
Виды станков
Существует несколько видов станков:
-
Ручные. Мастер самостоятельно производит запуск станка и опускает раму для распила заготовки.
Полуавтоматические с гидроразгрузкой. Сам процесс обработки материала и резки происходит автоматически. Мастеру нужно только самостоятельно поднять раму.
Полуавтоматический. Может работать в разных режимах. Оператор может выполнять все операции вручную или запрограммировать весь процесс для автоматизированной работы.
Автоматический. Также предусмотрено несколько режимов работы: наладка и автомат. В первом случае, оператору нужно нажимать на соответствующие кнопки, чтобы пила начала обрабатывать заготовку. В режиме «автомат» весь цикл работы выполняется без вмешательства человека.

Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.
Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
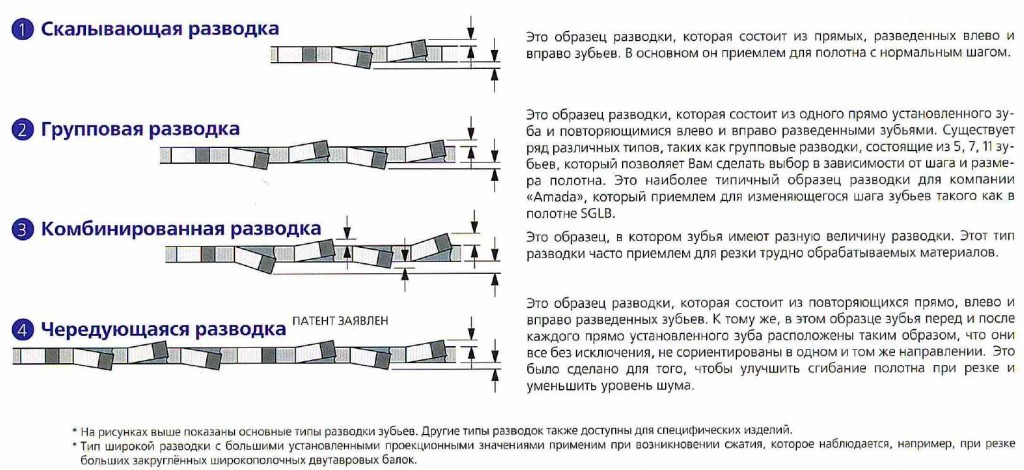
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Сварочные работы
Сварка ленточных пил на агрегате модели АСЛП-18.
После следует сварка пилы, но предварительно необходимо произвести ее установку в аппарат. Для того чтобы правильно установить пилу, нужно удостовериться, что она плотно закреплена зажимным механизмом. Данный механизм находится в аппарате для сварки ленточных пил
При этом очень важно, чтобы кромки полотна совпадали и располагались на равном расстоянии между фиксаторами. Перед тем как выбрать режим и ход усадки, необходимо ознакомиться с инструкцией по применению аппарата, в котором описывается, какие параметры выбрать для каждого из типов металла
Для того чтобы установить необходимый режим, нужно произвести повторы с помощью управляющих рукояток.
Сварка полотна ленты. Чтобы привести в действие аппарат, потребуется нажать на соответствующую кнопку и повернуть рубильник. После чего ток начинает питать электроды, которые и доводят до температуры плавления металл. Подвижной зажим служит для образования на месте шва сварочного валика. Работник, стоящий на станке, должен выбрать режим сварки, автоматический или ручной. Если будет выбран автоматический, то время подачи тока составит около двух секунд, во втором случае оно будет регулироваться самим работником.
Если сварка не дала должного результата или была произведена некачественно, необходимо записать все настройки в журнал и впредь не использовать их для сварки полотен пил из данного типа металла
Очень важно перед запуском аппарата проверить нахождение в надлежащем состоянии электродов. Для этого следует убедиться, что они чистые
Если на них будут находиться какие-либо материалы, то это приведет к плохому контакту электрода с материалом, что, в свою очередь, ухудшит сам процесс сварки.
Основные параметры выбора
- Компания-производитель. В нашем каталоге представлена продукция популярных марок Тайга, Алтай-3, Диворс, а также продукция зарубежных производителей. Такое оборудование отлично зарекомендовало себя на деревообрабатывающих предприятиях.
- Максимальная ширина пилы. Ознакомьтесь с характеристиками каждой модели: чем больше допустимый диапазон, тем шире рабочие возможности оборудования.
- Режим работы. Ручное и автоматическое оборудование отличается конструкцией, скоростью работы и стоимостью.
- Особенности конструкции. Некоторые модели подходят для одновременного разведения двух зубов, это значительно ускоряет работу.
Автоматический разводной станок для ленточных пил будет долгое время работать безотказно, он позволит поддерживать инструменты в отличном состоянии. Такое оборудование отличается простотой использования и удобством настройки, с ним будет легко работать.
Выбор типа пилорамы и их особенности
Сейчас на российском рынке представлены ленточные, дисковые, а также рамные пилорамы. Для того, чтобы сравнить эффективность их работы, воспользуемся таким параметром, как процент выхода готового пиломатериала. Максимальный показатель в этом сравнении – у ленточных пилорам, которые дают 82-88%. Для сравнения: у рамной пилорамы – всего 61%.
 Второй очень важный показатель: с какими типами леса лучше всего работает та или иная пилорама. У ленточных пилорам это – тонкомер и средний лес, дисковые пилорамы хорошо пилят крупный лес, но сталкиваются с большими проблемами при распиловке тонкомера, а рамная пилорама не сможет распилить бревно более 480 мм. в диаметре. Далее – стоимость ремонта и замены пил. Здесь вне конкуренции ленточные пилорамы с небольшой длиной пил.
Второй очень важный показатель: с какими типами леса лучше всего работает та или иная пилорама. У ленточных пилорам это – тонкомер и средний лес, дисковые пилорамы хорошо пилят крупный лес, но сталкиваются с большими проблемами при распиловке тонкомера, а рамная пилорама не сможет распилить бревно более 480 мм. в диаметре. Далее – стоимость ремонта и замены пил. Здесь вне конкуренции ленточные пилорамы с небольшой длиной пил.
