
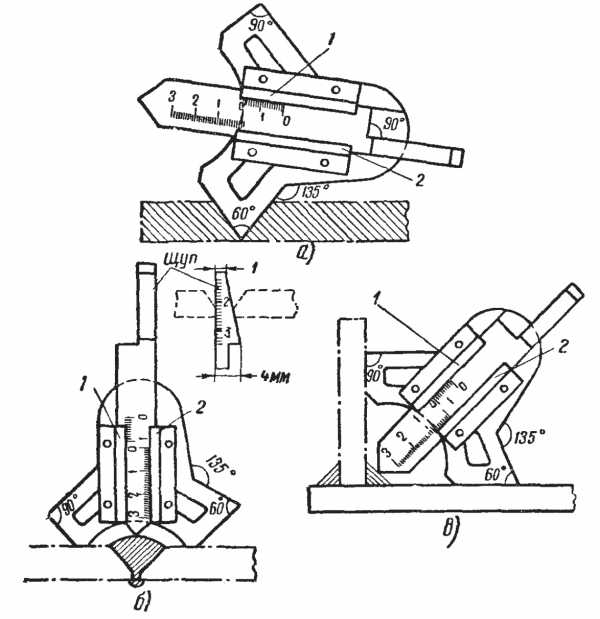
Как выбрать и использовать
При выборе ориентируйтесь на те работы, которые предположительно будете выполнять. Ведь струбцина фиксирует детали только под определенным углом. И если вам нужно варить под углом в 90 градусов, а струбцина способна зафиксировать только под 60 градусов, то толка от такого приспособления будет мало. Лучше заранее знать фронт предстоящих работ. Если это невозможно, то приобретите сразу комплект со струбцинами для сварки под различными углами.
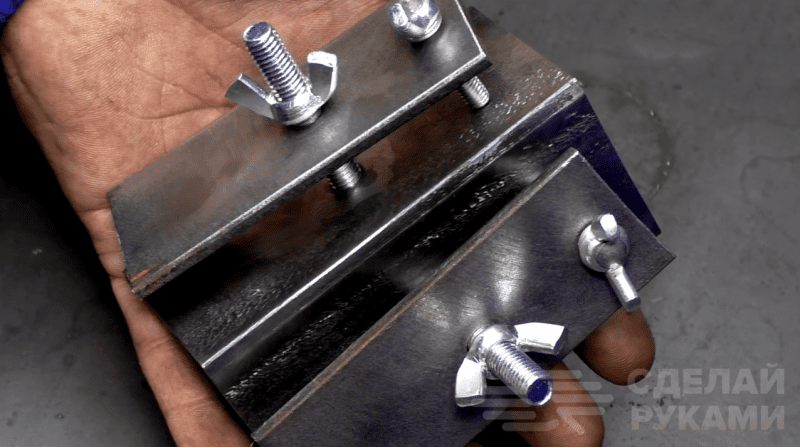
Также обратите внимание на толщину зажимных губок. Чем толщина больше, тем лучше они фиксируют детали
Это очень важный параметр, ведь при надежной фиксации сварочный шов не будет деформироваться. Отдельно обратите внимание, из чего сделаны винты. Желательно, чтобы в качестве материала был использована медь или материал с медным покрытием.
Так при разбрызгивании во время сварки металл от детали будет оседать на винтах, но не сможет их испортить. Эта проблема часто встречается у дешевых струбцин, где на резьбу попадает расплавленный металл и приспособлением просто невозможно больше пользоваться.
Это основные нюансы, но которые стоит обратить внимание при покупке струбцины для сварки своими руками. Отдельный вопрос — как использовать тиски для сварки прямых труб или любых других изделий? Ниже видео, в котором наглядно показано (6:00—10:00), как применять угловую струбцину
https://youtube.com/watch?v=aS9ZxUm7zXE
Магнитные изобретения
Магнитные приспособления для сварки очень облегчают установку сторон изделия в нужное положение. Самым простым является магнитный угольник. Он жестко фиксирует две части изделия благодаря силе притяжения, и устанавливает между ним угол в 90 градусов. Существуют более универсальные версии приспособления, где выставляется разный градус. Так можно сваривать стороны под острыми и тупыми углами.

