
Пайка пластика раскаленным металлом

Наиболее простой, доступный, однако менее надежный способ для соединения элементов изделий из пластика – термическое воздействие с помощью разогретого металла. В данном случае достаточно накалить железную пластину или любой другой подходящий инструмент. Последний желательно зафиксировать в тисках, после чего прислонить к горячей поверхности края деталей. Как только произойдет плавка нужных элементов изделий, их необходимо убрать с пластины и прочно прижать друг к другу. Прежде чем будет выполнена пайка пластика указанным способом, рекомендуется очищать поверхности соединяемых деталей от любых загрязнений, которые могут препятствовать плотной стыковке материала. Если материалы испачканы маслами, в качестве обезжиривающих составов здесь стоит использовать спирт, ацетон либо уайт-спирит.
Пайка с использованием газовой горелки

Пайка пластика своими руками может быть выполнена нагретым газом, исходящим из сопла горелки. В качестве заправки здесь может послужить азот, углекислый газ, аргон. Выбор типа газообразного вещества зависит от характеристик пластика, который будет подвержен плавке. Как показывает практика, наиболее прочные соединения при термическом способе соединения пластиковых деталей позволяет получить разогрев материала аргоном либо азотом. Представленная технология пайки допускает выполнение работ с использованием присадок и без. В первом случае применяется пластиковый пруток диаметром не более 6 мм, плавка которого дает возможность создать достаточно тонкий, аккуратный, но в то же время прочный шов. Присадка должна быть изготовлена из материала, идентичного соединяемым элементам.
При использовании газовой горелки на выходе из сопла аппарата должна поддерживаться температура, как минимум, на 50оС выше, чем показатель текучести обрабатываемого материала.
Метод обработки актуален не только при необходимости соединения труб, но также в тех случаях, когда требуется восстановление автомобильного бампера, элементов салона, прочих деталей. В таких ситуациях нередко используется сетка для пайки пластика, которая накладывается на поврежденные участки, а затем заливается расплавленным материалом.
Армирующая сетка
Также домашние мастера могут задействовать в своей работе такое приспособление, как армирующая сетка для пайки твёрдого пластика.
Она нужна для того, чтобы конечный результат получился более прочным и долговечным. Такую сетку располагают с внутренней стороны конструкций.
Потом с помощью паяльника или фена её нагревают и в таком состоянии вдавливают в пластик при помощи отвёртки. Сетка должна стать своеобразным каркасом, скрепляющим и упрочняющим деталь.
Излишки пластика, появившиеся в результате армирования, можно удалить с помощью шлифовальной машинки или обыкновенного ножа. При аккуратной работе с внешней стороны следов трещин и разломов не будет видно даже вблизи.
На дороге с автомобилем может случиться неприятность. Небольшое столкновение или наезд на неподвижное препятствие — и на бампере или на элементах пластикового обвеса появилась уродливая вмятина или разрыв. Снятие бампера на современном автомобиле означает разборку половины машины, да и стоит эта деталь больших денег. Инженеры разработали устройство, позволяющее ремонтировать пластиковые детали без их демонтажа. Паяльник для пластика экономит владельцам много времени и средств.
Паяльник для пайки пластика
Бампер предназначен для защиты корпуса от столкновений и принимает все удары и повреждения на себя. Традиционная «жестянка» правка металла, шпаклевка, покраска — для этой части корпуса не подходит. Для ремонта понадобится специальное оборудование.
Паяльник для пластика нагревает поврежденный участок до определенной температуры. Пластмассу можно нагреть до разной степени:
- До температуры пластичности. Материал детали становится мягким и пластичным, его форму можно изменять руками. Применяется для ремонта впадин, выступов, коробления и других деформаций детали без нарушения ее целостности.
- До температуры плавления. Кромки деталей оплавляются, их можно спаивать в единое целое. Используется в случаях разрыва пластика.
- До температуры разрушения. Плавится не только кромка, но и большие участки материала бампера. Даже если удалось сформировать шов, он будет непрочным и недолговечным. Отремонтированное изделие не сможет выдерживать эксплуатационные нагрузки.
Пайка бампера
Паяльное оборудование снабжается системами контроля температуры нагрева.
Рутиловые электроды: что это такое и для чего они нужны
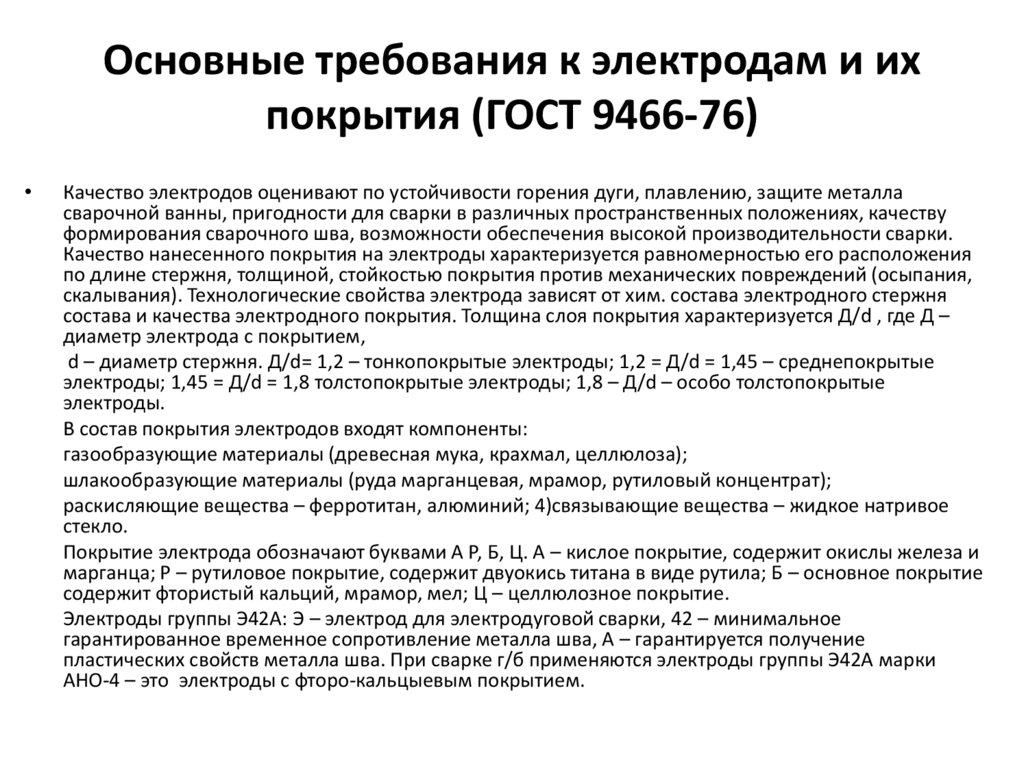
Все электроды изготавливаются по одинаковому принципу: на металлический стержень из специального сплава наносится особое покрытие. Как правило, от типа покрытия зависит то, где будут использоваться электроды данного типа.