Нужно учитывать, что подавляющее большинство деревьев, вырубаемых в Сибири для распиловки – это тонкомер и лес среднего диаметра. Того, что не сможет распилить ленточная пилорама – всего 0,01% в общей массе.

Настройка ленточной пилорамы
При покупке ленточнопильного оборудования (ленточной пилорамы) владельцы, особенно начинающие, зачастую не очень хорошо представляют себе что такое настройка ленточной пилорамы и как она выполняется. Это непосредственно сказывается на качестве распиловки, времени настройки станка, появлению неоправданных претензий к производителю ленточных пилорам и т.д.
Ниже описана настройка ленточной пилорамы, которую специалисты нашего предприятия применили как к сотням станков собственного производства, так и к станкам других производителей.
Последовательность настройки ленточной пилы надежна и не очень сложна, хотя и требует определенных навыков. Настройка состоит из следующих четырех основных этапов:
Этап 1. Выставление шкивов ленточной пилорамы в одной плоскости по вертикали
Выставление шкивов ленточной пилорамы в одной плоскости по вертикали осуществляется при помощи отвеса и регулировочных болтов колес, с помощью которых добиваются параллельности плоскости колес линии отвеса (см. рис.1).
Этап 1 Положение колес относительно нити (ей) отвеса.
Этап 2. Выставление шкивов ленточной пилорамы в одной плоскости по горизонтали
Выставление шкивов в одной плоскости по горизонтали осуществляется при установленной и натянутой ленточной пиле, с помощью шнура (нити), натянутого вдоль станка. Регулировкой пильных колес (шкивов) добиваются такого положения колес, при котором их плоскости располагаются параллельно натянутой горизонтально нити (см. рис.2).

После выставления плоскости колес в горизонтальной плоскости ведущее колесо фиксируется, в полученном в результате настройки по п.п. 1,2 положении, и в дальнейшем в настройке не используется.
Рис. 2
Этап 2 Положение колес относительно горизонтально натянутой нити.
Этап 3. Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива ленточной пилорамы
Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива, осуществляется при установленной и натянутой ленте, качанием ведомого колеса в горизонтальной плоскости (см. рис.3).
Рис. 3
Этап 3 Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива посредством качания ведомого колеса в горизонтальной плоскости.
Этап 4. Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива ленточной пилорамы
Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива осуществляется при установленной и натянутой ленте качанием ведомого колеса в вертикальной плоскости (см. рис. 4).
Рис. 4
Этап 4 Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива посредством качания ведомого колеса в вертикальной плоскости.
Советы
Угловые параметры
Для эксплуатации пил важно правильно выбрать угловые параметры. Рекомендуемые передние углы, принятые в Европе для разведенных зубцов широких пил с лентой толщиной 1,0 мм, являются:
Рекомендуемые передние углы, принятые в Европе для разведенных зубцов широких пил с лентой толщиной 1,0 мм, являются:
| Тип породы | Угол |
|---|---|
| твердые породы | 12–20° |
| мягкие породы | 20–25° |
| осина, тополь | 25–35° |
Если лента тоньше, то принимают меньшие значения, а если толще – больше.
Для плющенных зубцов передний угол необходимо выбирать чуть больше. Например, в США для распиловки мягкой древесины она составляет 20–28°. Чем больше скорость подачи, тем больше должен быть передний угол:
| Скорость подачи | Угол |
|---|---|
| до 8 м/мин. | 15° |
| 8–30 м/мин. | 20° |
| 30-50 м/мин. | 25° |
| 50-60 м/мин. | 30° |
| 60-80 м/мин. | 35° |
Скорость резки пилы зависит от породы распыляемой древесины и нагрузки на нее. Для твердых пород она должна составлять 35–40 м/с, а шпильковых – 45…50 м/с.
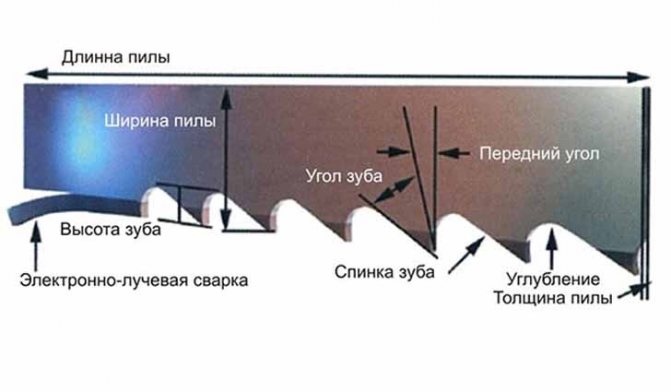
Конструкция ленточной пилы
Станок с ленточной пилой
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
Материал пил
Ленточные пилы изготавливают из разных материалов — в зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др., зарубежные — свои стали (C75, Uddeholm UHB 15 и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до 64 HRC и выше.
Закаленные зубья ленточной пилы
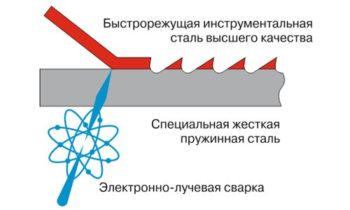
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закалкой зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, из быстрорежущей стали с высоким содержанием вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Изготовление биметаллической ленточной пилы
Биметаллические пилы способны резать толстый металл из инструментальных, нержавеющих, жаростойких и других сталей, сплавов титана и прочих металлов.
Биметаллическая ленточная пила
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
Ленточная пила с твердосплавными зубьями
Это интересно: Заклепочник для резьбовых заклепок — классификация, виды, использование
Типы разводки ленточных пил
Как и любой другой инструмент, ленточная пила подвергается износу после каждого цикла резки. Это естественный и неизбежный процесс. Именно поэтому каждая пила ленточного типа нуждается в регулярном и квалифицированном обслуживании – разводке и заточке. Такое обслуживание позволяет не только поддерживать режущее полотно в рабочем состоянии, но и значительно увеличивать срок его эксплуатации.
