
Лучшие сварочные электроды с рутиловым покрытием
Такие стержни применяют при обработке малоуглеродистых и низколегированных сталей. Получаемые швы не склонны к образованию пор и устойчивы к возникновению горячих трещин.
Электроды с рутиловым покрытием имеют низкий коэффициент разбрызгивания металла, обеспечивают легкость зажигания и стабильное горение дуги.
Ресанта МР-3
4.9
★★★★★
оценка редакции
93%
покупателей рекомендуют этот товар
Смотрите обзор
Главной особенностью электродов Ресанта является полное отсутствие трещин после застывания в металле. Однородность соединения препятствует проникновению влаги и обеспечивает высокую прочность шва.
Диаметр стержня — 3 мм, с его помощью производится сварка материала толщиной 3-4 миллиметра. При использовании такого электрода удастся получить качественный шов даже на мокром, покрытом коррозией или грунтовкой металле.
Достоинства:
- минимальное разбрызгивание;
- легкость повторного зажигания;
- работа с влажным покрытием;
- прочность шва.
Недостатки:
объемные выделения шлака.
Ресанта МР-3 используются при сварке в условиях отрицательных температур или повышенной влажности.
Получаемый шов устойчив к статическим и ударным нагрузкам, что будет весьма полезно при изготовлении объемных резервуаров или корпусов судов.
Wester МР-3
4.8
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям электродов Wester стоит отнести тонкое покрытие и легкость повторного зажигания дуги. Это обеспечивает эффективную обработку тонколистового металла при необходимости частых остановок или длительных перерывов.
Диаметр электрода — 3 мм, расход на 1 кг наплавленного металла составляет 1,7 килограмма. Благодаря допустимому содержанию влаги в обрабатываемом материале 1,5% такими стержнями можно производить сварку увлажненных и окисленных поверхностей.
Достоинства:
- легкое удаление шлака;
- аккуратный шов;
- простота повторного зажигания;
- минимальное разбрызгивание металла.
Недостатки:
требует длительного прокаливания.
Wester МР-3 используются при ручной дуговой сварке низкоуглеродистых сталей. Они могут применяться для обработки ржавых или загрязненных поверхностей.
Quattro Elementi 770-414
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Электроды отличаются мощным и стабильным горением сварочной дуги благодаря использованию вольфрамового стержня. Применение их при обработке металла, покрытого окалиной или ржавчиной, препятствует образованию пор и микротрещин в швах.
Диаметр элемента — 2 мм, температура обработки — 170-190°C. Качественное покрытие и тугоплавкий стержень гарантируют минимальную потерю металла при работе и устойчивость к низкому сварочному току.
Достоинства:
- прочный шов;
- гладкость соединения;
- стабильное горение дуги;
- легкий поджиг.
Недостатки:
быстрый расход.
Quattro Elementi 770-414 предназначены для обработки тонколистового металла. Хороший выбор для бытовой сварки или кузовного ремонта.
СВЭЛ МР-3C
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Эти стержни отличаются эффективностью сварки на короткой и средней сварочной дуге. Они рекомендуются для использования в интенсивном режиме благодаря стабильности горения и работе как с постоянным, так и с переменным током.
Диаметр стержня составляет 3 мм, что позволяет варить с его помощью металлы толщиной около 4 миллиметров. Обработка поверхности осуществляется практически в любом пространственном положении.
Достоинства:
- глубокое проплавление;
- работа в любом положении;
- низкая цена;
- экономичный расход.
Недостатки:
разбрызгивание шлака.
СВЭЛ МР-3C стоит приобрести для сварки в труднодоступных местах или неудобном положении. Электроды используются при обработке ответственных конструкций, внутренних сторон цистерн или широких труб.

Лучшие марки на рынке
Производители предлагают множество разновидностей расходных сварочных материалов на основе рутилия. Есть среди них самые качественные и популярные марки.
«Ресанта»
Наиболее удачными стали электроды типа МР-3.

Электроды “Ресанта” имеют стабильное качество.
Этот бренд пользуется доверием сварщиков из-за стабильного качества независимо от партии, т. к. прочие заводы выпускают продукцию, характеризующуюся нестабильностью технических характеристик. В пользу изделий от свидетельствуют следующие достоинства:
- легкий розжиг;
- простой контроль длины дуги;
- возможность использования аппаратов переменного и постоянного тока;
- допустимость создания шва в любом направлении;
- не образуют язв и пор в шлаковом слое.
ESAB SVEL
Наиболее популярной маркой, выпускаемой шведским концерном на российском заводе, стали электроды OK 46.00 с рутилово-целлюлозным покрытием. В категории от 150 до 200 руб. за 1 кг это самый лучший выбор для промышленного и бытового использования.
Рекомендуем к прочтению Общие характеристики и конструктивные особенности наплавочных электродов типа Т590
Преимуществами продукции стали:
- низкий минимальный порог тока, необходимого для работы;
- уверенное горение дуги;
- возможность сварки тонкостенных изделий не только профессиональным сварщиком, но и начинающим;
- малая чувствительность к загрязненной поверхности свариваемых элементов и коррозии;
- легкое отделение шлака;
- невосприимчивость к влаге – сильно отсыревший стержень сушится при температуре 70-90°C.

ESAB SVEL – наиболее популярная марка. Упущением производителя считают недостаточную прочность получаемого соединения. Многие сварщики предпочитают для наиболее ответственных работ электроды другого типа.
Lincoln Electric Omnia
Американская специализируется на выпуске сварочного оборудования более 100 лет. Впервые электроды этого бренда появились в продаже в 1927 г. Марка Omnia 46 производится недавно, но завоевала популярность у сварщиков и экспертов. Цена на нее ниже, чем у многих конкурентов. Плюсами продукции называют:
- возможность проведения сварочных работ новичками на оборудовании, не имеющем функции облегченного розжига;
- нет необходимости контроля длины дуги из-за нечувствительности стержня к ее изменению;
- пожарная безопасность ввиду малого радиуса разлетания искр;
- нечувствительность к ржавчине;
- прочность шва, сравнимая с многими электродами, имеющими основную обмазку;

Lincoln Electric Omnia специализируется на выпуске электродов. Минусом признается слабая стойкость к впитыванию влаги, что компенсируется быстрым высыханием при невысоких температурах.
ОЗС-12
Выпускаются на предприятии «СпецЭлектрод», Москва. Сертифицированы НАКС для использования при соединении на опасных и ответственных объектах деталей из низкоуглеродистых марок стали. Среди положительных качеств называют:
- ровный, легко создаваемый, шов;
- тонкую, быстро отделяемую корку шлака;
- прочный, с малой склонностью к растрескиванию и образованию посторонних включений, стык.
Недостатки электрода:
- одна из самых чувствительных к сырости обмазка;
- время просушки – не менее 1 часа при температуре от 150°C;
- необходимость тщательной зачистки зоны сварки.
ОЗС 12 электроды станут хорошей заменой основным при соблюдении требований к работе с ним. Не только опытный сварщик, но и новичок сможет произвести герметичный, красивый шов.
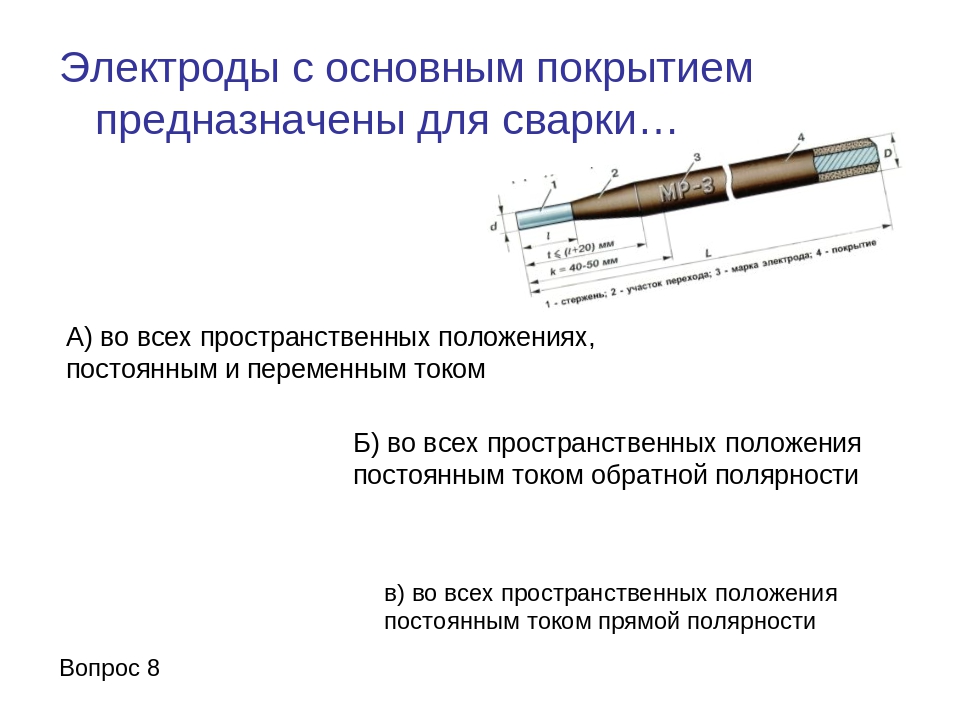
Лучшие электроды с основным покрытием
Рассматриваемые в данной статье электроды с основным покрытием, применяются для сварки постоянным током. При сгорании они выделяют много углекислого газа, который служит в качестве защиты сварочной ванны.