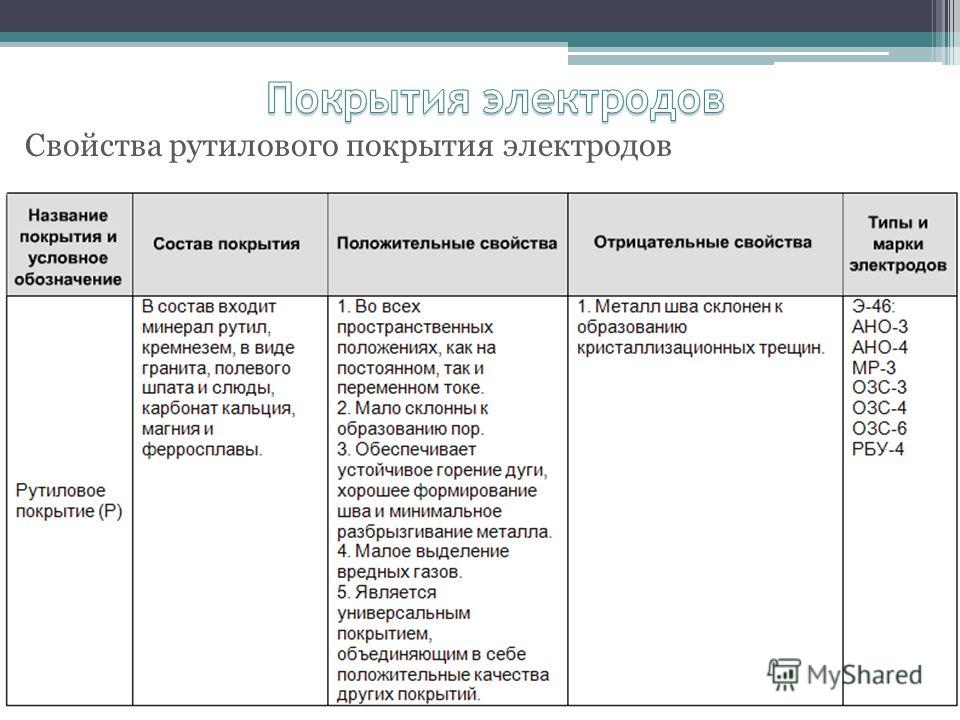
Электроды с рутиловым покрытием предназначены для ручной дуговой сварки. Покрытие изготавливается преимущественно из двуокиси титана. Это позволяет добиться высокого качества сварочного шва, а также благоприятно влияет на весь процесс сварки.СПРАВКА: Этот тип покрытия — один из самых безопасных, так как не выделяет вредных веществ при горении, которые может вдыхать сварщик.
Общая информация
Как часто вам приходилось отвозить машину в мастерскую для ремонта бампера? Если вы заядлый автолюбитель, то наверняка не раз. Возможно, раньше вы не вдавались в особенности ремонта
Поэтому мы хотим обратить ваше внимание на это. Ведь бампера изготавливаются из пластика
А электроды сварочные по пластику — это главные герои нашей статьи. После прочтения вы сможете самостоятельно выполнить ремонт бампера в гараже.
Итак, пластиковый электрод (он же пластиковый пруток, пластиковая проволока, электроды для ремонта бамперов и еще с десяток различных названий) — это тонкий продолговатый пруток, изготовленный из искусственного полимера. Выпускается как поштучно, так и в катушках. Поштучные прутки более удобны в домашней пайке, чем катушки.
Рутиловое покрытие электродов — характеристики
Электроды с данным видом покрытия чаще всего могут быть двух основных типов: Э42 и Э46 (по государственному стандарту). Тип обязательно указывается в маркировке упаковки. Металл шва, сваренного электродами типа Э42 имеет следующие технические характеристики:
- Предел прочности — 410 Мпа;
- Относительное удлинение — 22%;
- Ударная вязкость — 80 Дж/см2.
Шов, сваренный электродами Э46, имеет более прочные показатели:
- Предел прочности — 450 Мпа;
- Относительное удлинение — 20%;
- Ударная вязкость — 147 Дж/см2.

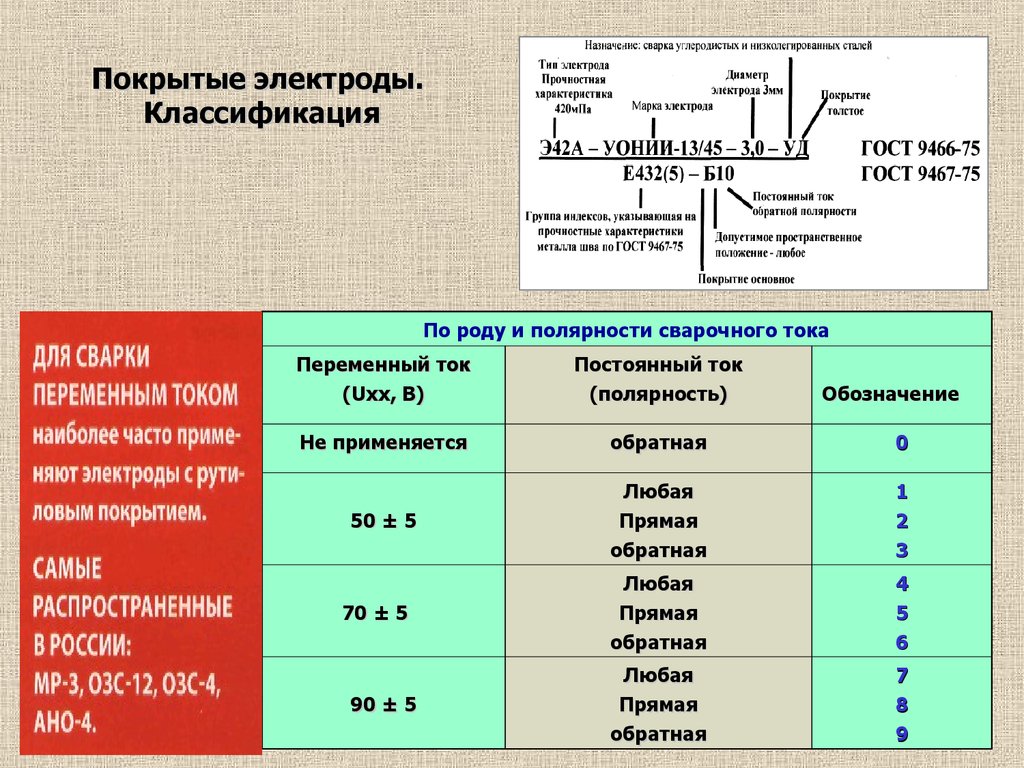
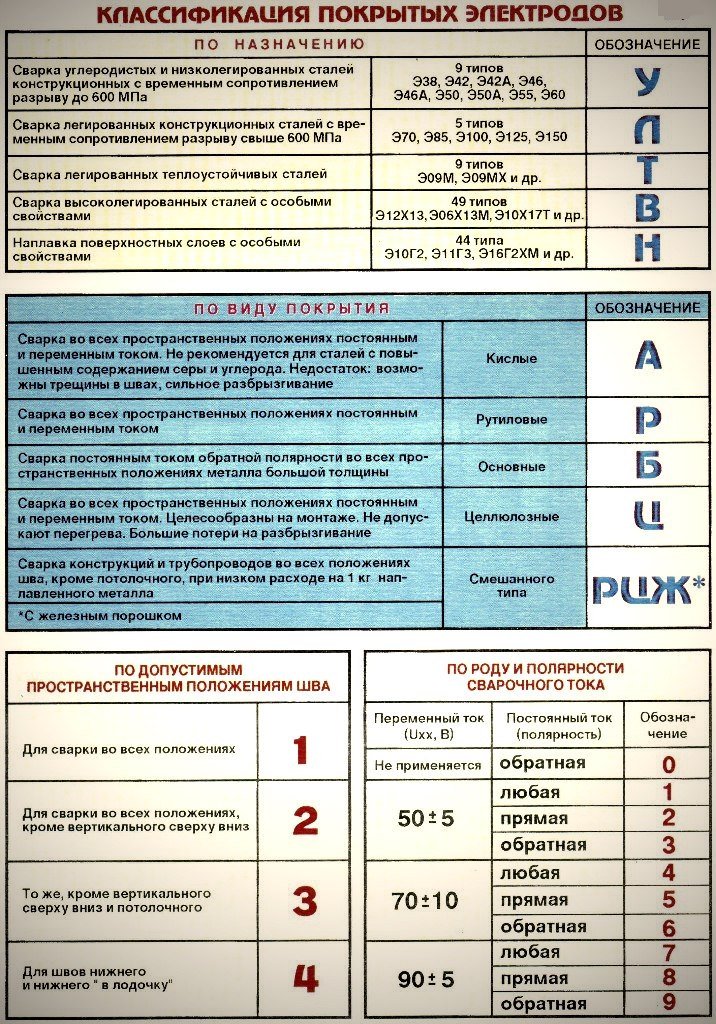
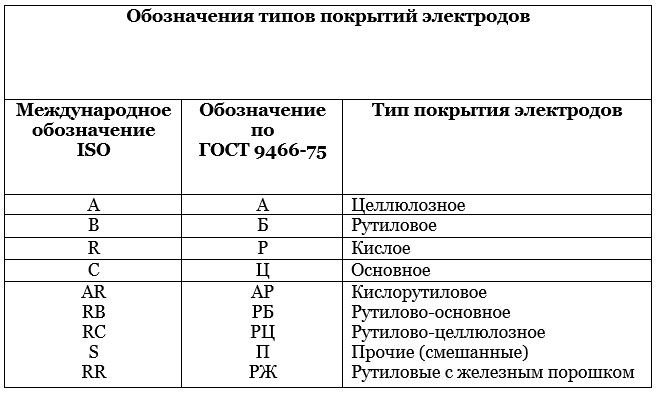
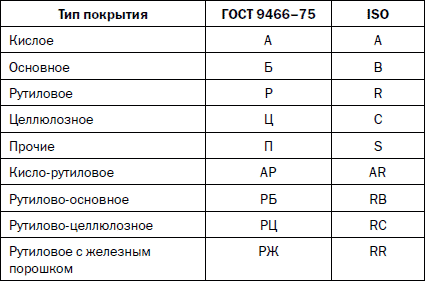
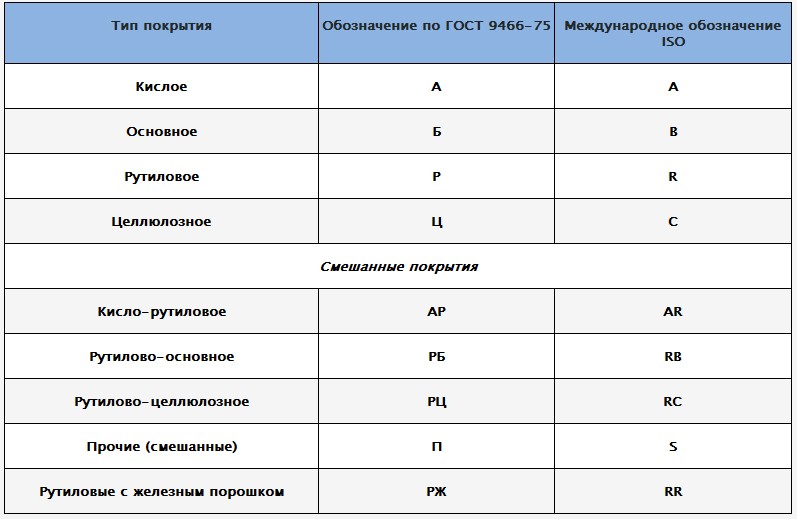
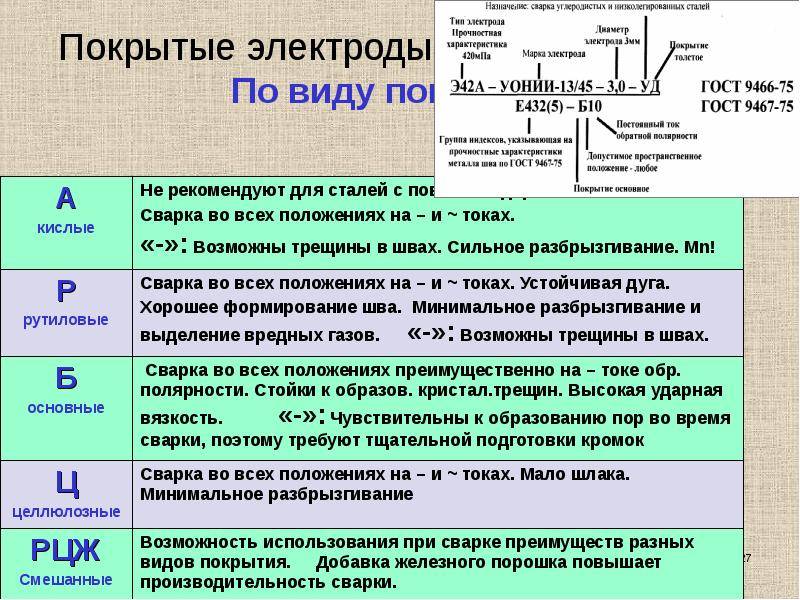
При изготовлении рутиловых электродов используется низкоуглеродистая сварочная проволка (СВ-08 или СВ-08А). На неё и наносится рутиловое покрытие. В маркировке таких электродов находится буква «Р», которая и указывает на тип покрытия. Как правило, после буквы «Р» всегда следуют две цифры:
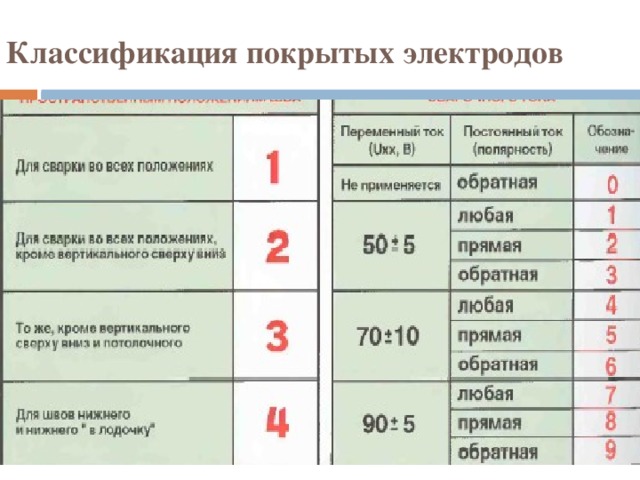
- Первая указывает на то, в каких пространственных положениях можно производить сварку. Большинством рутиловых электродов можно варить в любом положении.
- Вторая указывает на тип сварочного тока: переменный или постоянный, его полярность и напряжение холостого хода.
