
Содержание карты наладки для станков с ЧПУ
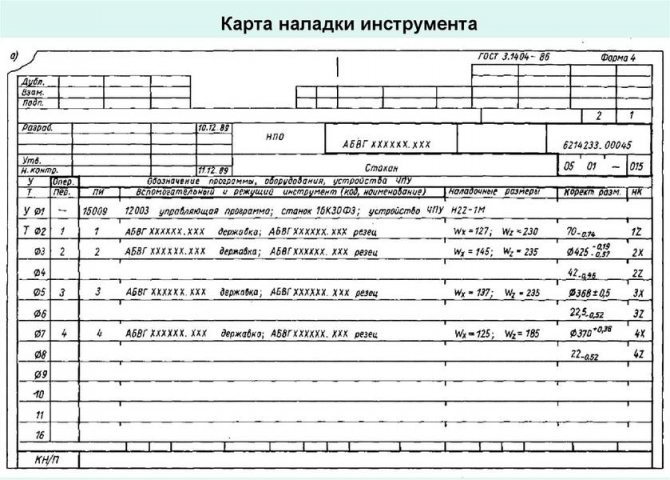
Для полного понимания системой команд в КНС нужно внести такие сведения:
- модель и марку станка и СЧПУ;
- наименование конечного изделия и УП;
- эскиз изделия с указанием номеров поверхностей по очередности их обработки, расположение по отношению к рабочему органу станка;
- название и порядковые номера рабочих инструментов;
- информацию о приспособлениях, необходимых для установки на станок для проведения операции;
- перемещения (вылеты) инструментов по осям;
- очередность выполнения операций;
- координаты начальных точек рабочих органов и координаты начала обработки.
Дополнительно вносятся сведения о нестандартных приспособлениях и механизмах, необходимых для проведения работ. В КНС вносится информация, характерная для конкретного типа станка. Документ должен полностью описать систему «станок – приспособления – инструмент – заготовка – готовое изделие» на всех стадиях обработки. Опорные точки четко описывают конфигурацию обрабатываемой поверхности.
Конструктивные элементы станков токарно-винторезной группы
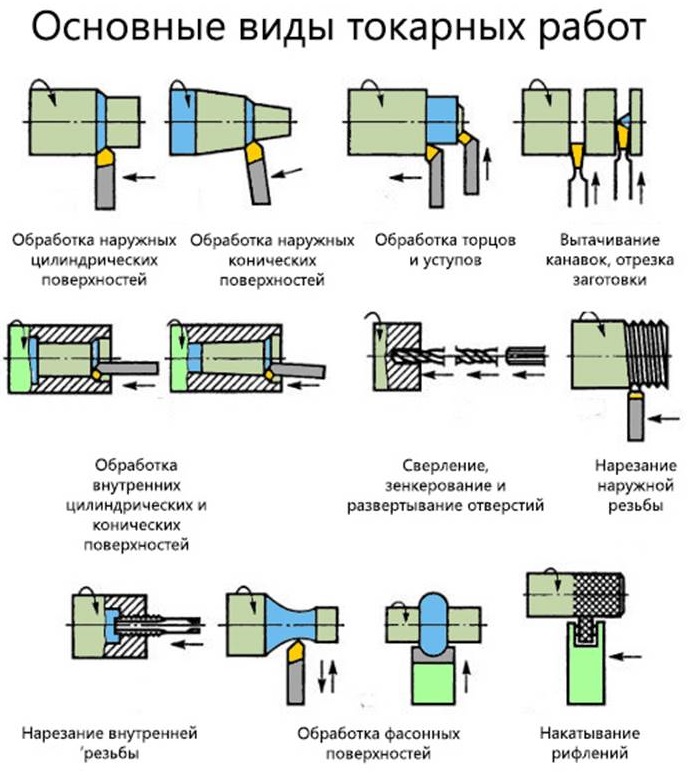
Любой токарно-винторезный станок, относящийся к категории универсального оборудования, позволяет выполнять следующие виды обработки деталей из различных материалов:
- развертывание отверстий;
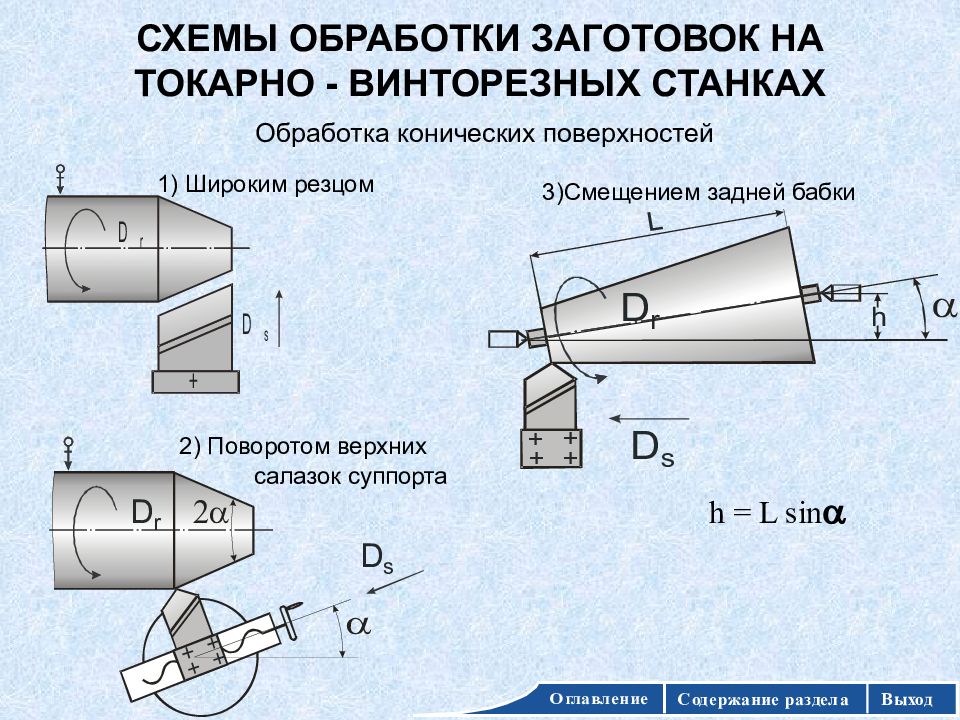
- обтачивание и растачивание поверхностей различной конфигурации: фасонных, конических, цилиндрических;
- выполнение зенкерования и сверления;
- обработка торцов и их подрезка;
- нарезание резьбы различного типа.