Используются такие электроды для сварки ответственных конструкций, обеспечивая при этом качественное и надёжное соединение. Однако не обойтись и без ложки дёгтя, поскольку электроды с основным покрытием имеют повышенную чувствительность к влаге. Варить такими электродами, когда они отсыреют, становится проблематично.

Рассмотрим самые популярные электроды с основным покрытием, которые отличаются повышенным качеством.
Электроды Kobelco LB-52U
Kobelco LB-52U — электроды, которые производятся в Японии, одним из крупнейших концернов страны Kobe Steel, Ltd. Основное назначение этих электродов с основным покрытием, это сварка низкоуглеродистой стали, там, где невозможно использовать двухстороннюю проварку металла (сварка трубопроводов).
Вследствие этого, электроды Kobelco LB-52U отличаются не только возможностью создания пластичного шва, но и очень малым количеством шлака. Сварочный шов, образуемый электродами LB-52U, не имеет раковин, и других дефектов, которые остаются после обычных электродов.
Прочность сварочного шва, достигает 588 Н/мм², что является достаточно высоким показателем. Единственный недостаток электродов Kobelco LB-52U, это, как было сказано выше, чрезмерная подверженность во влажной среде. Поэтому для того чтобы нормально варить данными электродами, их нужно будет обязательно прокалить. Температура прокалки электродов с основным покрытием (Kobelco LB-52U), не менее 300 градусов.
Электроды ОЗЛ-8 (ЛЭЗ)
Основное назначение электродов ОЗЛ-8, это сварка нержавеющих сталей с высоким процентом никеля и хрома. Сварка электродами ЛЭЗ ведётся на постоянном токе обратной полярности. Созданный шов отличается высокой стойкостью к коррозии, а также достойными прочностными показателями.

Здесь, как и при сварке, предыдущими электродами с основным покрытием, образуется малое количество шлака. К тому же, шлак практически сразу же отделяется от поверхности остывшего сварочного шва
Что не менее важно, при остывании шов не растрескивается. При этом все же не следует допускать резкого охлаждения сварочного шва, чтобы не допустить снижение прочности соединения
Электроды УОНИ 13-55
Пожалуй, самые популярные электроды с основным покрытием среди сварщиков. Основные преимущества УОНИ 13/55 связаны с высокой прочностью сварочного шва, а также с его стойкостью к различным нагрузкам. На вид, поверхность сварочного шва, полученного данными электродами, чем-то напоминает застывшее стекло.

Однако данная марка электродов не рекомендуется к использованию новичкам-сварщикам. При отсутствии должного опыта и сноровки, разжечь электроды УОНИ 13-55 очень сложно. После того, как сварочная дуга погасла, кончик электрода обволакивает расплавленная обмазка, что требует повторной зачистки электрода.
Тем не менее, научившись варить, многие понимают достоинства электродов УОНИ, и уже мало чему другому, отдают своё предпочтение.
Режимы сварки и электроды
Чтобы варить тонкий металл, нужны электроды небольшого диаметра.
Обычно он не превышает 4 мм. При этом значение тока должно находиться в пределах 140-180 ампер. Данные размеры применяются при , толщина которого 3 мм. Чтобы варить металл намного тоньше, применяют электроды в диапазоне 0,5-2,5 мм. Величина тока находится в пределах 10-90 ампер.
Чтобы проводить сварочные операции, при подаче малого тока требуется использовать электроды, имеющие специальное покрытие. С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды расплавляются очень медленно, они получают жидкотекучий металл, из-за которого шов получает красивый вид.
Всем вышеописанным требованиям полностью соответствует «ОМА-2». В его состав входит:
- титановый концентрат;
- ферромарганцевая руда;
- мука;
- специальные добавки.
Все эти вещества обеспечивают стабильность горения дуги. Это просто необходимо, когда варится тонкий материал.
Тип электрода «ОМА-2» считается лучшим для работы с тонким материалом. Он может создать устойчивую дугу, используемую при сваривании деталей из углеродистой стали.
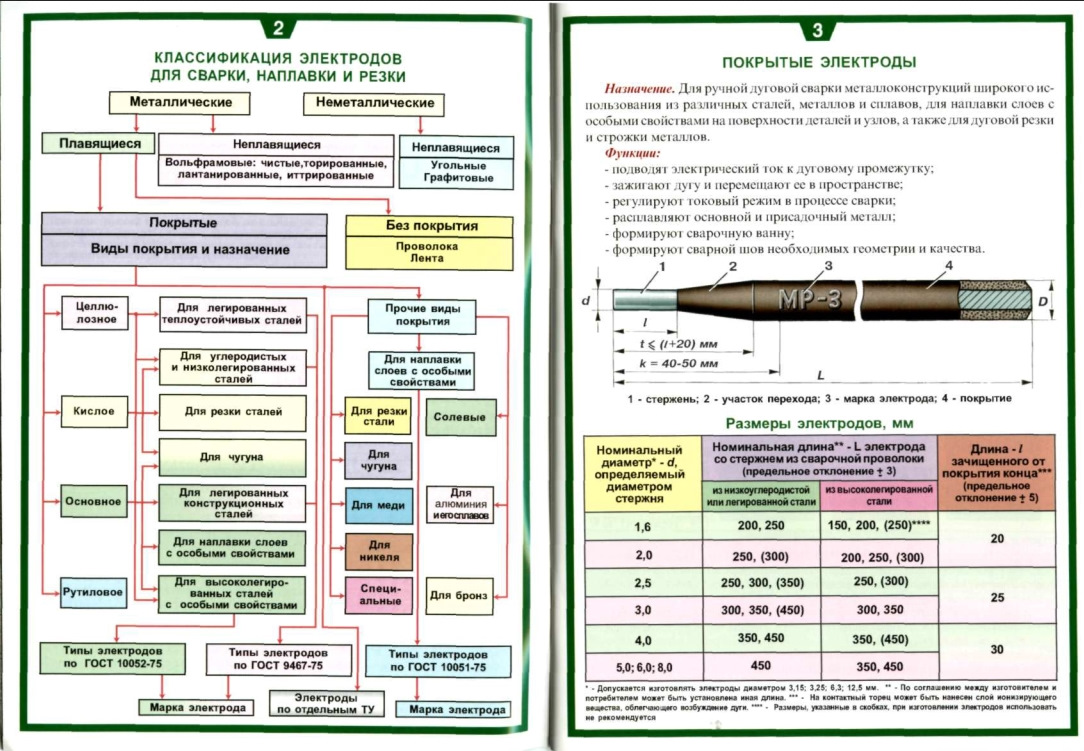
Классификация стальных покрытых электродов для ручной дуговой сварки
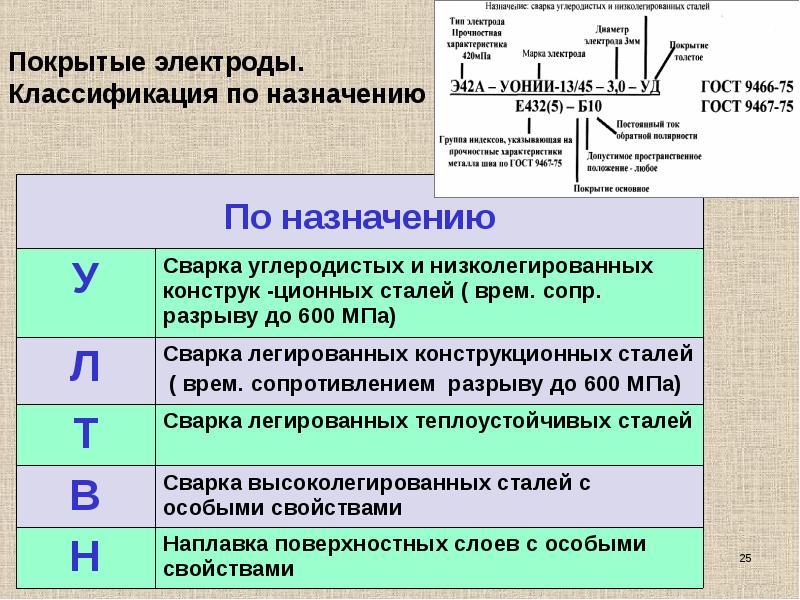
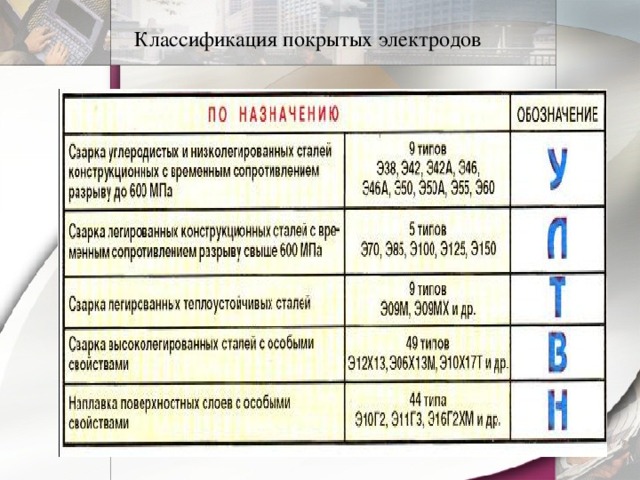
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями
ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые
электроды для дуговой сварки делятся на следующие группы:
У — для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным
сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются
следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л — электроды данной группы применяют для сварки легированных сталей, а также
для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа.
Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
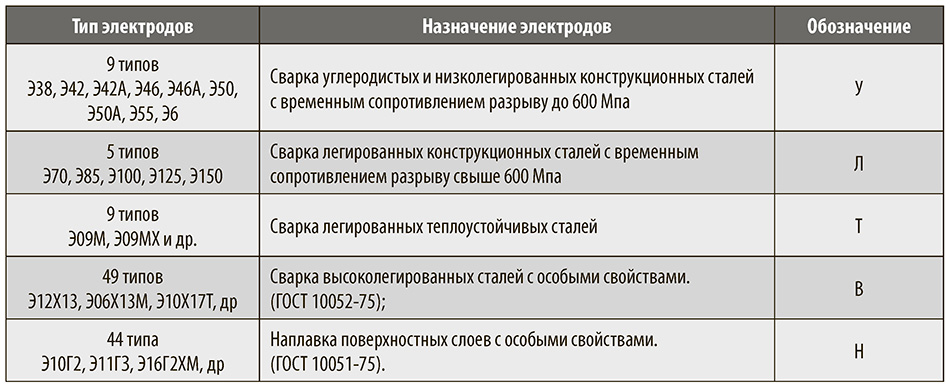
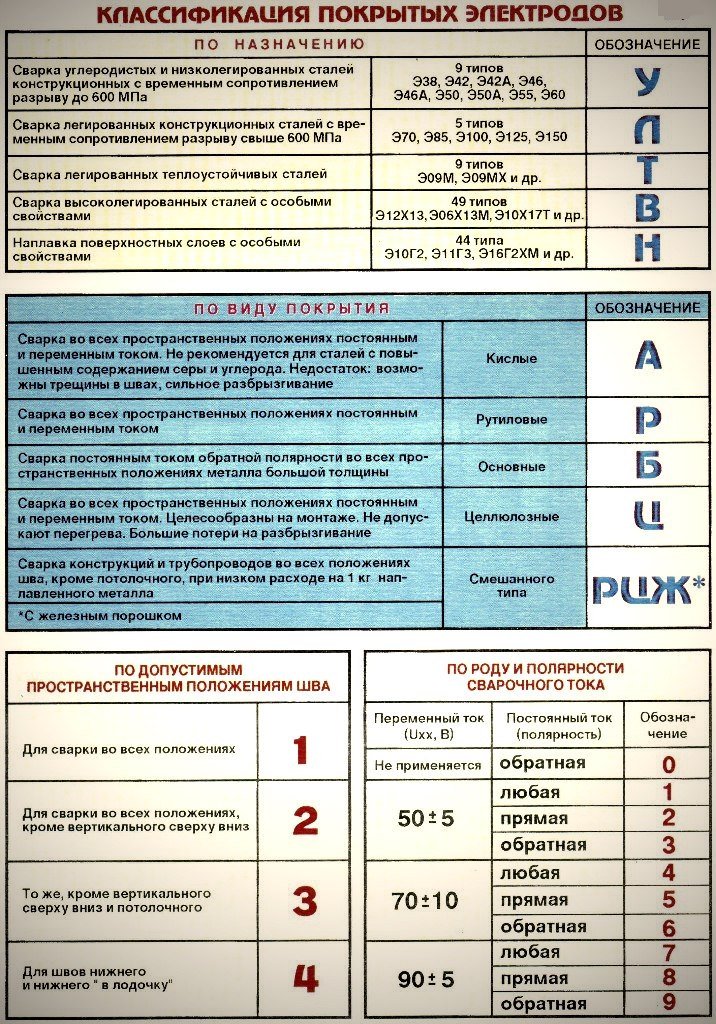

Т — данные электроды предназначены для сварки легированных теплостойких сталей.
В — электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н
— электроды для наплавки поверхностных слоёв с особыми свойствами.
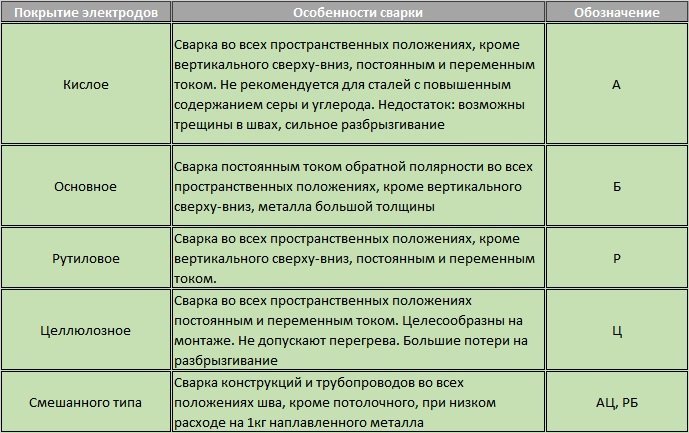
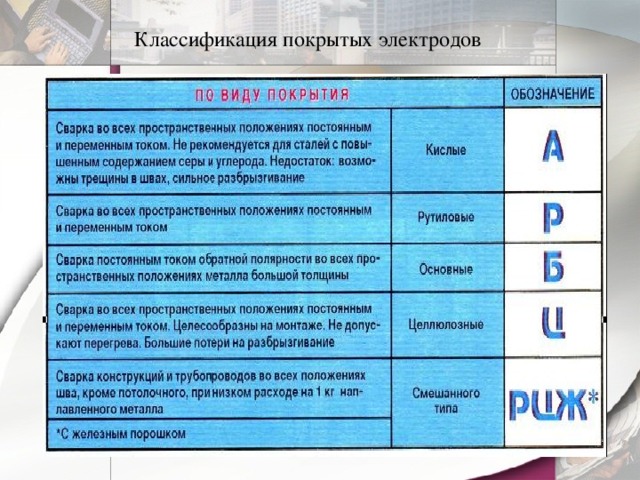
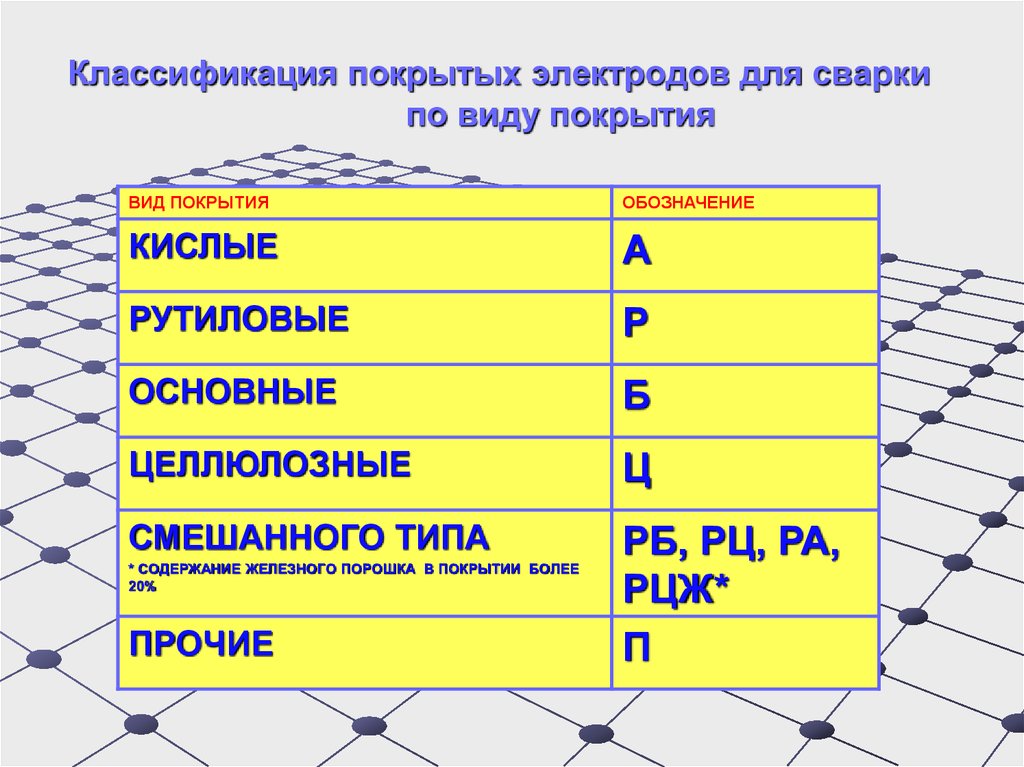
