
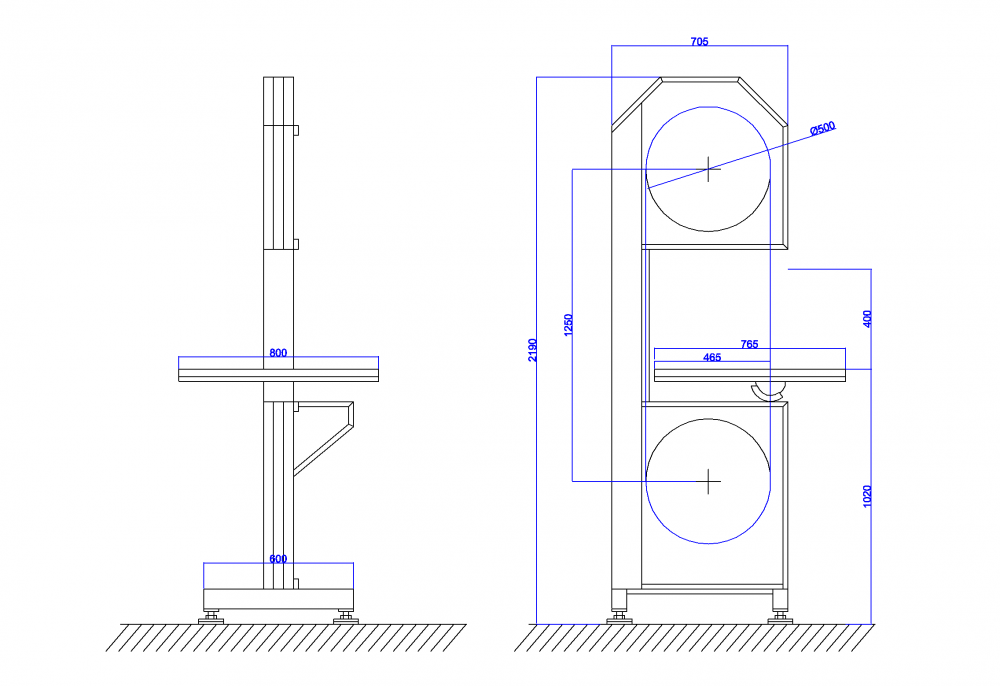
Технические параметры.
Для достижения оптимальных условий при работе с определёнными группами материалов и формой заготовок необходимо точно подбирать параметры полотна пилы: шаг, форму и разводку зуба, а также режимы работы ленточнопильного станка – скорость и подачу ленточной пилы.
Число зубьев на дюйм (TPI) Число зубьев на дюйм определяет шаг зуба полотна и может изменяться от 1 до 32 для пил с постоянным шагом и от 10/14 до 0,75/1,25 для пил с переменным шагом зуба. Фирмы — производители ленточных пил и их дистрибьюторы прилагают руководство по выбору шага зуба при распиловке цельных заготовок, труб и профилей.
| Постоянный шаг (например 14) | Переменный шаг (например 8/12) |
Виды ленточных пил
Ленточные пилы можно разделить на следующие виды:
- зубчатые;
- беззубые;
- электроискрового принципа действия.
![]()
Зубчатые ленточные пилы, в отличие от ножовочных полотен, выпускают замкнутым контуром. Их применяют для пропила и резки разнообразных материалов, включая пенобетон, металлические конструкции, дерево и прочие материалы.
Беззубые ленточные пилы и пилы электроискрового принципа действия работают аналогично круглым пилам. Единственное отличие, это назначение зубьев.
Выбирая ленточную пилу по металлу, нужно обращать внимание на особенности конструкции ленточнопильного станка. Главное назначение ленточной пилы по металлу – это выполнение угловых, прямолинейных и фигурных распилов
Если вам понадобиться производить распил под углом, то необходимо будет приобрести специальные поворотные губки на данный станок
Главное назначение ленточной пилы по металлу – это выполнение угловых, прямолинейных и фигурных распилов. Если вам понадобиться производить распил под углом, то необходимо будет приобрести специальные поворотные губки на данный станок.
Советы по эксплуатации
Правильно натягивайте пильное полотно. Превышение допустимого усилия уменьшает срок службы инструмента. Для контроля можно использовать специальные приспособления. Пила не должна быть в работе более двух часов, после чего её надо демонтировать и подвесить на сутки для снятия остаточных напряжений.
- Обязательно применяйте смазочную жидкость для ленточного полотна. В тёплое время можно пользоваться водой с добавлением моющих средств типа «Gala», «Fairy» и т. д., а зимой — смесью керосина или дизтоплива с моторным маслом в пропорции 5:1 или смазкой для цепей бензопил.
- После окончания работы обязательно ослабьте натяжение пилы. Это не даст образовываться усталостным явлениям на её поверхности и продлит срок службы.
- Работайте только правильно заточенным и разведённым инструментом. При отсутствии опыта по этой части можно воспользоваться услугами специализированных контор. Как правило, их представители обслуживают не одну лесопилку в вашем районе.
- Не работайте со свежеспиленным лесом. Дайте ему подсохнуть хотя бы в течение одного месяца. Кроме того, перед работой очистите брёвна от грязи и песка, а ещё лучше удалите кору.
Типы ленточных пил
Ленточнопильный инструмент может обрабатывать:
- камень,
- дерево,
- металл,
- синтетический материал.
Для твердых материалов рекомендуется использовать оборудование, усиленное сверхпрочными сплавами: режущая лента не будет рваться, портить обрабатываемую деталь. Перед покупкой определяют фронт работ, которые планируется выполнять при помощи установки.