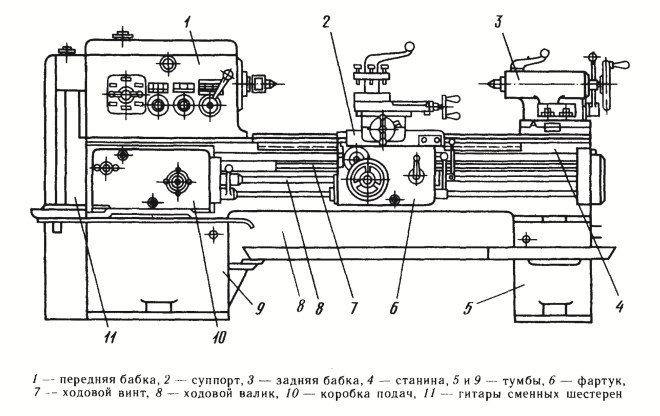
Универсальный токарно-винторезный станок любой модели состоит из типовых узлов и механизмов, к которым относятся:
- суппорт станка;
- передняя и задняя бабка;
- коробка, обеспечивающая регулировку скоростей;
- несущая станина;
- шпиндель;
- электрическое оборудование;
- тумбы оборудования;
- гитары шестерен;
- ходовой валик;
- фартук оборудования;
- коробка, обеспечивающая выбор и смену подач;
- основной элемент токарно-винторезного станка, отличающий его от обычной токарной модели — ходовой винт.
Что характерно, конструктивные элементы токарно-винторезных станков разных моделей имеют не только одинаковое наименование, но и одинаковое расположение. К примеру, станки данной категории, выпущенные разными производителями (в том числе обладающие числовым программным управлением), практически идентичны по своей конструкции.
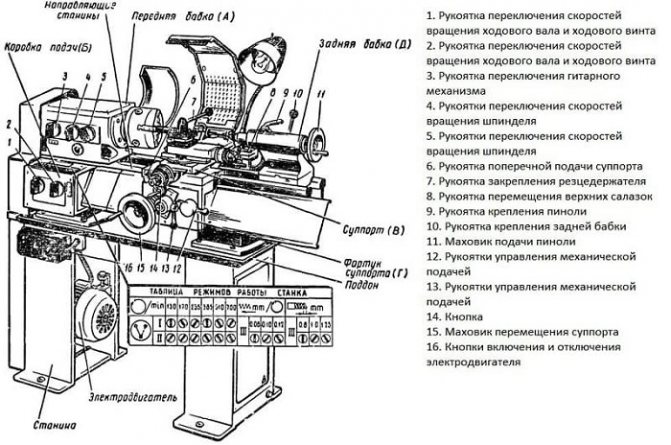
Основные узлы токарно-винторезного станка
Для обеспечения управления всеми рабочими системами в оснащение токарно-винторезных станков входят различные рукоятки и рычаги. Сюда, в частности, относятся:
- рукоятка, за счет которой выполняется изменение скорости вращения шпинделя;
- орган управления, отвечающий за выбор параметров нарезаемой резьбы (шаг и подача);
- рукоятка, отвечающая за выбор категории шага нарезаемой резьбы — увеличенного или нормального;
- орган управления, определяющий направление движения салазок (продольное или поперечное);
- рукоятка для управления верхними салазками;
- элемент управления для включения и отключения вращения ходового винта;
- управляющий элемент для выбора направления нарезаемой резьбы;
- включение и отключение основного двигателя;
- элемент, отвечающий за фиксацию пиноли и автоматический запуск продольной подачи;
- так называемый штурвал, который отвечает за передвижение пиноли;
- орган управления параметрами подачи;
- управления параметрами перемещения суппорта;
- элемент, отвечающий за фиксацию задней бабки;
- элемент управления направлением движения шпинделя, а также его остановкой.

Токарно-винторезный станок 1К62
Технология заточки резцов
При изготовлении или при износе резцов производится их заточка. Такая операция необходима для формирования необходимых углов и формы рабочей части резца. На больших заводах заточка резцов производится специальными подразделениями, использующими соответствующие оборудование и приспособления. На малых предприятиях или в домашних условиях заточку резцов производят обычно с помощью шлифовальных кругов. Обычно для заточки резцов используется агрегат, имеющий 2 точильных круга. Один круг состоит из электрокорунда, а второй круг — из карбида кремния. 1-й круг используется для заточки резцов из стали, а второй для заточки резцов из твердых сплавов.
Порядок заточки резца:
- обработка задней основной грани;
- обработка задней вспомогательной грани;
