
Принцип работы
Как уже говорилось выше, ключевым режущим элементом подобных станков является ремень, который натягивается на два маховика. Данный элемент начинает работать сразу после включения станка. Как только это произойдёт, можно начинать резку.
Конструкция прибора построена таким образом, что при выполнении задачи давление на заготовку становится равномерным. Такая особенность позволяет совершать точные распилы. К тому же, резку с помощью ленточнопильного станка выполняют и перпендикулярным образом, и под углом до 60 градусов. Чтобы получить рез под углом, достаточно изменить положение полотна или повернуть подвижную раму, где оно закреплено. Также можно попробовать метод поворота рабочего стола.
При работе режущее полотно сильно перегревается, что повышает вероятность его поломки. Для защиты конструкции от таких последствий, достаточно нанести на место реза смазочно-охлаждающую жидкость, способную защитить рабочее полотно от быстрого износа, а также обезопасить окружающий воздух от металлической пыли или опилок. В качестве подобного средства используют обычную воду или специальный состав, который гарантирует полноценное охлаждение оборудования и смазку.
Некоторые производители устанавливают на своих моделях специальные щеточки, которые в автоматическом режиме очищают рабочее полотно от всех остатков в виде стружки и пыли. Такое несложное решение позволяет добиться более ровного распила, а также увеличить сроки эксплуатации прибора и обеспечить оператору надёжную защиту.
Ленточнопильный станок обладает разными типами пил:
- Из углеродистой стали. Предназначаются для обработки легированных и нелегированных сплавов;
- Из биметаллических сплавов. Необходимы при использовании особых режимов резки;
- Из твердосплавных материалов. Такое решение незаменимо для резки металлов, которые сложно поддаются обработке. Речь идёт о чугунном литье, сплавах с высоким содержанием титана или никеля;
- С алмазным напылением. Такие модели подходят для обработки абразивного сырья;
Возможности ленточнопильной резки металла
Ленточнопильным способом можно разрезать на станке и тонкостенный прокат (трубу, швеллер, уголок, балку, двутавр), и заготовки со сплошным сечением — шестигранники, круги и квадраты. Требования к сортовому и фасонному прокату, который подвергается такой резке, не строги.
Максимальный диаметр заготовки, при котором допустима ленточнопильная резка металла, варьируется в зависимости от типа устройства и для некоторых станков может доходить до 1600 миллиметров.
Резка на ленточнопильном станке удивляет не только возможностями, но и многообразием оборудования. Операция может выполняться:
— на консольных машинах, — одностоечных, — двухстоечных, — портальных.
Станки могут быть вертикальными или горизонтальными, а по задействию человека в процессе резки – ручными, автоматическими или полуавтоматическими.
Несмотря на свою простоту, лентопильная резка позволяет добиться очень качественного результата. Со станка сходит изделие повышенной геометрической точности и с ровной поверхностью. Ширина реза обычно составляет не более полутора миллиметров, а значит, отходы производства сводятся к минимуму. Резка металла ленточнопильным станком может проводиться не только под прямым, но и под острым углом: до 60 градусов.
| Количество резов | Диаметр сортового и трубного металлопроката | Цена одного реза руб./мм | |
| Обычный металл | Сверхпрочные сплавы (титан, броня и пр.) | ||
| до 10 резов | 10-50 | 1,6 | от 37,0 |
| от 10 резов | 1,5 | от 36,0 | |
| до 10 резов | 52-100 | 1,8 | от 94,0 |
| от 10 резов | 1,6 | от 80,0 | |
| до 10 резов | 105-150 | 2,6 | от 180,0 |
| от 10 резов | 2,2 | от 171,0 | |
| до 10 резов | 155-200 | 3,1 | от 395,0 |
| от 10 резов | 2,6 | от 390,0 | |
| до 10 резов | 205-250 | 4,2 | от 620,0 |
| от 10 резов | 3,1 | от 600,0 | |
| до 10 резов | 255-300 | 4,7 | от 1265,0 |
| от 10 резов | 3,3 | от 1200,0 | |
| до 10 резов | 305-350 | 6,5 | от 2340,0 |
| от 10 резов | 4,8 | от 2250,0 | |
| до 10 резов | 355-400 | 7,8 | от 2475,0 |
| от 10 резов | 6,9 | от 2400,0 | |
| до 10 резов | 405-450 | 9,0 | от 4050,0 |
| от 10 резов | 7,1 | от 3950,0 | |
| до 10 резов | 455-500 | 10,0 | от 4780,0 |
| от 10 резов | 7,9 | от 4600,0 | |
| до 10 резов | 505-700 | 11,0 | от 5790,0 |
| от 10 резов | 10,0 | от 5610,0 | |
| до 10 резов | 700-900 | — | от 12300,0 |
| от 10 резов | — | от 12100,0 | |
| до 10 резов | 1000-1100 | — | от 26200,0 |
| от 10 резов | — | от 26000,0 |
Принцип работы
Одним из основных рабочих элементов ленточнопильных станков является ремень. Он натягивается между двумя маховиками. После запуска станка ремень приводится в движение. После этого оператор может крепить заготовку и работать с ней.