Еще более универсальные изобретения с магнитными частыми позволяют захватывать металлический элемент и крепить его к любой стороне поверхности. Это очень выручает когда не хватает третьей руки, а помочь некому. Самодельное приспособление для сварки с подобным функционалом можно сделать из двух квадратиков металла 30 х 30 мм, к которым прикрепляется по одному магниту. На квадратики привариваются «уши» к которым, через болтовое соединение, может быть присоединено два и более «локтей» (полосок металла с толщиной стенки 3 мм, и размерами 100 х 20 мм). Такое изобретение можно выгибать и разводить как угодно. Одной стороной оно будет прилепляться к основному изделию, а второй захватывать и придерживать привариваемый элемент.
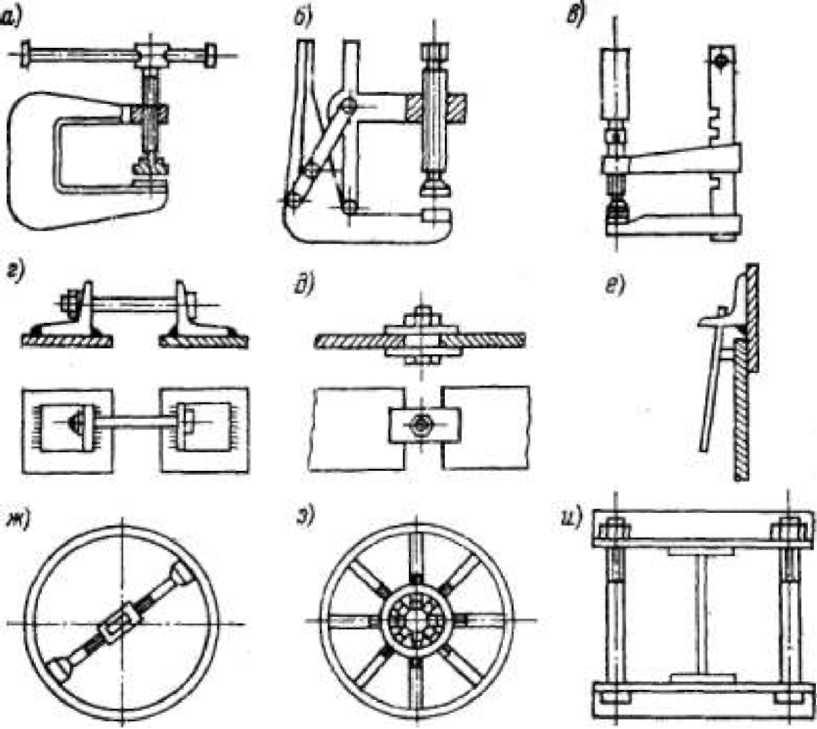
Разновидности зажимных приспособлений
От надежности крепления контакта существенно зависит качество сварных швов. При выборе типа зажима для сварочных работ учитывают:
- разновидность подключаемого тока (постоянный или переменный);
- толщину и форму соединяемых заготовок;
- марки стали.
Провод фиксируется на зажиме болтовым соединением. Масса должна плотно удерживаться, когда сварщик работает в одиночку, если нет помощника, готового поддержать клемму в случае необходимости. Все приспособления для подключения массы классифицируют по трем основным группам: «крокодилы», магнитные держатели и зажимные устройства.
Зажим для сварки «крокодил»
Стандартный фиксатор, идущий в комплекте со сварочными инверторами, называется крокодильчиковым зажимом для сварки. Названо приспособление по сходству с пастью аллигатора, зубчики, сдавливаемые пружинкой, надежно зацепляются за поверхность металла, не смещаются при случайном шевелении провода. Основное достоинства крокодила сварочного – удобное перемещение на другое место простым нажатием руки. Когда рука разжимается, «крокодилья пасть» смыкается на металле любой формы. С помощью крокодильчиков варят двутавр, фасонный профиль, трубный прокат.
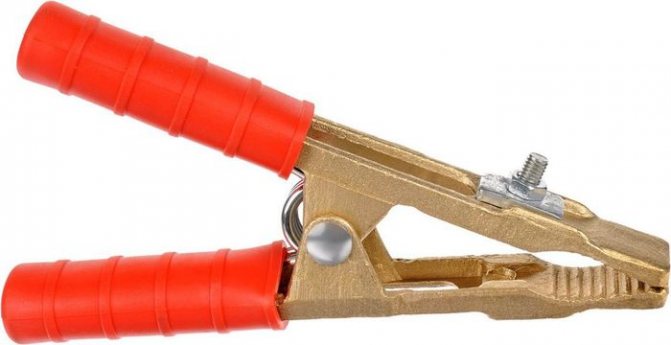
Сварочный крокодил
Недостаток зубчатых зажимов – сложность фиксации на трубах большого диаметра и угловых поверхностях, приходится дополнительно приваривать крепежный «рожок». «Узким местом» приспособлений считается пружинка. Скрученный металл не должен сжиматься слишком легко или с большой силой. При постоянной работе сварочного аппарата зажимную клемму часто приходится менять из-за несовершенства пружинки.
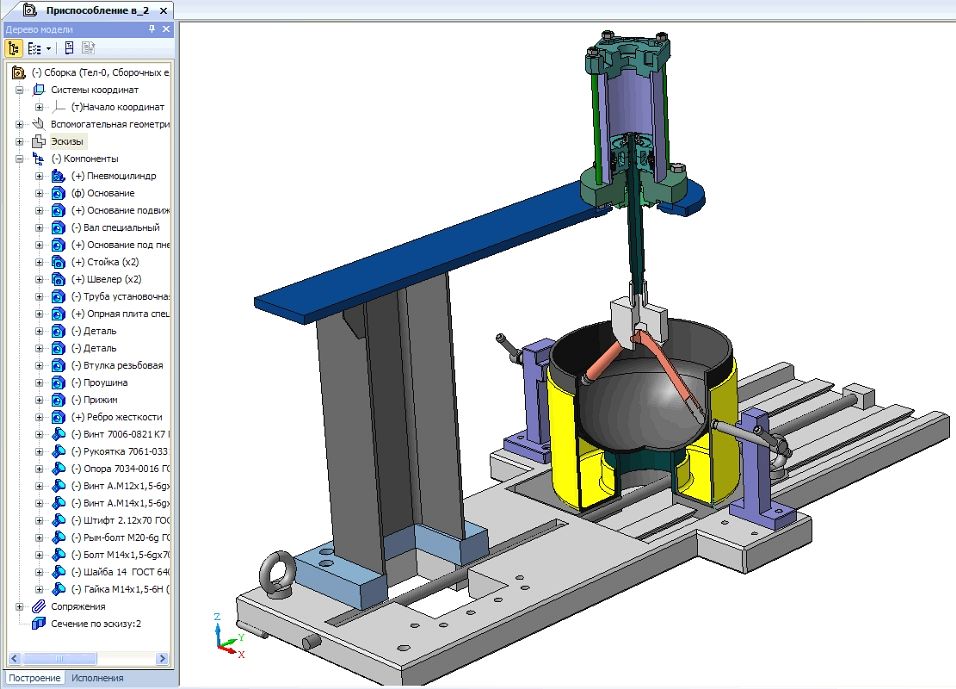
Кондукторы
Кондукторы — это приспособления для сборки и сварки, которые используются в производстве полотенцесущителей, сложных узоров из кованных элементов, и рамок с дверями от промышленных сейфов.
Металлоконструкция имеет две конусообразные опоры по бокам, между которыми фиксируется крутящаяся плоскость. На последней имеются регулирующиеся продольные балки, с рядом винтовых прижимов. Благодаря многочисленным отверстиям в балках, прижимы можно устанавливать по всей длине, в зависимости от размера изделия. Благодаря разводу или сведению самих балок регулируется ширина собираемой конструкции.