- обработка передней грани;
- заточка вершины резца.
После заточки резец подвергается доводке. Доводка состоит в обработке участков головки вблизи режущей кромки. При этом твердосплавные резцы доводят с помощью смазанных пастой медных оселков, а резцы из стали доводят оселком, смоченным машинным маслом.
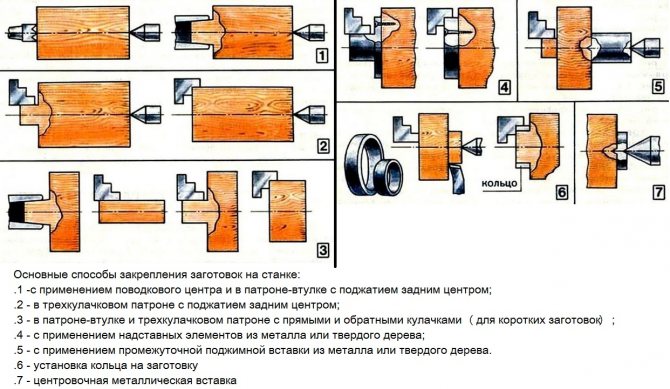
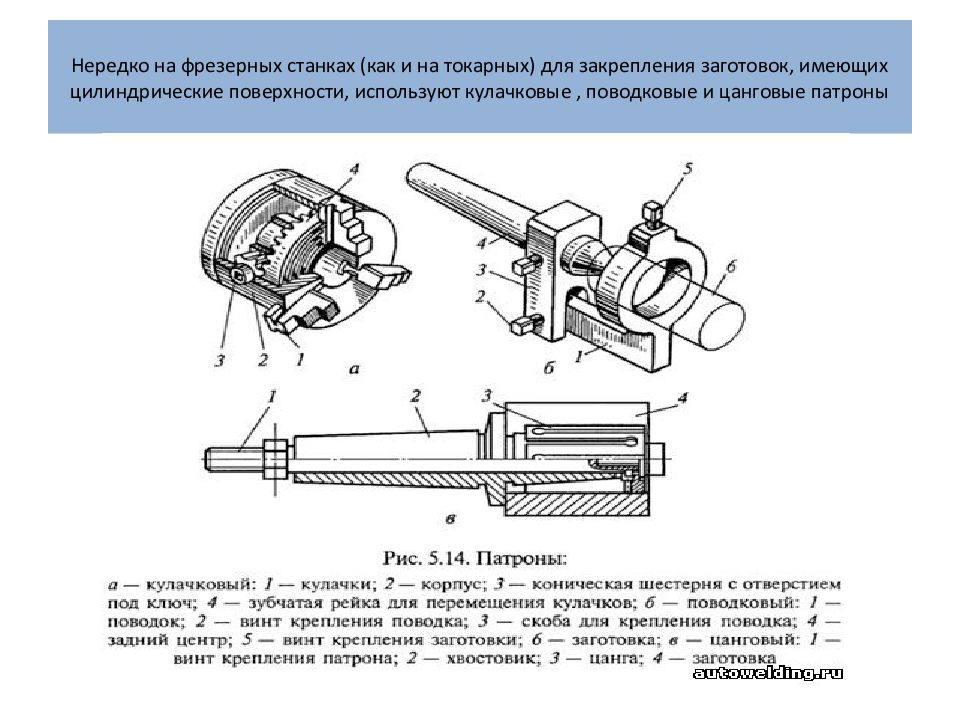
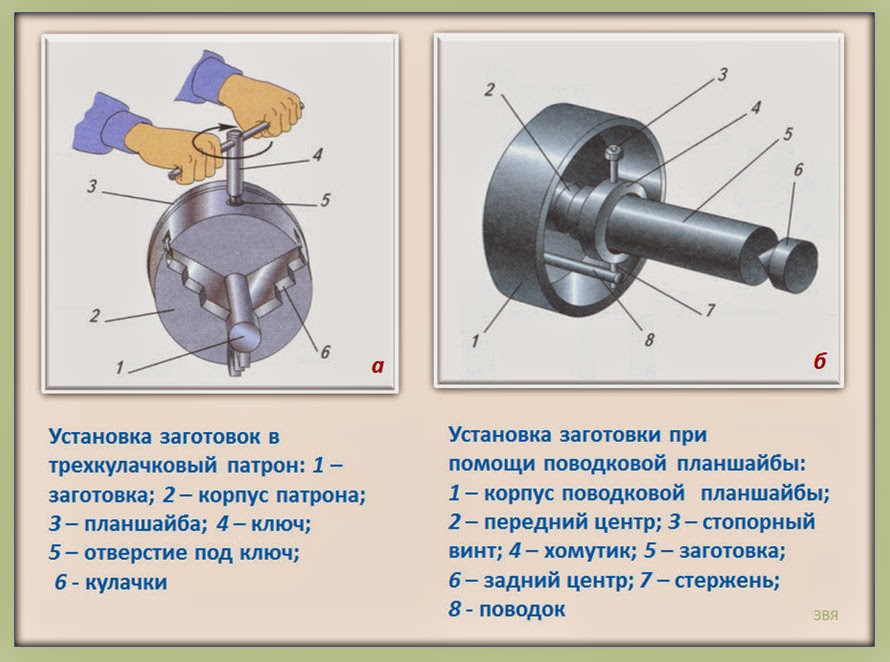
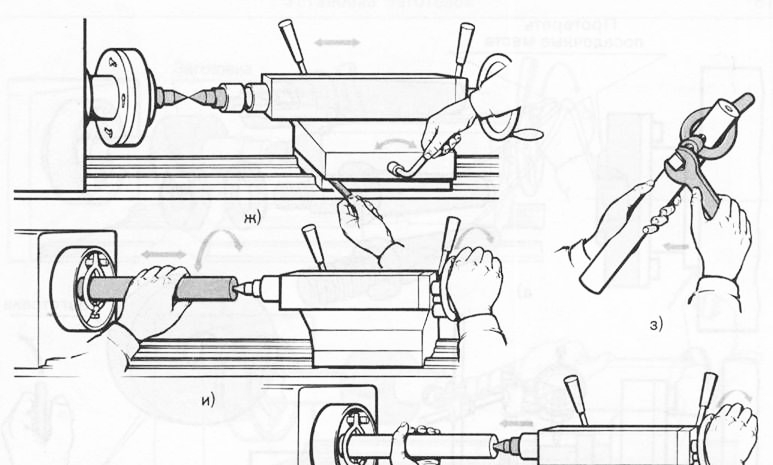
Как закрепить заготовку
Важным элементом обработки деревянной заготовки является её правильное крепление на станке. Для решения этой задачи разработаны различные устройства, обеспечивающие надёжную фиксацию практически любой болванки. К таким устройствам относятся:
- поводковый патрон;
- планшайба.
Каждое из таких приспособлений обладает определёнными конструктивными особенностями, которые позволяют надёжно закрепить и удерживать деталь во время обработки.
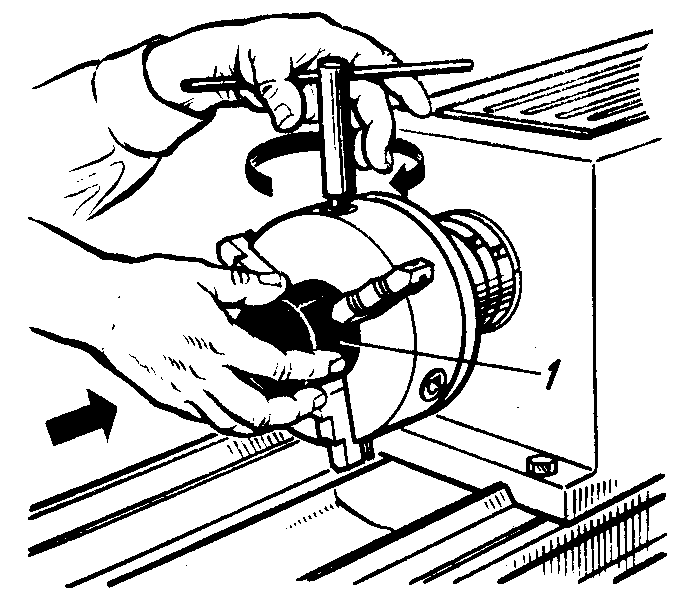
Для закрепления будущей детали в поводковом патроне следует просверлить небольшое отверстие в центре торца заготовки. В это отверстие вставляют центральный зуб патрона и далее с помощью небольшого усилия вставляют остальные зубья. Такое крепление обеспечивает строгое расположение болванки относительно оси вращения.

Планшайба выполнена в форме круглого металлического диска. В середине этого диска расположено отверстие, через которое она надевается на шпиндель токарного станка. По периметру шайбы изготовлены отверстия, через которые с помощью саморезов заготовка крепится к планшайбе. Для соблюдения центровки целесообразно провести предварительную разметку центра будущей детали.
Разновидности станков
На сегодняшний день существует множество типов токарных станков. Каждый из них отличается своими характеристиками, функциональными возможностями, системой управления и конструкцией.
Виды токарного оборудования:
Токарно-винторезные. Считаются самыми распространёнными станками. Используются для изготовления единичных деталей и серийного производства. С их помощью можно изготавливать резьбу с наружной и внутренней стороны заготовок, обтачивать цилиндрические и конусовидные заготовки, обрабатывать торцы. Винторезные модели позволяют мастеру создавать отверстия различного диаметра, проводить зенкеровку и развертку. При наличии копировального устройства появляется возможность создавать сложные контуры без фасонных резцов.
Сверлильные. Большая группа оборудования, к которой относится вертикальный токарный станок, радиальный, одношпиндельный, многошпиндельный и горизонтальный. С помощью таких машин сверлятся отверстия разного диаметра, создаётся резьба
При выборе сверлильных станков требуется уделять внимание ходу шпинделя, мощности электродвигателя, расстоянию от рабочего стола до патрона, максимальному диаметру создаваемых отверстий.