Секреты пайки ПВХ и меры безопасности
Работы по спайке следует выполнять в комнате с плюсовой температурой. Необходимо учесть, что чем холоднее, тем дольше будут прогреваться элементы. При этом существует ряд и других правил, которые следует соблюдать.
Особенности спайки труб ПВХ:
- Мощность утюга должна быть 1200 Вт.
- Ручной прибор используется для труб с диаметром до 32 мм. Для больших размеров применяется профессиональное оборудование.
- Перед началом работы прибор необходимо прогревать 5-10 минут. Это необходимо, чтобы устройство с насадками достигли нужных параметров.
- После спайки запрещается прокручивать соединение. Иначе это может нарушить целостность шва. Можно только выпрямить перекосы, чтобы соединение не протекало.
- Не нужно применять много силы для сжимания деталей. Иначе просвет заполнится горячим пластиком и нарушит проходимость.
- Запрещаются зазоры между стыком трубы и внутренней частью фитинга. Иначе под давлением будут наблюдаться протечки.
- До эксплуатации спаянное место должно полностью остыть.
- После завершения работы утюг очищают от пластика. Так на приборе не возникнет нагар, а элементы для спайки не будут подвергаться порче.
Для очистки следует использовать плоскую деревянную палочку. Так тефлон не повредится. Металлические предметы могут поцарапать поверхность и привести в негодность насадку, ведь пластик начнет прилипать к покрытию.

Аппарат для пайки следует ставить таким образом, чтобы он устойчиво стоял
При работе с электроинструментами важно соблюдать технику безопасности. Иначе можно получить ожог или травму
Работать нужно в защитных перчатках
Помещение должно быть чистое, без запыленности. Иначе частицы будут оседать на пластике и нарушать качество спайки
Работать нужно в защитных перчатках. Помещение должно быть чистое, без запыленности. Иначе частицы будут оседать на пластике и нарушать качество спайки.
Паяльник размещают горизонтально поверхности. При работе запрещается отключать оборудование. Работу начинают, когда утюг полностью разогрелся. В современных моделях об этом свидетельствует индикатор. Для вариантов старого образца выжидают 20 минут.
Спайка полиэтиленовых труб не имеет сложной технологии. Сварка может иметь особенности, если паять армированные изделия
При этом важно соблюдать меры предосторожности. Спаять трубы правильно помогут основные секреты и правила. Также следует с точностью соблюдать инструкцию
Также следует с точностью соблюдать инструкцию
Также следует с точностью соблюдать инструкцию
Также следует с точностью соблюдать инструкцию.