Благодаря кондукторам для сварочных работ выставляется и удерживается сразу расстояние между сторонами изделия, его продольная и поперечная плоскость. Сварщиком проверяется только диагональ, и можно приступать к работе. Устройство вращается, поэтому есть легкий доступ к обварке как наружных, так и внутренних швов. Для фиксирования наклона при вращении используется круг с многочисленными отверстиями на одной из сторон плоскости. В него вставляется упор. Более сложные механизмы содержат электромотор и редуктор.
Раздвижные механизмы кондуктора позволяют использовать его как универсальное средство для сварки больших и малых изделий. При работе с нержавеющими сталями, чтобы предотвратить появление царапин от винтовых прижимов, последние снабжаются войлочными наклейками на «губы», а масса вещается непосредственно на изделие. Такой аппарат-кондуктор можно собрать самому из профильной трубы. Понадобятся подшипники и длинные болты для крепления передвижных частей.
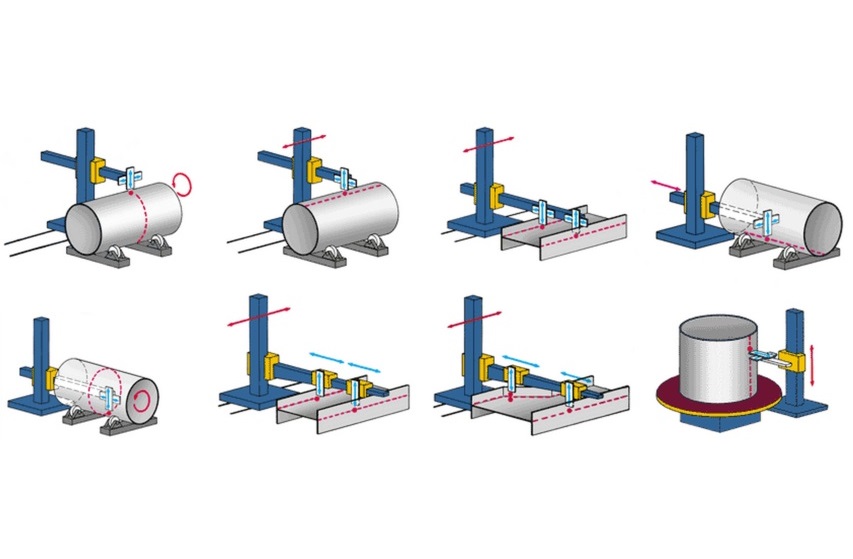
Приспособления для сварки труб
Правильно используя приспособления для сварки труб, мастеру удастся выполнить поставленные работы быстро и качественно. В быту применяется широкий спектр различных устройств для сварки профильных труб. Это могут быть как профессиональные, так и самодельные варианты.
Главная задача подобных механизмов – правильно установить детали в нужном положении.
По своей функциональности их классифицируют на:
- упоры;
- угольники;
- шаблоны;
- призмы.
Первый тип применяется для фиксации заготовки на основной поверхности. Второй вариант позволяет устанавливать детали под определенным углом. Призмы располагают трубы в нужном положении по отношению к уже стоящим частям конструкции.
Описанные механизмы позволяют надежно устанавливать трубы и фиксировать их положение от случайного смещения.
 Приспособления для сварки труб.
Приспособления для сварки труб.
К ним относят:
- струбцины для выполнения сварочных работ;
- зажимы крокодилы;
- стяжки;
- распорки.
Струбцина является универсальным механизмом, широко используемым при выполнении различных работ с металлическими деталями. Они относятся к наиболее важным устройствам, без которых не обходится практически ни одна работа.
Струбцина может иметь различную форму и конструкцию. Например, существуют быстрозажимные струбцины с кулачковым механизмом.
Для работы с трубами более удобными зачастую оказываются зажимы. Они более приспособлены к такому применению. Их использование очень простое, деталь закрепляется путем изменения зева винтом зажимной ручки.
Стяжки применяются для сближения двух деталей. Длина подобного механизма бывает различной, в зависимости от поставленных задач.
Осуществлять сборку всей конструкции очень удобно с использованием сварочного кондуктора. Он позволяет обеспечить высокую точность сварки. Особенно часто данное приспособление используется в профессиональных мастерских и на производстве.
Для надежного закрепления частей изделия кондукторы оснащены крокодилами на 500 или 200 мм, в зависимости от выполняемой работы. Конечно эти параметры могут быть и другими. В бытовых условиях можно ограничиться клещами для точечной сварки, сделанными своими руками.
Приспособления для установки и крепежа
В продаже встречаются универсальные приспособления для сборки различных конструкций. Они могут выполнять сразу несколько технологических задач, зачастую во внутрь вставляется деталь и затягивается винтом. Сваривание труб сегодня проводится крайне часто. Именно поэтому получила распространение следующая оснастка:
- Центраторы. Подобный механизм позволяет совместить оси соединяемых элементов. Кроме этого, при их применении можно обеспечить совмещение кромок. Центраторы делятся на внутренние и наружные, сварка может проводится в разных положениях.
- Устройства с магнитом получили широкое распространение, так как просты в применении и характеризуются универсальностью.
- Механизированные стенды. Во многих случаях на подготовительные работы уходит довольно много свободного времени. При использовании стендов можно существенно ускорить процесс подготовки, а также прочно закрепить заготовки в требуемом положении. Изделия предварительно собираются, после чего фиксируются на стендах для проведения сварки. Чаще всего механизированные стенды используют в случае сборки габаритных изделий плоской или объемной формы.
- Кантователи применяются для поворота крупногабаритных заготовок. Выделяют механизмы роликового и цевочного, рычажного, центрового и цепного типа. Все они характеризуются своими определенными особенностями, которые нужно учитывать при выборе наиболее подходящего варианта.
- Манипуляторы приспособлены к повороту свариваемого изделия на момент проведения работы. Современные варианты исполнения могут делать поворот в нескольких плоскостях, за счет чего существенно увеличивается область применения приспособления и комфорт на момент сварки. Некоторые модели способны проводить поворот заготовки с требуемой скоростью, за счет чего повышается качество шва.
Центраторы для труб