При большом объеме работ требуется мощная, выносливая пила, способная выдерживать повышенные нагрузки. Ее стоимость будет высокой. Для разовой процедуры, редкого использования подойдет оборудование подешевле, со стандартными характеристиками прочности.
Размер пилы
Ширину, длину подбирают согласно аналогичным параметрам станка. Рекомендации по подбору комплектующих есть в инструкции к агрегату.
Дополнительные советы:
- Широкие ленточные пилы отличаются более ровным пилением, их чаще применяют для продольной резки.
- Чем тоньше обрабатываемая заготовка, тем выше вероятность ее повреждения толстой пилой.
- При осуществлении фигурной и контурной резки ширина режущего элемента должна позволять обрабатывать изделие под заданным углом. Выпускают этот вид инструментов шириной 14–88 мм. Для стандартных работ подходит средний параметр — 35–40 мм.
Шаг зубьев
Расстояние между заостренными сегментами пилы соотносится с ответной частью агрегата.
Рекомендации:
- Тонкий листовой материал обрабатывают пилой с крупным равномерным шагом зубьев.
- Частый постоянный шаг подходит для работы с большими полотнами.
- Переменные зубья предназначены для резки натуральных и синтетических материалов с мягкой структурой. Скорость резания увеличивается, так как пила не забивается.
От разводки зубьев зависит качество резки, уровень вибрации в процессе работы, износоустойчивость основного элемента. Полотно может иметь различный профиль:
- Волнистый. Используется для небольших заготовок, тонких материалов.
- Стандартный. Отличается попеременным расположением всех режущих элементов, один сегмент размещен по центру. Выбирают для обработки объемных заготовок, контурной резки, монтажа на вертикальный тип станков.
- Переменный, или групповой. Содержит попарно расположенные зубцы. Агрегат стоит дороже: он более прочный, эффективный, отличается сниженной нагрузкой на режущую кромку.
Особое внимание уделяют качеству заточки пил. Проверяют, насколько остры режущие сегменты, однородна ли сталь, из которой они изготовлены, ровность линии режущей кромки
Нужно узнать, возможна ли повторная заточка пилы, сколько циклов обновления резака предусмотрено.
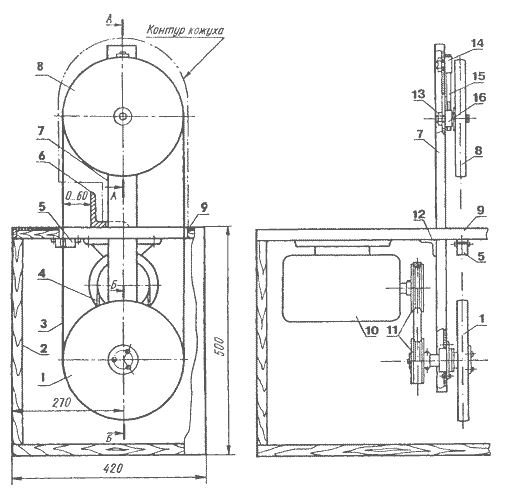
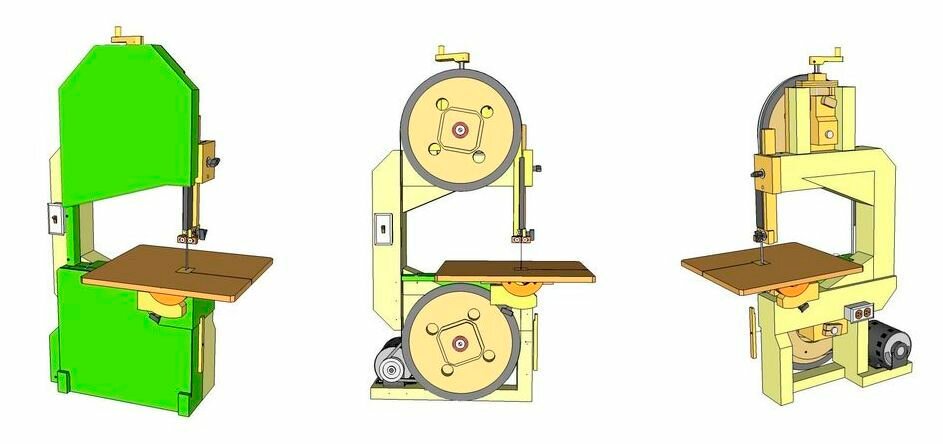
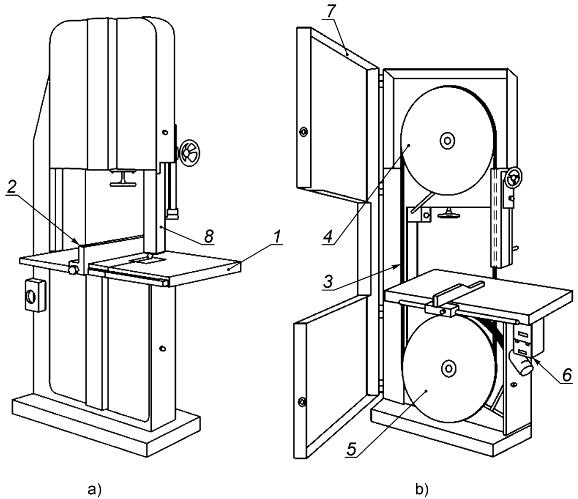
Чертеж самодельной ленточной пилы: 1 — шкив привода ленты (нижний); 2 — основание; 3 — пила ленточная; 4 — ремень клиновой А710; 5 — демпфер; 6 — направляющая; 7 — штанга несущая; 8 — шкив привода ленты (верхний); 9 — стол (фанера s20); 10 — электродвигатель АОЛ-22-2; 11 — шкивы ременного привода; 12 — кронштейн (стальной уголок 40×40); 13 — гайка M12 (2 шт.); 14 — опора верхняя; 15 — винт регулировочный; 16 — ползун.