Особенности стягивания
Сначала ремонт, в том числе подготовку и пайку, осуществляют с внутренней стороны бампера, а затем с внешней. Стягивание является первым этапом работ. Оно особо актуально в случае серьезного нарушения структуры, так как спаять такое повреждение самому весьма сложно.
Прежде всего, нужно обрезать металлический крепеж строительными ножницами или полотном по металлу в зависимости от особенностей повреждения. Затем сверлом нужно проделать отверстия под болты. В них вставляют винты и с обратной стороны бампера закрепляют гайками. Если ремонт осуществляется своими руками впервые, следует устанавливать крепеж изнутри. Стяжение желательно делать с тыльной стороны с целью сохранения эстетических свойств и формы детали. Пластину устанавливают и закрепляют за пределами разрыва. Винты следует как можно более отдалить от него по ходу болта в крепеже. Сверло устанавливают в дальнюю часть пластины. Если правильно установить болты, произойдет восстановление неровности без нарушения геометрии бампера.
Далее нужно утопить верхнюю часть болта в бампер. Для этого вокруг его головки необходимо проделать лунку сверлом меньшего диаметра, соблюдая угол шляпки. При этом требуется создать обод не слишком маленькой глубины, но и не просверлить бампер насквозь, так как это повлечет вылет болта. Он должен входить в углубление с некоторым усилием, иначе трещина вновь разойдется.

Если трещина расположена в изогнутой части бампера, нужно придать пластине соответствующую форму. Существуют различные способы, но в любом случае пластину следует держать при этом с тыльной стороны бампера под дефектом. В таком случае при затяжке болтов трещина сойдется.
Инструменты
Чтобы спаять бампер своими руками, потребуется оборудование и расходные материалы. Основные из них — это эпоксидный клей и стеклоткань, вместо которой может быть использована металлическая сетка с ячейками в 1 мм. В таком случае прочность шва будет существенно выше, чем при использовании стеклоткани.
Также для пайки требуются пластиковые электроды. Их можно приобрести в виде набора, в который входит несколько вариантов, отличающихся толщиной и составом материала.
Разогревательное оборудование для пайки бампера может быть представлено паяльником. Вместо него можно использовать такой инструмент, как технический фен. Следует отметить, что для профессионального ремонта в сервисных центрах и мастерских используют другое оборудование, а именно термический пистолет.
Также ремонт бампера своими руками требует абразивных материалов. Для грубой шлифовки используют наждачную бумагу зернистостью 80, а чистовую обработку осуществляют материалом зернистостью 180-200. Скобы для укрепления швов используют от строительного степлера. Однако предварительно необходимо укоротить «ножки».

Особенности сварки постоянным током
Сварочный процесс с применением постоянного напряжения имеет ряд отличительных свойств. Некоторые характеристики можно рассмотреть как достоинства, другие в качестве недостатков.
Плюсы:
- практически полное отсутствие разбрызгивания металла обеспечивает сокращение издержек электродов;
- постоянка делает работу сварщика проще;
- высокая производительность и эффективность труда;
- устойчивость и стабильность дуги даже при воздействии негативных влияний: порывы ветра, колебания напряжения и другие;
- качественный и аккуратный шов;
- возможность соединения изделий из тонкого металла;
- отсутствие непровариваемых участков.
Минусы:
- сваривание с применением постоянного тока осуществляется при помощи инверторных аппаратов. Данное оснащение отличается высокой стоимостью;
- “магнитное дутье” создает проблемы с нестабильной дугой в сложных местах (напр. углах).
Прямая или обратная полярность
Нужно знать сварщику! Соединение металлов постоянным током можно проводить двумя режимами: с прямой и обратной полярностью. Первый режим: к электроду подключается минус, а к металлическому изделию – плюс. При сваривании обратной полярности наоборот: к электроду- плюс, к заготовке – минус. Сварочные работы прямой полярностью образуют на кончике электрода катодное пятно, обратной – анодное. В районе анодного пятна температура доходит до 3900°С, в районе катодного – до 3200°С. Во время сваривания на обратной полярности тепло концентрируется на обрабатываемом изделии, из-за этого происходит углубление корня сварочного шва.
Поэтому напряжение обратной полярности лучше применять при сваривании толстостенных изделий и в тех случаях, когда требуется высокая температура.

Ток прямой полярности используется для работы со следующими материалами:
- конструкции из тонколистовой стали;
- легкоплавкие металлы;
- чувствительные к перегреву стали: нержавеющие, легированные и высокоуглеродистые.
Особенности сварки при обратной полярности:
- большое разбрызгивание и высокий коэффициент проплавления обусловлены тем, что металл от материалов переносится в сварочную ванну большими каплями;
- электрическая дуга отличается нестабильностью;
- правильный нагрев изделия;
- некоторые сварочные материалы показывают увеличение коэффициента наплавки;
- сварочный шов имеет нестандартный состав материала: отсутствие углерода, большое количество кремния и марганца.
- меньший нагрев стержня позволяет специалисту использовать токи с более высоким значением.
Особенности соединения при обратной полярности:
- необходимость снижения потенциала тока для уменьшения температуры изделия;
- рекомендуется осуществлять сваривание прерывистым швом;
- очень тонкие детали свариваются с периодическим прерыванием дуги; Отбортовка (см. особенности сварки тонкого металла)
- при соединении внахлест, заготовки должны герметично прижиматься друг к другу. Несоблюдение данного условия может привести к прожиганию верхней детали.
- стыковочное соединение должно проводиться с минимальным зазором или, лучше всего, вообще без зазора;
- при сварки тонких изделий с неровными кромками следует укладывать под стык медную или стальную пластину. Подобный вспомогательный слой будет забирать часть тепла от сварочного процесса;
- можно провести отбортовку соединяемых кромок, угол – 90°.
Полезное видео
Посмотрите ролик, где наглядно разъясняется разница использования полярностей.
Как уважение делает человека зависимым?
Уважение это самый опасный наркотик: человек привыкает к нему быстро, практически не отвыкает, а его отсутствие быстро создает потребность. Уважение опьяняет, делает зависимым в суждениях и действиях. Человек не хочет лишаться уважения, а потому будет действовать так, чтобы получить уважения ещё больше. Но, так как его уважают за то, каким он является, то любое неестественное действие, нарушающее баланс личности, будет лишать этого уважения. Например, кого-то уважают за смелость. Стоит подметить это и этот некто будет проявлять смелость даже там, где это не нужно, лишь бы получить очередную дозу одобрения. Смелым нужно быть не из-за того, что это одобряемо, а потому что это соответствует внутреннему пониманию достоинства и для некоторых людей, струсить хуже, чем быть в опасности, потому что их подталкивает на это чувство достоинства, совесть. И такую смелость сломить невозможно. Смелость же продиктованная социальным одобрением будет неустойчивой и сломается в тот момент, когда окружающие решат, что сейчас смелым быть не надо, а сейчас надо, а потом снова не надо. Истинное достоинство всегда внутри человека, и никогда вовне. Оно не зависит от мнения и суждений окружающих, а соотносится только с совестью.
Уважения, почета, одобрения следует искать не вовне, а внутри. Когда совесть одобряет действия – это самое лучшее одобрение. Правильная жизнь есть непоколебимая уверенность в своих действиях, основанная на следовании морально-нравственным принципам. Удовлетворенная совесть создает полную уверенность и осознание правильности своих действий. Почет со стороны других делает зависимым, способность отстраняться от почета делает свободным. Непринятие уважения от других есть основа самобытности.
Какого производителя жестких дисков выбрать
Самыми популярными производители внешних жестких дисков являются A-Data, Western Digital, Transcend, Verbatim, Seagate и LaCie, Intenso, Silicon Power, Toshiba, Platinum, PQI, Hyundai, Hewlett-Packard.
Каждый из перечисленных производителей имеет в своем ассортименте как надежные и дорогие, так и доступные модели внешних жестких дисков.
Внешний жесткий диск работает так же, как и те устройства, которые устанавливаются внутрь ПК. Главное отличие — в корпусе (внешний винчестер более защищен) и способе подключения: к компьютеру или ноутбуку внешний HDD подключается с помощью USB разъема. Чем полезен такой вид носителя, каковы особенности его использования, в чем заключаются его преимущества и какие есть подводные камни, рассказывается в этой статье.