Кантователь
Наружные центраторы сегодня встречаются намного чаще, представлены конструкцией с подвижными звеньями, для объединения которых применяются шарниры. Есть и самодельные варианты исполнения, изготавливаемые из подручных материалов.
Технологические приспособления
Применение сборочно-сварочных приспособлений снижает трудоемкость сборочных операций, уменьшает остаточные деформации, повышает качество конструкций и упрощает контроль и приемку собранных конструкций. Правильно спроектированное и изготовленное приспособление должно отвечать следующим требованиям: быть удобным в эксплуатации, обеспечивать проектные размеры изделия, быструю установку элементов и съем собранного или сваренного изделия, иметь невысокую стоимость и удовлетворять требованиям техники безопасности при выполнении сборочных и сварочных работ. Тип приспособления определяется серийностью производства и степенью сложности конструкции. В единичном производстве обычно применяют универсальные приспособления. В серийном производстве, в зависимости от количества изготовляемых однотипных изделий, используют как универсальные, так и специализированные приспособления. В массовом производстве распространены приспособления различных типов, от простых до сложных, быстродействующих, с элементами автоматики.
Установочно-закрепляющие приспособления
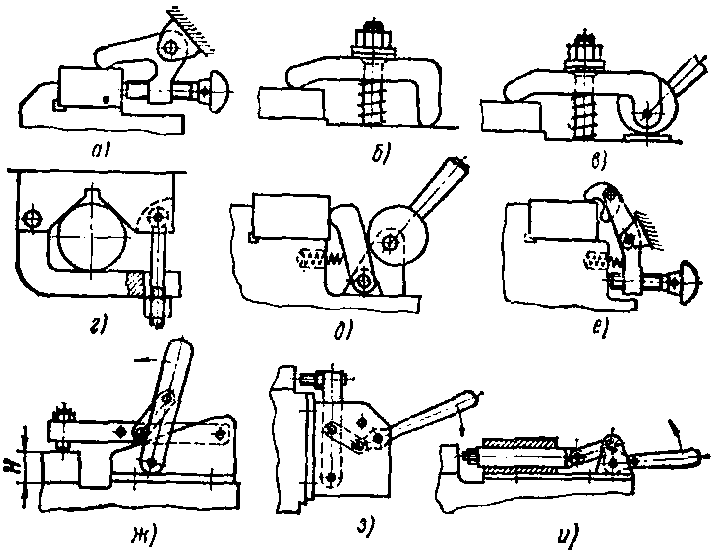
Наиболее удобны в использовании приспособления для сварки, выполняющие комплексную функцию установки детали в нужное положение и ее закрепление. В этом случае не нужно заботиться о том, чтобы правильно выставить детали, достаточно просто вставить их в приспособление и затянуть винты или эксцентрики. На рисунке ниже изображено три подобных устройства для сборки элементов под углом 90°, позволяющие быстро и легко выставлять и крепить свариваемые детали в одной и двух плоскостях. Для обеспечения выемки конструкции из приспособления после сварки, один из зажимов у приспособления для объемной сборки (вверху справа) выполнен поворотным.
Установочно-закрепляющие приспособления для сварки
Угловые зажимы Bessey
Использование углового зажима Strong Hand Tools
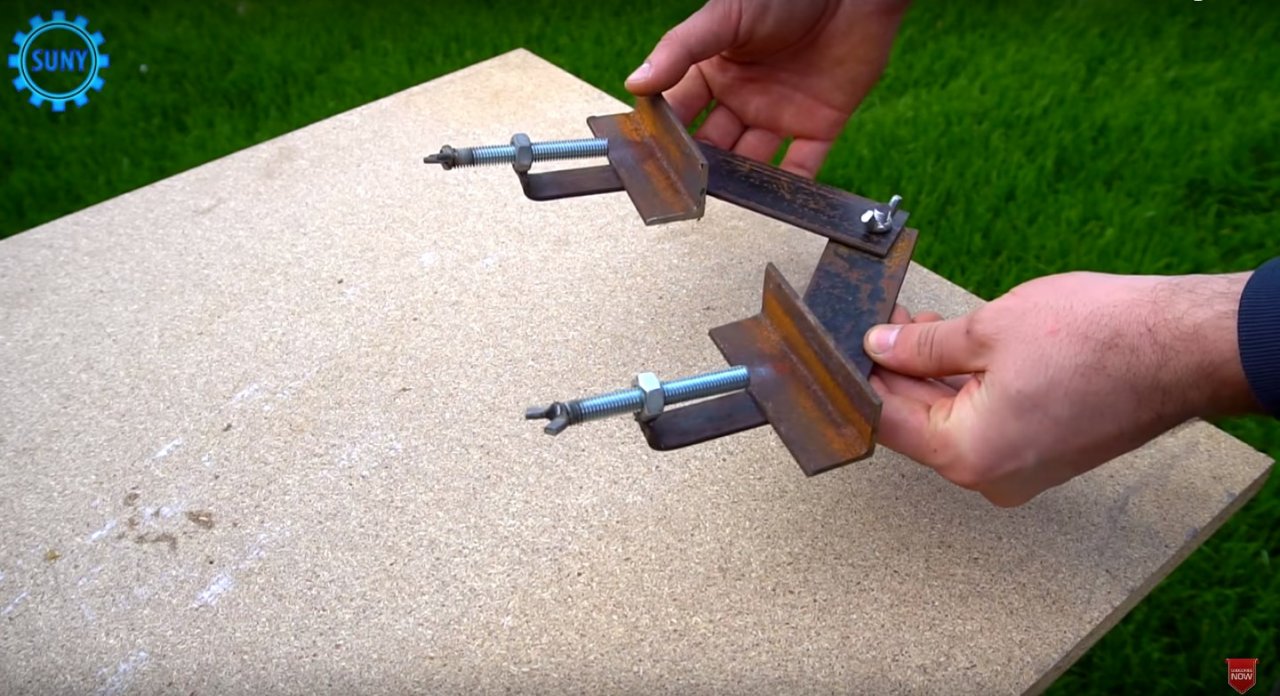
Простое приспособление для фиксации деталей под прямым углом легко сделать своими руками. Для этого потребуется два отрезка уголка, отрезок полосы, две струбцины, угольник и сварочный аппарат.