Технические возможности
Каждый практичный владелец такого механизма должен перед приобретением станка прежде ознакомиться с его техническими особенностями, а также с принципами функционирования при выполнении необходимых работ. Условно все агрегаты для осуществления ленточнопильной работы делят на несколько типов, которые можно разделить на следующие основные категории:
- Размер и показательные данные выпускаемой продукции за определенный период времени.
- Ширина ленточного ряда на обрабатываемом агрегате.
- Угол, под которым осуществляют поворот механизма.
- Количество скоростных режимов для проведения обкатки материала.
Основным показателем, который определяет разницу между станком, созданным для промышленных масштабов и для одиночной работы в бытовых условиях.
Если толщина ленты не превышает 13-14 мм, то ее лучше всего использовать в бытовой работе при незначительном объеме выпускаемой продукции, но в случае, когда необходимо сделать действительно большой объем продукции в промышленных масштабах, то задействуют более толстые ленты, как правило, не менее 20 мм, чтобы не допустить выпуска некачественной продукции.
Основное расположение ленты пилы на устройстве: горизонтальное и вертикальное. Таким образом, все станки такого типа имеют всего две стандартных классификации: горизонтальные станки и вертикальные.






На вертикальном агрегате установлена специальная консоль, которая дает возможность контролировать рабочий процесс, на основе специальных рабочих частей. Оператор устройства способен в полной мере контролировать свою консоль, следя одновременно за производственным процессом.
На малогабаритных механизмах по-особенному фиксируется только пильная поверхность, при этом имеется возможность свободного перемещения основной заготовки для агрегата. Горизонтальное размещение свойственно в первую очередь станкам с горизонтальной лентой. Их основное назначение заключается в том, чтобы резать древесину твердого типа.
Именно такие ленточные станки нередко применяются для профессионального возделывания тяжелых металлических пластин и качественного производства изделий.
Также не исключены значительные различия в форме подачи заготовки в специальный рабочий орган. При массовом производстве изделий распространены сложные автоматические станки. Они отличаются серийным производством. Подача элементов возможна при использовании специальных тисковых держателей, а также электромотора. Мотор также можно изготовить в домашних условиях.
Самоделки полуавтоматической подачи находят применение, прежде всего, в заготовительном производстве. Они отличаются от станков другого типа тем, что в них возможно осуществлять подачу с применением ручной подачи, а их использование обусловлено, в основном, домашним и бытовым производством.
Лучшим примером для ленточной пилы можно назвать аппарат белорусского производства за номером МР8-1558-007. Пилорама данного механизма также белорусского происхождения. С ее помощью удается качественно обработать множество сложных деталей, имеющих ширину не менее 90-300 мм, при длине 1100-8100 мм.
Механизм для обработки дерева и металла под номером МР8-1558-007 имеет стандартную мощность не более 8 кВт, а напряжение для работы станка не превышает 380 В. Полотно вращается с частотой не менее 32 м/с.
Процесс изготовления
Для изготовления силовых частей станка необходимо использовать листовой металл толщиной 10 мм. Чтобы нарисовать очертания таких деталей для их дальнейшего вырезания, можно ориентироваться на рисунок. Придерживаться точных размеров не обязательно, так как от них будут зависеть только размеры тех деталей, которые вы собираетесь обрабатывать на ленточной шлифовальной машине. Вы можете нарисовать контуры деталей на листе металла маркером и с помощью болгарки и лобзика вырезать их. Такие детали вырезать плазменным резаком намного проще, но не у всех дома есть такое оборудование.
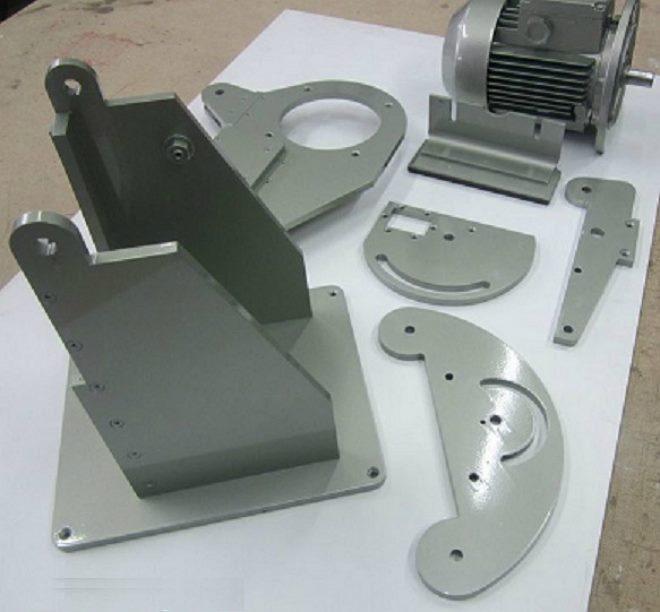
Основание, детали корпуса и двигатель перед сборкой
Чтобы сделать основу самодельной болгарки надежнее, лучше всего использовать для ее изготовления лист металла толщиной 12 мм. Можно использовать винтовые соединения для сборки основания болгарки, но тогда придется просверлить множество отверстий, которые сильно ослабят всю конструкцию. Собрать основание вашего станка электросваркой будет намного проще и надежнее.