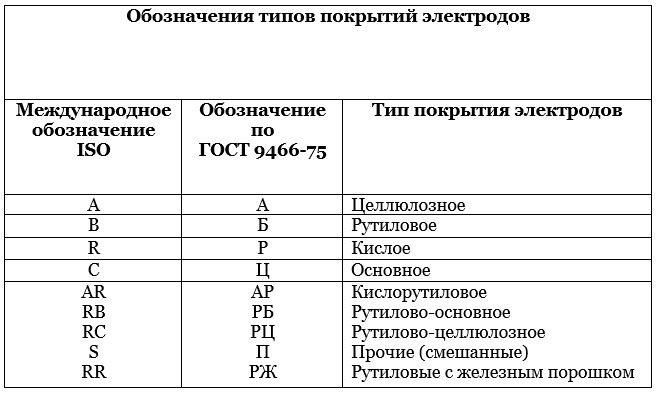
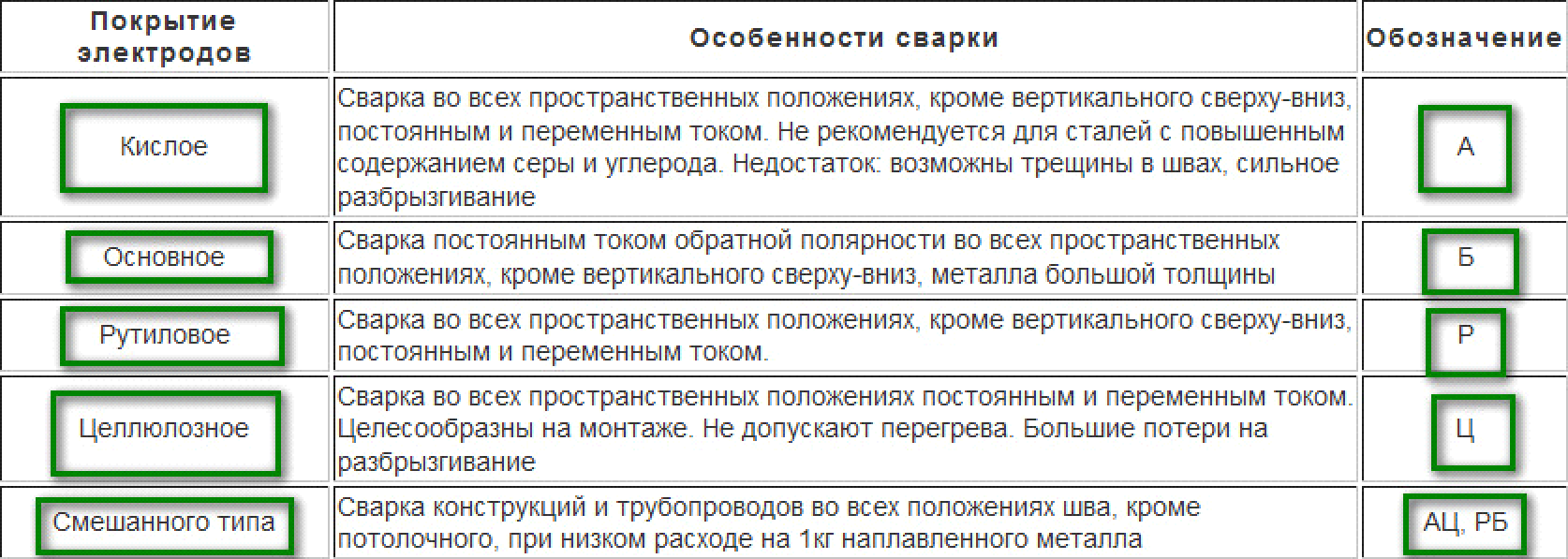
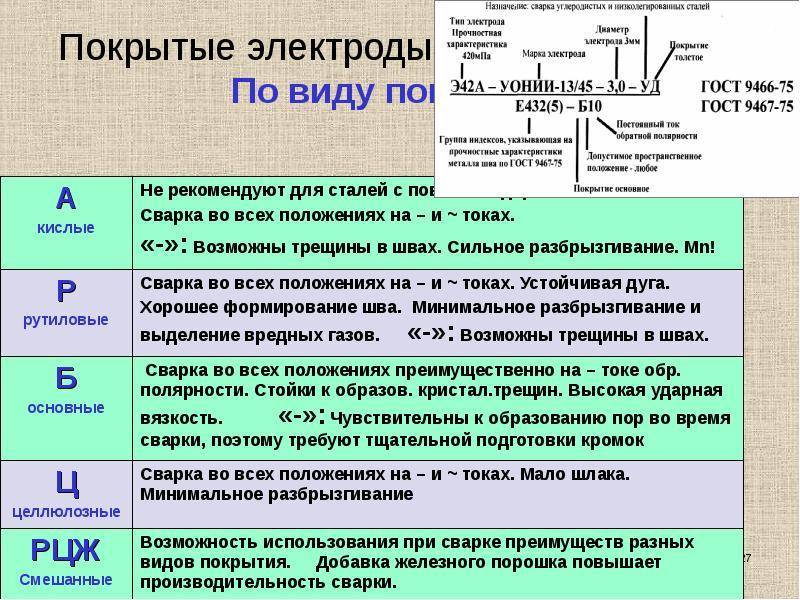
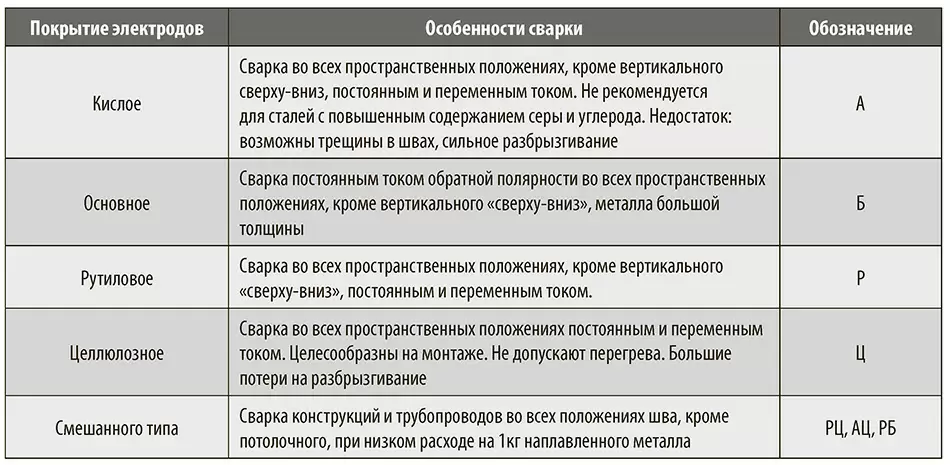
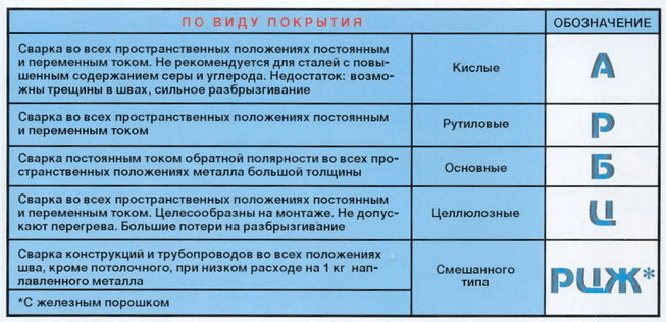
Классификация электродов, в зависимости от вида покрытия
А — электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия
состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды
обладают высокой токсичностью из-за содержания оксида марганца, но, при этом,
обладают высокой технологичностью.
