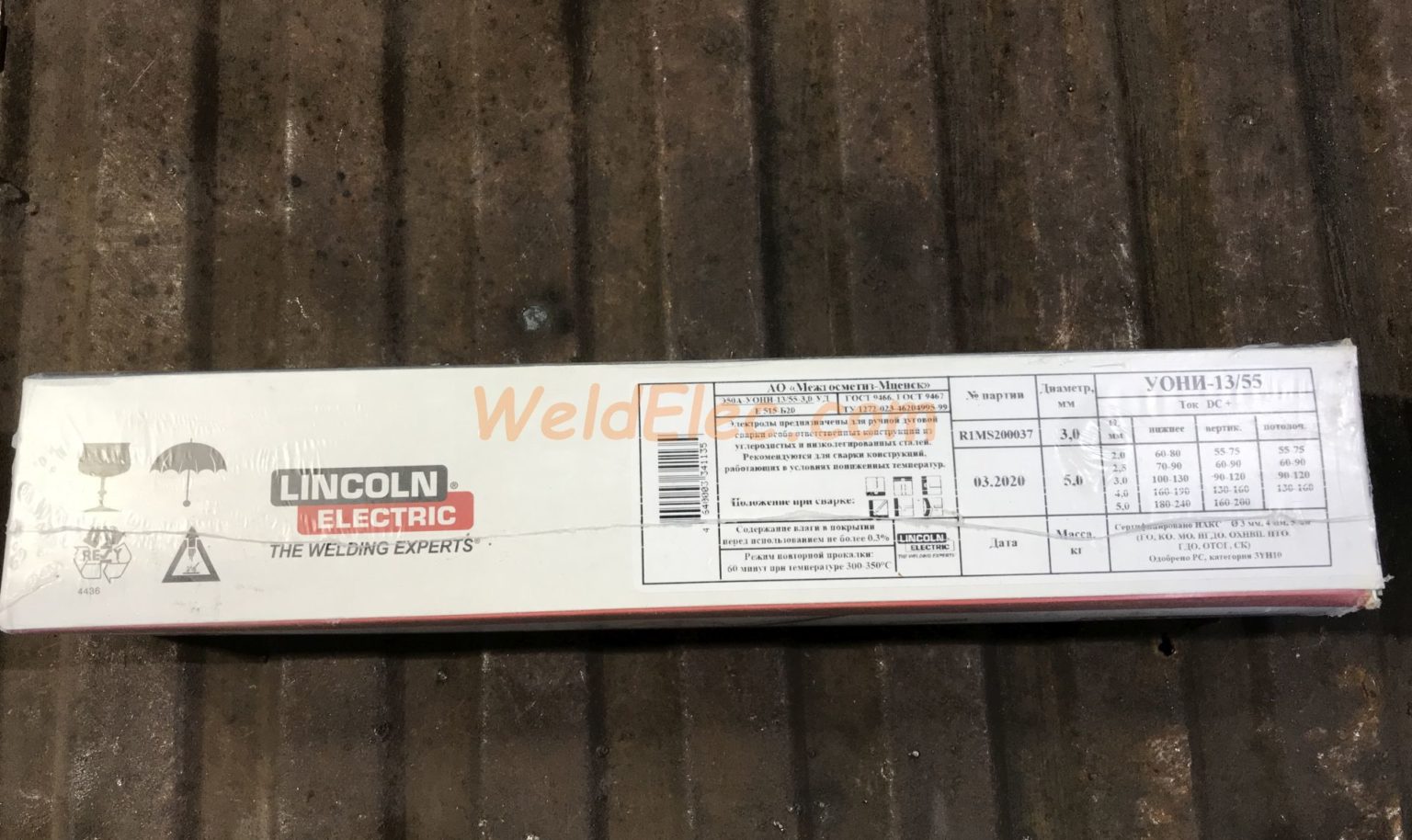
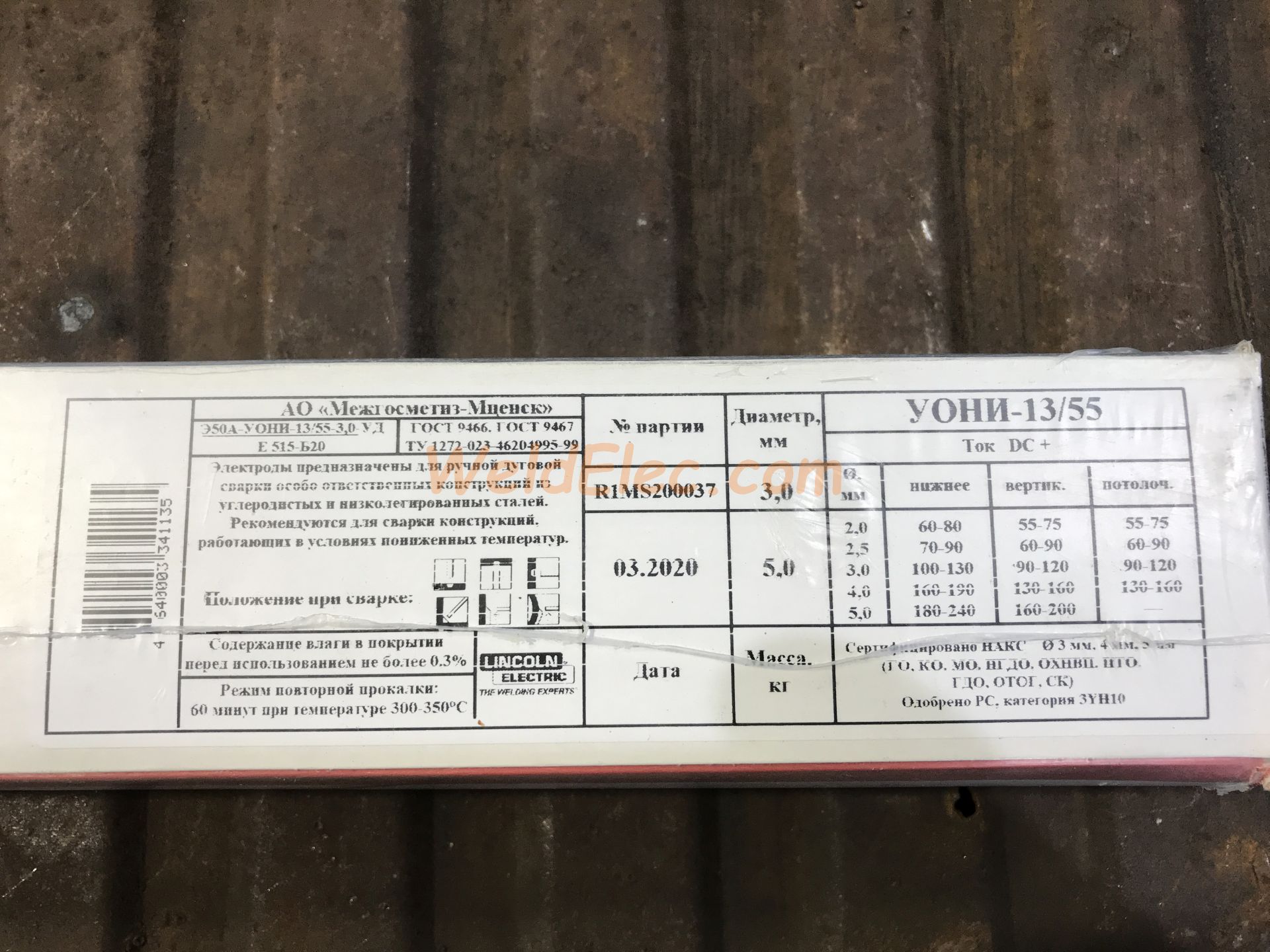
4) Величины сварочного тока. При сварке электродами Э50А УОНИ 13/55 подбор тока в зависимости от диаметра стержней и положения сварочного шва представлен в таблице.