Основание станка
Полукруглые канавки на деталях ленточно-шлифовального станка, вращающие платформу, на которой расположены ролики, займут много времени. Чтобы сделать такие пазы самостоятельно, придется повозиться сверлом, фрезами и напильником, а также использовать дрель. Вы можете значительно облегчить себе задачу, если поручите изготовление таких канавок квалифицированному фрезерному станку.
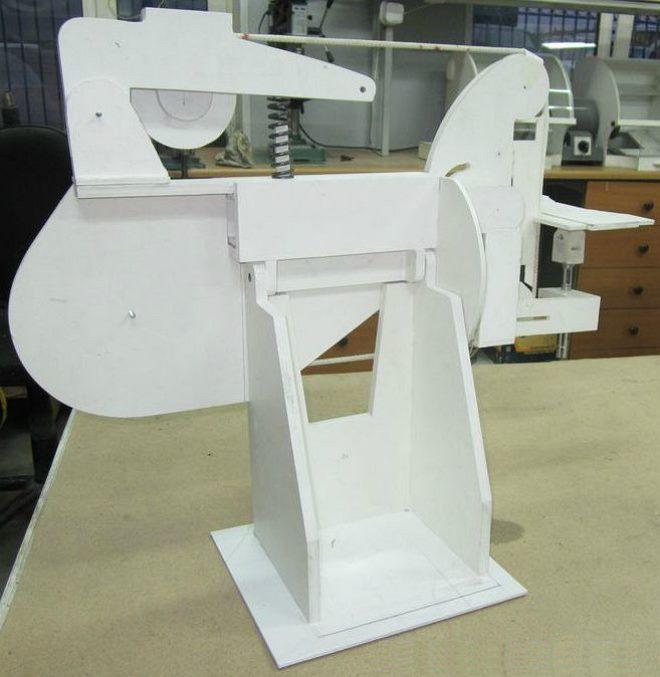
Пластиковая модель станка: благодаря вращающейся группе болгарка может находиться как в вертикальном положении.
Лучше всего для изготовления роликов своего самодельного мини-станка использовать титан или дюралюминий (Д16). Если из этих материалов невозможно найти зазоры, то можно использовать и сталь, но ролики необходимо максимально облегчить, выбрав металл из их внутренней части. Чтобы сделать ролики самодельного станка, вам понадобится помощь квалифицированного токаря, только позаботьтесь о том, чтобы подготовить для него чертеж.
Ролики заточного станка
Ролик ленточно-шлифовального станка большего размера, который будет закреплен на валу электродвигателя, все равно придется изготавливать из стали, так как титановый пруток такого диаметра найти очень сложно, а дюралюминий может не выдержать значительных нагрузок. Для всей самодельной машинки потребуется сделать 4 ролика, размеры (диаметр) которых следующие: один ведущий ролик – 150 мм, один натяжной ролик – 100 мм, два маленьких – 70 мм. Если вы планируете изготавливать мини машинку, диаметры роликов могут быть меньше.

Собирая самодельную машинку с готовыми роликами, очень важно, чтобы они лежали строго в один ряд. В противном случае вы постоянно будете сталкиваться с соскальзыванием ленты
Ширина роликов зависит от размера шлифовальной ленты, которую вы будете использовать на своем оборудовании. Делая чертеж изготовления валков, обязательно учитывайте, что они должны иметь бочкообразную форму, это обеспечит надежное удержание на них шлифовальной ленты в процессе эксплуатации. Для придания роликам такой формы с каждой их кромки делается небольшая фаска: 1–2 мм.
Готовые валки вашей самодельной ленточно-шлифовальной машины должны иметь гладкую поверхность, об этом нужно сообщить токарю, который их изготовит. Подшипники, на которых они будут вращаться, должны быть только закрытого типа, иначе они быстро забьются пылью, образующейся во время работы шлифовального станка. Чтобы ваша самодельная техника работала долго и без перебоев, нужно выбирать подшипники, которые имеют класс не ниже 6а. Ролики шлифовального станка вращаются с высокой частотой, поэтому подшипники для них должны быть самого высокого качества.

Шлифовальная машина готова в горизонтальном положении с дополнительным столом
Подготовительные мероприятия
Перед тем как приступить к сборочным мероприятиям, ориентируясь по чертежу, следует подготовить необходимые материалы и инструменты. Это позволит, в первую очередь, сориентироваться с тем, есть ли все нужное для работы (недостающее понадобится докупить), а также не отвлекаться по ходу процесса по мелочам.
Необходимые материалы и инструменты
Чтобы сделать ленточную пилу, потребуются следующие материалы и детали:
- доски или лист фанеры (либо ДСП), из которых будет изготавливаться каркас, стол, шкивы;
- листовая сталь (для пилы);
- швеллер, используемый для создания опорной рамы, или металлические уголки, либо деревянные бруски и рейки;
- подшипники;
- стальной прут – для изготовления осей шкивов;
- электродвигатель;
- саморезы, болты с гайками и шайбами;
- полиуретановый клей;
- резина от велосипедной камеры;
- текстолит;
- втулки;
- ремень клиновой;
- лак или краска.
Для работы потребуются такие инструменты:
- шуруповерт (со сверлами);
- молоток;
- гаечные ключи (размером под болты);
- отвертки;
- плоскогубцы;
- шлифовальная машинка;
- болгарка;
- точильный станок;
- электролобзик.
Электроинструменты вполне можно заменить и их ручными аналогами. Но в таком случае сборка потребует больше времени и затрат труда. При использовании металлических уголков или швеллера вместо деревянных брусков понадобится также сварочный аппарат и электроды. Использование болтовых соединений создает дополнительные проблемы с плотным прилеганием деталей.