Увеличить срок службы режущего полотна и значительно улучшить его функциональные возможности позволяет правильная разводка. Смысл такой операции заключается в следующем: режущие зубья пилы отгибают в разные стороны, что позволяет уменьшить силу трения в процессе резки, а также минимизировать риск зажатия полотна обрабатываемой деталью. Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
- При так называемом зачищающем типе разводки зубья отгибают таким образом, что нетронутым остается каждый третий из них. Такую схему применяют, если режущее полотно будет использоваться для распила особо твердых металлов и сплавов.
- Классический тип разводки предполагает поочередный отгиб каждого режущего зуба.
- При волнистой разводке каждый режущий зуб отгибается на определенный угол. Понятно, что такой тип разводки является наиболее сложным из всех остальных.
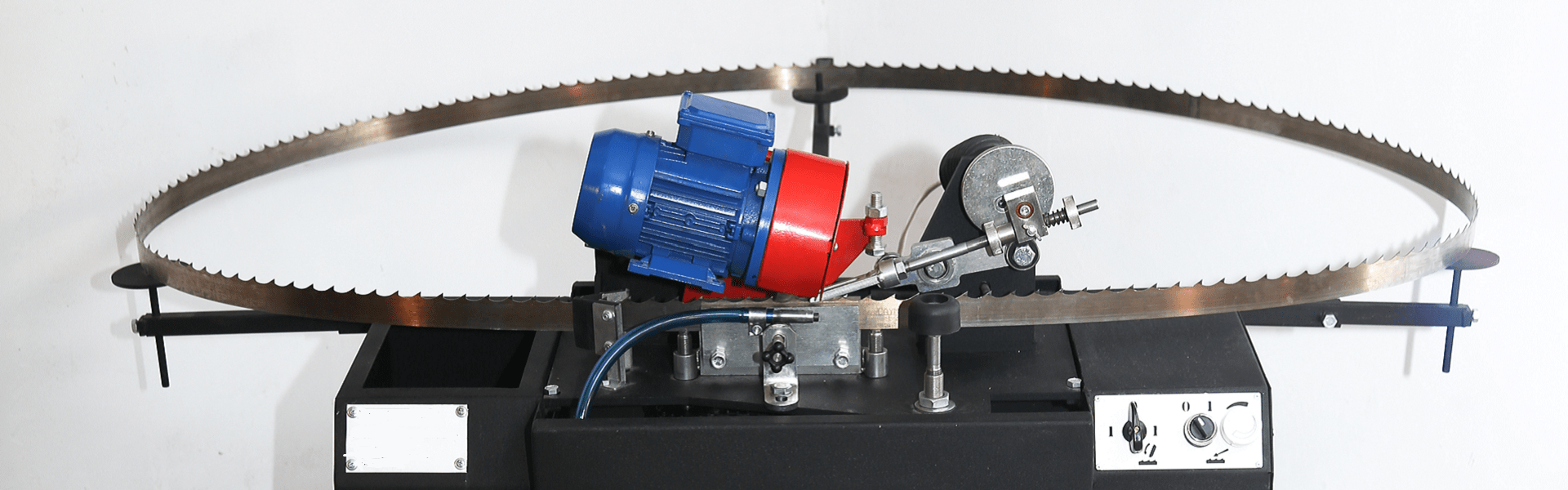
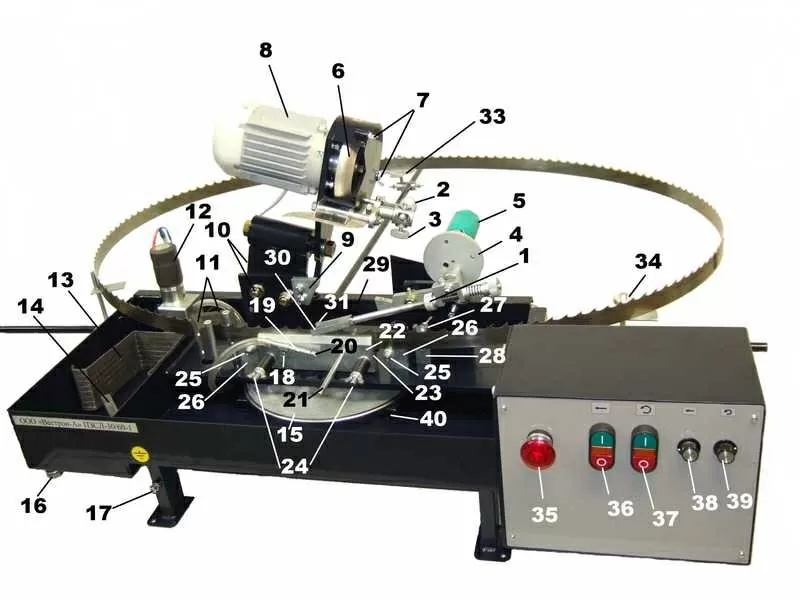
Станок для разводки ленточных пил
Для отгиба зубьев ленточной пилы применяется специальное оборудование, позволяющее выполнить такую технологическую операцию быстро и максимально точно. По общепринятым нормативам, максимальная величина разводки зубьев не должна превышать 0,7 мм, но обычно ее значение находится в диапазоне 0,3–0,6 мм
Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты
После разводки можно отправлять режущее полотно на станок для заточки ленточных пил. Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно. Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев.