Отличительной чертой конструкции оборудования этого типа можно назвать то, что давление на заготовку распределяется равномерно. Благодаря этому распил заготовки отличается высокой точностью.
Немаловажное значение также имеет то, что распил заготовки можно делать в перпендикулярном оси направлении. При этом угол реза можно выставлять больше 60 градусов
Распил заготовки под определенным углом происходит посредством регулировки расположения полотна, рамы, где крепится режущее полотно, в результате разворота стола.
В большинстве моделях режущий механизм имеет свойство быстро нагреваться. При длительной эксплуатации станков это может спровоцировать их поломку. Дабы избежать такой ситуации рекомендуется место выполнения реза обрабатывать смазочно-охлаждающей жидкостью. Она способствует защите полотна и продлению срока его эксплуатации, а также предотвращает попадание мелкой пыли и стружки в воздух. Аналогом такой жидкости может быть простая вода.
Современные производители оснащают конструкции ленточнопильных станков щеточками, которые используются для периодического очищения полотна от мусора и стружки. Благодаря этому удается сделать рез намного ровнее и защитить оператора от попадания на него стружки. Кроме этого, такое приспособление направлено на продление срока эксплуатации оборудования.
Общая информация
Рубка металла это слесарная операция, заключенная в воздействии режущего либо ударного инструмента на металлическую заготовку. Процесс позволяет разделить ее на части, избавиться от лишних слоев материала, а также получить канавки и пазы. Режущим инструментом для рубки металла служит крейцмейсель или зубило, а ударным — молоток. Последний используется всегда при ручной работе, а первые два — в зависимости от желаемого результата.
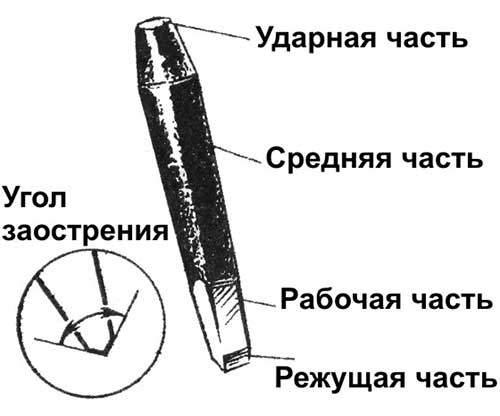
Зубило предназначено для грубой работы и обрезания заусенцев. Состоит оно из 3 частей:
- рабочей (осуществляет рубку);
- средней (мастер держит зубило за нее);
- ударной (по ней бьют молотком).
Ручная обработка заготовок на производстве — энергозатратный и малопроизводительный процесс. Часто она заменяется на механическую.
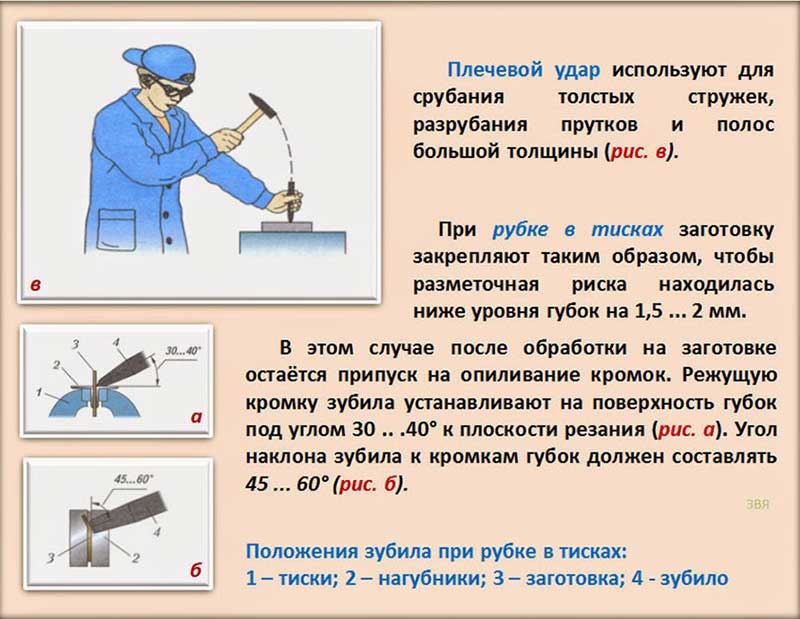
Последовательность рубки металла зубилом такова:
- заготовка кладется на плиту или наковальню, а лучше — крепится в тисках;
- зубило ставится на линию разметки (место обрубания) вертикально;
- молотком наносятся легкие удары по контуру;
- далее следует глубокая рубка по проявившемуся контуру;
- заготовка переворачивается;
- удары зубилом производятся с другой стороны до окончания рубки.