Пруток полипропиленовый
Пруток сварочный полипропиленовый используют при сварке полипропиленовых листов, полипропиленового профиля, труб и других материалов, состоящих из полипропилена. Метод сварки полипропилена при помощи присадочного прутка активно используется в наши дни. Без него невозможно представить современное промышленное производство плавательных бассейнов из полипропилена, производство септиков, локально очистных сооружений. Такой метод активно применяется при сварке полипропиленовых труб в сантехнике. Сварка емкостей для пищевой промышленности, разведение рыб, животных, обеспечение их жизнедеятельности, напрямую зависит от использования полипропилена.
Техническая характеристика АНО-21
Технические параметры изделия предусматривают возможность работы при произвольной полярности переменного тока. При правильном хранении и подготовке электродов, как правило, в процессе сварки проблем с розжигом дуги не возникает.
Сварной шов формируется за счет небольших чешуйчатых наплывов, что является оптимальным вариантом для заготовок небольшой толщины, так как не возникает термических деформаций металла.
Электроды АНО-21 с обыкновенным покрытием и без дополнительной защиты не следует использовать для сварки алюминиевых конструкций и высокоуглеродистых марок стали, так как для подобных операций необходимы специальные изделия, содержащие дополнительные присадки, компенсирующие высокое содержание углерода.
Преимущества и недостатки АНО-21
Как и большинство других марок расходного материала для проведения сварочных работ, электроды АНО-21 обладают как преимуществами, так и недостатками.
Среди преимуществ отметим следующие:
- доступность на рынке и широкую популярность;
- низкую стоимость;
- легкий розжиг дуги вне зависимости от условий работы;
- формирование гладкого слоя шлака, легко отделяемого от наплава при проведении контроля;
- образование герметичного шва из мелкочешуйчатых наплывов.
Не обойдем стороной и недостатки:
- узость сферы применения;
- недостаточно надежное покрытие, что требует применения дополнительных флюсов и подготовки заготовок;
- недостаточная прочность шва, не выдерживающего серьезных ударных воздействий и давления;
- некачественный шов при работе с заготовками значительной толщины.
Выбор сварочных прутков
Присадочный материал выбирается под тип свариваемого пластика. Он указывается в маркировке. Присадочные полипропиленовые стержни выпускаются разного сечения: треугольные, круглые. Если детали скрепляются под прямым углом, лучше выбирать треугольный стержень. Они различаются по цвету. Большим спросом пользуются черные и серые. Полиэтиленовые прутки для сварки пластика мягче, чем полипропиленовые, температура плавления ниже (от +160°C).
При выборе присадки необходимо обращать внимание на температуру плавления прутка или стержней. Допустимо использование незначительно отличающихся полимеров, если они сходны по режиму пластичности
Важно, чтобы присадочный материал хорошо входил в экструдер, подходил по диаметру загрузочного отверстия и выходного сопла. Для ручных экструдеров применяются прутки или стержни от 2 до 7 мм
Лучшие модели
Паяльник для ремонта пластиковых деталей — дорогостоящий прибор, что объясняется его техническими характеристиками и особенностями эксплуатации. На отечественном рынке представлено несколько самых надежных и эффективных устройств:
- Steinel. Под этим брендом выпускается целый ремонтный комплект, включающий в себя и термопистолет. Устройство имеет мощность 2,3 кВт. С его помощью пластик можно разогреть до температура 650°C. Продается в прочном полимерном кейсе с дополнительными аксессуарами (электроды, удлинитель и т.д.) и насадками.
- RT-2003 от компании Intertool. Это устройство отлично подходит для обработки материалов из тонкого пластика.
- Teroson. Удобный комплект для ремонта деталей из пластмассы, в котором находится термопистолет. Дополнительно с прибором поставляются насадки и аксессуары, включая миксеры, сменные картриджи и материалы для армирования.
- Neico. Этот инструмент является профессиональным и производится в Китае. Его мощность — 1600 Вт. Дополнительно с ним поставляются специальный ролик и насадки. Точно подобранные комплектующие способны обеспечить быструю и простую работу. Преимуществом Neico является то, что к нему не нужно приобретать вспомогательные материалы.
- Степлер. Модель бюджетного класса с мощностью 100 Вт. Швы создаются с помощью специальных скоб, поэтому инструмент получил такое название.
- Lukey. Эта дешевая китайская модель. Она отлично подойдет для начинающих мастеров и бытового применения.
Выбирать инструмент необходимо с учетом преследуемых целей и финансового бюджета.
Электроды: срок годности, как выбрать и хранить
Для сварочных работ постоянно нужны электроды, и в большом количестве. Именно поэтому они закупаются пачками, в зависимости от необходимого диаметра. На больших предприятиях расходники для сварки хранятся в специально отведенных для этого помещениях, но лишь немногие знают, как их хранить.


Возникает вопрос о сроке годности электродов
Это важно как для больших предприятий, так и для мелких фирм, которые занимаются сваркой лишь изредка. Рассмотрим правила хранения основного расходного материала для сварки
Как продлить его срок использования, ведь от этого будет зависеть качество работы?
Как хранить?
Срок годности электродов напрямую зависит от того, как их хранить. Для этого используется не только помещение без повышенной влажности. Возможно применение специального оборудования, которое защитит поверхность электродов от негативного влияния внешней среды.
Чаще всего электроды хранятся на складах, где сухо и тепло.
Правила хранения электродов следующие:
- температурный режим свыше +14 °С;
- влажность воздуха в помещении до 50 %;
- использование кондиционеров для вентиляции воздуха в закрытом пространстве;
- гидроизоляция склада для предотвращения попадания влаги.
Важно придерживаться температурного режима и не допускать его колебания, поскольку это влияет на поверхность расходного материала для сварки и качество последующей работы. Чтобы увеличить срок хранения, можно использовать специальные пеналы, ящики или поддоны
Не стоит хранить электроды на полу, поскольку при образовании конденсата они могут намокнуть. Можно держать их в коробке, но если не использовать всю сразу, следует герметично закрывать упаковку
Чтобы увеличить срок хранения, можно использовать специальные пеналы, ящики или поддоны. Не стоит хранить электроды на полу, поскольку при образовании конденсата они могут намокнуть. Можно держать их в коробке, но если не использовать всю сразу, следует герметично закрывать упаковку.
Для чего нужно прокаливать электроды?
Чтобы убрать следы повышенной влажности и продлить срок годности электродов, можно использовать такую операцию, как прокаливание. Это нужно, чтобы при работе несколько испорченный расходный материал не прилипал к сварочному шву.
Для того чтобы прокалить электроды, строительные компании применяют специальное оборудование. Каждая открытая новая пачка должна быть израсходована полностью. Если же в ней остаются неиспользованные электроды, не стоит хранить их в открытом пространстве или подвале.
Как выбрать вид электродов для сварочных работ?
Не знаете, как выбрать электроды для сварки? Тогда предлагаем ознакомиться с критериями их выбора.
Вот на что следует обратить внимание:
- Толщина металлического изделия, на которое нужно будет наложить сварочный шов (чем выше диаметр электродов, тем больше толщина металла).
- Сорт стали (нержавейка, черный металл, жаропрочный и др.).
- Особенности сварки, то есть как будет наноситься на изделие сварочный шов (горизонтально, вертикально, сверху вниз и т. д.).
- Определяем ток по электроду.
Каждая разновидность электродов имеет свои параметры тока, и производитель указывает их на маркировке изделия. Опытные сварщики для этого используют специальную формулу.
Разновидности электродов по диаметру:
- Электроды (2 мм) – ток 40-80 А. Считаются самыми привередливыми расходными материалами, поскольку предназначены для тонких листов металла, требуют специальных умений и навыков для выполнения качественной работы.
- Электроды (3-3,2 мм) – ток 70-80 А (при постоянном токе) и 120 А (при переменном токе).
- Электроды (4 мм) – ток 110-160 А. Работа с толстыми листами металла.
- Электроды (диаметр от 5 мм) – профессиональный расходный материал, используемый для наплавки, а не сварочных работ.