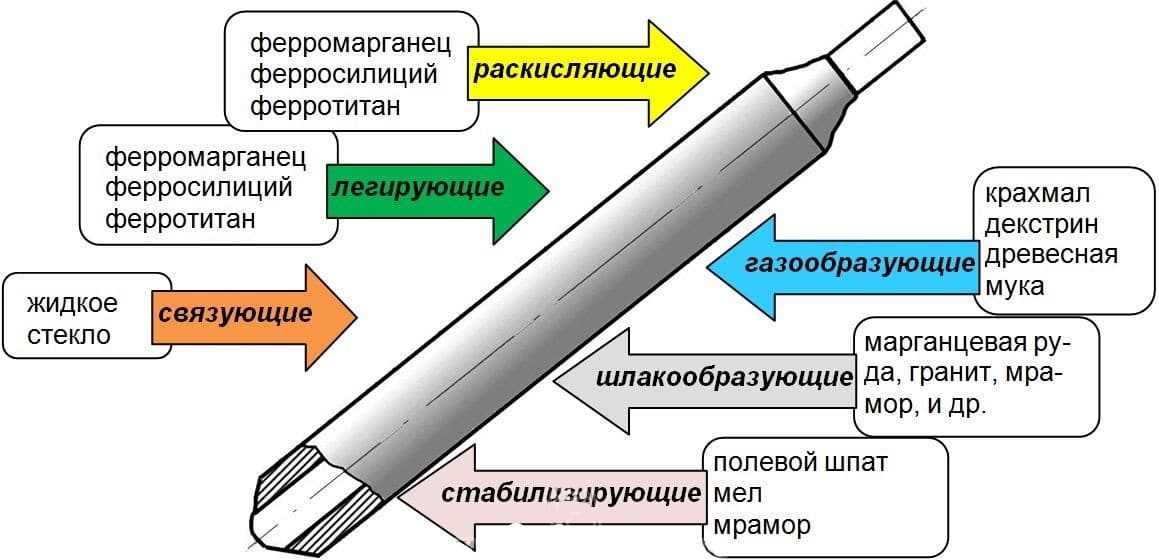
Б — основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.).
В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия
для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций,
ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами
с основным покрытием, получается сварной шов с высокой пластичностью. Данные
электроды используют для сварки ответственных сварных конструкций.
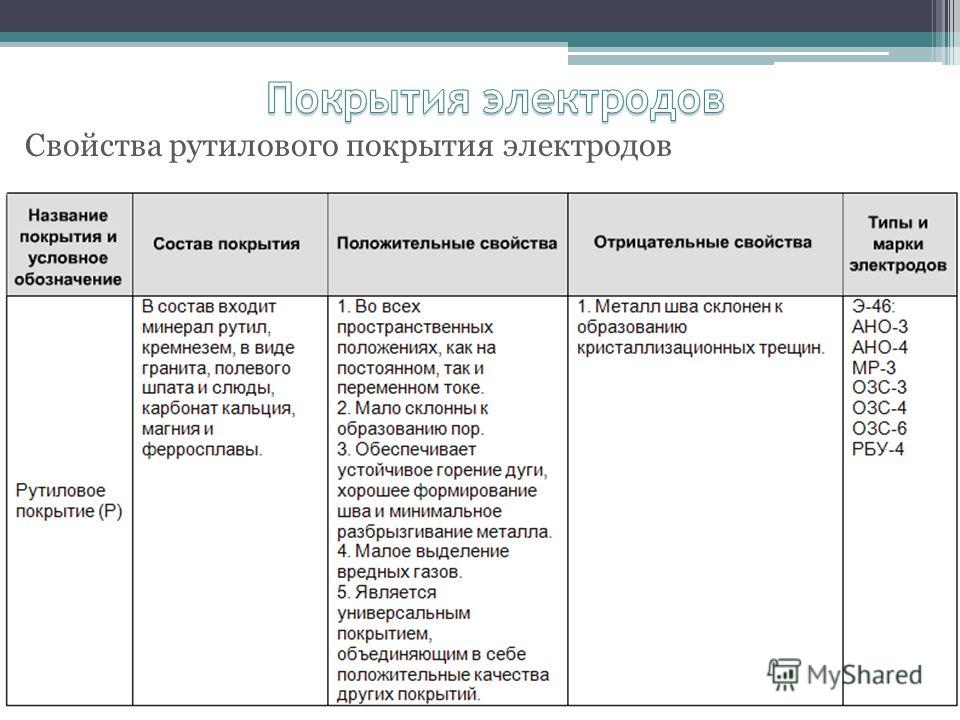
Р — электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3,
МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший
название этой группе электродов. Рутиловые электроды для ручной дуговой сварки
менее вредные для здоровья, чем другие. При сварке металла такими электродами
толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет
использовать данные электроды для выполнения швов в любом положении.
Ц — группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.).
Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк,
ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно
использовать для выполнения сварки в любом положении. Преимущественно они используются
при сварке металлов малой
толщины. Недостатком их является пониженная пластичность сварного шва.
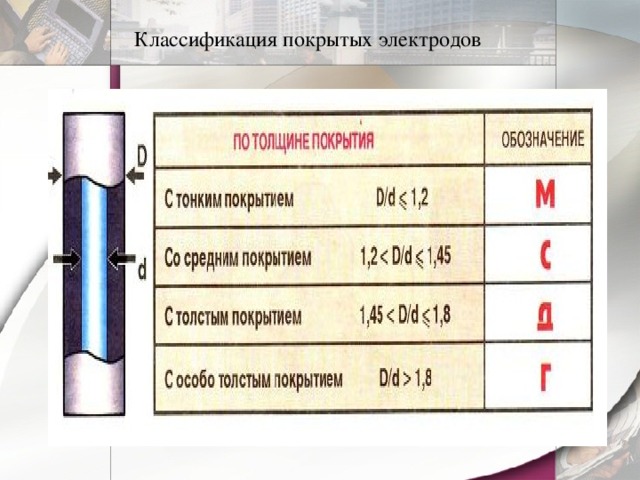
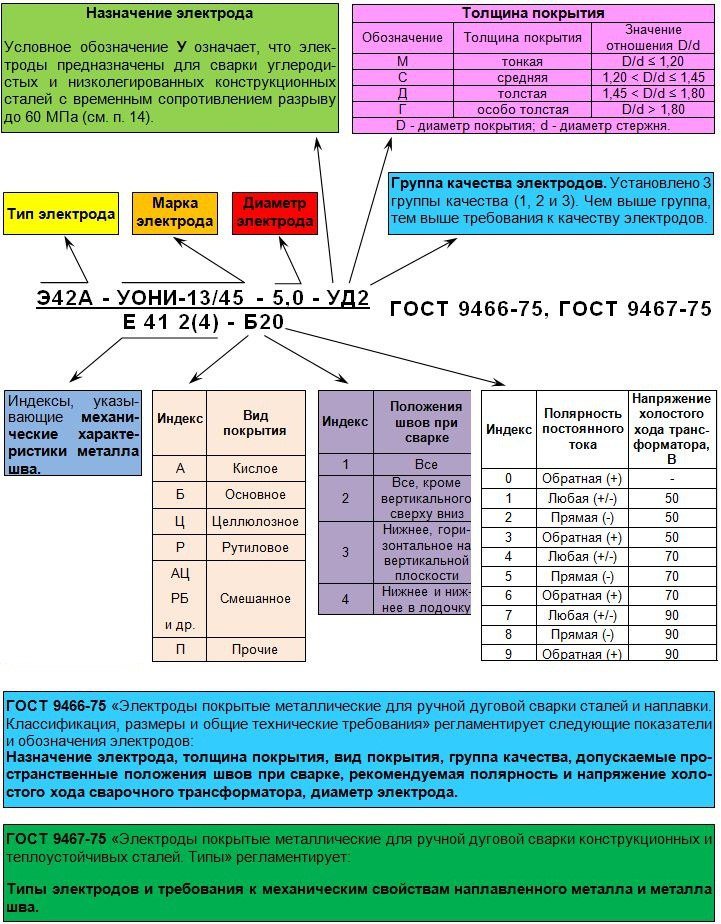
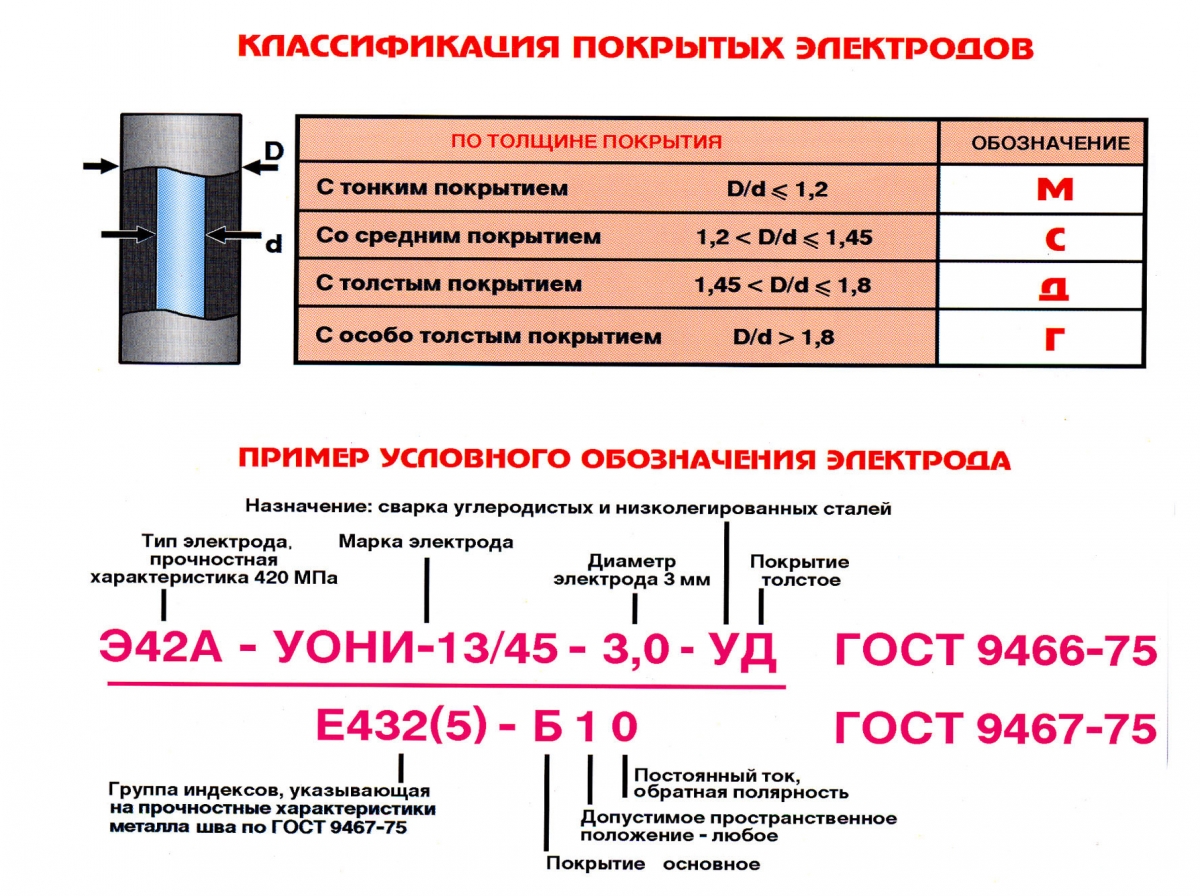
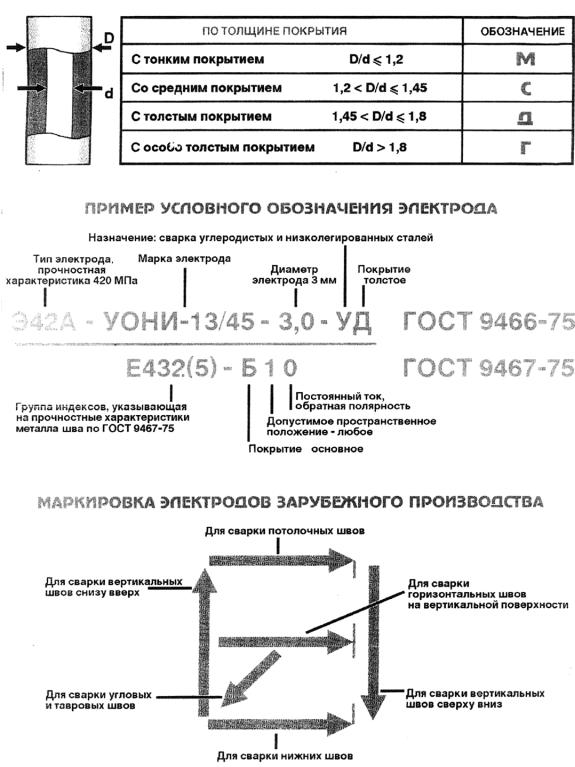
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру
электродного стержня d), электроды подразделяются на группы:
М — с тонким покрытием (соотношение D/d не более 1,2).
С — со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д — с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г — электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность
изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние
поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В
зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше
номер группы, тем лучше качество электрода и выше качество
сварки.