Важно оставлять небольшую часть лезвия в прорубленной канавке, чтобы процесс был точным. Теперь — пара слов о проблемах, возникающих по ходу ручной рубки металла
Станок продольной резки листового металла
Резать рулонный металл несложно.
Лист в процессе резки пропускают между двумя парами валов, оснащённых специальными дисковыми ножами.
Отсюда второе название станков резки металла — дисковые ножницы.
Наша организация производит лёгкие станки резки металла.
Лёгкие станки просто перевозятся, быстро устанавливаются, удобны в обслуживании.
Производительность станков обеспечивает резку до 600 — 1000 кг металла в час (5 — 8 тонн в день), что вполне достаточно для обеспечения потребностей большинства мелких и средних организаций.
Станки могут производить продольную резку рулонов металла на узкие рулоны (штрипсы).
На фото: резка рулонного металла на штрипс шириной 137 мм.
Станки могут производить продольно-поперечную резку. Для этого к станку присоединяется приёмный стол.
На фото: на станке ДН-5 производится резка металла толщиной 0.8 мм на отдельные листы (заготовки).
На станки можно установить комплект нанесения защитной плёнки.
На фото: защитная плёнка плотно прикатывается к поверхности металла и позволяет в дальнейшем работать с металлом без риска повреждения поверхности.
Какое дополнительное оборудование используется совместно со станками продольной резки?
Для подачи металла в станки удобно использовать самоподъёмные разматыватели.
Достаточно привезти рулон металла автомашиной кран – борт.
Установка рулона на разматыватель не требует грузоподъёмных механизмов и занимает не более 10 минут.
На фото: двое рабочих легко устанавливают на разматыватель УРС-8 рулон металла и приподнимают его винтовыми домкратами.
Разматыватели просто и удобно соединяются со станками резки металла специальными связями и не требуют крепления к полу на анкерные болты.
Для поперечного отрезания металла на станки устанавливается ручной дисковый отрезной нож.
Режущие диски из легированной спецстали обеспечивают уверенную резку металла толщиной до 0.8 мм.







Какие имеются технические особенности резки на узкие рулоны (штрипсы)?
Надо сказать, что резка на штрипс является самой сложной операцией в резке рулонного металла.
Главная проблема заключается в наматывании разрезанных полос металла на наматыватель.
Даже тяжёлые консольные наматыватели не обеспечивают одинаковую плотность намотки в разных штрипсах. То есть некоторые ленты будут идти внатяг, а некоторые провисать и образовывать петли на полу. Поэтому большинство стационарных линий резки имеют в полу компенсационную яму.
Намотать рулоны штрипсов весом более 2 — 2.5 тонн на несложных, нестационарных наматывателях невозможно.
В нашей организации выпускается только один вариант наматывателя — УН-2 (универсальный наматыватель г/п 2 тн.) Наматыватель выполнен в лёгком варианте с ручным приводом и позволяет наматывать штрипсы общим весом до 1.5 — 2 тн.
Какова стойкость дисковых ножей?
Для изготовления ножей используется высококачественная инструментальная сталь марки ХВГ, легированная хромом, ванадием, марганцем с последующей термообработкой и шлифовкой.
Это даёт возможность обеспечить уверенную резку нескольких сотен тонн стали. При толщине стали 0.55 мм — не менее 800 тонн.
Ножи двусторонние. Это увеличивает ресурс вдвое.
Дальнейшее использование затупившихся ножей возможно после простой и недорогой шлифовки ножей на стандартном плоскошлифовальном станке. Шлифовать ножи можно 2 – 3 раза.
Возможна ли работа станков в неотапливаемых помещениях при минусовой температуре?
Линии резки могут эксплуатироваться в диапазоне температур от + 40 до — 20 градусов.