5) Произвести расчет количества стержней (штук) в упаковке и вес электрода в граммах поможет таблица.
6) Цена за пачку УОНИ 13/55 разная от 400 до 750 рублей. Стоимость меняется от веса пачки, завода-изготовителя, региона. В среднем цена за кг изделий начинается от 100 рублей.
Преимущества использования УОНИ 13/55:
- получение прочного сварочного шва;
- снижение расхода электродов на 15%;
- увеличение наплавки на 10%.
Чем заменить УОНИ 13/55 (аналоги):
- Basic One;
- Elga;
- AV-66;
- OK 48.00 и 48.05.
Как варить электродами УОНИ 13/55
Заготовки приготовленные для соединения очищаются от масла, окалины и грязи. Прокалка электродов УОНИ 13/55 выполняется в течение 1 часа, при температуре 300°С.







Сварка пластин. На внешней стороне технология выполняется на короткой дуге, небольшими колебательными движениями (елочкой). Прилипание стержней в процессе сварки пугает новичков. Удлиняя дугу избавляемся от прилипания. Чувствуйте грань, когда это делать и тогда УОНИ покорится домашнему мастеру.

Проварив одну сторону, переворачиваем деталь и провариваем не спеша, уже без колебательных движений, обратную сторону.
Видео: УОНИИ 13/55 в сварке труб.
Советы сварщиков:
- найдите хороший завод-изготовитель электродов, купите по пачке разных производителей и пробуйте;
- читайте внимательно инструкцию на пачке и всегда прокалывайте стержни перед работой;
- подбирайте и настраивайте правильный ток;
- пробуйте варить опираясь на обмазку электрода, короткой дугой.
P.S. Практикуясь, методом тыка, вы покорите эти универсальные и капризные стержни. Потом с улыбкой вспомните сварочные пытки с УОНИ 13/55.
Подготовка электрода УОНИ к работе
Если предполагаете, что такой спецэлектрод, как УОНИ, не требует подготовки перед использованием, то вы глубоко ошибаетесь. Не всегда пачка расходников тратится за один раз, и может случится так, что часть электродов ждет своей очереди в уже негерметичной упаковке.
Тогда в таком случае перед свариванием металла стоит провести прокалку электродов, поскольку обмазка УОНИ имеет свойство вбирать в себя влагу. Можно использовать температуру до 300 – 400 градусов по Цельсию: изделия не содержат органические вещества и поэтому хорошо переносят длительное нагревание. После прокаливания нужно поместить электроды в специальный пенал.
Обратите внимание: электрод подлежит термической обработке не более 3-х раз, ее общее время не должно превышать 4 часа
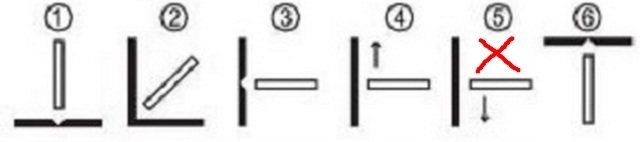
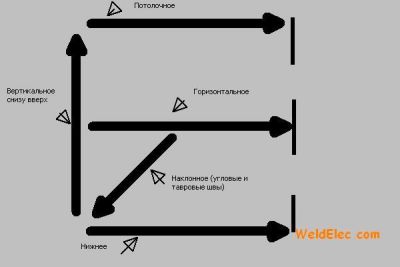
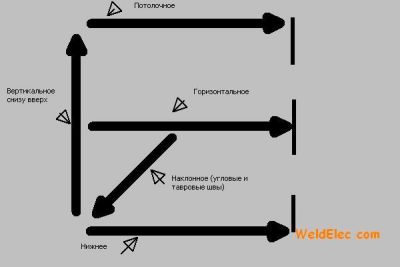
Пространственные положения сварочного шва
При сварке допускаются следующие пространственные положения сварочного шва: 1,2,3,4,6.