Рекомендации по выбору ленточного полотна
Сделать своими руками режущее полотно достаточно сложно. Для этих целей нужна инструментальная сталь марок У8 либо У10. Пила должна быть гибкой. Ее толщина для сравнительно мягких пород древесины составляет от 0,2 до 0,4 мм, а для твердых – от 0,4 до 0,8 мм. Длина полотна у собираемого варианта станка будет около 1,7 м. Понадобится самостоятельно вырезать зубья, правильно развести и заточить их. Чтобы спаять ленту в сплошное кольцо (при этом встык) потребуется использовать газовую горелку и припой. Соединительный шов нужно после отшлифовать.
Гораздо проще и удобнее приобрести готовое режущее полотно хорошего качества в магазине, чтобы не тратить время на его изготовление. Ширина изделий составляет от 18 до 88 мм. Ориентироваться при этом нужно на материал, который предстоит распиливать. Производители предлагают такие разновидности пил по данному критерию:
- биметаллические, предназначенные для выполнения работ по металлу (нержавеющей стали и сравнительно прочным сплавам);
- алмазные, с помощью которых можно пилить мрамор, кварц, гранит и прочие твердые материалы;
- твердосплавные, позволяющие обрабатывать высокопрочные сплавы;
- из полос инструментальной стали, применяемые для распиливания древесины.
Последней разновидностью довольно часто оснащают станки, собираемые в бытовых условиях. Это связано с ее ценовой доступностью и практичностью. Но если предстоит работать с твердыми материалами, то лучше приобрести более прочную, износоустойчивую и дорогую пилу, чтобы свести вероятность разрыва ленты к минимуму.
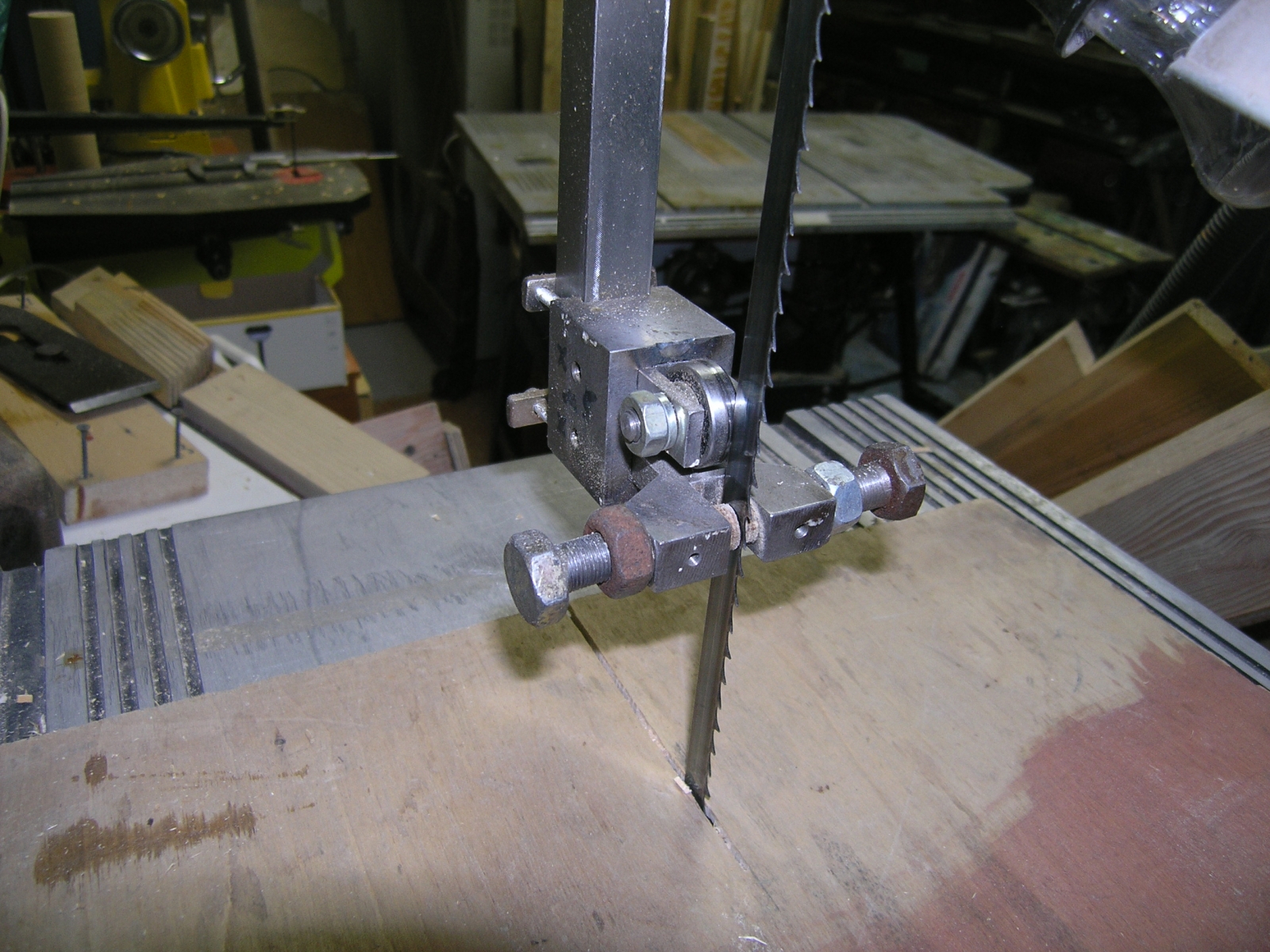
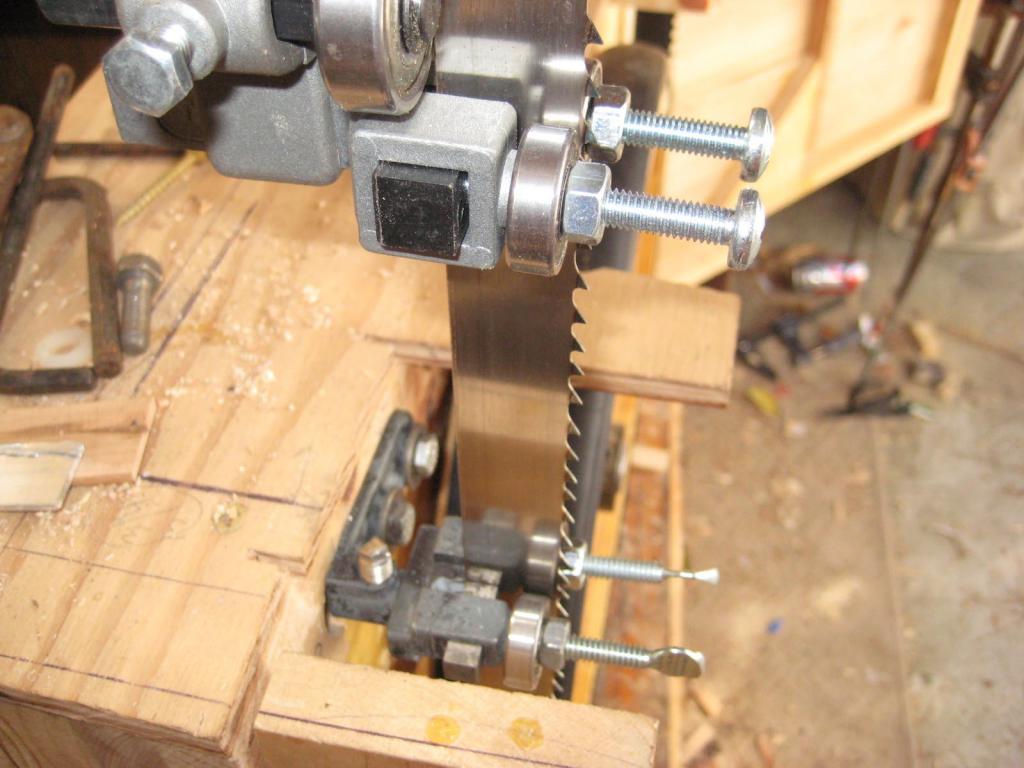
Если планируется с помощью сделанной ленточной пилы делать фигурный рез, то нужно ширину полотна подбирать с учетом радиуса закругления. Некоторые соотношения между этими величинами показаны на нижеследующей фотографии.






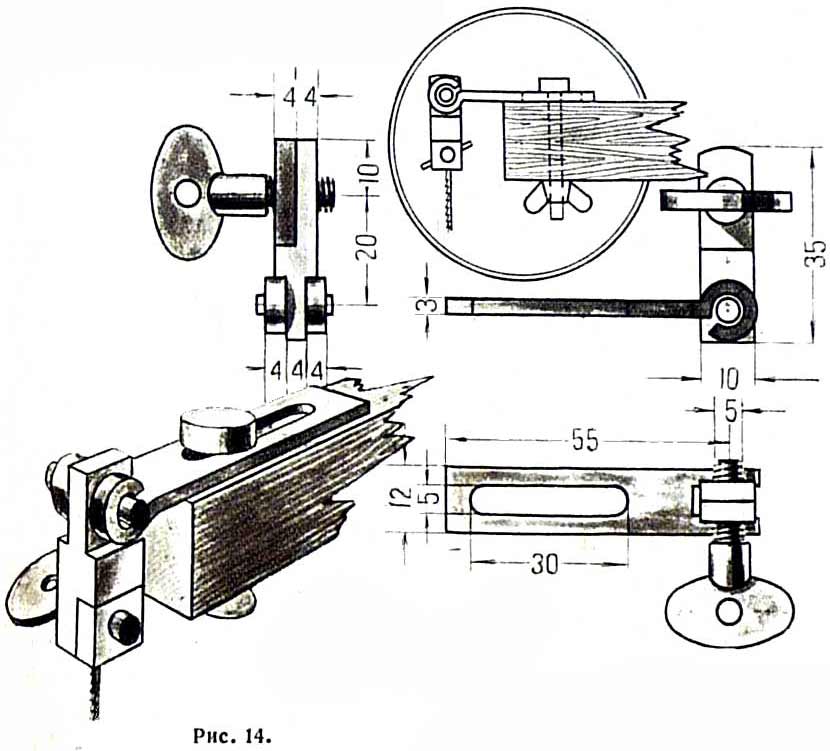
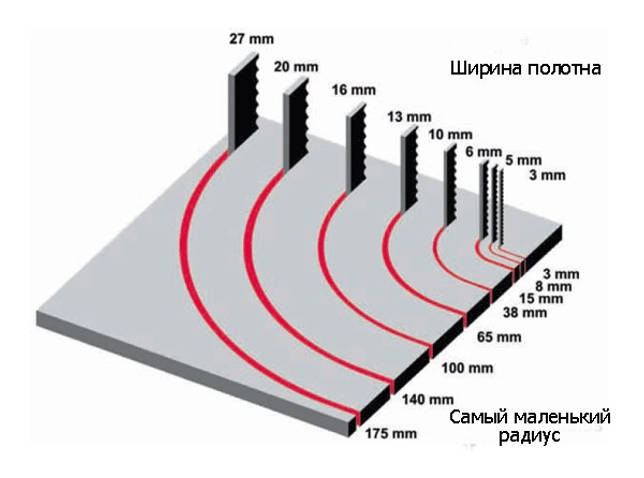
Совет! Для ровного продольного распиливания пиломатериалов следует применять широкие режущие полотна. Они позволяют выполнить более ровный рез.