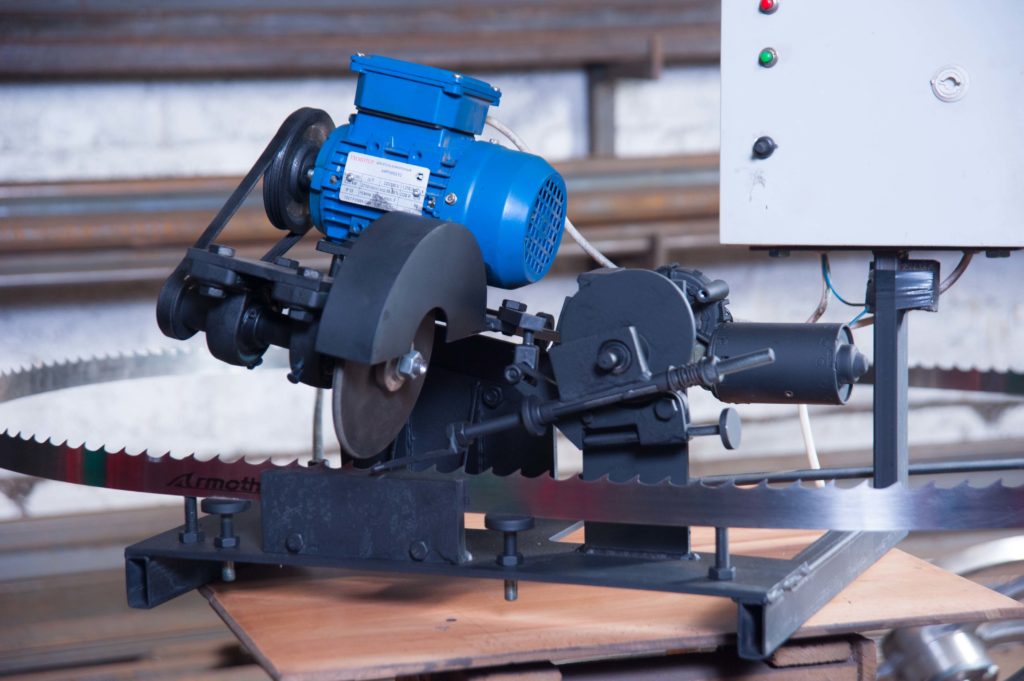
Основными элементами любых заточных станков являются круги, выбор которых, в первую очередь, зависит от твердости материала, использованного для изготовления режущих зубьев. Для того чтобы точить твердые материалы, необходимо использовать соответствующие круги. Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги.
Инструменты для заточки пил ленточного типа выбирают и по составу, и по конструктивному исполнению. Для различных по своей конструкции и размерам полотен в станках могут использоваться круги следующих типов:
- тарельчатой конфигурации;
- чашечной формы;
- профильные;
- плоские.
Комплект устройств Wood-Mizer для заточки и разводки ленточных пил
Согласно инструкции, при заточке ленточной пилы на станке следует следить за соблюдением следующих требований.
- На поверхности зуба при его заточке не должно оставаться заусениц.
- Точильный круг должен снимать одинаковый слой металла по всему профилю зуба.
- Во избежание перегрева зубьев при их точении на станке следует обязательно использовать специальную жидкость для охлаждения.
- При выполнении заточки не должны изменяться профиль и высота обрабатываемых зубьев.
- Следует обязательно следить за давлением, которое оказывает круг заточного станка на обрабатываемый зуб. Если пренебречь этим требованием, давление может оказаться слишком значительным, что может привести к отжигу зубьев.
Заточка пил ленточного типа своими руками имеет некоторые особенности. В таких случаях, как правило, заточке подвергают заднюю поверхность зубьев, хотя, если воспользоваться инструкцией производителя или посмотреть тематическое видео, то можно заточить и их переднюю поверхность.
Полезные советы
Если вы хотите качественно и легко заточить инструмент, то во время работы нужно соблюдать следующее:
- в полностью автоматических устройствах необходимо использовать специальную жидкость, в противном случае аппарат перегреется и может сломаться;
- с каждого зубчика во время заточки должен сниматься одинаковый слой материала;
- после работы на зубьях не должно оставаться неровностей и заусенцев;
- всю работу необходимо проводить с одинаковым давлением на инструмент и под одинаковым углом;
- рабочее место должно быть убрано, и ничего не должно мешать;
- под рукой всегда должна быть аптечка;
- во время работы необходимо использовать защитную спецодежду.
При выполнении работы человеком без специального образования и опыта могут возникнуть определенные трудности, поэтому заточку лучше проводить, имея хотя бы какие-то знания и умения в этой области.
Подводя итог, можно сказать, что использование специальных заточных станков для ленточных пил значительно упрощает и ускоряет процесс работы, однако важно следовать инструкции и всем рекомендациям, а также не забывать про правила безопасности. О том, как заточить ленточную пилу на заточных станках, смотрите в следующее видео
О том, как заточить ленточную пилу на заточных станках, смотрите в следующее видео.
голоса
Рейтинг статьи
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
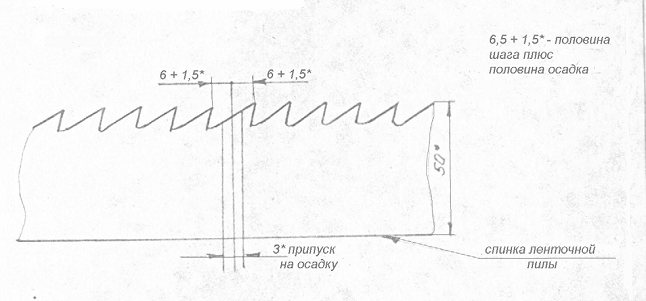
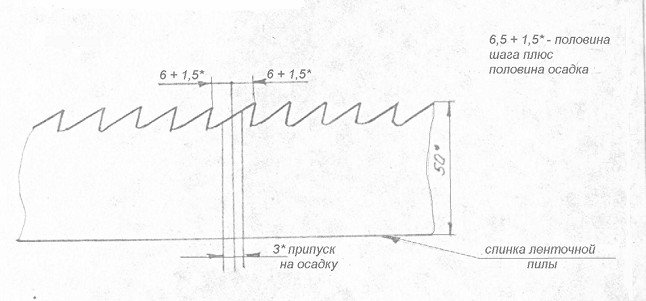 Чертеж соединения ленточных пил.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка
 Сварка ленточной пилы.
Сварка ленточной пилы.
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг
 Процессы подготовки ленточных пил.
Процессы подготовки ленточных пил.
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
Сварочный аппарат
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Зачистка
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.





Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
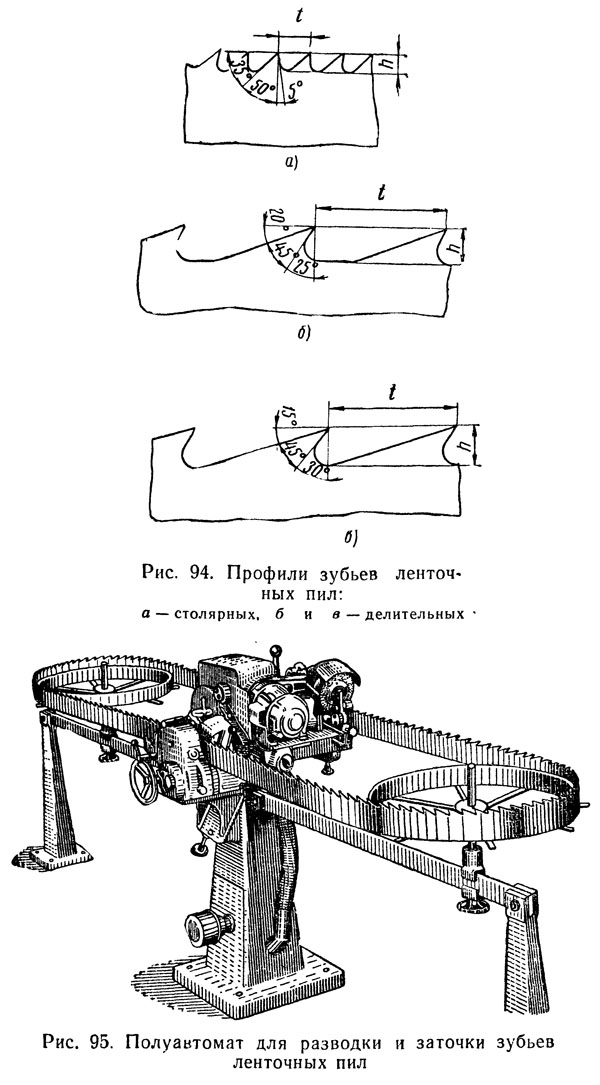
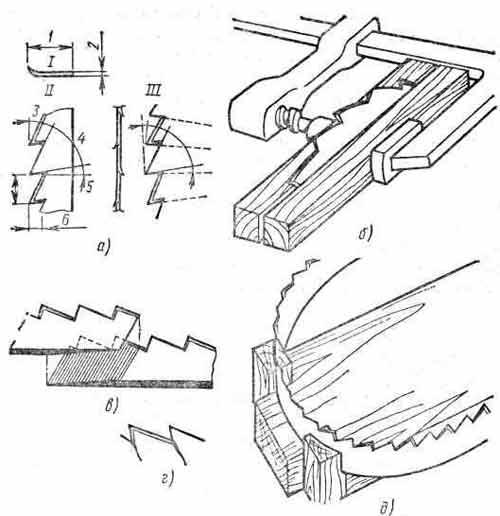
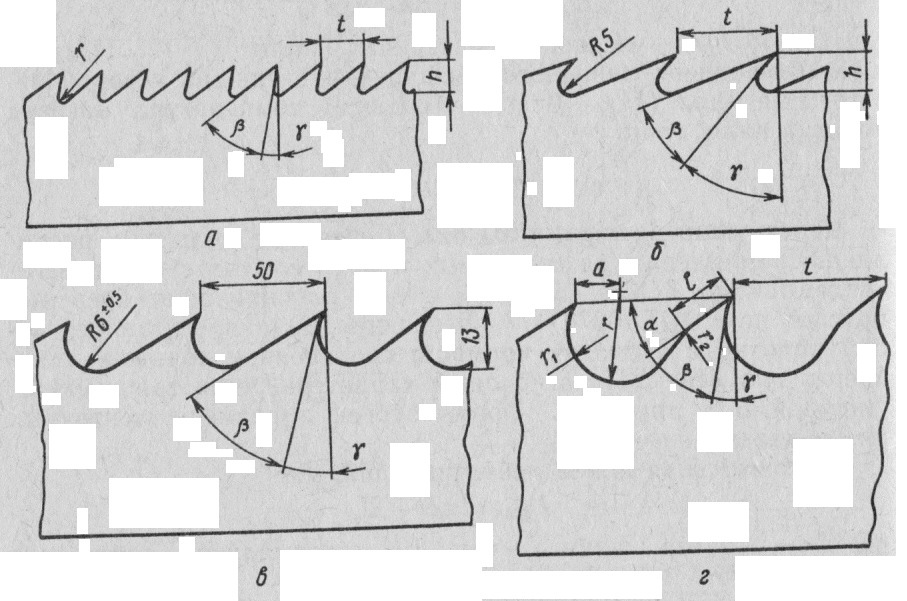
. Если она предназначена для распиливания древесины вдоль волокон, зубья сделаны с наклоном в сторону пиления (рис.1б). Для смешанного пиления зубья треугольной формы (рис.1в), а для поперечного — в форме равнобедренного треугольника (рис.1а).
пилы и ножовки.
Несмотря на преимущества лучковой пилы (рис.2а) — чистота распила, возможность распиливания больших досок и брусков как по прямой, так и по овальным линиям, — начинающим рекомендуется пользоваться ножовкой (рис. 2 б) с широким полотном (даже в неопытных руках такое полотно идет прямо). Для выпиливания деталей с закруглениями удобно пользоваться узкой курковой ножовкой со сменными полотнами (рис.2в), которые имеют различную форму зубьев. Пила обязательно должна быть разведена. то есть зубья отгибают поочередно в разные стороны (на высоте 2/3 от основания). Ширина развода считается нормальной, если она равна полуторной толщине полотна. Существует и другой подход: при распиловке древесины твердых пород зубья разводят на 0,25 -0,5мм, мягких пород — на 0,5-1мм. Более широкий развод не облегчает и не улучшает пиление. Разводят пилу специальной разводкой или самодельной металлической пластинкой (рис.3а) с прорезями шириной 1,5мм и глубиной 5мм. Этим пропилом захватывают зуб пилы, зажатой в тисках между дощечками (рис.3б), отгибают его (рис.3в). Сперва зубья разводят через один в одну сторону, затем в другую. После развода зубья могут иметь неодинаковый отгиб: одни больше другие меньше. Такие зубья нужно выправить, иначе распил будет неровный. Для этого достаточно провести пилу несколько раз между щечками тисков, раздвинутых на 1,5мм. Или забить в доску или брусок под некоторым углом два гвоздя на расстоянии требуемой ширины развода, вставить и провести пилу между ними несколько раз. В обоих случаях пилу двигайте в сторону противоположную наклону зубьев.