Пространственные положения сварочного шва.
Общее назначение электродов
Расходники марки УОНИ используются при следующих условиях:
- Тип сварки: ручная дуговая.
- Род тока: постоянный.
- Полярность: обратная (электрод-положительная).
- Положение шва в пространстве — любое, кроме вертикального сверху вниз.
На переменном напряжении электрод залипает, дуга часто обрывается. При подключении с прямой полярностью торец проволоки внутри обмазки быстро выгорает, из-за чего длина разряда увеличивается. Не хватает температуры для газификации покрытия, в результате не обеспечивается защита расплава от воздуха.
Позволяет изготавливать с помощью данных расходников изделия и металлоконструкции:
- состоящие из толстостенных заготовок;
- длительно испытывающие большие нагрузки, в т.ч. знакопеременные, давление;
- работающие в условиях низких температур.
Иными словами, электроды УОНИ используют для выполнения соединений, к которым предъявляются особые требования. Они подходят и для исправления дефектов литья.
Работа с такими расходниками требует хорошего уровня мастерства. Начинающим сварщикам рекомендуют применять другие изделия.
Технические характеристики сварочных электродов «УОНИ-13/55»
Рассмотрим основные технические характеристики сварочных электродов «УОНИ-13/55»:
- общая характеристика электродов;
- механические свойства металла сварочного шва;
- химический состав металла сварочного шва;
- пространственные положения сварочного шва;
- величина сварочного тока;
- среднее количество электродов в 1 кг.
Общая характеристика электродов “УОНИ 13/5”
Общая характеристика электродов включает в себя следующие параметры:
- покрытие сварочных электродов: основное;
- коэффициент наплавки, г/А•ч: 9,5;
- производительность наплавки электродов (для диаметра 4,0 мм), кг/ч: 1,4;
- расход электродов на 1 кг наплавленного металла, кг: 1,7.
Механические свойства металла сварочного шва
Сварочный шов, созданный электродами «УОНИ-13/55», имеет следующие механические характеристики:
- предел текучести, МПа – 420;
- предел прочности, МПа – 540;
- относительное удлинение, % – 22;
- ударная вязкость (KCV), Дж/кв. см:
- при Т = +20°С – 130;
- при Т = -40°С – 80;
- при Т = -60°С – 50.
Химический состав металла сварочного шва
В химическом составе сварных швов имеются следующие элементы:
- углерод (С): ≥ 0,07%;
- кремний (Si): ≥ 0,5%;
- марганец (Mn): ≥ 1,35%;
- фосфор (P): ≥ 0,025;
- сера (S): ≥ 0,025.