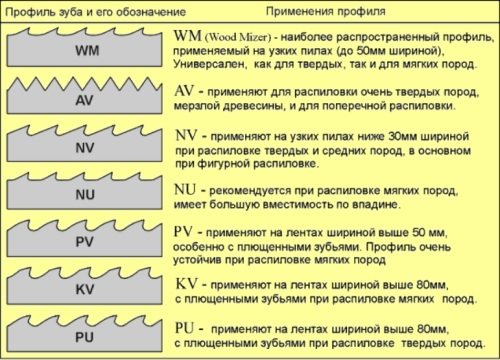
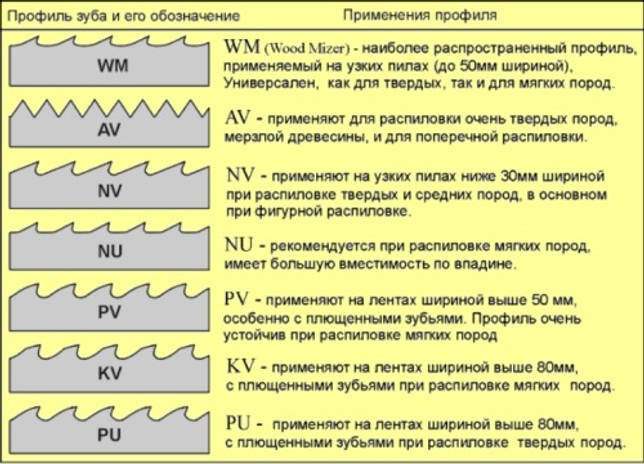
Выбирая пилу по дереву, также нужно учитывать шаг ее зубьев (расстояние между их центрами). От этого зависит твердость древесины, которую можно распиливать. Далее приведены наиболее распространенные профили зубьев, их маркировка и область применения.
Нужно обращать внимание и на качество заточки зубьев. Режущая кромка должна быть острой и ровной
Также следует поинтересоваться у продавца-консультанта о возможности затачивать ее повторно и о том, сколько раз это можно делать. Для собственной безопасности отдавать предпочтение рекомендуется более качественным полотнам.
Это интересно: Мини-пилорама своими руками: дисковая и шинная
Как правильно заточить ленточную пилу
Сразу отметим, что при отсутствии опыта и навыков выполнения подобных работ заточку пилы лучше доверить профессионалам. Нарушение геометрии зубьев режущей кромки, появление заусенцев на металле или неправильная установка значительно сократят срок службы полотна.

Решив заточить ленточную пилу своими руками, будет полезно сначала ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе. Итак, для правильного формирования режущей кромки вам потребуются:
- высота зубцов – это расстояние между высшей точкой и основанием;
- шаг – расстояние между зубьями, обычно колеблется в пределах 19-25 мм.
- угол заточки – зависит от целевого назначения инструмента; например, рекомендуемый угол заточки для столярных пил – 35 °, для разделительных пил – 18-22, предназначенных для распиливания бруса – не более 15°.
- установка – отклонение зубьев от плоскости полотна основной пилы;
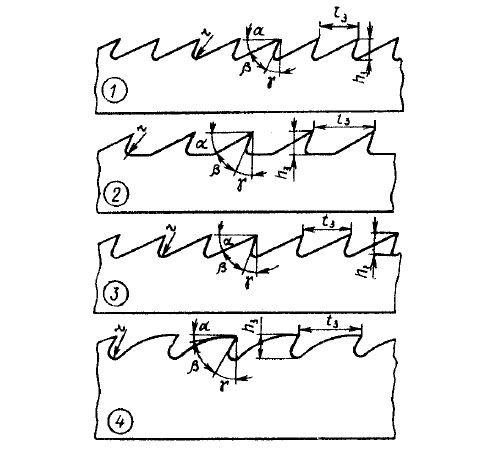
Угол заточки определяется производителем, поэтому при самостоятельной заточке пилы рекомендуется придерживаться этих параметров.
Вот пошаговая инструкция, которая поможет вам правильно заточить закрытую пилу, не прибегая к услугам специалистов.
Разводка
Вставка ленточных пил в дерево – это первый шаг в восстановлении профиля кромки. В процессе эксплуатации положение зубьев может меняться, поэтому пока не будет получена правильная геометрия, нет смысла затачивать деталь пилы.

Пилу можно открыть тремя способами:
- стриппер – первый и второй зубья отклоняются в разные стороны, третий остается ровным. Этот профиль создан для распиловки твердых материалов;
- волнистый – наиболее сложный вариант, по форме похож на волну. Здесь каждому зубу придана индивидуальная форма, и такая установка обычно выполняется только в специализированных мастерских.
- классический – зубы поочередно отклоняются вправо и влево;
Следует отметить, что при разводке гнутся не весь зуб, а примерно на 2/3 вершины. Процедура проводится на специальной ленточной пиле. Стоимость такого инструмента довольно высока, поэтому покупают его, если есть необходимость подгонки нескольких инструментов. Его доступность может стать основой деятельности по заточке.