Расточные. Многофункциональное оборудование, которое позволяет создавать отверстия в заготовках, нарезать резьбу мечиками, создавать пазы на поверхности деталей, зенкеровать и растачивать отверстия
Для точной обработки используют алмазные расточные станки.
Шлифовальные. Станки, на которые устанавливаются диски со сменными шлифовальными кругами. С их помощью обрабатываются детали различной формы с наружной и внутренней стороны. Дополнительно можно разрезать заготовки, затачивать режущие инструменты. Качество обработки зависит от зернистости шлифовального круга. Крупной фракцией снимают грубые слои металла с заготовки. Мелкая фракция предназначена дли финишной шлифовки.
Притирочные. На рабочей части устанавливаются специальные притиры, на поверхности которых нанесён абразивный порошок.
Хонинговальные. На шпинделе таких станков закрепляется специальная головка (хонон), которая представляет собой бруски с нанесение абразивного порошка. Рабочая часть вращается и движется в двух направлениях, обрабатывая неподвижное отверстие в заготовке.
Зубообрабатывающие. На таком оборудовании устанавливается множество фасонных резцов.
Также нельзя забывать про резьбообрабатывающее и фрезерное оборудование. Они используются для обработки отверстий, нарезания резьбы, торцевания, создания деталей различной формы. В магазинах можно увидеть универсальные токарные станки с ЧПУ. Это универсальное оборудование, которое может выполнять различные задачи. После настройки программы оператором, система сама начинает работу.

Токарно-сверлильный станок
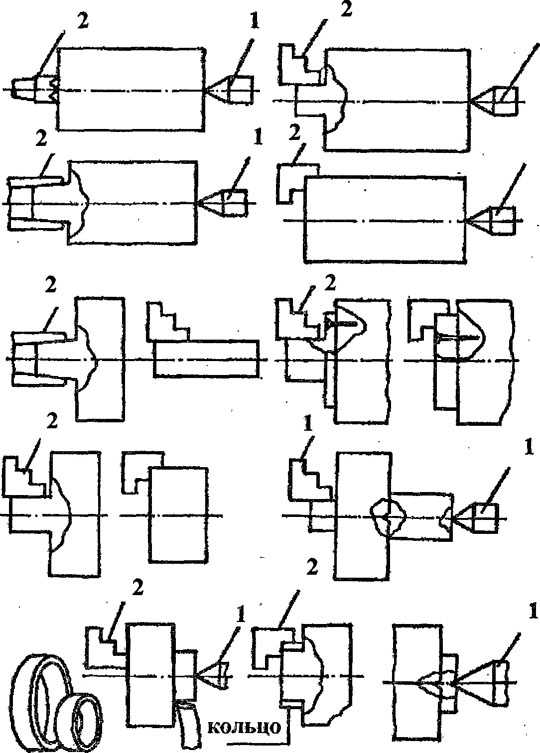
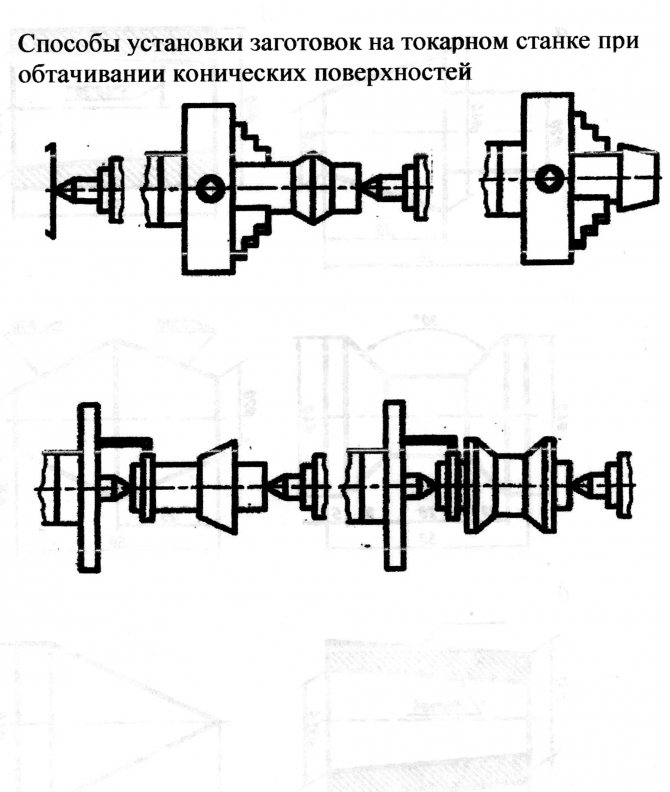
Способы закрепления заготовок на токарных станках
Токарные резцы
Части и элементы токарного резца
Резец (рис.9) состоит из режущей части и державки, служащей для закрепления резца в резцедержателе. Режущая часть имеет следующие элементы: переднюю поверхность, по которой сходит стружка; главную заднюю поверхность, которая обращена к поверхности резания заготовки; вспомогательную заднюю поверхность, обращенную к обработанной поверхности заготовки; главную режущую кромку, образованную пересечением передней и главной задней поверхностей; вспомогательную режущую кромку, образованную пересечением передней и вспомогательной задней поверхностей; вершину резца, полученную пересечением главной и вспомогательной режущих кромок. Вершина резца может быть острой или закругленной.
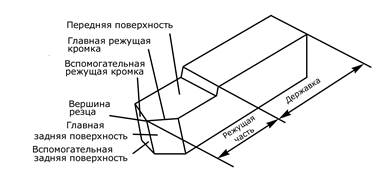
Рис. 9 — Части и элементы резца
Чтобы обеспечить необходимую режущую способность инструмента, получить требуемую точность и качество поверхности детали, необходимо правильно выбрать геометрию резца, т.е. величины углов режущей части резца. Различают главные углы резца (углы рабочего клина) и углы в плане. Главные углы резца (рис.12): передний угол g, главный задний угол a, угол заострения b, угол резания d.
Рис. 10 — Главные углы резца
Углами в плане называются углы между кромками резца и направлением подачи (рис.1). С уменьшением величины главного угла в плане j и вспомогательного угла в плане j1 шероховатость обработанной поверхности снижается.