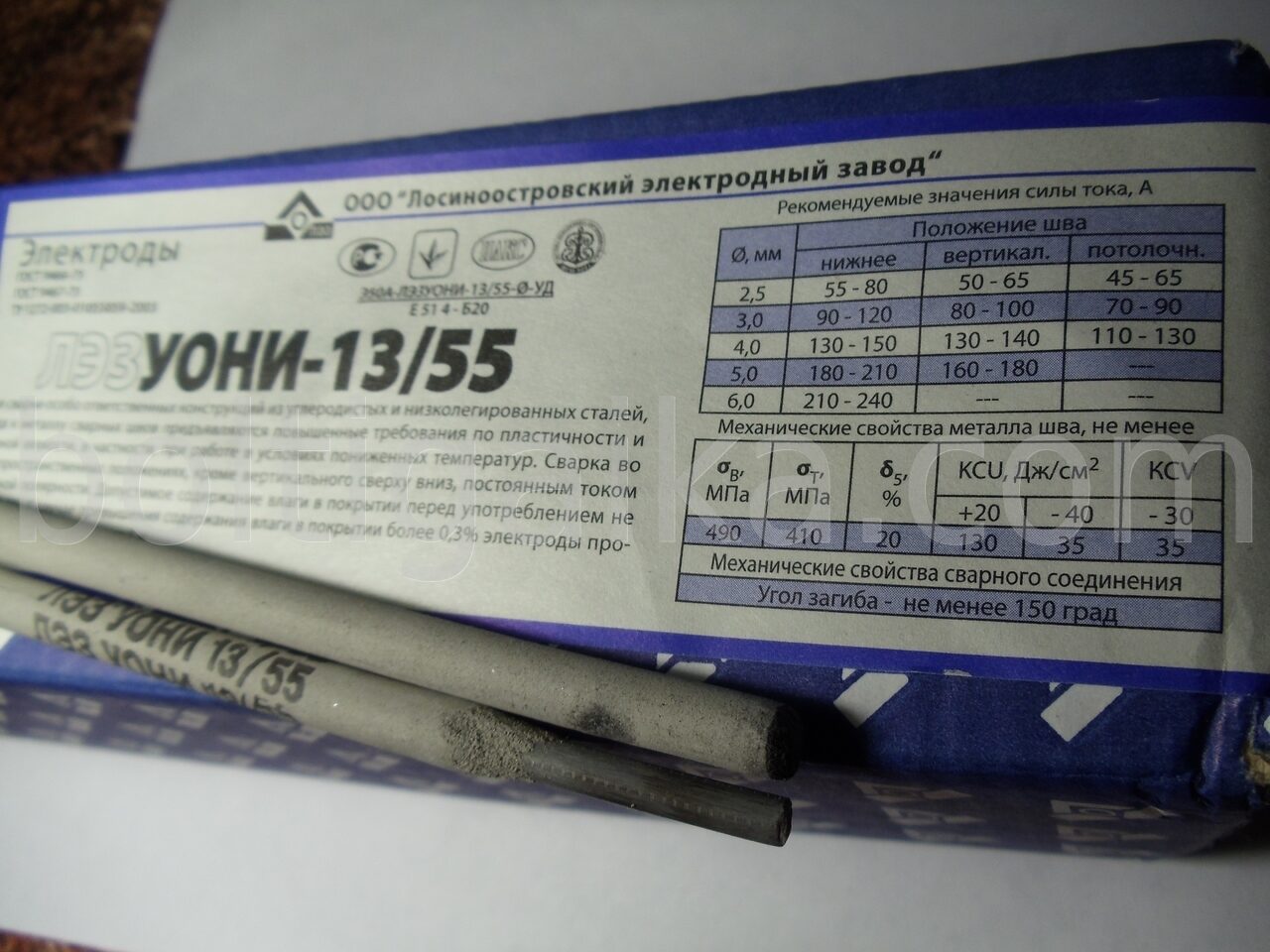
Величина сварочного тока электродов «УОНИ-13/55»
При сварке, в зависимости от диаметра электрода и пространственного положения шва, рекомендуется устанавливать величины сварочного тока (А), указанные в таблице.
| Диаметр, мм/положение швов | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | – |
Среднее количество сварочных электродов «УОНИ-13/55» в 1кг
Среднее количество электродов в 1кг в зависимости от их диаметра указано в таблице.
| Диаметр сварочных электродов, мм | Среднее количество электродов в 1 кг, шт. |
| 2,0 | 98 |
| 2,5 | 55 |
| 3,0 | 40 |
| 4,0 | 15 |
Технологические особенности сварки электродами «УОНИ-13/55»
Сварку стыков рельсов и арматуры рекомендуется производить ванным способом в нижнем положении шва.
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Свариваемые кромки должны быть тщательно очищены от грязи, масла и окалины.
Перед сваркой обязательна прокалка сварочных электродов УОНИ 13/55 при температуре Т = 250…300°С в течение 1 часа.