Следите, чтобы вершины зубьев пилы находились на одной высоте, иначе пила при работе будет «скакать» по дереву. Уровень зубьев выравнивают напильником с мелкой насечкой, вставленным в деревянную колодку (рис.3г). Двигая напильником по пиле, стачивают сильновыступающие концы зубьев. Так же поступают и после длительной работы пилой и неоднократной заточки зубьев. При заточке пилы ее полотно зажимают в тисках (рис.3д). Зубья продольной пилы затачивают под прямым углом к боковой поверхности полотна (рис.3ж). Зубья поперечной пилы затачивают в виде ножевидного лезвия, острие которого направлено к наружной стороне (рис.3е,и). С грани зуба снимают фаску под углом 45-60 градусов к боковой поверхности полотна, точку выполняют через зуб — сначала на одной стороне по всей длине пилы, затем на другой. Прежде точат одну грань, а затем другую, образуя переднюю (острие зуба) и боковую режущие кромки. При появлении заусенцев, их снимают напильником или надфилем.
Закрепив размеченную доску на верстаке или прижав ее левым коленом к табуретке, пилить начинайте с верхней грани доски (рис.4). В самом начале полотно поддерживайте бдльшим пальцем левой руки (повыше от зубьев), лежащей на доске. Работать начинайте серединой пилы, делая короткие, плавные взмахи. Когда полотно войдет в древесину, палец отпустите и работайте с полным размахом, чтобы все полотно скользило по древесине. Если вы впервые берете пилу в руки, поберегите палец, а пилу направляйте небольшим деревянным бруском. Кончая пилить, ускоряйте движения пилы, одновременно придерживая отпиливаемый конец доски — иначе он обломится и край распила получится неровный.
Как работать пилой.
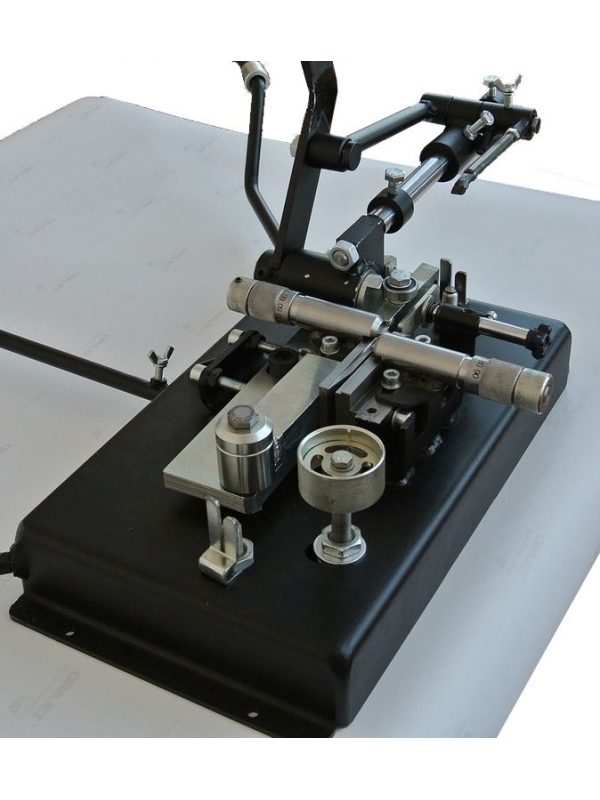
IV. Автоматический
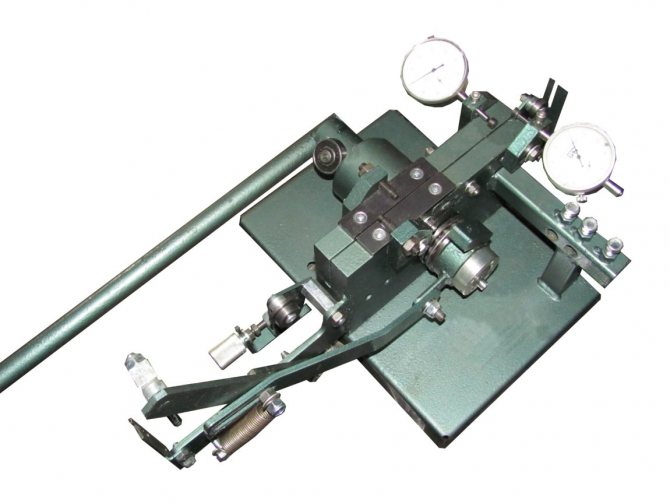
Единственный действительно автоматический разводной станок изготавливается фирмой Wood-Mizer. Развод каждого зуба производится с одной стороны пилы пневмотолкателем несколькими регулируемыми по силе ударами с постоянным контролем по электронному микрометру реально получаемого развода. Следующий зуб для развода толкателем автоматически будет подан только после того, как индикатор покажет заданное значение. После окончания развода одной стороны станок останавливается. Затем пила снимается со станка, выворачивается, снова устанавливается на станок, и производится развод с другой стороны. Станок был бы очень хорош, если бы не его цена. Она на сегодняшний день составляет примерно 350 тыс. рублей, что неоправданно даже для сервисных центров, не говоря уже о простой пилораме. И хотя представители фирмы Wood-Mizer утверждают, что они продают эти разводные станки, я лично их ни разу в работе не встречал и видел только на выставках.
Как развести ленточную пилу
Ленточная пила на ленточнопильном станке — это замкнутая гибкая стальная лента, по одному краю которой расположены зубья. Разводной станок для ленточных пил поможет правильно выполнить разводку зубьев, что обеспечит эффективную работу и долговечность пилы.
Разводка зубьев преследует цель создания зазора для свободного движения пилы в пропиле. Она заключается в подборе баланса:
- создание уменьшения трения (перегрева) пилы при движении ее в пропиле и увеличение срока службы полотна;
- пропил должен быть при этом не широким чрезмерно, чтобы влияние на мощность двигателя было минимальным;
- рационально подобранное расстояние позволит уменьшить отходы (опилки), которые напрямую зависят от ширины пропила.