При соблюдении некоторых простых правил работа может производиться не только в неотапливаемых помещениях, а даже на открытой территории.
На фото: линия резки, установленная на базе строительной организации работает под открытым небом уже более 8 лет.
Какие выгоды от использования лёгких станков резки металла?
- Уменьшаются затраты на производство. Стационарные линии резки, приобретение погрузчика, установка кранбалки будут не нужны, а стоят они недёшево.
- Экономия на помещениях. Работа может производиться на территории производственной базы, на строительном объекте, под открытым небом и в зимних условиях.
Как правильно выбрать станок резки металла?
Главным техническим параметром станков, после мощности электродвигателя, является диаметр валов станка.
В процессе резки происходит разжим валов с дисковыми ножами, сопровождающийся изгибом валов.
Поэтому, чем больше диаметр валов, тем больше максимальная толщина разрезаемой стали и тем большее количество пар ножей можно установить на станок.
Классификация ленточнопильных станков
Если рассматривать такой параметр, как конструкция ленточнопильного оборудования, то можно выделить следующие группы:
- Консольные. При работе этого оборудования консоль все время двигается вверх и вниз, при этом она закреплена на шарнире, который также обеспечивает ее вращение. При помощи этих станков можно выполнять резку фасонного профиля, труб, а также сплошного и сортового проката. Также в продаже можно встретить неповоротные и поворотные модификации станков. Особую группу образуют автоматические, полуавтоматические и ручные модели;
- Одностоечные. В них в роли главного рабочего узла выступает горизонтальная пильная рама, которая движется по вертикальной стойке. На фоне их у двухстоечных станков пильная рама движется параллельно двум вертикальным стойкам, которые зафиксированы по обеим сторонам рабочего подвижного стола. Чтобы воспользоваться режимом наклонной и комплексной резки, приходится применять вращающийся стол. Портальные модификации предусматривают в качестве рабочего места фиксированный стол, а также имеются модели, где портал оснащен подвижной пильной рамой. В рамках этой группы оборудования можно выделить неповоротные и поворотные модификации, а также автоматические и полуавтоматические;
- Вертикальные ручные. При работе этого оборудования заготовку не фиксируют в тисках, подача ее осуществляется самим оператором. В роли рабочего узла выступает стационарная пильная рама. Под видом этих станков являются вертикальные наклоняемые рамы для резки, используя которые можно выполнять резку в наклонном режиме по отношению к столу, именно поперек него и двигается рама. Вертикальные станки с подвижной рамой получили применение при выполнении резки в продольном и поперечном направлении, где в качестве обрабатываемых изделий выступают крупногабаритные плиты, поковки, отливки и пр. При использовании подобного оборудования рама двигается как поперёк, так и вдоль стола. Для контроля работы станка используется ЧПУ;
- Поворотные горизонтальные. С их помощью выполняется резка в наклонном режиме по отношению к оси обрабатываемого изделия. При использовании пильной рамы имеется возможность выбрать угол размещения по отношению к обрабатываемой детали по двум осям. В случае применения подобных схем обработки есть возможность для использования схемы с поворотом стола или применения губок тисков.
Основные типы резки металла
Существуют следующие типы резки металла:
1. Холодный (механический). Резка происходит за счет механического воздействия на металл специальным режущим инструментом, изготовленным из материала с твердостью, намного большей, чем жесткость обрабатываемого изделия. Применяются следующие инструменты:
- гильотина;
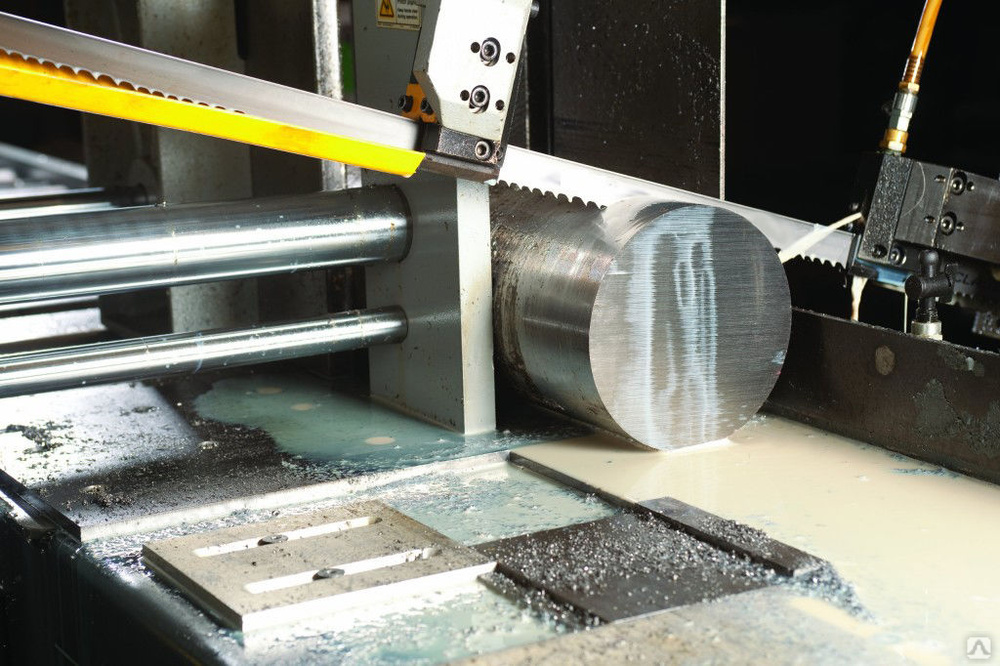
- ленточнопильный станок;
- дисковая (циркулярная) пила и «болгарка».