Как понять, что электроды больше не годятся для сварки?
Многих интересует не только вопрос, как хранить электроды по ГОСТ 9466-75, но и как проверить срок их годности. Не всегда удается точно определить условия хранения или транспортировки, поскольку электроды могут перекупаться фирмами. Для этого производят визуальный осмотр сварочного материала.
Если расходники внешне выглядят без дефектов, покрытие не осыпается, тогда такой электрод еще пригоден для сварки. Если же на расходном материале есть хотя и небольшие, но дефекты, можно их почистить или высушить.
Не стоит использовать некачественный или использованный расходник при выполнении важных работ или тех, которые требуют точности. От этого зависит не только внешний вид сварочного шва, но и его качество. Обязательно стоит проверять электроды перед началом работы.
Порядок работ
Последовательность выполнения работ по восстановлению и пайке бампера можно представить следующим образом:
- в первую очередь пластмассовый бампер, который нуждается в ремонте, аккуратно снимается с авто;
- далее необходимо его помыть, обезжирить и избавить от грязи и мусора, убрать лакокрасочный состав с повреждённого участка;
- если бампер раскалывается на несколько кусков, то их совмещают в исходную целостную конструкцию, состыковывая края;
- теперь можно приступать к процессу пайки, который сводится к поступательному перемещению жала паяльника с одного края трещины к другому с небольшим утапливанием жала в тело бампера;
- далее пластик, который был выдавлен при пайке, разравнивается по поверхности паяльником;
- после этого с внутренней стороны детали делать ничего не нужно, места спайки всё равно видно не будет. А с наружной стороны понадобится обработка поверхности на месте трещины – шлифовка, шпаклёвка, покраска.
Иногда пайка бампера проводится с применением армирующей сетки. Данную сетку правильно использовать при больших и серьёзных трещинах. Особенность этого метода состоит в том, что после снятия и очистки мастер должен «втопить» в пластик сетку. То есть сетка для пайки бамперов аккуратно прикладывается с внутренней стороны детали и нагревается паяльником. А когда температура сетки становится достаточной, её нужно просто вдавить в пластмассу отверткой.
В некоторых случаях мастера предварительно, помимо сетки, устанавливают на бампер скобы или крепления для стягивания трещины. Об особенностях этой процедуры будет рассказано в соответствующем разделе.
Все о пайке пластика феном

Строительный фен (или термофен) является востребованным инструментом при осуществлении различных ремонтных работ. В круг его возможностей входят сушка, пайка, сваривание, нарезка и изгиб материала. Но потенциалы его применения значительно обширнее. Находчивый человек способен придумать массу возможностей применения данного инструмента, поскольку современный термофен для сварки пластика даёт возможность производить работы различной сложности за короткий промежуток времени. Даже недорогие образцы способны помочь произвести простой ремонт ПВХ труб в жилище, не говоря уже о специализированных строительных (технических, промышленных) устройствах, предназначенных для выполнения крупномасштабных работ.
Как использовать?
Сварка пластмассовыми электродами достаточно проста даже для новичка. Начать необходимо с очистки поверхности от загрязнений и следов масла. Для очистки можно использовать различные приспособления: от наждачной бумаги и напильника до шлифовальной машинки. Все зависит от степени загрязнения. Очистка нужна для улучшения качества пайки. На очищенной поверхности швы куда качественнее и долговечнее.
Если вы используете стержни для сварки пластика с круглым сечением, то перед пайкой необходимо заточить их концы.
Теперь посмотрите, какой у вас паяльник. Скорее всего, это сварочный экструдер с отверстием под пруток. Вставьте электрод в аппарат и включите его. Затем нужно подождать, пока нагреется пруток, приложить сопло экструдера к стыку и нажать кнопку подачи прутка. Он в расплавленном виде будет подаваться к стыку, а вам останется вести паяльник в нужном направлении.

Если вы используете менее профессиональный инструмент (например, сварочный фен) то возьмите пруток в одну руку и приложите его конец к стыку. В другую руку возьмите фен. Включите его и начините равномерно прогревать пруток, чтобы он начал плавиться. Дальнейшие действия такие же, как и при пайке экструдером.
Электрод для пайки не должен плавиться слишком быстро или слишком медленно. Постарайтесь опытным путем определить оптимальную скорость плавления и ведения прутка. Шов должен формироваться равномерно. При пайке подавайте пруток с небольшим усилием. Так, чтобы он немного прижимался к стыку. Тогда шов заполнится равномернее.
Велика вероятность, что во время пайки вы не израсходуете весь пруток, и его излишек может остаться на поверхности стыка. Чтобы убрать излишки прогрейте их и срежьте канцелярским ножом.
Электроды для переменного тока
Электроды для переменного тока обладают интересной особенностью: они универсальны, то есть годятся для работы как с переменным, так и с постоянным напрпяжением. Сразу заметим, что электроды для постоянного тока такой универсальностью ни в коей мере не обладают.
Используются электроды переменного тока там, где в качестве сварочных аппаратов стоят трансформаторы и генераторы. Как и сами аппараты, эти электроды весьма востребованы, так как с этими методами можно работать только на «переменке».




И агрегаты, и расходные материалы значительно дешевле, чем сварочные технологии, основанные на использовании постоянного напряжения. Так что популярность и спрос на «переменку» не собирается снижаться.

Преимущества электродов переменного тока:
- Использование расходников для переменке не требует выпрямителей в дополнение к трансформатору.
- Сварочная ванна не подвергается вредному действию азота и кислорода из воздуха.
- Универсальность такого рода расходников.
Недостатки переменных расходников:
- Самый главный минус – качество сварочных швов ниже, чем при использовании постоянного напряжения.
- Разбрызгивание металла во время сварки.
- Низкий уровень вязкость под ударом.