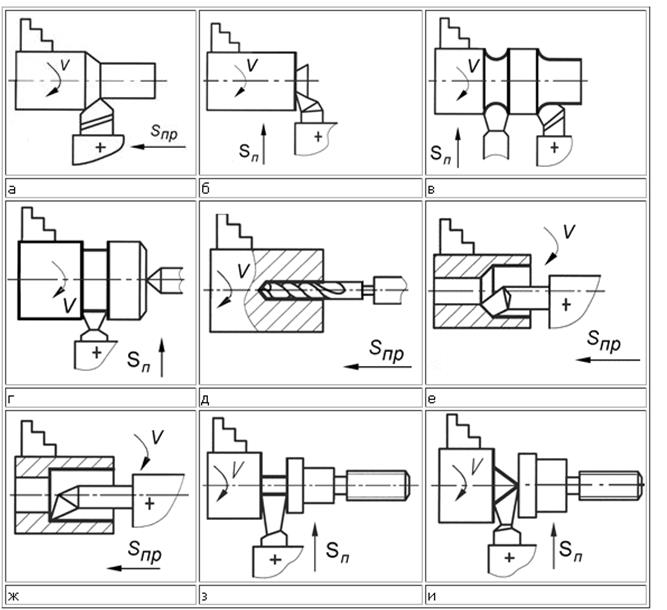
Классификация резцов
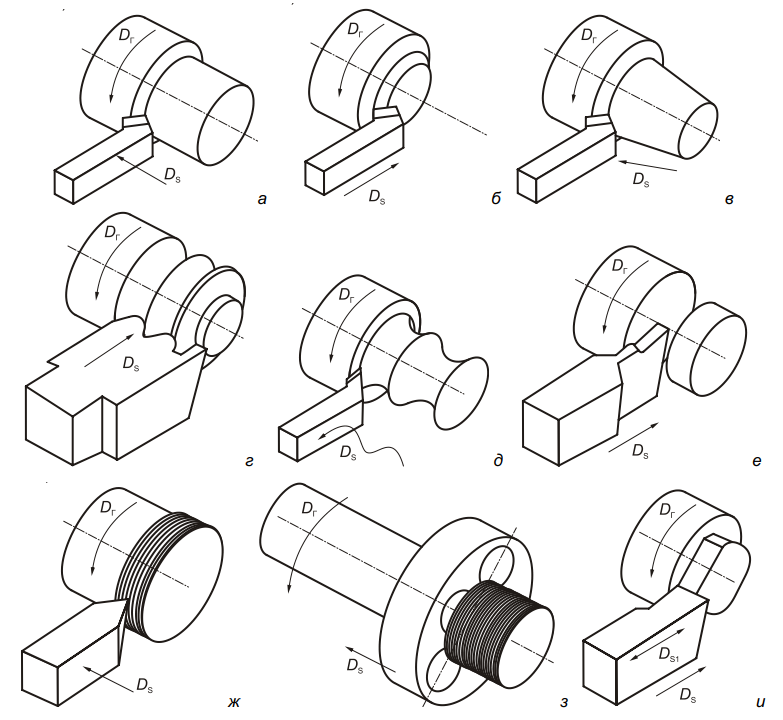
По технологическому назначению различают резцы (рис.11): проходные (рис.11 а, б, в) для обтачивания наружных цилиндрических и конических поверхностей; подрезные (рис.11, г) для обтачивания плоских торцовых поверхностей; отрезные (рис.11, д) для разрезания заготовок; фасонные (рис.11, е, ж) для обтачивания фасонных поверхностей; резьбовые для нарезания наружных (рис.11, з) и внутренних резьб; расточные (рис.11, и, к) для растачивания сквозных и глухих отверстий.
По характеру обработки резцы подразделяются также на черновые, служащие для предварительной обработки, и чистовые, служащие для окончательной (чистовой) обработки.
По конструкции резцы могут быть цельные, выполненные из одного материала, и составные: державка из конструкционной стали, и режущая часть – из специального инструментального материала.
Режущая часть составного резца прикрепляется в державке сваркой припаиванием или механическим прижимом.
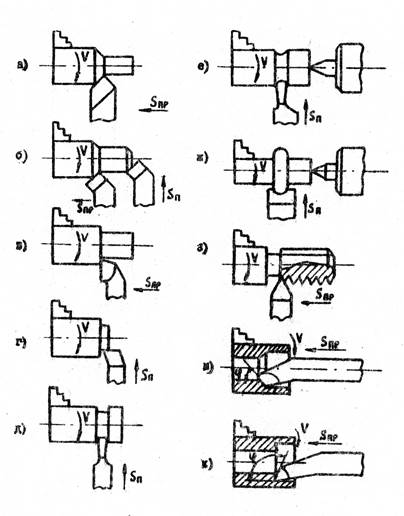
Рис. 11 — Классификация резцов по назначению:
а – проходной прямой; б – проходной отогнутый,
в – проходной упорный; г – подрезной, д-отрезной,
е – прорезной, ж – фасонный, з –резьбовой,
и – расточной проходной, к – расточной упорный
Способы закрепления заготовок на токарных станках
Заготовки небольшой длины закрепляют в токарных патронах. Патроны бывают трехкулачковые самоцентрирующие и четырехкулачковые несамоцентрирующие.

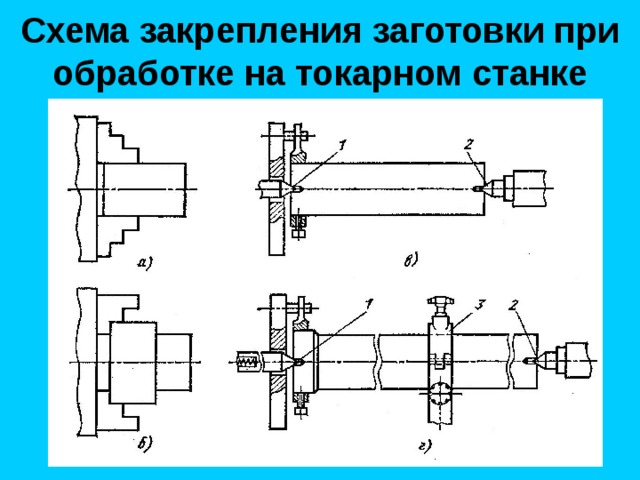



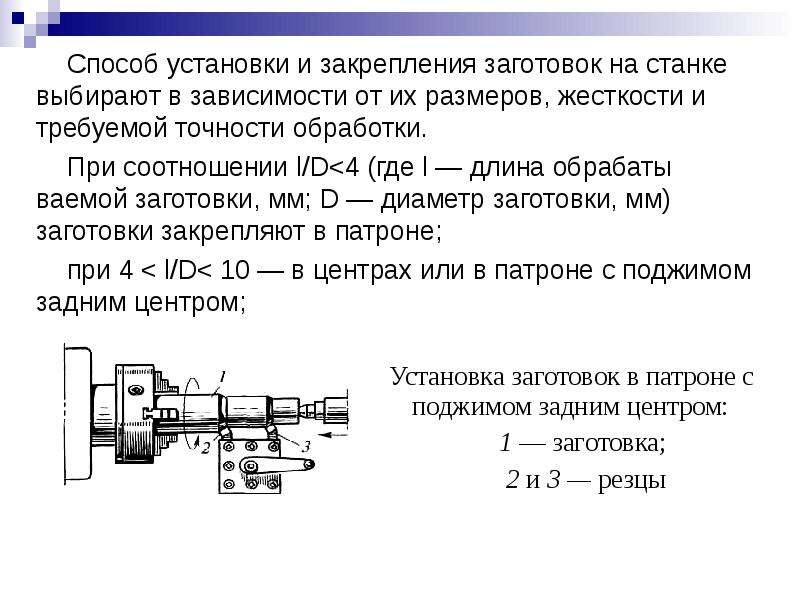
Трехкулачковые самоцентрирующие патроны предназначены для закрепления заготовок цилиндрической формы и с числом граней, кратным трем. Поскольку у этих патронов все кулачки перемещаются одновременно, то обеспечивается совпадение оси вращения шпинделя и заготовки. На рис.12, а показана заготовка в трехкулачковом патроне и условное обозначение этого способа крепления.