2. Горячий (термический). Обрабатываемая заготовка расплавляется по линии разреза, а остатки металла удаляются газом. Горячий тип резки металла подразделяется на следующие виды резания:
Но не все типы резки металла – как холодной, так и горячей – позволяют получить изделие заданной чистоты. Остановимся более подробно на каждом из вышеперечисленных способов.
Назначение оборудования
Основным назначением ленточнопильных станков является распил пиломатериалов. Они нашли широкое применение в быту и промышленности, благодаря следующим преимуществам:
- Станки способны осуществлять точный распил заготовок толщиной не более 0,4 м.
- В процессе эксплуатации ленточных пил образуется минимальное количество отходов.
- В результате обработки деревянного бруска ленточнопильным станком получается чистый рез, не требующий дополнительного шлифования.
- Распиловочный станок по дереву можно применять при криволинейном пилении.
- Ленточнопильные агрегаты занимает небольшое количество пространства, поэтому их можно легко установить в домашних мастерских.
- Приборы не издают громких звуков. Поэтому они не доставляют дискомфорта оператору. Невысокий уровень шума ленточных пил позволяет использовать их в помещениях с плохой шумоизоляцией.

Существуют следующие типы ленточнопильных станков по назначению:
- Бытовые: используются в домашних мастерских. Они отличаются небольшими габаритами. Бытовые станки устанавливаются на специализированные верстаки или подставки. Приборы крепятся при помощи шурупов.
- Полупрофессиональные: предназначены для распила брусков, имеющих толщину до 0,2 м. Они устанавливаются в домашних мастерских и в небольших деревообрабатывающих цехах.
- Профессиональные: применяются на крупных производствах. Они являются напольными приборами и отличаются большим весом. Эти станки способны обрабатывать заготовки толщиной более 0,3 м.
Ленточнопильные станки используются при производстве пилопродукции: досок, древесно-волокнистых и древесно-стружечных плит, щитов и иных листовых материалов. Эти устройства применяются в столярных мастерских, в деревообрабатывающих цехах и на мебельных фабриках.
Основные методы раскроя металла резкой
Рубка гильотиной.
В сфере производства изделий из металла используется разнообразное оборудование, позволяющее эффективно выполнять раскрой металла разными способами. Для резки материалов толщиной 0,45–2,5мм используются простые механические приспособления, а для более толстых металлов (20 мм) – электрические или пневматические ножницы гильотинного типа (такое оборудование позволяет выполнять прямой чистый рез).

Резка металла ленточными и дисковыми пилами.
Если выбранный способ раскроя металла не требует высокой точности, то самым популярным решением для резки материала будет использование углошлифовальной машины (обычная «болгарка»).

Стационарные пилы, которые могут работать с дисками большого диаметра, позволяют получать заготовки с более точными размерами. Такое оборудование применяют в мелкосерийном производстве продукции из металла для строительства и промышленности. При выборе этого способа раскроя толщина пропила составляет 0,08 см. Его преимущество заключается в том, что резка материала может выполняться под углом. Но таким способом очень сложно выполнить фигурный рез по криволинейному периметру.
Просечные прессы.
При промышленном изготовлении конструкций из алюминия либо для чистовой обработки листов металла (к примеру, для производства просечно-вытяжных листов) используются специальные просечные прессы.