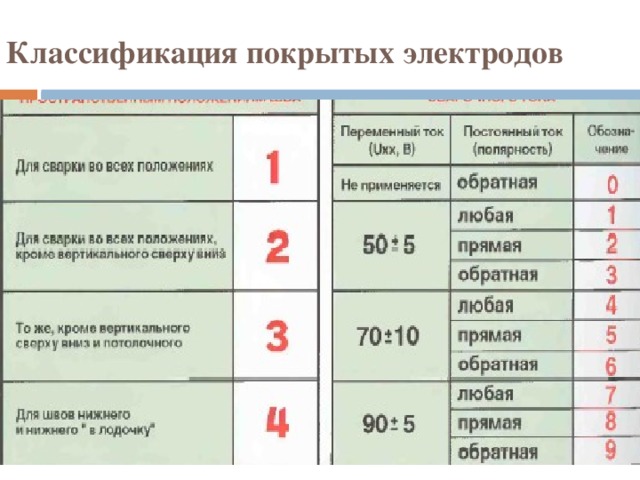
Классификация электродов по пространственному положению при
сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного
расположения свариваемых деталей:
1 — допускается сварка в любом положении;
2 — сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 — сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных
снизу вверх;
4 — сварка в нижнем положении и нижнем «в лодочку».
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию
электродов в зависимости от полярности сварочного тока, напряжения холостого
хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды
делятся на десять групп и обозначаются цифрами от 0 до 9.
Электроды с рутиловым покрытием: плюсы и минусы
По сравнению с другими типами покрытий, рутиловое обладает рядом преимуществ:
- Стойкость шва. Сваренный металл не подвержен появлению холодных или горячих трещин.
- В противовес кислому покрытию, сварочная дуга рутилового горит при переменном токе так же интенсивно, как и при постоянном.
- Легко обрабатывать участки, где нужны короткие швы. Если основное покрытие требует непрерывного ведения шва, так как сварочную дугу сложно повторно разжигать, то с рутиловыми всё проще. Дуга легко зажигается, при этом с кончика стержня не нужно счищать нагар.
- Подготавливать рабочую поверхность не обязательно. Другие типы электродов чувствительны к окислениям и ржавчине, что приводит к непрочному шву. Рутиловые электроды позволяют сформировать стабильный и стойкий шов независимо от качества поверхности.
- После сварки шлак легко отделяется, а поверхность шва практически не нуждается в шлифовке.
Есть и недостатки:
- Подойдут не для всех конструкций. Небольшой диапазон металлов, с которыми можно использовать этот тип покрытия, накладывает определённые ограничения на их эксплуатацию. Для сварки высокоуглеродистой стали такие электроды нельзя использовать.
- Свойства резко ухудшаются при повышении напряжения тока. Поэтому придётся следить за соответствием номинальному показателю.