Самодельное приспособление для сварки
Отрезанные на нужную длину уголки и полоса (размеры можно увидеть на фото, шкала дюймовая) фиксируются струбцинами, с использованием угольника.
Самодельное приспособление для сварки
После фиксации и проверки правильности положения уголков, уголки прихватываются к полосе в четырех точках. Если сразу сделать длинный шов или точки будут слишком большие, то конструкцию поведет.
Самодельное приспособление для сварки
Самодельное приспособление для сварки
Далее струбцины и угольник снимаются, чтобы их не повредить при последующей сварке, и уголки привариваются более надежным швом, чередуя короткие швы с разных сторон, чтобы конструкцию не повело. Затем прижимаются струбцины и привариваются в нескольких точках. Хотя струбцины можно и не приваривать.
Самодельное приспособление для сварки
Установочно-закрепляющие устройства
Для того, чтобы мастер мог качественно выполнить свою работу, зачастую соединяемые детали необходимо закреплять определенным образом. В простых мастерских широко используются универсальные устройства, позволяющие решать данную проблему.
Самыми популярными механизмами являются те, которые позволяют одновременно устанавливать и закреплять части конструкции.
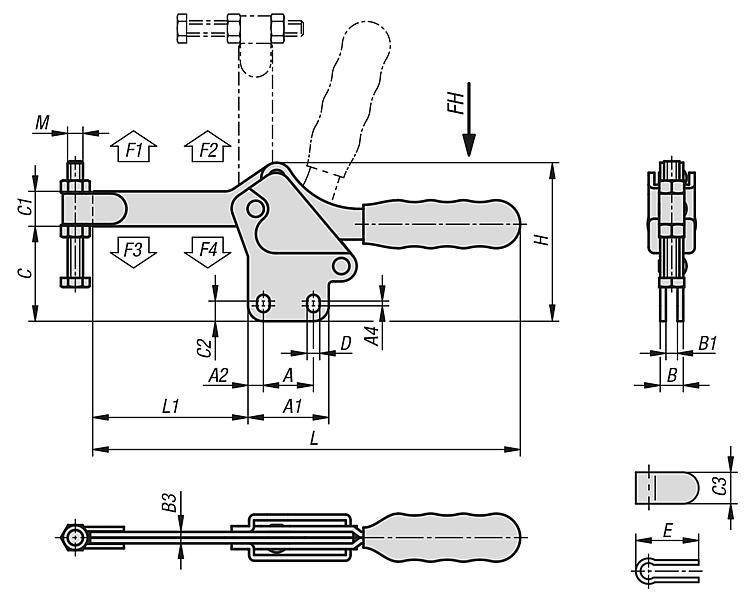
Схема струбцины для сварочных работ.
Для этого используются следующие сварочные приспособления:
- угловые зажимы;
- тиски для сварки;
- зажимы с фиксатором и т.д.
Если предстоит работать с крупными деталями, то для этого мастерят специальную раму. На нее устанавливают изделия под углом 90 градусов. При такой укладке удается получить гарантированно верное расположение деталей на плоскости.
Угловая струбцина для сварки помогает выдержать прямой угол между частями изделия. Затем, используя клещи для контактной сварки, необходимо прихватить детали в нескольких местах. После выполнения этих операций на конструкцию можно накидывать клеммы массы для заземления и приступать к работе.
Если предстоит соединять мелкогабаритные детали, можно воспользоваться зажимом или ручными клещами для контактной сварки.
Особенности намотки обмоток.
Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.
- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более “жесткий” режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются.
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника. В этом случае сварочный аппарат имеет крутопадающую характеристику, варит “мягко”, длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется – это явный признак короткозамкнутого витка
В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами.
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
| 1. Равномерная; | 2. Секционная; |
| а – сетевая обмотка; | б – силовая обмотка |
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
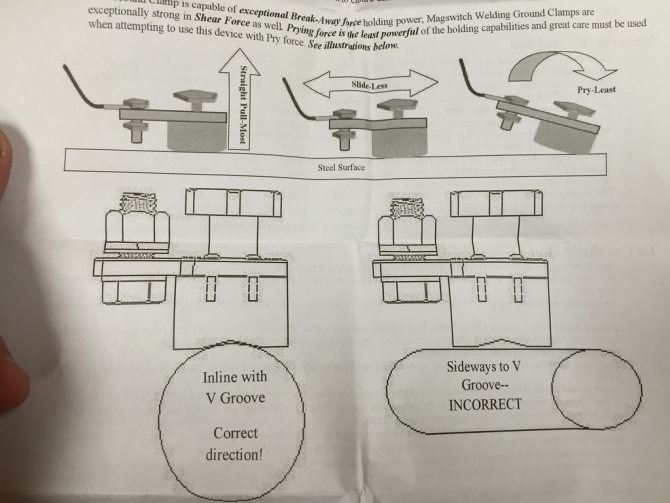
Магнитная земляная клемма для сварочных работ
Долго охотился за этой вещью- производитель из Австралии, редко где есть, по некоторым данным устройство сняли с продажи. Брал до каруселей с курсом, ценник был на пределе, сейчас уже сильно бы подумал. Предназначение- быстрое подключение/отключение земляного контакта от сварочного аппарата к детали, дополнительный контакт при сварке.
Классическая «прищепка» в некоторых местах монструозна, особенно если деталь маленькая, или наоборот, когда деталь объемная и не имеет краев, за которые можно было бы ее зафиксировать, также хотелось получить дополнительную точку земляного контакта при сварке деталей с зазором- когда дуга до образования мостика между свариваемыми деталями тянется в сторону той, к которой подключена единственная точка земли.
Устройство рассчитано на максимальный ток до 200А, в комплекте есть зажимные метизы (болт, гровер, гайка) для подключения к кабелю. У производителя имеются устройства на большие токи, мне 200А достаточно.
Принцип действия основан на том, что при повороте ручки внутри поворачивается цилиндрический магнит, полюсы которого располагаются не классически, вдоль оси цилиндра, а поперек, в следствии чего замыкается или размыкается магнитопровод, которым служит основание устройства, оно либо примагничивается к детали, либо нет.
Т.е. сверху ручка, поворачивая которую по часовой стрелке на 90 градусов вы закрепляете клемму на детали, против часовой- освобождаете. На круглые трубы необходимо ставить чтобы выемка была соосна трубе, и помнить о том, что не стоит греть клемму свыше 80 гр. — вероятно может потерять свои свойства магнит. Также при переноске и хранении в «не прилепленном» состоянии — рекомендуется отключать, чтобы не получить травмы и не поломать что-то внезапно прилипшее к клемме.
Ход ручки плавный, мягкий.
Поставляется в блистере, имеется инструкция:

Внешний вид:

Снизу, виден паз, наличие которого увеличивает площать контакта при закреплении клеммы на круглых трубах