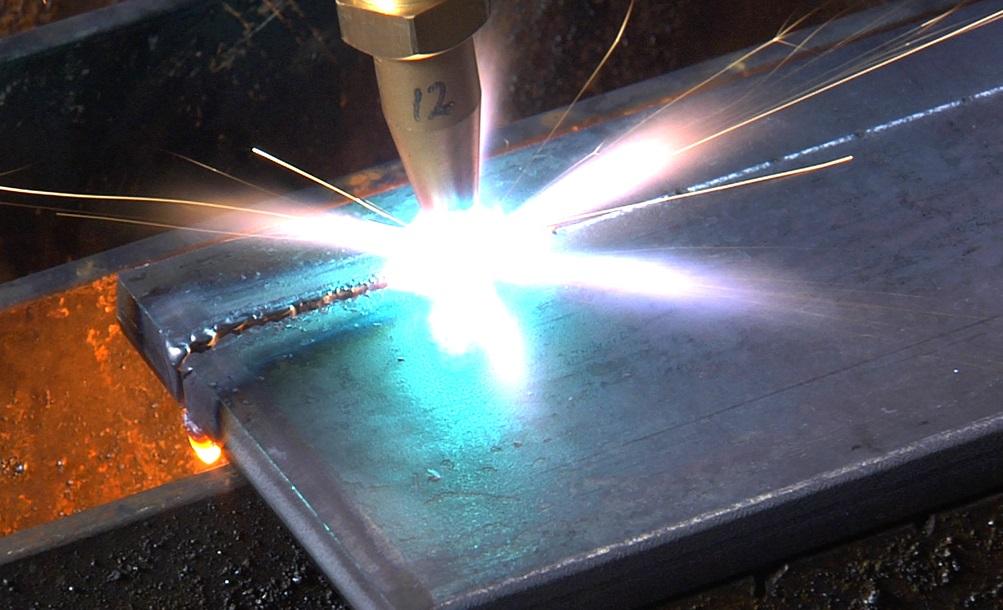
Газокислородная резка
– высокопроизводительный способ раскроя металла, которые применяется в разных производственных сферах. Его недостаток заключается в получении широкого реза, по краям которого формируется окалина с неровностями. Кроме того, газокислородная река не может использоваться для раскроя тонких листов металла.
Термические способы резки
Оборудование для выполнения резки металла под воздействие температуры достаточно разнообразно. Принцип его действия основан на расплавление материала с последующим удалением из зоны реза, при этом применяется выдувание расплава или его испарение. Все виды термической резки отличаются значительной производительностью, а качество реза и стоимость выполнения работ во многом зависят от применяемой технологии.
Кислородная резка
Самая распространенная технология, широко применяется для изготовления металлоконструкций, выполнения монтажных работ. Оборудование отличается простотой в эксплуатации, при этом производительность резки существенна увеличена.
Технология газовой резки основана на создании сгорающим в обогащенной кислородом среде горючим газом или жидкостью высокой температуры. Получаемый в результате воздействия пламени расплав удаляется из рабочей зоны потоком сжатого кислорода. В качестве горючего материала используют ацетилен, пропан, керосин. При этом наибольшую температуру позволяет получить именно ацетилен, но данный газ отличается повышенной взрывоопасностью, кроме того, его стоимость несколько больше.










Газовая резка позволяет резать металл значительной толщины, при этом качество реза во многом зависит от квалификации исполнителя, но в большинстве случаев требуется дальнейшая обработка кромок.
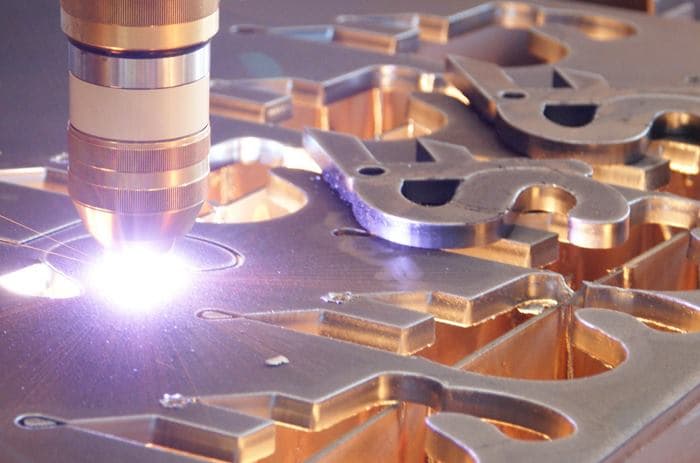
Плазменная резка
Во многом более современная технология, плазменная резка металла, основана на применении высокотемпературной плазмы, получаемой из смеси газов под воздействием электрического разряда. При этом температура вещества в плазменном состоянии в несколько раз превышает даже температуру горения ацетиленовой смеси. Это позволяет существенно увеличить скорость резания, при этом термическому воздействию подвергается только непосредственная зона резания, остальные участки заготовки не успевают нагреваться. Благодаря этому удается избежать тепловой деформации металла.