- Нужно проводить подготовительные работы — просушку и прокалку.
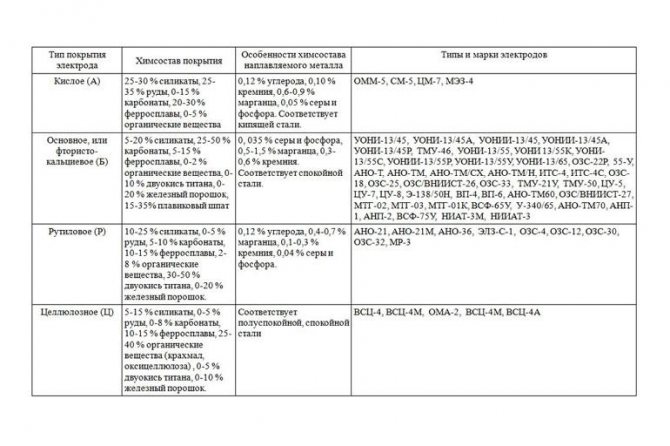
Состав и характеристики
Электроды с рутиловым покрытием производят из сварочной проволоки марок Св-08 и СВ-08А, на которую наносят твердый протектор (флюс), большую часть которого составляет природная двуокись титана – минерал рутил.
Кроме того, в состав флюса входит еще и газозащитная составляющая органической природы, поэтому такие электроды используют только в подсушенном виде. Ведь влажное покрытие не сможет остановить наводороживание шва.
Форма и габариты таких электродов регламентируются ГОСТ 9466-75. В этом же документе указано, что в маркировке таких изделий обязательно присутствует литера «Р», указывающая на тип флюса. Именно по этой букве вы можете отличить электроды с рутилом от прочих разновидностей подобной продукции.
Область применения
Главное предназначение таких электродов – дуговая сварка двух (и более) заготовок из черных металлов, проводимая в ручном режиме. Кроме того, эти электроды можно использовать для наплавки – образования слоя металла на поверхности одной детали.
Однако, рассматривая возможность применения электродов, необходимо учитывать природу присадочного материала, в качестве которого используется низкоуглеродистая проволока (марок Св-08 и СВ-08А).
А вот углеродистые, конструкционные и даже низколегированные стали, такие электроды «варят» очень хорошо, с сопротивляемостью шва (на разрыв) до 50 кгс/мм2.
Режимы сварки
Электроды с рутиловым флюсом используют в паре с любыми электродуговыми сварочными аппаратами. При этом сила сварочного тока, а равно и схема подключения, определяется по стандартным рекомендациям.
Ограничений по типу шва у таких электродов нет. Прутками с рутиловым покрытием можно варить и вертикальные, и даже потолочные швы, соединяя детали хоть встык, хоть внахлест. При этом электроды с рутилом можно применять даже без особой подготовки кромок. Существуют подтвержденные практикой свидетельства успешной сварки кромок, покрытых краской или грунтовкой.
Неплохие результаты дает и угловая стыковка деталей. Ведь рутиловое покрытие обеспечивает высокое качество шва даже на стыках наплавленного и основного материала. То есть, риск возникновения остаточных напряжений, в этом случае, минимален.
Ведь в этом случае нужны электроды большого диаметра с толстым слоем покрытия. А такой присадочный материал вызовет затруднения в любом случае. Ведь в этом случае повышается степень пористости шва, объясняемая необходимостью повышать силу сварочного тока.
Характеристика сварочных электродов ОЗС-12
При определении технологических характеристик ОЗС-12 сначала следует рассмотреть химический состав стержней, так как от него в немалой степени зависят и другие параметры изделия.
Специалисты в сварочном деле и опытные сварщики при выборе электрода всегда ориентируются на механические свойства, которые помогают определить пригодность изделий того или иного типа для формирования шва с требуемыми эксплуатационными и технологическими характеристиками.
Как уже упоминалось выше, электроды ЛЭЗ ОЗС-12 предназначены для сваривания и наплавки элементом из углеродистой стали. Марка обладает особенными свойствами, выделяющими ее из многих остальных.
Простота выполнения соединения, в том числе при предварительно выставленных прихватках.
Возможность сваривания на токах пониженной мощности с использованием стержней небольшого сечения. При этом работы могут проводиться с задействованием сварочных трансформаторов.
Отличное качество таврового сопряжения, обеспечивающее повышенную прочность вогнутых швов
Это важно при воздействии повышенных нагрузок на линию соединения, использовании изделий в иных особых условиях по нагрузкам.
Отсутствие требований к чистоте металла. Электроды сварочные ОЗС-12 применяются для сварки изделий с очагами глубокой коррозии при выполнении работ в любых условиях.
Специалисты в таких случаях предлагают использование длинной дуги, что помогает еще больше раскрыть возможности и характеристики электродов.
Высокое качество сформированных швов обуславливается повышенным показателем сопротивления на разрыв. Кроме того, рубцы характеризуются пластичностью и ударной вязкостью.
При необходимости выполнения повторного розжига дуги, он происходит быстро и легко, разница с изделиями иных марок чувствуется даже при использовании ОЗС-12 в домашних условиях.
Дуга, образованная электродом с рутиловой обмазкой, стабильна. При работе не выделяются вредные вещества, сказывающиеся на самочувствии сварщика.
Эффективность использования ОЗС-12 не зависит от рода тока, главное – соблюдать требуемую полярность. Изделия показывают отличные показатели при выполнении сварки в нижнем, потолочном либо вертикальном положении.
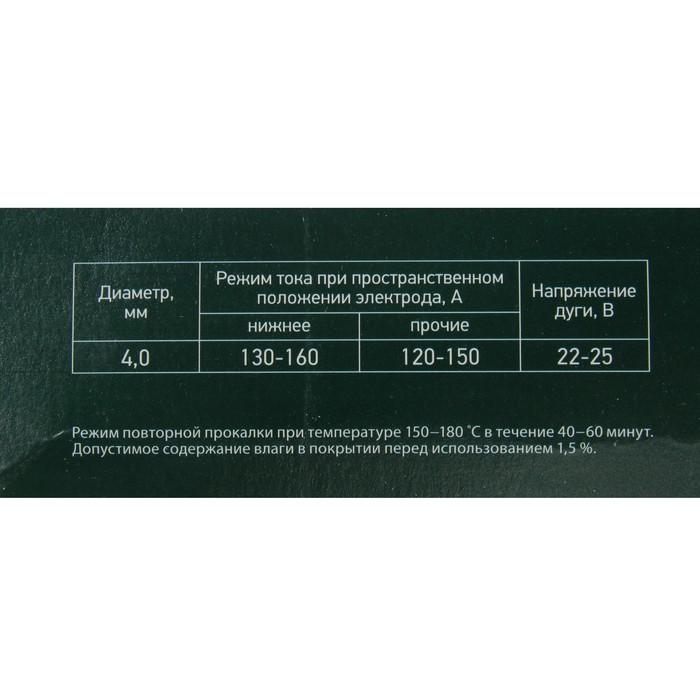
Перед применением после продолжительного хранения изделия следует тщательно высушить и прокалить под воздействием температуры 150-180°С.
Маркировка
Все пачки раскрашиваются в цвета заводов-изготовителей и имеют соответствующую маркировку, отражающую характеристики изделий, и рекомендуемый способ их применения.
Пример маркировки: Э46-ОЗС-12-3-УД1/Е430(3)-Р12. Она означает, что в пачке находятся электроды ОЗС-12 типа Э46 диаметром 3,0 мм с толстым рутиловым покрытием для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 60 кгс/мм2. Предел прочности при разрыве 46 кгс/мм2. Предел прочности при растяжении 430 МПА, относительное удлинение менее 20%. Минимальная температура по ударной вязкости металла шва не регламентирована. Допустимые положения электрода при сварке любые. Применять следует постоянный ток прямой полярности.
Вся продукция имеет необходимые сертификаты, паспорта и разрешения. Гарантия распространяется на весь срок, заявленный производителем. Постпродажное обслуживание осуществляется в сервисных центрах наших партнеров и мастерских заводов изготовителей.
Расшифровка цвета и маркировки
На оттенок электродов влияет разновидность обмазки. Часто сварочные стержни с рутиловым покрытием имеют красный цвет. Также на колер влияют особенности изготовления, применяемые на том или ином заводе. В ассортименте попадаются элементы серого, синего, зеленого цветов.