Величина разводки ленточных пил зависит от размеров заготовки, вида металла, его прочностных характеристик. При разрезании сплошного металла больших размеров заготовки применяется чередование узкой и широкой разводки зубьев, чтобы избежать эффекта защемления пилы.

Таким образом, правильно выполненный развод на ленточной пиле — залог успешного, качественного и эффективного распила заготовки, а значит — получение элементов, отвечающих высоким требованиям.
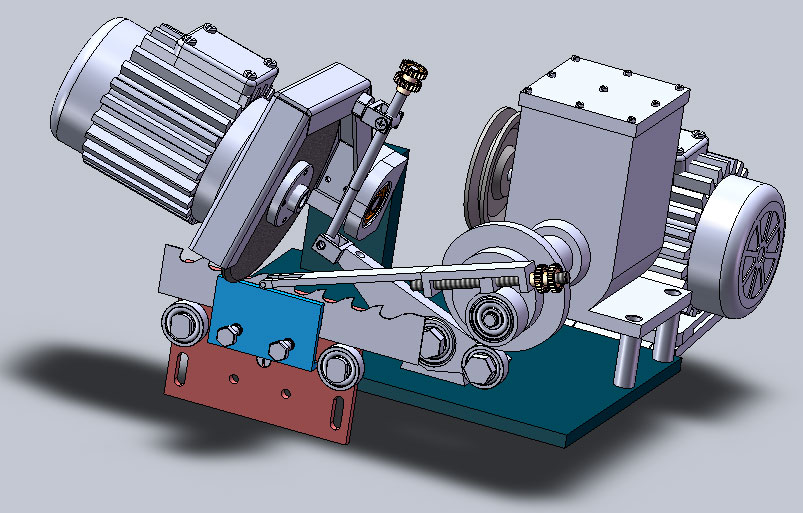
Принцип работы разводных станков
Разводной станок для ленточных пил может быть:
- однорычажным;
- двухрычажным;
- выполнять разводку одновременно на два зуба;
- ручным;
- полуавтоматом;
- автоматом.
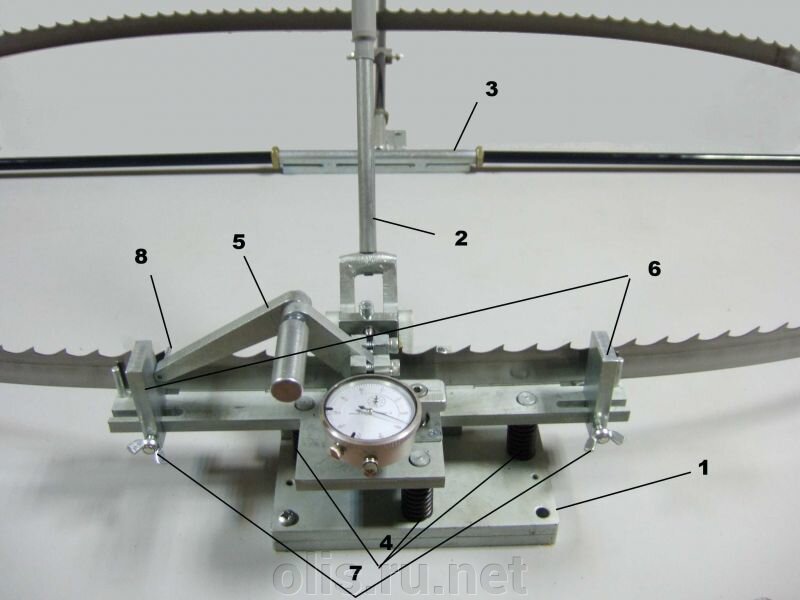
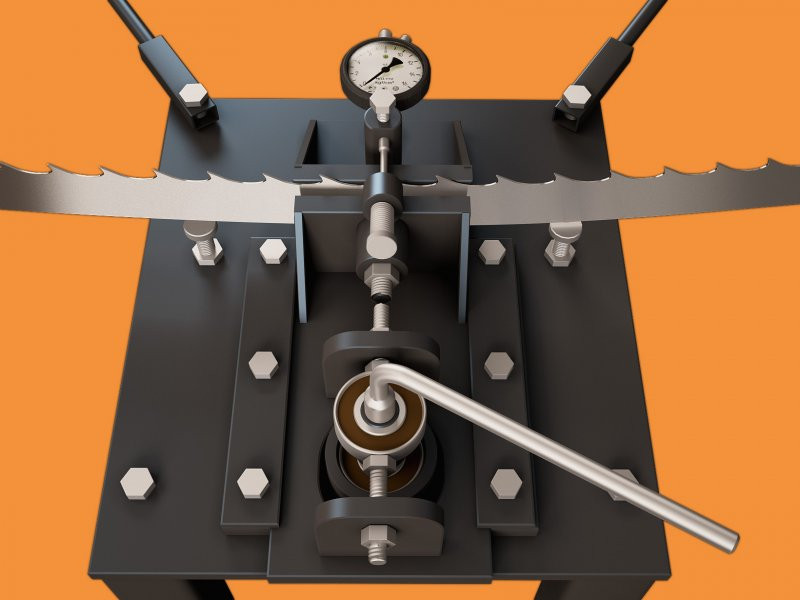
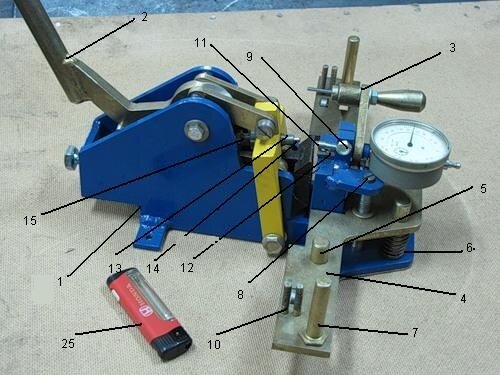
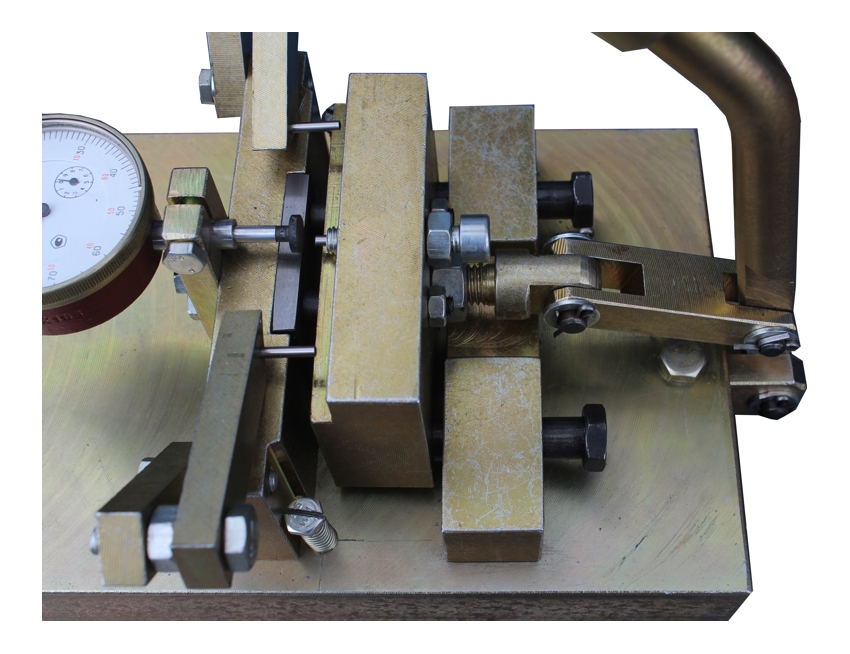
Также имеются приспособления, с помощью которых можно контролировать и разводить ленточные пилы. Их устанавливают и крепят на рабочем столе.