Недорого режем металл ленточнопильным способом
Для заказчиков важным достоинством лентопильной резки становится ее невысокая цена при отличной производительности работ. Именно такую резку – качественную и очень недорогую по московским расценкам – готово предложить вам ООО «ТСК Индустрия+». В вашем распоряжении – не только современное оборудование, но и золотые руки наших специалистов.
Резка металла ленточнопильным станком – технология раскроя листовых и линейных заготовок, которая осуществляется поступательным движением пилы, в отличие от вращательного движения дискового инструмента, рубки или лазерной, плазменной и газовой резки. Работа ленточнопильного станка – точная операция, применимая к любому металлу, от самых мягких и пластичных сортов алюминия до инструментальной стали.
Как правило, раскрой или резка – одна из начальных операций любого производственного цикла, ее задача – получение заготовок, в том числе – для транспортировки к месту обработки. Разные металлы, формы их заготовок требуют своего режима резки, соответствующего полотна пилы и соблюдения других условий резки.
Отрезанная заготовка поступает на следующие технологические операции. К примеру, стальной прокат может быть отправлен на гибку — вальцовка двутавровой балки или швеллера осуществляется на специальном вальцовочном оборудовании.
Простые заготовки из алюминия или прошедшие какую-то дополнительную обработку могут быть отправлены на анодное оксидирование, больше известное, как анодирование алюминия — в Москве цена такой обработки конкурентна из-за обилия предложений. Здесь можно узнать больше об этой технологии.
Виды напильников и их назначение
Виды напильников по классам и форме определяют основную сферу применения.
К 1 классу относятся инструменты с насечкой с нумерацией от 0 до 1.
Это драчевый напильник его основная задача черновая обработка поверхностей.
Ко второму классу относятся инструмент с абразивом под № 2 и 3.
Это уже менее грубый напильник, называют его личной, и использует преимущественно для чистовой обработки, т.к. он оставляет более гладкую поверхность.
Инструменты 3,4,5 и 6 класса обладают насечкой 4 и 5 номеров.
Они больше известны как «бархатные» или ювелирные напильники, применяются для финишной обработки.
Виды напильника по форме
Классификация по форме подразделяет сферу применения более детально.
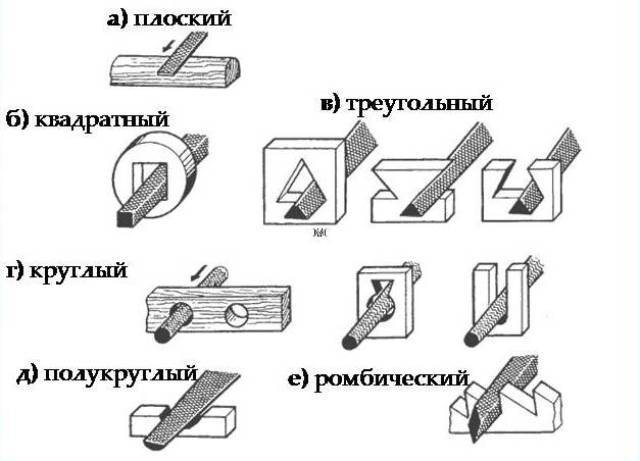
1. Плоские тупоносые напильники относятся к универсальному инструменту, т.к. предназначены они для работ по металлу и дереву.

Они легко справляются с обработкой плоских и выпуклых поверхностей. На одну из боковых граней у них нанесена одинарная насечка.
Читать также: Условное обозначение гальванического элемента
2. Плоские остроносые используют для обработки наружных или внутренних плоских поверхностей, также их применяют для пропиливания шлицев и канавок.

3. Квадратные изделия имеют острый нос, служат они для распиливания отверстий квадратного и прямоугольного сечения и зауженных поверхностей.
4. Трехгранная форма выпускается в двух вариантах – для послойного срезания материалов, обработки внутренних углов разной формы, трехгранных отверстий для опиливания мелких пазов и клиновидных канавок.

Также этот вид применяют для заточки пил по дереву, поэтому их еще называют ножовочными.
5. Круглая форма – этот вид, как и треугольный, имеет два различных подтипа.

Для обработки круглых пазов, отверстий, послойного отпиливания и для затачивания пил по дереву, цепей для пил.