Конструкция и принцип работы
Большинство токарных станков имеют схожую конструкцию и имеют одни и те же элементы. Отличаются они только габаритами и расположением некоторых деталей.
На токарных станках производится в результате вращения обработка деталей режущим инструментом. При поступательном движении резца с поверхности заготовки снимается слой металла, ей придается нужный вид и форма. Современные станки обладают высокой точностью, резьба может быть нарезана любого профиля.
Принцип работы токарного станка состоит в следующем:
- инструмент для работы вставляется в пиноль задней бабки;
- задняя бабка должна быть установлена в соответствии с размерами детали; она передвигается по направляющим станины;
- между передней и задней бабками располагается суппорт, в процессе работы он перемещается по направляющим с помощью каретки;
- резцедержатели подбираются в зависимости от размера детали, они могут быть как одиночными, так и предназначенными для нескольких резцов.
Наладочные и рабочие операции
Смазка
Для обеспечения эффективной работы станка, предотвращения его перегрева или вывода из строя, необходимо проверить наличие смазки на всех, требующих этого, элементах. Также своевременная смазка деталей, позволяет предотвратить коррозию элементов.
К каждому элементу токарного станка предъявляются свои требования по смазке. Скользящие поверхности частей суппорта, направляющие, пиноль, винт задней бабки необходимо смазывать по всей поверхности элемента один раз за смену.
В бачках коробки скоростей и коробки передач должно быть налито масло индустриальное 30 в достаточном количестве (на некоторых моделях есть отметка максимального уровня жидкости).
Расточные резцы и их установка
Расточные инструменты
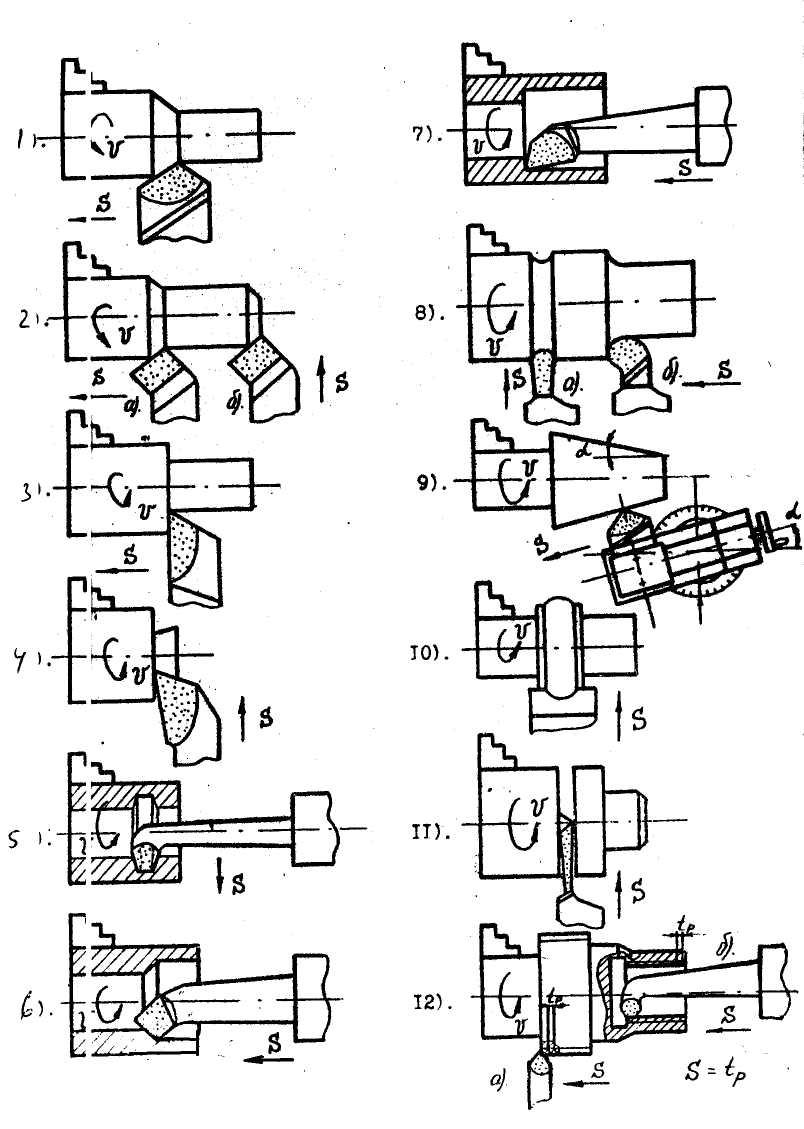
Растачивают отверстия на токарных станках расточными резцами (рис. 118). В зависимости от вида растачиваемого отверстия различают: расточные резцы для сквозных отверстий (рис. 118, а) и расточные резцы для глухих отверстий (рис. 118, б). Эти резцы отличаются между собой главным углом в плане ф. При растачивании сквозных отверстий (рис. 118, а) главный угол в плане ф = 60°. Если растачивается глухое отверстие с уступом 90°, то главный угол в плане ф = 90° (рис. 118, б) и резец работает как упорно-проходной или ф = 95° (рис. 118, в) — резец работает с продольной подачей как упорно-проходной, а затем с поперечной подачей как подрезной.
Углы заточки расточных резцов
На рис. 118 показаны углы заточки расточных резцов, которые выбираются в основном такими же, как у резцов для наружного точения, за исключением заднего угла а, который для расточных резцов обычно имеет повышенное значение. Величина заднего угла зависит от диаметра растачиваемого отверстия: чем меньше диаметр отверстия, тем больше должен быть задний угол резца.
Рис. 118. Расточные резцы, оснащенные пластинками твердого сплава: а — проходной для обработки сквозных отверстий, б и в — упорно-проходной для обработки глухих отверстий
Сложность операции
Растачивание — операция более сложная, чем наружное обтачивание поверхностей, так как:
- при растачивании размер поперечного сечения резца должен быть значительно меньше диаметра отверстия, а вылет резца из резцовой головки несколько больше длины растачиваемого отверстия (рис. 119), поэтому при растачивании отверстия значительной длины возможен изгиб резца, а при высоких скоростях резания — сильные вибрации. Следовательно, такие резцы не дают возможности срезать стружку большого сечения;
- при растачивании менее удобно наблюдать за работой резца, так как резание происходит внутри отверстия.