Оригинал инструкции
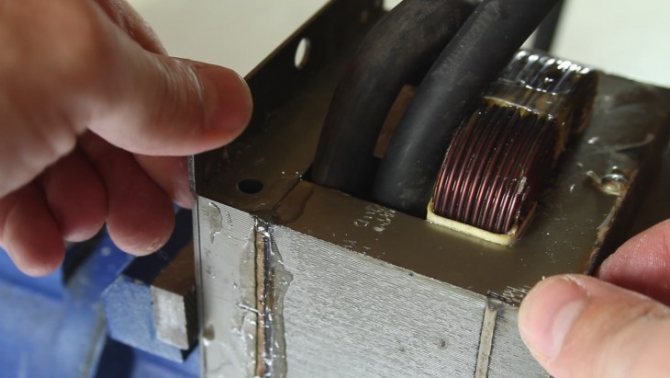
Что внутри, разборка
Фиксируется четырьмя болтами:

Верхняя часть

Низ с магнитом

Низ без магнита — вынуть проблематично, очень сильный

Магнит с прокладкой отдельно (прокладка антифрикционная, для уменьшения сцепления с нижней частью)

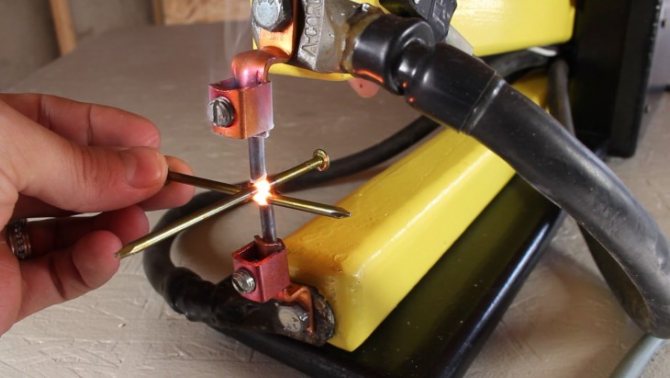
Пробую закрепить на плоском:

На круглом:

Пример использования с форума websvarka.ru

Держит для своих размеров очень прилично, с плоского и толстого оторвать рукой перпендикулярно плоскости получится, но с хорошим усилием. Очень удобная приспособление для сварочных работ, также можно пользоваться для фиксации, как ограничитель.