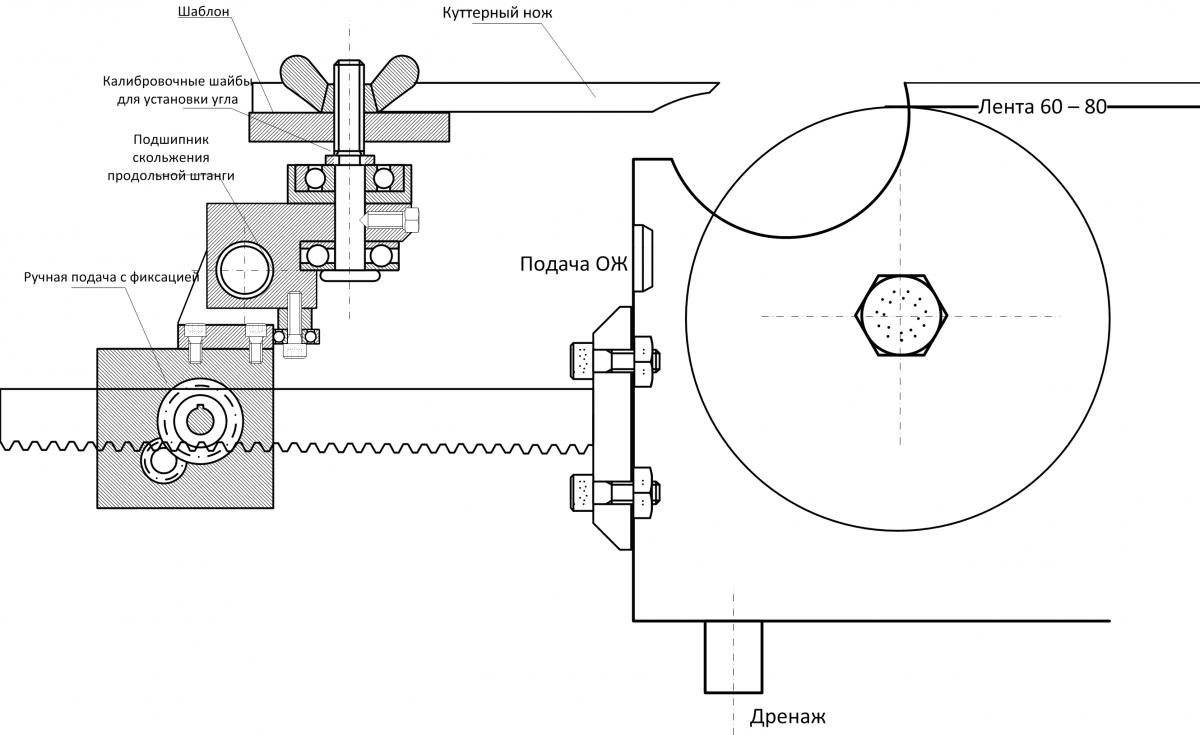
Станок для разводки ленточных пил, к какому бы виду он не относился, преследует одну конечную цель — отогнуть зубья пилы на определенное расстояние. Для установки этого расстояния используется индикатор, который помещается в нужное положение в начале работы и фиксируется.
Ручные станки обеспечивают индивидуальное разведение каждого отдельного зуба при помощи толкателя. Отводится зуб на величину большую, чем требуется, а при возврате толкателя зуб отпружинивает на несколько значений назад. Поэтому выполняется 2-3 нажатия, что способствует более мягкому и предотвращающему поломки изгибу. При этом для правильной разводки зубья захватываются на 2/3 высоты.
https://youtube.com/watch?v=b0O7dKV9RX8
При автоматическом режиме разводки на станках лента пилы устанавливается на штанги, которые регулируются в зависимости от ее длины. Затем задаются параметры: количество зубьев, величина развода. Автомат производит сам подачу и отсчет зубьев, обеспечивает работу толкателя и остановку при обработке заданного количества зубцов.
Есть возможность остановки устройства в любой точке и проведение замера развода. Разводомер показывает результат выполнения работы станком-автоматом. Возможен развод как каждого отдельного зубца, так и ускоренный режим, который позволяет одновременно толкателям воздействовать на два зуба в противоположных направлениях. Зажим пилы в станке при помощи центральной пластины обеспечивает точный результат.
Обилие видов, постоянное совершенствование и автоматизация разводных станков для ленточных пил позволяют им выполнять работу с высокой степенью точности. Это обеспечит получение продукции прекрасного качества, которая будет реализовываться на рынке по более высоким ценам.