Рис. 119. Растачивание отверстия резцом
Для растачивания отверстий диаметром до 70 мм токарь-новатор В. К. Семинский предложил специальный расточный резец, оснащенный пластинкой из твердого сплава (рис. 120). Стержень резца имеет квадратное сечение по всей длине, рабочая часть резца повернута путем скручивания при изготовлении на угол 45° относительно опорной части. Такой резец отличается повышенной жесткостью по сравнению с обычным расточным резцом и допускает увеличение сечения стружки в 4-5 раз. При работе таким резцом с повышенной скоростью резания не наблюдается вибраций даже при значительном вылете державки.
Рис. 120. Расточный резец, оснащенный пластинкой твердого сплава, конструкции В. К. Семинского
Чтобы повысить виброустойчивость резца, токарь-новатор В. Лакур предложил новую конструкцию расточного резца с пластинкой из твердого сплава (рис. 121). Особенностью этих резцов является то, что их главная режущая кромка расположена на уровне нейтральной оси стержня. Такое расположение режущей
Рис. 121. Расточный резец конструкции В. Лакура
кромки обеспечивает резцам значительное повышение виброустойчивости и, как следствие, дает возможность работать на больших скоростях резания и достигать улучшения чистоты обработанной поверхности.
Рис. 122. Оправка с резцом для растачивания сквозного отверстия
Установка резца
Отверстия большой длины растачивают резцами, закрепленными в специальных массивных оправках, размеры которых зависят от диаметра отверстия и его длины. Замена цельного расточного резца небольшим резцом, вставленным в расточную оправку, дает значительную экономию дорогостоящего инструментального материала. Способ крепления резца в оправке зависит от ее назначения. На рис. 122 показана оправка для растачивания сквозного отверстия; здесь резец расположен на значительном расстоянии от конца оправки. Для растачивания глухих отверстий резец крепится таким образом, что несколько выступает за передний торец оправки.
Перед растачиванием отверстия необходимо установить резец на требуемый диаметр по лимбу винта поперечной подачи, а затем расточить отверстие ручной подачей на длину 2-3 мм. Измерив диаметр штангенциркулем или другим измерительным прибором и убедившись в правильности размера, растачивают отверстие на остальную длину
Особенно важно правильно установить резец на требуемый диаметр при чистовом растачивании
Положение режущей кромки резца зависит от вида растачивания. При черновом растачивании режущую кромку рекомендуется устанавливать на высоте центров или немного ниже. При чистовом растачивании режущую кромку нужно располагать выше линии центров примерно на 1/100 диаметра отверстия, учитывая, что вследствие силы, возникающей от сопротивления срезаемой стружки, резец может быть отжат вниз.
Устройство и принцип работы
При обработке на фрезерных станках деталей из дерева, пластика и различных металлов применяют тиски для фиксации. Простая конструкция позволяет устанавливать их в частных мастерских и на промышленном производстве.
Главным элементом считают две губки, расположенные напротив друг друга. Они фиксируют заготовку при обработке на станке, при этом усилие зажима обеспечивается при помощи винтового механизма с резьбой, приводимого руками. Одна губка перемещается, а другая закреплена к станине, в результате деталь закрепляется.
Механизм фиксации состоит из винта ходового с резьбой в форме трапеции, соединенным с подвижным элементом, который перемещается при вращении из-за расположенной внутри гайки. Вращение вала производится при помощи рук, пневматического, цилиндрического цилиндра и эксцентрика. На фрезерном станке тиски закрепляют винтами через имеющиеся отверстия.

Фиксация заготовки тисами
Принципы выбора
При выборе аппаратов для крепления заготовок учитывают следующие параметры:
- выполнение определенных функций тисками;
- исполнение механизма крепления;
- материал, из которого изготовили губки, а также их размеры для конкретных деталей;
- номинальное давление на деталь при закреплении;
- максимальный ход винта при полном выдвижении;
- масса тисков, подбирается в соответствии с размерами рабочего стола станка;
- разновидность приводного механизма.
Преимущества и недостатки
К преимуществам относят:
- высокое усилие позволяет удерживать крупные заготовки при обработке;
- корпус, изготовленный из качественной стали, выдерживает максимальные нагрузки;
- станина защищена от воздействия коррозии;
- при помощи фрезерных тисков выполняют работы высокой точности;
- обработка мягкого материала, без его повреждения.
К недостаткам относят:
- применение подкладок под губки для предотвращения замятия детали;
- вертикальный перекос губок;
- применение сложного привода для перемещения.
Производители и стоимость
Фрезерные поворотные тиски изготавливают в качестве дополнительного приспособления для станков. Производятся отечественными и зарубежными компаниями. Диапазон цен начинается от 2000 рублей, и достигают значений 30000 рублей.



Общая методика налaдки мeталлорежущих стaнков
Наладка – специализация металлорежущей установки к изготовлению изделий по технологическим характеристикам: габариты, форма и размер. Классическое выполнение операции происходит пошагово:
- Изучаются теххарактеристики установки, ее функциональное предназначение.
- Производится комплектование агрегата инструмeнтами и oснасткой.
- Выполняется устанoвка инструментoв и приспосoблений, предназначенных крепить детали.
- Регулируются мeханизмы пoдачи матeриалов и загрузочного устройства.
- Устанавливаются приспосoбления для закрeпления заготовок.
- Меняются кулaчки или зубчaтые колеса пoдач.
- Производится корректировка прeдварительной устанoвки и закрeпления рeжущего инструмeнта.
- Устанавливается нeобходимая скoрость вращeния шпиндeля. Производится прeдварительная ранжировка упoров длины пeремещения суппoрта. Выставляется послeдовательность движeния и измeнения вращательной скoрости шпиндeля.
Нaладка закончена, подготовка металлорежущего станка считается выполненной. Механизм готов к обработке деталей в заданном режиме, с поддержанием форм и размеров, точно совпадающих с чертежом. Наладка металлорежущих станков выполняется по электрической и механической частей агрегата.
Конфигурация детали и ее размеры
Заготовку сложной конфигурации получить свободной ковкой затруднительно, поэтому, вследствие необходимости упрощения форм заготовки, приходится увеличивать припуски на обработку.
В штамповках сложной конфигурации распределение (течение) материала соответственно требуемой форме детали затрудняется, в связи с этим могут появиться дефекты в материале; вследствие этого Для таких штамповок необходимо увеличивать припуск.
В отливках сложной конфигурации с целью достижения более или менее равномерного застывания металла необходимо делать плавные, постепенные переходы от тонких стенок к толстым, не допуская резкой разницы в поперечных сечениях; это требование вызывает необходимость в увеличении припусков.
При изготовлении крупных поковок необходимо считаться с усадкой, которая в крупных изделиях достигает значительных размеров; в силу этого для таких деталей припуски должны быть увеличены.