Сборочные и сварочные стенды
Стенды, стеллажи и плиты — простейшие устройства для укладки и фиксации в удобном для сварки положении собранных под сварку изделий.
Стеллаж для сборки и сварки
Сборочные стенды представляют собой конструкции с базовой поверхностью, на которой производится сборка и сварка изделий. При ручной сварке часто применяют универсальные сборочно-сварочные плиты с пазами для различных крепежных устройств или стеллажи.
Стенды и приспособления, в которых совмещены операции сборки и сварки, бывают стационарными, передвижными и накладными.
Различные балки собирают и сваривают на козлах такого стеллажа, установленных на небольшом расстоянии друг от друга по всей длине, или на универсальном стенде, состоящем из ряда неподвижных стоек 2, к которым крепятся, в зависимости от конфигурации балки, сменные опоры 1.
Схема универсального стенда для сварки балок: 1 – опора; 2 – стойка; 3 – сварочный трактор.
Перечисленные стенды относятся к беззажимным приспособлениям. К ним относятся столы для сварки сравнительно мелких деталей и плиты. Стенд или стол подключаются, как правило, к источнику питания дуги и обеспечивают подвод тока к свариваемому изделию.
Если изделие подается на сварочную установку в собранном виде, то эта установка должна иметь устройства для укладки и фиксации изделий в удобном для сварки положении. В таких случаях могут быть применены универсальные или специализированные стенды. Универсальное приспособление для сварки рамных конструкций содержит ряд плит с пазами, в которые в зависимости от конфигурации свариваемого изделия крепятся различные упоры, фиксаторы и зажимы. Такие стенды снабжают набором универсально-наладочных приспособлений, которые могут фиксироваться в различных сочетаниях в пазах базовых плит. Для сборки и сварки аналогичных конструкций могут также применяться специализированные стенды для определенных изделий. Они снабжены плитой, на которой укреплен ряд постоянных фиксаторов, определяющих взаимное положение собираемых под сварку деталей. Примером универсальных стендов для сборки и сварки плоских листовых конструкций могут служить электромагнитные стенды. На электромагнитных стендах может производиться сборка и сварка листов толщиной до 15 мм. Недостаток подобного рода приспособлений – отрицательное влияние магнитного поля на сварочную дугу в процессе сварки.
Кондуктор — сборочно-сварочное приспособление, снабженное упорами, гнездами, крепежными приспособлениями, дающее возможность вести сборку и сварку изделий в наиболее удобном положении. Кроме того, в состав стендов и приспособлений входят устройства для удерживания ванны расплавленного металла и флюса в зоне сварки, для формирования ша и т.д. Механизированная сварка чаще всего выполняется в сборочно-сварочных или сварочных кондукторах. В этих приспособлениях элементы кондуктора не мешают движению сварочного автомата; сам кондуктор может наклоняться, придавая шву положение удобное для автоматической сварки.
Примеры сборочно-сварочных кондукторов
Фиксаторы – элементы, определяющие положение свариваемых деталей относительно всего приспособления (стенда, стеллажа, кондуктора и т.п.). К фиксаторам относятся: упоры (постоянные, съемные, откидные), установочные пальцы и штыри (постоянные, съемные), призмы (жесткие и регулируемые) и шаблоны.
Съемные упоры применяются в настраиваемых по типу деталей приспособлениях или при сварке деталей, съем которых невозможен из-за упоров. В последнем случае предпочтение заслуживают откидные быстродействующие упоры. Как правило, упоры служат и опорными базами, а в некоторых случаях могут служить одновременно шаблонами для приварки сопряженных деталей. Они могут быть силовыми (ограничивающими) и направляющими (ненагруженными).
Фиксаторы в виде пальцев или штырей обеспечивают точную установку деталей и применяются в деталях с обработанными поверхностями. Призмы, регулируемые и нерегулируемые, применяют для сварки труб, профилей и т.п.
Шаблоны предназначены для; фиксирования устанавливаемых при сборке деталей по сопрягаемым деталям узла или по каким-либо опорным контурам изделий. В этом случае само изделие является несущим элементом приспособления.
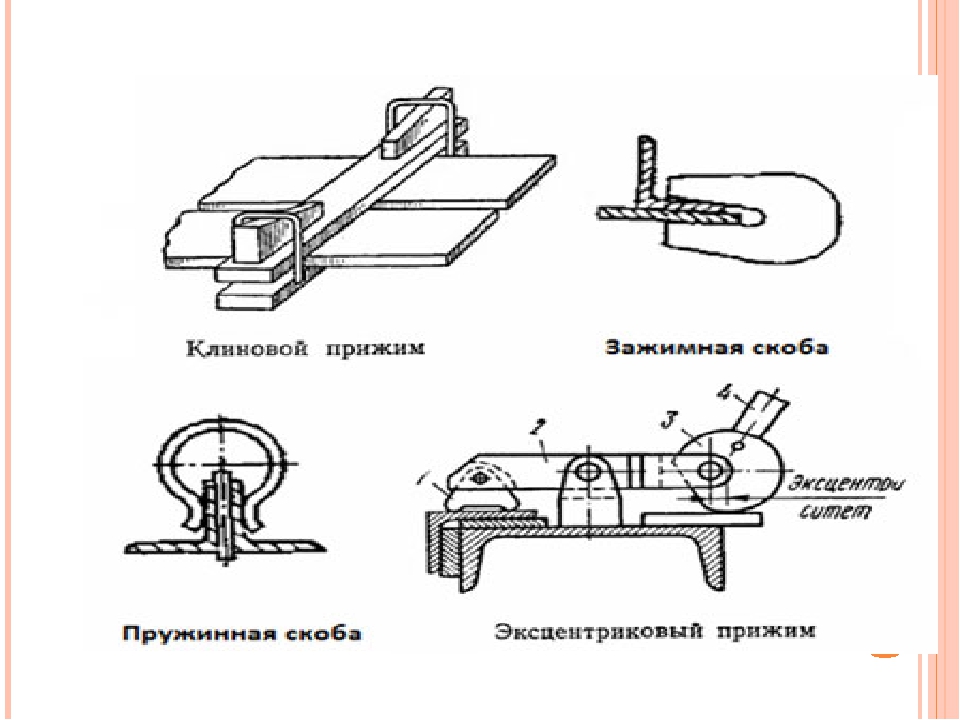
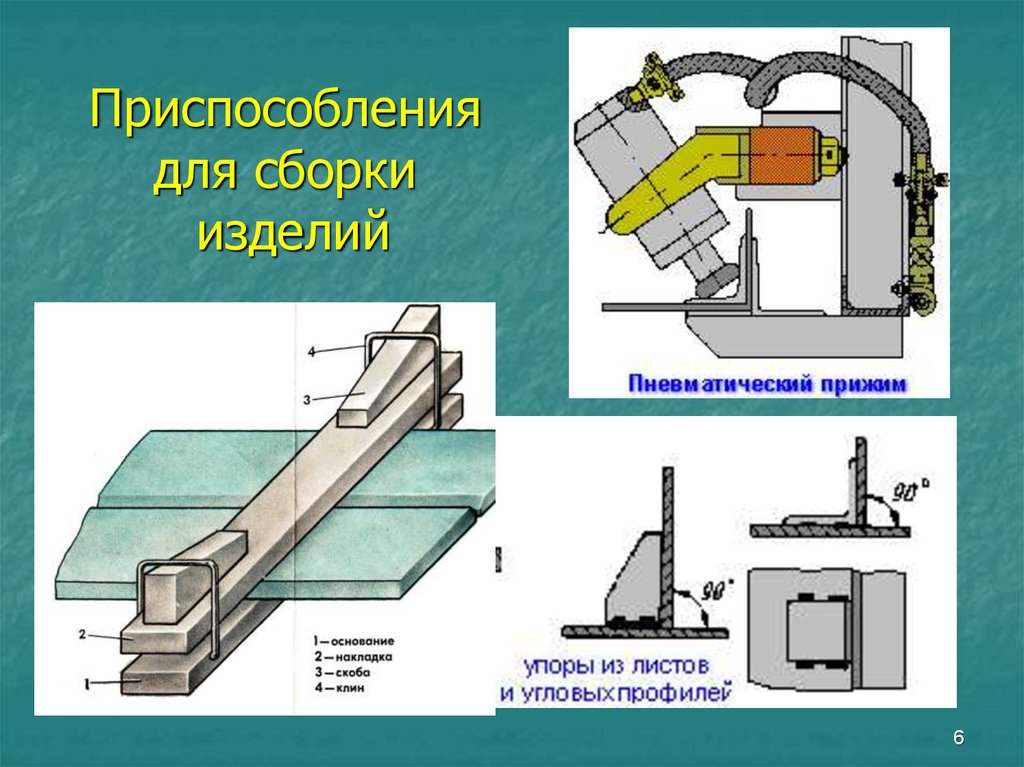
Прижимы – элементы приспособлений, обеспечивающие прижим деталей друг к другу, к фиксаторам или несущим поверхностям приспособлений. Прижимы бывают механические пневматические, гидравлические и магнитные.
Механические прижимы конструктивно просты и поэтому наиболее распространены.
Наряду с механическими прижимами применяют также пневматические, гидравлические и магнитные прижимы.
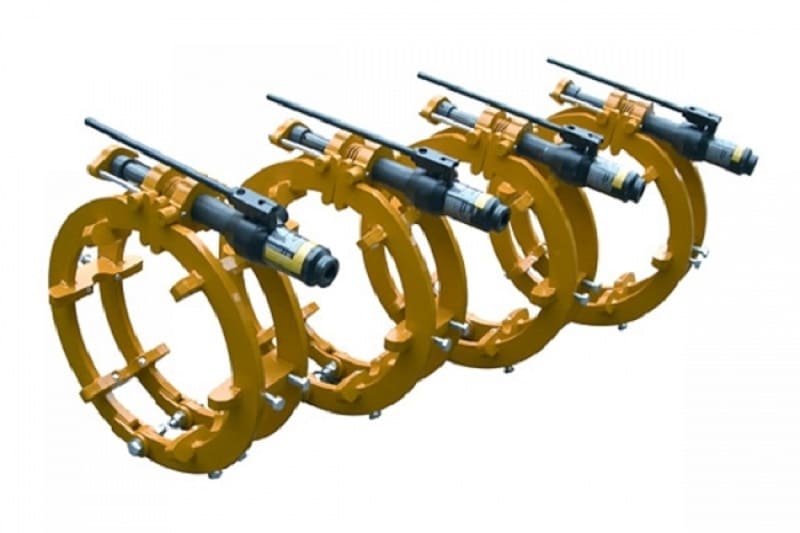
Устройства для сварки труб
Оборудование для сварки трубопроводов обеспечивает центрирование сопрягаемых изделий и поддерживает равномерный зазор между кромками. Существуют приспособления для прямолинейных магистралей и угловых ответвлений. В конструкцию изделия входят зажимы и дополнительные фиксаторы, установленные на подвижных штангах или цепях.