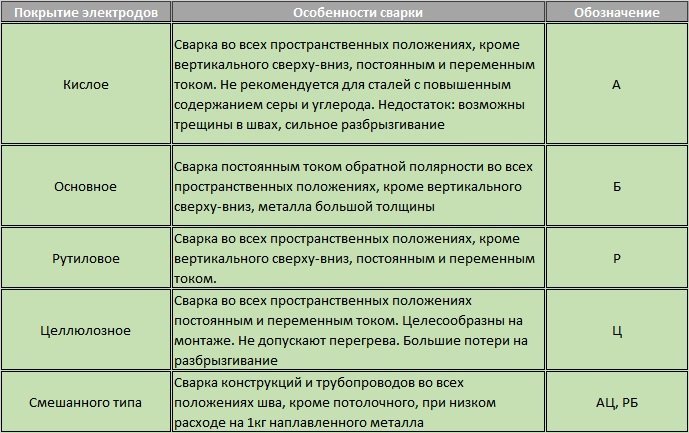
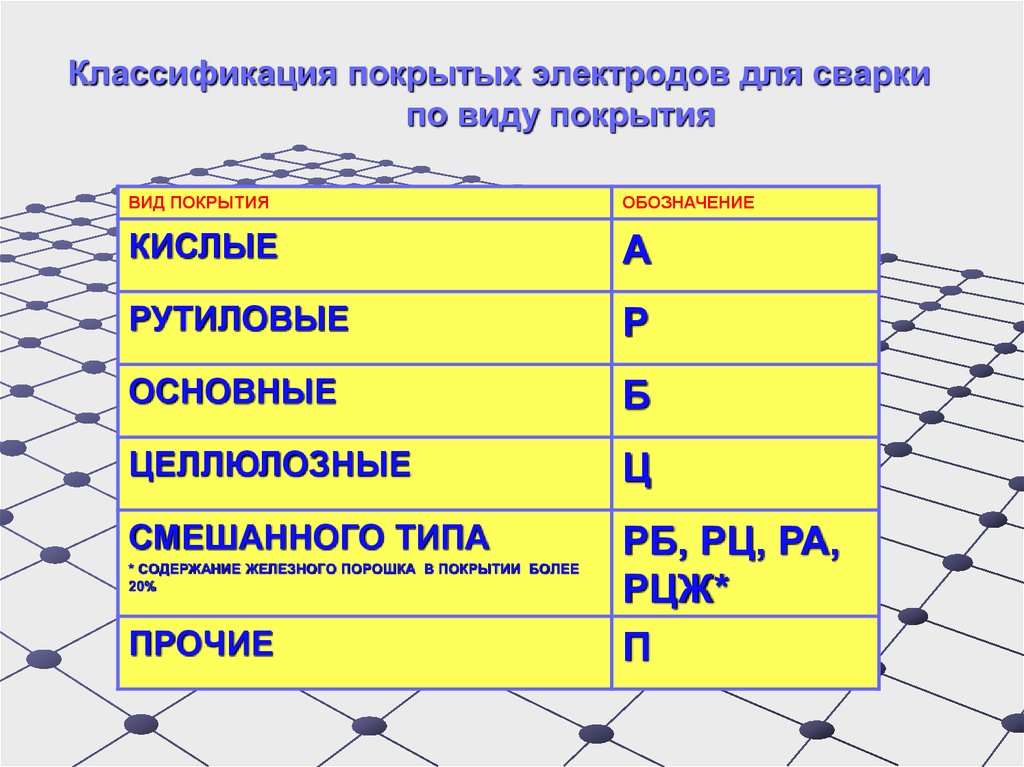
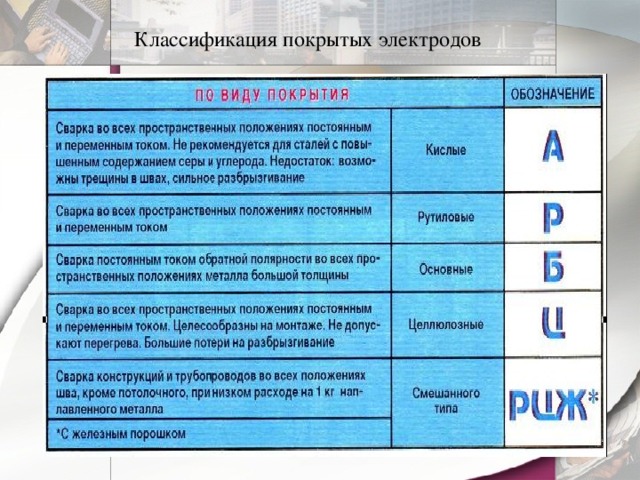
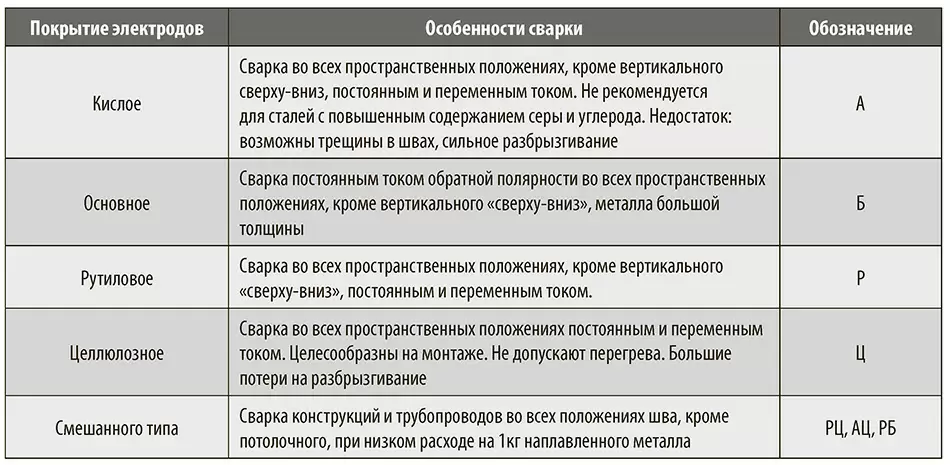
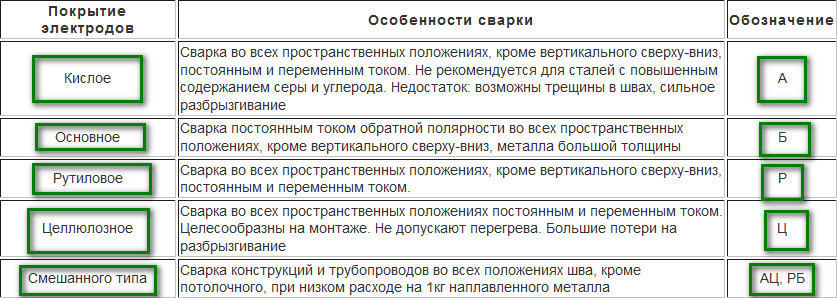
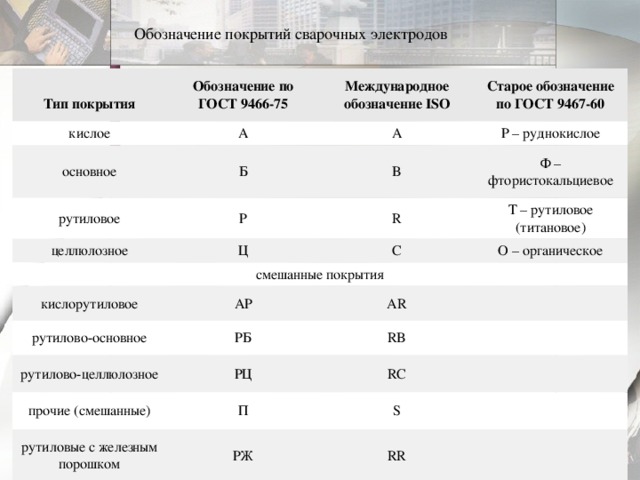
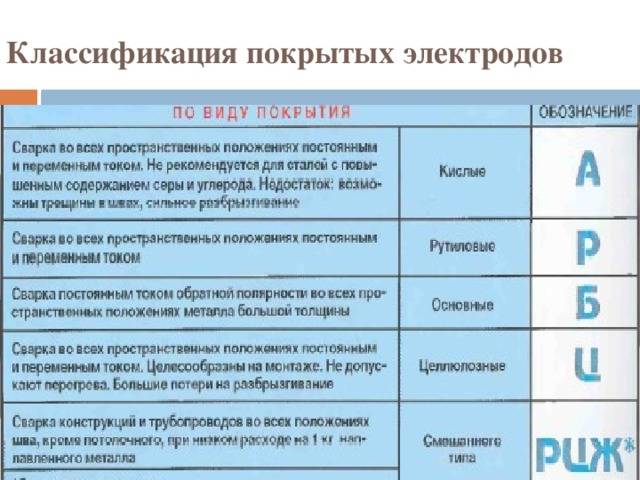
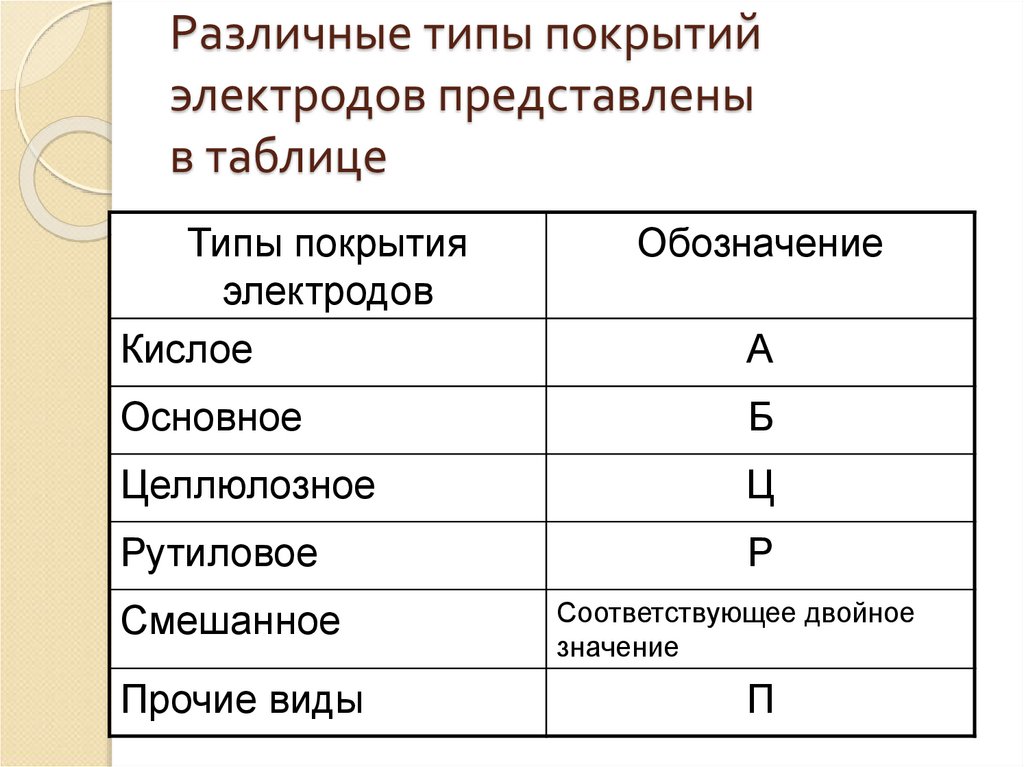
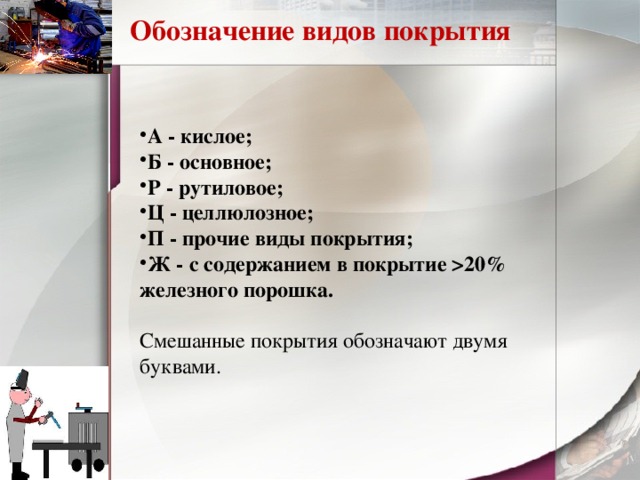
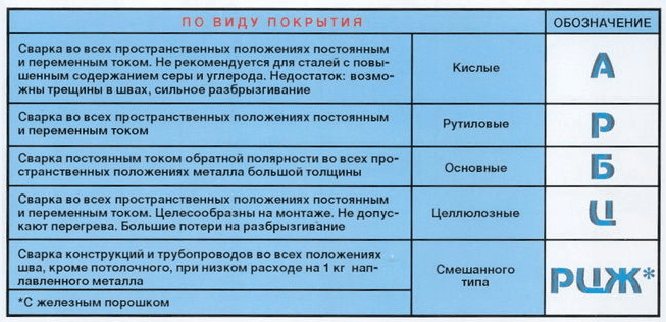
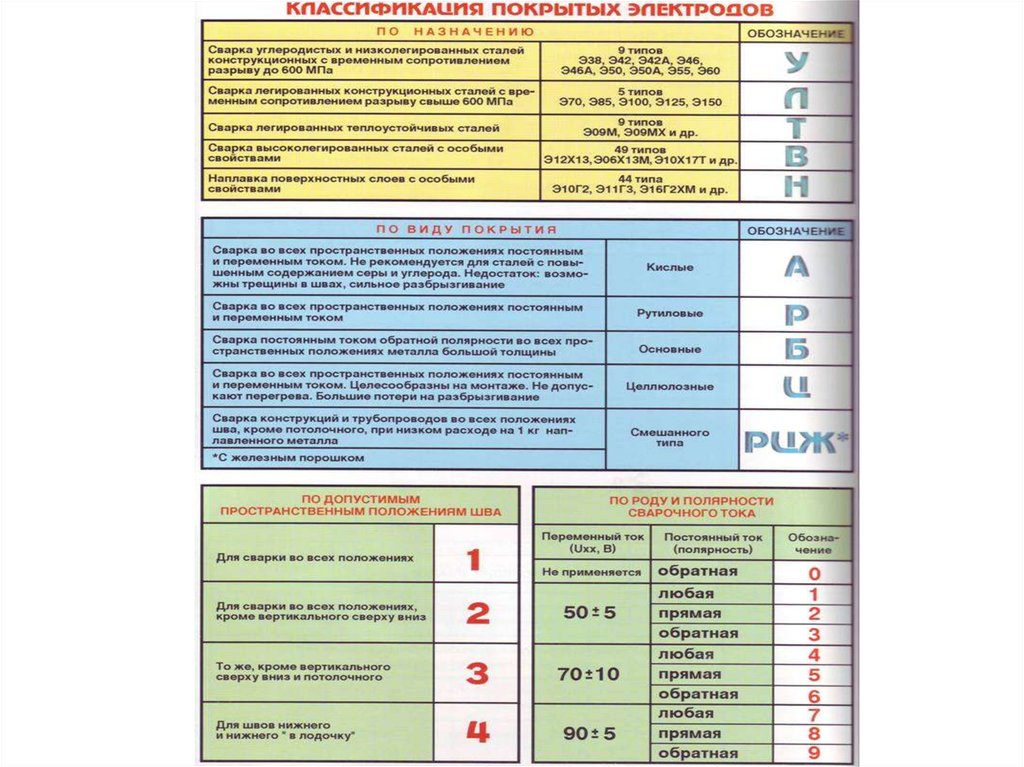
Четыре типа покрытия электродов:
- Кислое покрытие с маркировочной буквой А, имеющее в составе высокую долю кислорода. Это типичный «универсал», с такими расходниками можно работать и на постоянном токе.
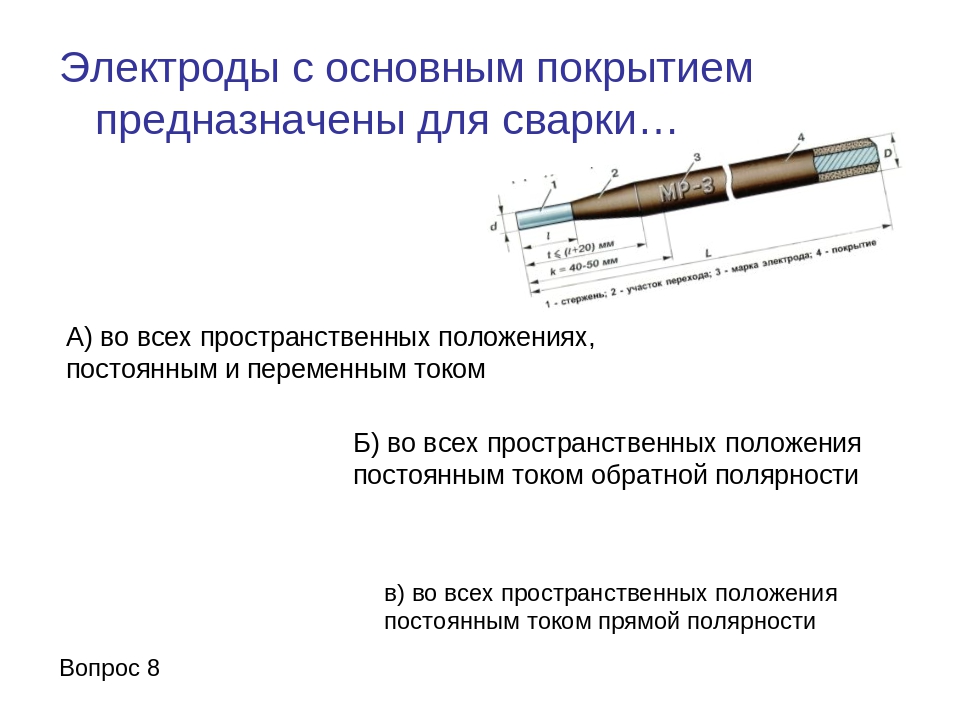
- «Основное» покрытие с маркировкой буквой Б. Отличаются высоким потенциалом ионизации, из-за чего на переменном токе с ними лучше не работать.
- Рутиловое покрытие обычно наполовину состоит из специального рутилового концентрата, а он весьма лоялен к переменному току.
- Электроды из целлюлозы годятся для работы с постоянным током.