Технологические особенности электродов сварочных УОНИ 13/55
Специалисты отмечают такие важнейшие технологические и эксплуатационные особенности УОНИ-13/55:
- особое покрытие изделий на основе карбонатов и фтористых соединений, благодаря которым в составе шва практически не содержится газов, неметаллических включений и прочих нежелательных примесей;
- базовым материалом для стержня электродов является проволока с низкоуглеродистой стали Св-08 или Св-08А, которая обеспечивает долговечность и высокую вязкость шва;
- в процессе нанесения покрытия на основу электрода, ему придается дополнительная прочность, и абсолютно исключаются при этом неровности, задиры, поверхностные трещины, вздутия и поры;
- отсутствие в покрытии электродов органических включений позволяет прокаливать электроды при температуре 350-400 градусов, чем обеспечивается их низкая восприимчивость к воздействию влаги.
Эти, а также некоторые другие факторы способствуют образованию химического состава металла шва, аналогичного основному материалу, без склонности к старению и потери свойств в широком диапазоне температур.
При применении электродов сварочных УОНИ-13/55 необходимо следить за чистотой свариваемых деталей, так как наличие на поверхности ржавчины или технических масел, ведет к образованию пор и недолговечности сварного соединения. Удлинение дуги, также отрицательно сказывается на качестве шва.
Цели получения сертификатов НАКС на электроды и обязательность такого получения
Главной целью получения электродами сертификата соответствия НАКС, то есть подтверждающих документов по итогам проведенной аттестации, является установление соответствия рабочих характеристик сварочных материалов в виде электродов заявленным характеристикам, указанных в сопроводительной документации к ним, а также в специальных технических регламентах и ГОСТах, на основании которых они были разработаны. Кроме того, выдаваемые по итогам аттестации сертификаты соответствия устанавливают, в каких условиях могут эксплуатироваться те или иные сварочные материалы, например, при ремонте подъемно-транспортных устройств или в ремонте нефте-газодобывающего оборудования, и возможно ли их использовать в таких условиях, то есть на объектах повышенной промышленной опасности.
Проведение аттестации для получения сертификата соответствия в отношении электродов, как и других сварочных материалов, проводится на основании специального нормативного документа – «Порядка применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов» (РД 03-613-03). В случае соответствия представленных образцов заявленным требованиям и характеристикам итогом становится выдача сертификата соответствия, который выступает свидетельством о прохождении аттестации сроком на три года, после чего потребуется новая аттестационная проверка.
Технические характеристики УОНИ 13/55
Итак, марка УОНИ предназначена для того, чтобы осуществлять любые сварочные работы с конструкциями из металла качественно и поддерживая высокий уровень пластичности. Такие электроды можно использовать даже в самых суровых климатических условиях, где чаще всего произведение нормальных сварочных работ невозможно.
УОНИ уже много раз использовались при сварке самых серьезных конструкций и даже прошли первоначально ряд обязательных испытаний, доказав, что именно они помогают получить такой шов при сварке, который и пластичен, и имеет необходимую ударную вязкость.
Остановимся еще раз подробнее на том, каковы же все-таки технические параметры электрода УОНИ. У него основное покрытие и это играет важную роль. Коэффициентом наплавки является 3,5 г/А ч. Его расход невелик, так известно, что электродв УОНИ расходуются примерно один на килограмм того металла, который наплавлен, то есть получается в цифрах приблизительно 1,7 кг.
Существуют у таких электродов и свои преимущества перед остальными. Прежде всего шов получается очень качественным. Свойства этих швов таково, что на них не образуются даже кристаллические трещины, а также в них содержится довольно низкое содержание углерода.
Самым лучшим вариантом при работе с электродом является использование сварки на короткой дуге, где используется метод опирания. Он просто идеально подойдет даже для тех мест, где есть проблемы с энергоснабжением и оно не бывает стабильным.
https://youtube.com/watch?v=BTxQ9XqCyO8