Для сварки трубопроводов существуют специальные приспособления.
Например, для использования простого устройства для прямолинейного трубопровода сварщику необходимо:
- Сдвинуть заготовки с предварительно подготовленными кромками.
- Надеть на внешние части труб зажимы и затянуть винты.
- Отрегулировать зазор вращением болта, соединяющего кронштейны с фиксаторами.
- Заполнить стык расплавленным металлом, а затем снять оснастку и очистить поверхность шва от окалины и шлака.
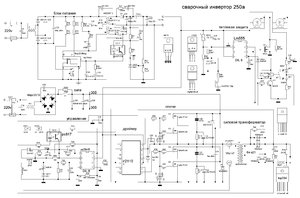
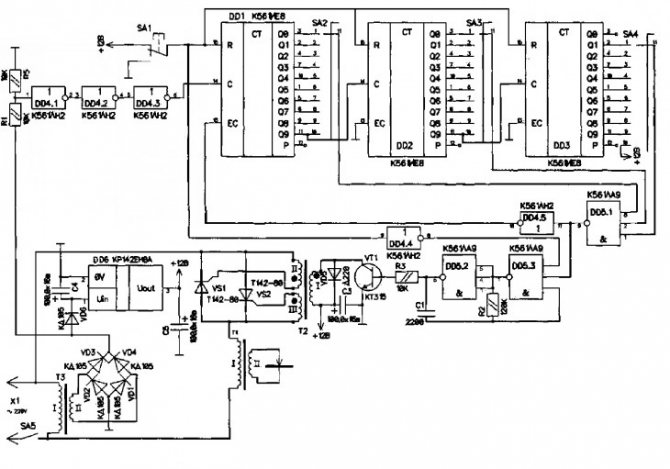
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
 Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
 В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
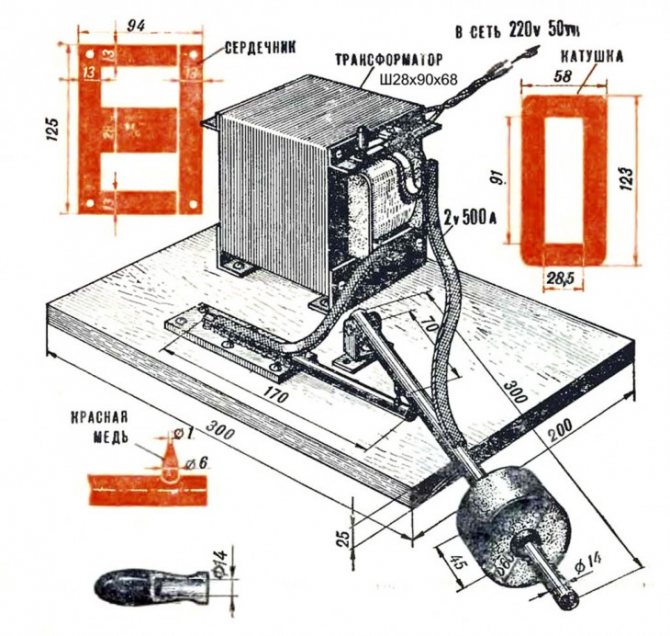
Как правильно рассчитать параметры детали?
Все достаточно просто. Размеры центрального отверстия(окна) должны вместить всю обмотку трансформатора. На фото сварочного аппарата изображена подробная схема сборки механизма.

Площадь крена можно рассчитать по формуле: S=a*b. Готовый результат вычислений не должен быть меньше 36 кв. см. Чем больше площадь, тем меньше греется аппарат во время работы.
Далее наматываем понижающий трансформатор, состоящий из витков тонкой проволоки. Для этого делают 210 витков тонкой проволоки. С другой стороны делают намотку из 160 витков. Третья и четвертая первичная намотка, должна содержать 190 витков. После этого на поверхности крепят толстую платину.
Концы намотанной проволоки фиксируют болтом. Его поверхность отмечаю цифрой 1. Следующие концы проволоки закрепляют подобным образом с нанесением соответствующей разметки.








Обратите внимание!
-
Лампа для дезинфекции коронавируса (COVID-19) — обзор лучших вариантов, а также инструкция по применению
-
Как сделать медицинскую маску: инструкция по изготовлению простых и сложных масок для защиты от коронавируса (COVID-19)
-
Как связать тапочки крючком? ТОП-8 лучших идей от мастериц. Пошаговая инструкция, как связать красивые и теплые тапочки своими руками

В готовой конструкции соотношение наматывания обмотки будет равно 60% к 40%. Такой результат обеспечивает нормальную работу аппарата и хорошее качество сварочного крепления.
Контролировать подачу электрической энергии можно при помощи переключения проводов на необходимое количество обмотки. В процессе работы не рекомендуется перегревать сварочный механизм.
Центраторы
Сборочно сварочных приспособлений для работы с круглыми трубами не много. Главной особенностью работы с такими деталями является обеспечение соосности сторон. Если разница составит более 1,5 мм, то это будет заметно невооруженным глазом. На ответственных изделиях, где важен эстетичные вид, такое недопустимо.

Центраторы сводят свариваемые стороны между собой, выравнивая их либо преимущественно по верхней и нижней части, либо по всей окружности. Они бывают винтовые, обхват которых достигает всех сторон трубы, и прижимные — с полукруглыми лапками. Оборудование центрует трубу, и выполняется сварка. После чего приспособа убирается.