Расшифровку маркировки лучше рассмотреть на примере. В наименовании электрода МР3-Э46-МР-3-Ø-УД-Е 43-0 (3)-Р26 представлены следующие обозначения:
- модель для сварки низколегированных сталей с усилием разрыва до 46 кгс/кв.мм — Э46;
- марка стержня — МР3;
- диаметр (2/3/4/5 мм) — Ø;
- углеродистый стержень (У) с утолщенным покрытием (Д);
- международная классификация плавящихся электродов с напылением — Е;
- задел прочности на растяжение (кгс/кв.мм) — 43;
- примерное удлинение (не более 20%) — О;
- температурный режим вязкости, при котором ударное усилие на шов составляет 34 Дж/кв.см — (3);
- рутиловое покрытие — Р;
- рабочие положения при сварочных работах (все, кроме вертикальной позиции сверху вниз) — 2;
- допустимое сварочное напряжение (не менее 50 В) — 6.
Сварка тонкого металла: каковы сложности работы
Главной проблемой работы с особо тонким металлом является тончайшая грань, связанная с прожогом металла, с возникновением прилипания электрода.
Иногда он не прилипает, но появляется другой дефект, так называемый непровар.
Когда регулировка сварочного тока выполнена неверно, например, завышено его значение или электрод задерживается в одном месте, металл прожигается насквозь.
При низком значении тока образуется непровар, сваривания деталей не происходит, они отваливаются, может иметь место прилипание.
Если величина тока недостаточна, увеличение расстояния между свариваемыми деталями и электродом ведет к обрыву дуги.
Преимущества рутиловых электродов
Мы уже сказали об одном из ключевых плюсов такой обмазки – экологичность. При сварке в воздух выделяется минимум токсичных и опасных для сварщика соединений. Это позволяет варить детали в закрытых или плохо проветриваемых помещениях. Есть и другие преимущества.


- Рутил – отличный полупроводник, поэтому розжиг дуги под воздействием тока осуществляется, как правило, мгновенно.
- Можно осуществлять сварку по влажной поверхности и металлу со следами коррозии (до 30% следов окислов от общей площади зоны сварки). Это еще одно преимущество перед стержнями с основным покрытием.
- Электродуга горит в равной степени стабильно не только при постоянном, но и при переменном токе. Это выгодно отличает рутиловые электроды от присадок с кислой обмазкой.
- При правильной технологии сварки в металле получаемого шва исключено появление межкристаллитных трещин – как холодных, так и горячих.
- Рутиловые электроды для сварки отлично справляются с прихватками и короткими швами, требующими многократный поджиг – дуга отлично разжигается и так же устойчиво горит.
- После сварки шов получается мелкочешуйчатым и ровным, а корка шлака легко отделяется. Если и необходима шлифовка шва, то она, как правило, минимальна.
Изделия отлично справляются не только со стыковыми швами – большинство из них подходит для сварки швов внахлест и угловых соединений.
Особенности
Чтобы рутил-электроды работали эффективно и в полном объеме, надо знать несколько правил их использования:
- Перед работой просушить не менее суток или прокалить час при температуре 160-180 градусов;
- Готовить кромки к сварке. Особенно при толщине металла 6-7 мм;
- Зазор – одинаковый на протяжении всей сварки;
- Зажечь дугу при смене электрода чуть выше окончания шва.
Из рекомендаций профессиональных сварщиков хочется обозначить:
- Лучше варить не очень тонкий металл, так как могут появиться поры (тонкий металл требует таврового шва и больших размеров электродов);
- Пригодны для сварки стали, имеющей окалину;
- Лучшие электроды для сварки на потолке и вертикально;
- Работу можно производить как в домашних условиях, так и в производственных масштабах.
Отрасли применения
Рутиловые сварочные электроды широко используют для работ:
- на трансформаторах;
- генераторах;
- инверторах;
- на газовых магистралях;
- при проводке воды;
- при строительстве распределительных сетей;
- в нефтепроводах;
- при ремонте инструмента и запчастей;
- при наплавке толщины деталей.
Широко применяются в строительстве, в машиностроении, электротехнической промышленности, в производстве конструкций коробчатого типа, в нефте-газовой промышленности – для сварки труб.
Могут работать:
- на постоянном токе;
- при резком понижении напряжения в сети;
- на переменном токе;
- в любом пространственном положении.
В сваривании труб любого диаметра и состава рутиловые электроды – самые лучшие и востребованные.
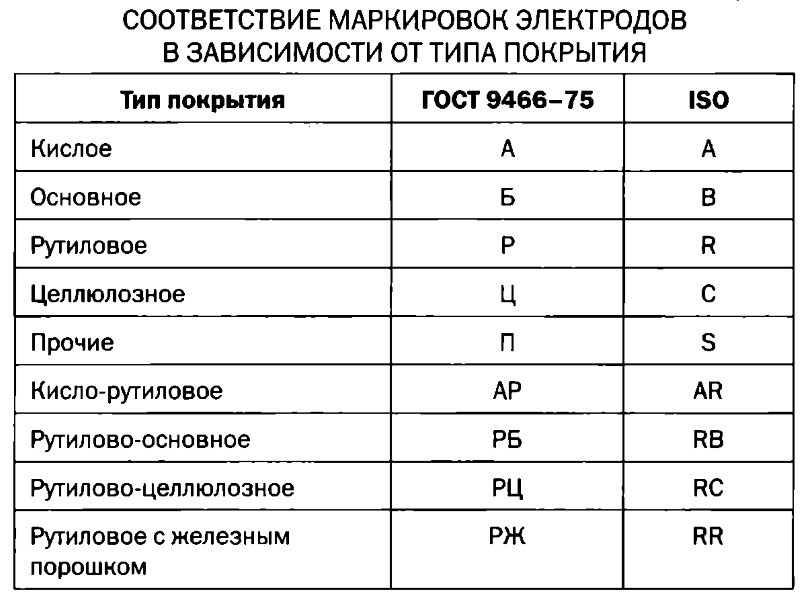
Марки и соответствие ГОСТу
Все электроды этого вида по составу полностью соответствуют стандартам и ГОСТам — 9466-75, 9467-75, соответствуют международным стандартам.
Различают различные марки – в зависимости от состава покрытия. Маркировка обозначена на упаковке, где буква Р соответствует рутилу, а Ц – говорит о наличии целлюлозы в составе покрытия.
Буквы и аббревиатуры на коробках расшифровываются следующим образом:
- МР – марка;
- МП3 – марка и диаметр;
- У – для сварки углеродистых и низколегированных сталей;
- Д – с толстым покрытием;
- Трехзначные числа – индексы, характеризующие металл шва и наплавленный металл.
Эти элементы сварки выпускают как отечественные производители, так и зарубежные.
Таблица производителей рутиловых электродов
| Страна-производитель | Марка |
| Россия | МР-3, МР-3С;
ОЗС-4, ОЗС-6, ОЗС-12; АНО-21; ЗРС-1; ЗРС-2 |
| Турция | GEKA ELIT |
| США | Omnia 46 |
| Швеция | OK 46.00 |
| Китай | AWS E6013 и Е-7018 |
Чаще применяют отечественные виды, так как они отличаются низкими ценами — от производителя, а по качеству и соответствию европейским стандартам ничуть не уступают зарубежным аналогам.
Существует различная упаковка – от 1 кг до 5-ти, что позволяет выбрать количество электродов в зависимости от масштаба предстоящих сварочных работ. В зависимости от материалов для сварки применяются электроды разного диаметра:
- 2 мм
- 2,5 мм;
- 3,2 мм;
- 5 мм;
- 6 мм.
Длина варьируется от 300 до 450 мм.
Помимо опыта сварщика и его знаний, необходимы качественные, экономичные, наиболее безопасные электроды – таковыми являются рутиловые. Стабильно удерживает горение электрической дуги и аккуратный шов – также привлекает опытных мастеров в сварке именно к данному виду.
Перед сварочными работами получите консультации специалистов, ведь вполне вероятно, что рутиловые электроды – это то, что нужно именно вам, только уточните их количество, размеры и тонкости подготовки к работе. Ведь сварка – это процесс, требующий определенных навыков и квалификации.
Если решили произвести сварные работы в домашних условиях, также проконсультируйтесь у опытного мастера и внимательно читайте инструкции и все, что написано на упаковках. Электроды не приемлют небрежного отношения. Правила сварки следует соблюдать неукоснительно, используя средства защиты, в том числе защитные очки и специальные рукавицы.
Профессионально применяя эти электроды, вы обнаружите, что и шов получился красивым, и затраты небольшие, и удобно работать.