Конечно, с первого раза у вас получится все сделать правильно, даже на регулируемом станке, может не получиться, поэтому хотя бы геометрия профиля должна оставаться такой же, как и до начала работы.
Заточка
Это основной этап современной перевязки, который можно сделать двумя способами.

Полнопрофильные пилы затачиваются с помощью CBN-круга, установленного в специальной точилке.
Это полностью автоматизированная операция, которую используют профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, а заточный круг обрабатывает всю ленту за один проход. Недостатком этого метода является то, что круг CBN подбирается индивидуально под профиль пилы, поэтому для заточки разных инструментов в ассортименте должен присутствовать заточный элемент.

Заточка зубов производится вручную или на специализированном оборудовании.
В первом случае острота зубов может быть восстановлена в кратчайшие сроки, но работа требует определенных навыков. Во второй, кропотливой работе: 4-5 движений по краю каждого зуба.







Для автоматической заточки используются алмазные круги, круги из CBN и оксида алюминия
Важно понимать, что при проведении этой процедуры зубам придается только острота, геометрия, созданная после установки лезвия, должна оставаться неизменной
Что нужно знать о ленточной пиле
Каким будет распил дерева, зависит от того, какую форму имеет зубец оборудования. Именно зубец ленточной пилы показывает тип распила. Чему же отдать предпочтение? Пила с узкой лентой стоит недорого и ею очень просто пользоваться. Смысл заключается в том, что зуб не может быть высотой не больше 20% от ширины полотна, иначе сталь от сильной нагрузки разорвется, как бумажный лист. Какого шага и высоты зубья, определяет площадь впадины. Потому как если опилки не будут выноситься, а будут скапливаться в пропиле, то пила заклинит и засориться опилками. На практике есть определение высоты зуба, и она равняется не меньше 5 мм. И, соответственно, шириной полотно должно быть менее 25 миллиметров. Узкая пила, которая порвалась, встречается часто. Широкие пилы рвутся очень редко. На таких пилах могут появиться трещины, и связано это с неправильно подобранными размерами, регулированием. А вот чтобы разорвать такую пилу это еще надо потрудиться. Трещины могут быть:
- во впадинах зубьев;
- в центральной части пилы;
- на кромке в задней части.
Наиболее часто встречаются дефекты во впадинах зубцов ленточного оборудования. Возникают дефекты в процессе работы пилы. Из-за дефектов такая пила делает неровный пропил дерева. Как же не допустить образование дефектов? На узких пилах делают разгиб зубцов. Разводка проводится так: 1-ый зубец влево, 2-ой вправо, 3-ий прямо и опять: влево, вправо, прямо. В данном случае пил проводят левый и правый зубцы, а прямой занимается уборкой опилок.
Лучшим считается работа пилы с уборкой опила на 100%, а узкая пила убирает на 30%, потому как высота зубцов у такого типа пил невысокая. Из вышесказанного можно сделать вывод, что скорость работы узкой пилы ниже, так как вынос опила низкий, и замедляет пил. Кроме того, узкая пила не имеет тело стабилизации и поэтому застревает и расшатывается в пропиле, из-за чего происходит разрыв. И тут уже опять понадобится ремонтировать и варить. Вывод однозначен, широкая ленточная пила для дерева все-таки лучший вариант. Единственное, что можно предпринять — это увеличить ширину стального полотна. Отношение не должно превышать 20 к 80. Зубцы можно сплющить на кончике, тем самым создав уширение в пропиле. Также можно наплавить стеллит. После этого зубцы гарантированно будут работать на все сто. Если сделан стеллит, то разводку делать не надо.
Следует сказать и о том, что каков будет пил, влияет и качество древесины. Дерево должно быть чистым, с минимальным количеством сучков. Широкая пила отлично работает с любой шириной бревна. Большие скорости для нее не проблема. В широких ленточных пилах настройка зубцов может проводиться более тонко. Также может меняться ширина, угол, толщина пропила. Благодаря этому выход продукции можно повысить до 25 %. Узкая ленточная пила делается с более дешевым оборудованием, более просто собирается. Это своего рода относительный плюс в копилку узких пил.
Ручная пила
Узкая пила нагревается во время работы полностью, а у широкой пилы нагревается только часть лезвия, которая пилит, из-за этого порой может возникать волна в месте пропила.
Поэтому широкую пилу надо натягивать гораздо сильнее, чем узкую. Конструкция широкой пилы более сложная, что, естественно, отражается на стоимости. Кроме того, на широкой ленточной пиле очень непросто работать, надо иметь ряд определенных навыков и знаний. Хороший, налаженный станок с широкой ленточной пилой даст большие объемы выработки.
Для того чтобы пиление было продуктивным требуется:
- станочное оборудование с широкой ленточной пилой;
- опытный оператор;
- высокого качества подготовленное оборудование;
- человек ответственный за заточку;
- механизм для заточки;
- обслуживающий персонал.
Станок для ленточной пилы Ленточными пилами можно пилить оперативно и качественно. Однако надо соблюдать ряд правил. Перед использованием ознакомиться с оборудованием, ухаживать за оборудованием, чистить и смазывать, вовремя проверять и обслуживать. Если финансов нет, то станок можно сделать самостоятельно. Обладая навыками, деталями и специальным оборудованием, следуя схеме, можно попробовать собрать ленточную пилу своими руками. Конечно, самостоятельно собранный станок не будет обладать супер скоростью, но как говорится: не спеша, можно выполнить поставленные задачи по пилению очень даже хорошо и продуктивно.