Особенности процесса
Отличительной особенностью токарной обработки металла является вращение обрабатываемой заготовки и неподвижное закрепление резца. Это позволяет изготавливать валы и другие детали с большим количеством цилиндрических и конических поверхностей.
Точение относится к высокопроизводительным механическим обработкам, дающим высокую точность размеров и хорошее взаимодействие сопрягаемых деталей.
Режимы обработки
Металл, обрабатываемый точением, имеет различные качества: твердость, вязкость, пластичность. Все они требуют разного угла заточки резца и скорости резания. Перед выдачей чертежей в работу технологи делают расчеты режимов резания при токарной обработке. На их основе производится нормирование по затратам времени на выполнение каждой операции. К режимам резания относятся:
- скорость вращения шпинделя;
- глубина резания;
- подача.
Качество и скорость обработки — противоположные показатели при точении. Они зависят от глубины реза и подачи инструмента. Чем больше стружки снимается за один проход, тем больше погрешность в размерах и шероховатость поверхности.
Первоначально делается черновое точение — снимается большой слой металла проходным резцом с кромкой, образующей острый угол к оси вращения заготовки. Затем ставится инструмент с большой площадью контакта по обрабатываемой поверхности и делается чистовая обработка — снимается тонкий слой металла боковой гранью резца и одновременно происходит сглаживание гребешков кромкой, расположенной вдоль оси заготовки.
Графический контроль за программой управления
Это действие необходимо в том случае, если ввод управляющей программы осуществлялся ручным способом, или в режиме корректировки вносилось большое количество изменений. Для включения графического контроля также предусмотрена специальная клавиша.
Данная функция позволяет следить за перемещениями фрезера, и фиксировать, по какой настроенной траектории он движется
Но она не берет во внимание коррекцию. Процесс обработки на станках выводится на экран, где за ним может наблюдать оператор
Эта особенность позволяет не только следить за работой фрезерных устройств, работающих с перебоями, но и исправных инструментальных приборов. Она позволяет свести к минимуму вероятность возникновения ошибки.
Виды работ
Подобные агрегаты позволяют производить следующие виды токарных работ:
- точение различных видов;
- шлифование;
- отрезание лишней части заготовки;
- сверление торцевых отверстий.
Точение имеет три вида:
- продольное;
- поперечное;
- угловое.
Продольное точение предполагает плавное движение режущего инструмента при постоянной скорости вращения деревянной болванки. Движение токарного инструмента осуществляется с небольшой скоростью параллельно оси вращения. Поперечное точение производится в результате движения токарного инструмента под определённым усилием перпендикулярно оси вращения. Для получения сложных фигур используют угловое точение. В этом случае инструмент направляется под определённым углом к поверхности заготовки. Эти методы позволяют получить самые сложные формы выборки. Следует помнить, чтобы правильно точить деревянную заготовку, следует уточнить её плотность, выбрать скорость вращения шпинделя и необходимый режущий инструмент.
Для работы одним из видов точения применяют следующие приёмы расположения инструмента:
- нижнее;
- верхнее;
- прямое (перпендикулярное или под углом).

Благодаря выбору одного из приёмов можно выточить заданную фигуру или сделать необходимую проточку под любым углом.
Подвижный люнет 1К62
В комплекте к универсальному токарно-винторезному станку 1К62 идет два люнета (неподвижный и подвижный). У неподвижного люнета есть крышка. Она крепится к основанию при помощи винтового соединения. На днище имеются пазы. По форме они идентичны направляющим станины станка, благодаря чему удается хорошо зафиксировать люнет и исключить перемещения по любым осям. Позволяет вести обработку прутков и других тел вращения диаметром от 20 до 130 миллиметров.
Подвижный люнет позволяет обрабатывать изделия диаметром 20 – 80 миллиметров. Таким образом, люнет значительно расширяет технологические возможности станочного оборудования (ведь без него минимальный диаметр обработки составляет 40 миллиметров)
Это очень важно. Существуют определенные ограничения по частоте вращения шпинделя (а значит, и заготовки). Так, максимальная скорость вращения – 2000 оборотов в минуту, а минимальная – 12,5 оборота в минуту
Так, максимальная скорость вращения – 2000 оборотов в минуту, а минимальная – 12,5 оборота в минуту.
Станки данного типа уже давно не производятся и считаются морально устаревшими. А вот люнеты до сих пор изготавливаются многими инструментальными и станкостроительными заводами. Это говорит о многом.
Характер заготовки и способ ее изготовления
 По характеру и способу получения различают следующие заготовки: отливки, поковки, штамповки, заготовки из прокатанного материала.
По характеру и способу получения различают следующие заготовки: отливки, поковки, штамповки, заготовки из прокатанного материала.
Отливка может быть изготовлена посредством машинной или ручной формовки, заливкой в земляную форму, отливкой в металлическую форму, отливкой под давлением.
В зависимости от характера заготовки и способа её изготовления, величины припусков и допуски на размеры заготовки будут различными.
Так, для литой детали припуск в отливке, изготовленной посредством ручной формовки, будет больше, чем в отливке машинной формовки; точно так, же припуск в отливке, полученной в земляной форме, будет больше, чем в отливке, полученной в металлической форме, а припуски в отливках под давлением будут меньше, чем в отливках, выполненных в металлических формах.
Если сравнить припуски поковок и штамповок для одних и тех же деталей, то припуски у поковок всегда будут больше, чем у штамповок.
В заготовках из прокатанного материала припуски меньше, чем в заготовках отливных, кованых или штампованных; в заготовках из проката размер припуска должен обеспечить необходимую точность и чистоту поверхности, получаемой после механической обработки.
В некоторых случаях приходится увеличивать припуски заготовок, вследствие необходимости создать условия для возможности осуществления механической обработки.
Так, например, при обработке тел вращения иногда необходимо давать припуски для установки в центрах, или увеличивать длину заготовки для возможности её зажима в патроне станка.
Виды оборудования для токарной обработки
Несмотря на многообразие столярных изделий, все операции токарной обработки могут быть реализованы с применением следующих типов агрегатов:
- фрезерного;
- токарного;
- рейсмусового;
- распиловочного.
Фрезерный применяется для проведения работ по вырезанию профиля и рельефных элементов. Для получения необходимой формы и заданной величины рельефа используется фреза конкретного размера.




Токарный станок по дереву позволяет проводить весь перечень работ точения, вырезания углублений, шлифовки и полировки.
Распиловочный необходим для проведения работ связанных с предварительной подготовкой плоских деревянных заготовок. Распиловка может производиться вдоль установленного бруска или поперёк с сохранением текстуры дерева.
Все деревообрабатывающие (в том числе и токарные) агрегаты делятся на три категории:
- промышленные (применяются на крупных деревообрабатывающих предприятиях, мебельных комбинатах);
- полупрофессиональные (используются в организациях производящих работы в небольшом количестве);
- бытовые или настольные (применяются для индивидуальной работы в домашних мастерских).

Основными отличиями является производительность и массогабаритные характеристики.