6. Полукруглый тип относит инструмент к универсальным, так как сочетает преимущества плоских и круглых напильников.
Идеально выполняет обработку сферических и плоских поверхностей, имеет заостренный носик.
7. Ромбическая форма позволяет эффективно обрабатывать материалы со сложной конфигурацией поверхности, в том числе для работы с шестернями, звездами, колесами, дисками.

Напильники, предназначенные для специализированных операций, называются инструментом специального назначения, к ним относятся алмазные покрытия и другие режущие поврехности более высокой твердости, предназначенные для цветных сплавов, металла, для плитки из кафеля или керамики и прочих материалов.
Виды и размер насечек
Характер насечки определяет основные виды напильника.
Профиль и размер зубьев напильника зависят от станка, используемого для нанесения режущей поверхности.
Как правило, для производства используются:
— пилонасекательные станки с зубилом; — фрезерные станки; — шлифовальные станки со специальными кругами; — зубонарезные и протяжные станки.
Вне зависимости от способа производства, все зубцы имеют заданные параметры угла расположения, заострения и резания.
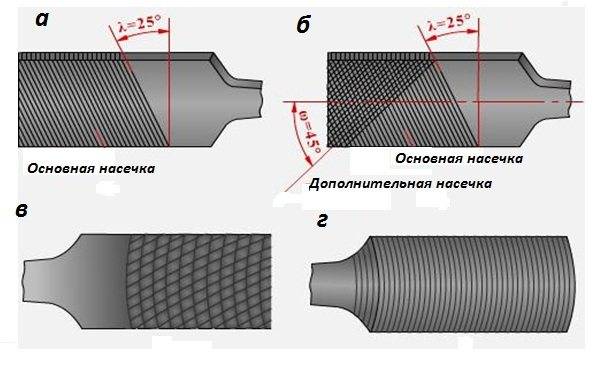
Чем больше насечек на 1 см рабочей площади, тем меньше зубья насечки.
Отношение высоты к шагу основной насечки должно быть не меньше 0,5.
Материал напильника
Согласно стандартам РФ и международным нормам, напильники производятся из инструментальной стали углеродистого типа.
К таким относятся наиболее распространенные марки:
— У 10,12, 13; — У 10, 12, 13 А; — ШХ15 УА; — 13Х и их зарубежные аналоги.
Где можно приобрести ленточные пилы?
На официальном сайте «РуСтан» представлен каталог с различными видами оборудования, среди которого каждый сможет найти подходящий вариант. Все станки, имеющиеся в ассортименте, полностью соответствуют нормам безопасности и ГОСТа, о чем свидетельствуют многочисленные сертификаты.









предоставляет клиентам высокий уровень сервиса, который основан на тщательно продуманной логистической схеме и сотрудничестве с надежными транспортными компаниями. Заказать необходимые станки можно через корзину, расположенную на нашем официальном сайте, либо связавшись с отделом продаж по номеру, указанному в разделе «Контакты». Доставка товара осуществляется во все регионы России. При желании, вы можете лично отслеживать груз, посредством телефонных звонков или через веб-сайт транспортной компании.
Какой тип резки металла выбрать
Выбирая тип резки металла для производства, прислушайтесь к советам профессионалов.
Технологи по металлообработке советуют обратить внимание на 10 признаков идеального способа резания:
- Увеличение скорости обработки со стабильным качеством.
- Чистый срез без остаточных следов и деформаций.
- Возможность резки металлов разной толщины.
- Износостойкость режущего инструмента.
- Возможность обработки поверхностей с посторонними загрязнениями.
- Возможность фигурной резки.
- Вариативность профиля разреза.
- Возможность совмещения с другими технологическими операциями (например, со снятием фаски).
- Простая управляемость.
- Экономичный раскрой.
Просто выберите технологический процесс, который будет совмещать максимальное количество рекомендуемых признаков для конкретного случая.
Заключение
Любая деревообрабатывающая промышленность не может существовать без многофункциональных инструментов и приборов. С их помощью обеспечивается максимальная эффективность и производительность деятельности предприятия, работающего в данном направлении. Каждый цех по переработке древесины располагает распиловочными станками.
До недавнего времени владельцы цехов пользовались лишь пилорамами, но сегодня они стремительно переходят на циркулярные станки средней и высокой мощности. На рынке представлен большой ассортимент таких приборов, поэтому выбрать идеально подходящий вариант достаточно просто
При эксплуатации важно делать регулярное обслуживание. В таком случае эффективность и надёжность будут максимальными